
Abstract
Since the beginning of internal combustion engine development, engineers tackle the problem of losses into the exhaust gases. The gases exiting the combustion chamber are hot and pressurized. Recovering a part of the energy contained in those gases could be beneficial for the ICE efficiency.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Since the beginning of internal combustion engine development, engineers tackle the problem of losses into the exhaust gases. The gases exiting the combustion chamber are hot and pressurized. Recovering a part of the energy contained in those gases could be beneficial for the ICE efficiency.
In the seventies, the turbocharger, which was the first recovery system introduced in a vehicle, started to be widely used in the automotive industry (Ronan and Abernathy 1979). Its operation is pretty simple and well adapted to diesel engines. It is composed of two parts: a turbine expanding the pressurized gases and turning the expansion work into mechanical one. This turbine is mechanically linked to a compressor which increases the pressure of fresh air entering into the combustion chamber. Its introduction allowed manufacturers to reduce engine size, pollutant emissions and fuel consumption over the last decades.
Recently, new technologies such as turbocompounding, thermoelectric generators and thermodynamic bottoming cycles have been developed by engine makers (Saidur et al. 2012).
Turbocompounding has attracted a lot of interest in the automotive industry and especially for commercial vehicles during the last decade (Aghaali and Ångström 2015). When aircraft were propelled with piston engines (i.e. between the thirties and the fifties), the manufacturers established first turbocompound as fuel savings technology. It was well adapted due to the long hours of operation at constant load and the high expansion ratios at low ambient pressure obtained at cruise altitude. Later, with the massive introduction of turbines as aircraft propeller, the technology became obsolete but found applications in marine engines. Since then, the technology is mounted on ship and modern vessels engines can achieved total efficiency greater than 50 % (Hiereth et al. 2007). The first interest of road vehicle manufacturers about the technology dates back in the eighties. In 1991, Scania became the first original equipment manufacturer (OEM) to commercialize a turbocompounded engine. Since, more and more commercial vehicles have been released with the use of a turbocompound and various configurations have been developed (Aghaali and Ångström 2015).
Heat recovery systems are also strategic for OEM’s (Saidur et al. 2012). Thermoelectric generators (TEG’s) are one promising technology mainly due to their apparent simplicity. TEG are based on the Seebeck effect and the properties of some materials which when they are subjected to a temperature difference at the joints, produce a potential difference in the joint circuit. This is called the thermo-current and thermo-electromotive force. Even if the phenomenon is well known, intensive researches are ongoing on the material properties to find the suitable materials for commercial vehicles and passenger cars (LeBlanc 2014).
Waste heat recovery systems (WHRS) based on thermodynamic bottoming cycles have attracted a high interest over the last ten years. Various bottoming cycles have been analyzed and compared from a thermodynamic principle point of view over the last years. Between Rankine, Brayton and Ericsson cycles, heat recovering devices based on the Rankine cycle result to be the most adapted system to the long haul truck application.
2 Rankine Process
An efficient way to recover the low grade waste heat from the internal combustion engine is the Rankine cycle (Stobart and Weerasinghe 2006). It uses the same principle than most of heat engines found in power generation plants and allows to convert heat into mechanical work. Different to the classical Rankine cycle which uses water as working fluid, the organic Rankine cycle (ORC) is referencing to carbon based media.
The Rankine cycle has been discovered by William John Macquorn Rankine and is based on the Carnot cycle. Instead of the two isothermal transformations, the ideal Rankine cycle is composed of two isobaric and two isentropic state changes.
-
The pressure of the fluid in liquid state is increased by the pump work up to the evaporating pressure (1 \(\rightarrow \) 2) consