
Abstract
This paper examines the inelastic behaviour of dissipative zones in structural members incorporating high deformability concrete materials in which mineral aggregates are partly replaced by rubber particles. An experimental study on three large-scale circular reinforced concrete column specimens, subjected to lateral cyclic displacements and co-existing axial loads, is described. The testing arrangement, specimen details, and main observations, are presented and discussed. The test results enable a direct assessment of the strength and ductility characteristics of the specimens. In particular, the study permits an evaluation of the comparative performance of structural members with and without rubber replacement, as well as the influence of external confinement. The results show that, in comparison with conventional reinforced concrete members, structural elements incorporating a significant proportion of aggregate replacement by rubber particles can offer a good balance between bending capacity and ductility, particularly for modest levels of co-existing axial loads. For column members required to sustain substantial gravity loads, favourable performance can be achieved in rubberised concrete members by means of strength enhancement through external confinement such as fibre reinforced sheets. Based on the experimental findings, the main material and response parameters are discussed and their influence on the overall structural behaviour are highlighted.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Apart from the environmental benefits of using rubber as replacement for mineral aggregates in concrete, the presence of rubber particles can also offer some merits in terms of structural performance. Despite the associated reduction in strength, rubberised concrete materials can provide improved ductility and energy dissipation characteristics. Available studies have however been limited to specific member configurations in which relatively small amounts of rubber were used as replacement for mineral aggregates (Son et al. 2011; Youssf et al. 2016; Ismail and Hassan 2016). This paper presents an initial experimental study on large-scale rubberised reinforced concrete members subjected to lateral cyclic as well as co-existing axial loading. The investigation focuses on assessing the inelastic performance of members incorporating a significant proportion of rubber particles as replacement for mineral aggregates. The behaviour is also compared with conventional reinforced concrete members. A brief account of the results of three members is provided. One of the specimens adopts conventional reinforced concrete (RC) materials. The second specimen employs rubberised reinforced concrete (RRC) with a significant replacement ratio of aggregates. For the third specimen, a similar rubberised reinforced concrete configuration is used but with external confinement (CRRC) through three layers of FRP sheets. The tests are part of a wider European collaborative project which aims at providing viable applications for all components resulting from tyre recycling in structural and non-structural members (Anagennisi project 2014; Raffoul et al. 2016; Bompa et al. 2017). The tests enable a direct evaluation of the strength and ductility characteristics, and offer a comparative assessment of the performance of the three distinct configurations.
2 Experimental Assessment
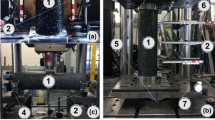
The test set-up employed in this investigation is depicted schematically in Fig. 1a, and a general view is shown in Fig. 1b. The specimens were tested in an upright position, with the horizontal and vertical actuators allowing lateral cyclic deformations and co-existing gravity loading, respectively, to be applied. The lateral cyclic deformations were applied on the basis of 3 cycles at each level of even multiples of the estimated yield deformation up to failure. The specimens were tested until fracture of at least one flexural reinforcement bar occurred. In this initial testing programme, the axial load in all three specimens represented an estimated 6% of the nominal axial capacity of the concrete cross-section of the specimen under consideration.

Testing arrangement: (a) layout, (b) general view
All specimens had a circular cross-section with a diameter of 250 mm, and an effective cantilever height of 1000 mm. Three specimens were tested in this initial phase, as shown in Fig. 2, with the primary purpose of comparing the behaviour of conventional RC members with rubberised concrete columns. The first specimen (D250-R00-F0) involved normal reinforced concrete (RC), while the other two specimens (D250-R60-F0 and D250-R60-F3), were provided with rubberised reinforced concrete (RRC) and externally confined rubberised concrete (CRRC), respectively. In D250-R60-F0 and D250-R60-F3, the rubberised concrete was only provided in the bottom 450 mm of the column specimen, whereas the rest of the members, including the base and cap employed conventional concrete. For D250-R60-F3, the length of the three-layer external FRP confinement was 500 from the footing-to-column interface.

(a) Normal RC Specimen D250-R00-F0, (b) rubberised concrete Specimen D250-R60-F0, (c) confined rubberised concrete Specimen D250-R60-F3
All specimens were provided with identical reinforcement detailing. Eight longitudinal reinforcing bars with diameter 12 mm were used. The transverse reinforcement consisted of 10 mm diameter stirrups with a spacing of 100 mm. The average reinforcement strengths, determined from a minimum of three samples for each type, provided a yield and ultimate strength of 526 and 619 MPa, respectively, for the longitudinal reinforcement, and 496 and 603 MPa, respectively, for the transverse reinforcement. For the externally confined member (D250-R60-F3), three layers of aramid fibre reinforced polymer (AFRP) sheets were used. The aramid sheets were of Grade A120/290 with a thickness of 0.2 mm, mean sheet elastic modulus of 116 kN/mm2, mean tensile strength of 2400 N/mm2 and minimum strain capacity of 2%. Two-component epoxy resin bonding adhesive was applied to the fibre sheets. The conventional concrete mix was of Grade C60/70. For the rubberised concrete mixes, 60% of both the fine and coarse mineral aggregates were replaced by volume with rubber particles (Fig. 3). Rubber aggregates with sizes up to 10 mm, produced from car tyre recycling, were supplied in the following size ranges: 0–0.5 mm, 0.5–0.8 mm, 1.0–2.5 mm, 2–4 mm and 4–10 mm, and were used in the concrete mix respectively as: 5%, 5%, 15%, 20% and 10% ratio of the total added rubber content. The remaining 45% comprised of particles with sizes in the range 10–20 mm, produced from truck tyre recycling. This proportion was identified following a study of the workability of rubberised concrete within a wider research project (Raffoul et al. 2016).

(a) Concrete mix ratios (b) compressive stress-strain responses
Compressive and tensile splitting tests were carried out on the day of testing for the concrete materials, using at least four cylinders in each case. For D250-R00-F0, utilising normal concrete, the compressive cylinder strength (f c0 ) and the tensile splitting strength (f ct0,sp ) were 70.2 and 4.9 MPa, respectively. For D250-R60-F0, the top part utilising normal concrete had f c0 of 73.0 MPa and f ct0,sp of 4.3 MPa, whilst the bottom 450 mm employed rubberised concrete which had a compressive strength (f cr ) of 7.5 MPa and tensile splitting strength (f ctr,sp ) of 1.1 MPa. For the externally confined specimen, D2750-R60-F3, the values obtained for f c0 , f ct0,sp, f cr and f ctr,sp were 73.8, 4.8, 9.2 and 1.1 MPa, respectively. In order to assess the enhancement obtained from the external confinement, cylinders confined with the same three-layer AFRP arrangement were tested and provided an average compressive strength (f ccr ) of 55.6 MPa, which is more than 6 times the unconfined rubberised concrete strength (f cr ) but marginally below 80% of the normal concrete strength (f c0 ). Figure 3 illustrates the typical stress-strain response and compressive failure obtained in the cylinder tests on the normal, rubberised, and externally-confined rubberised concrete materials employed.
3 Member Response
The experimental lateral load versus displacement (V-δ) responses obtained in the three tests are presented in Fig. 4 together with a comparison of the backbone curves. For the conventional RC member (D250-R00-F0), a vertical load of 200 kN was firstly applied followed by the lateral cyclic deformations. As depicted by the V-δ response in Fig. 4a, the maximum lateral force reached was V max = 68 kN after which significant cyclic degradation was observed. With increasing cycles, the first rebar fracture occurred at a lateral displacement δ of about 75 mm, corresponding to a drift Δ of 7.5%. Figure 5a shows a view of the plastic hinge region of the member at the end of the test, illustrating the fracture of longitudinal reinforcement.

Force-displacement V-δ relationships: (a) D250-R00-F0 (RC), (b) D250-R60-F0 (RRC), (c) D250-R60-F3 (CRRC); (d) normalised V-δ envelopes

Failure modes: (a) conventional reinforced concrete D250-R00-F0, (b) rubberised member D250-R60-F0 (c) Confined rubberised member D250-R60-F3
For the rubberised reinforced concrete (RRC) specimen (D250-R60-F0), the initial vertical load applied was 20 kN. In this specimen, yielding of the main reinforcement was followed by a comparatively more gradual compressive crushing behaviour of the concrete. The maximum lateral force V max was approximately 40 kN. Longitudinal reinforcement fracture occurred at a drift approaching 9%. Figure 5b shows a view of the plastic hinge region of the member at the end of the test.
For the externally confined rubberised concrete (CRRC) member (D250-R60-F3), a vertical load of 200 kN was applied. The maximum lateral force V max reached was about 52 kN. The external confinement maintained the integrity of concrete at significant inelastic deformation levels as illustrated in Fig. 5c. The soft crushing behaviour due to the presence of rubber particles, combined with the external FRP confinement, resulted in highly stable cyclic response and significant enhancement in energy dissipation, as demonstrated by the shape of the hysteretic loops in Fig. 4c. The AFRP sheets remained in the elastic regime, although some stretched regions were observed as shown in Fig. 5c. Rebar fracture occurred at a lateral drift marginally below 9%.
4 Comparative Behaviour
As observed from Fig. 4, the conventional concrete member (RC) developed the highest strength, but displayed more pronounced cyclic degradation compared to other specimens. In contrast, the AFRP confined member (CRRC) exhibited the highest level of energy dissipation and lowest cyclic degradation, with the confinement also leading to significant enhancement of capacity in comparison with the rubberised specimen (RRC). Both the RRC and CRRC specimens showed more gradual compressive crushing of concrete due to the presence of flexible rubber particles, and sustained higher levels of lateral deformation before fracture of the longitudinal reinforcement.
Concrete design provisions typically evaluate the moment capacity of a member from assessments of cross-sectional capacity by imposing a strain limit in concrete. Confinement effects can be accounted for through an increase in compressive strength and critical strain. Figure 6 illustrates the uniaxial moment - axial force (M-N) interaction curves for the cross-sections of the specimens considered. In the figure, the solid lines represent the unconfined strengths, whereas with dashed lines account for enhancement effects from confinement due to hoop reinforcement and external sheets as applicable. The interaction diagram for the hoop confined specimens (D250-R00-F0 and D250-R60-F0) was determined employing the widely-used constitutive model proposed by Mander et al. (1988). The application of the confined concrete properties for assessing the M-N curve for the RC and RCC members results in good agreement with the test results. For the externally-confined specimen, the enhancement in strength can be obtained by an adaptation of the model proposed by Spoelstra and Monti (1999).

Moment-axial force (M-N) interaction curves for: (a) normal concrete member, (b) rubberised concrete members
The compressive strength of concrete clearly reduces with the increase in the proportion of aggregate replacement by rubber particles. As illustrated in Fig. 7, based on an assessment of a large database of test results, a recent study by the authors (Bompa et al. 2017) proposed a relationship between the compressive strength degradation as a function of rubber replacement ratio ρ vr , defined as the ratio between the replaced volume of mineral aggregates to its total volume in the reference normal concrete mix. In Fig. 7, the rubberised concrete strength f cr is normalised against the reference strength of conventional concrete f c0 . The same study also suggested full constitutive relationships that can be used for rubberised concrete materials. Despite the evident reduction in compressive strength with the increase in rubber content, close observation of the experimental results in Fig. 4, together with the strength interactions in Fig. 6, indicate that the use of significant proportion of aggregate replacement can provide an enhancement in ductility whilst retaining most of the bending capacity. However, when high levels of gravity loads are present, the reduction in axial compressive capacity becomes significant, and maintaining a comparable cross-section size to that in similar RC members would typically necessitate the adoption of external confinement measures.

Compressive strength as a function of volumetric rubber ratio ρ vr
5 Conclusions
This paper presented an experimental study on structural members incorporating significant proportion of rubber particles as replacement for mineral aggregates. Three large scale specimens, namely conventional reinforced concrete (RC), rubberised reinforced concrete (RRC), and externally confined rubberised reinforced concrete (CRRC) were tested under gradually increasing lateral cyclic deformations as well as a low level of co-existing gravity loading. The RC member developed the highest lateral strength, but displayed more pronounced cyclic degradation compared to the RRC and CRRC specimens. The externally confined member exhibited the highest level of energy dissipation and lowest cyclic degradation, with the confinement also leading to significant enhancement of capacity in comparison with the rubberised specimen. Both the RRC and CRRC specimens showed more gradual compressive crushing of concrete due to the presence of flexible rubber particles, and sustained higher levels of lateral deformation before fracture of the longitudinal reinforcement. The results show that, notwithstanding the gradual reduction in compressive strength with the increase of aggregate replacement, the presence of a high rubber content can offer a good balance between bending capacity and ductility. Where necessary, axial capacities comparable to those of similar RC members can be recovered through external confinement measures.
References
Anagennisi Project - Innovative Use of all Tyre Components in Concrete (2014). Anagennisi.org. Web 10 Dec 2016
Bompa, D.V., Elghazouli, A.Y., Xu, B., Stafford, P.J., Ruiz‐Teran, A.M.: Experimental assessment and constitutive modelling of rubberised concrete materials. Constr. Build. Mater. 137, 246–260 (2017)
Ismail, M.K., Hassan, A.A.: Performance of full-scale self-consolidating rubberized concrete beams in flexure. ACI Mater. J. 113(2), 207–218 (2016)
Son, K.S., Hajirasouliha, I., Pilakoutas, K.: Strength and deformability of waste tyre rubber-filled reinforced concrete columns. Constr. Build. Mater. 25(1), 218–226 (2011)
Spoelstra, M.R., Monti, G.: FRP-confined concrete model. J. Compos. Constr. 3(3), 143–150 (1999)
Raffoul, S., Garcia, R., Pilakoutas, K., Guadagnini, M., Medina, N.F.: Optimisation of rubberised concrete with high rubber content: an experimental investigation. Constr. Build. Mater. 124, 391–404 (2016)
Mander, J.B., Priestley, M.J., Park, R.: Theoretical stress-strain model for confined concrete. J. Struct. Eng. 114(8), 1804–1826 (1988)
Youssf, O., ElGawady, M.A., Mills, J.E.: Static cyclic behaviour of FRP-confined crumb rubber concrete columns. Eng. Struct. 113, 371–387 (2016)
Acknowledgements
The financial support of the European Union Seventh Framework Programme FP7/2007- 2013 under grant agreement No. 603722 within the project ‘Anagennisi: Innovative Use of all Tyre Components in Concrete’ is gratefully acknowledged. The discussions with project collaborators, particularly from the University of Sheffield, as well as the support of the technical laboratory staff at Imperial College London, particularly Mr. T. Stickland and Mr. R. Millward, are also acknowledged. Materials for testing were kindly provided by Adria-Abruzzo, Hope Construction Materials, Elkem and Sika.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this paper
Cite this paper
Elghazouli, A.Y., Bompa, D.V., Xu, B., Stafford, P.J., Ruiz‐Teran, A.M. (2018). Inelastic Behaviour of RC Members Incorporating High Deformability Concrete. In: Hordijk, D., Luković, M. (eds) High Tech Concrete: Where Technology and Engineering Meet. Springer, Cham. https://doi.org/10.1007/978-3-319-59471-2_273
Download citation
DOI: https://doi.org/10.1007/978-3-319-59471-2_273
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-59470-5
Online ISBN: 978-3-319-59471-2
eBook Packages: EngineeringEngineering (R0)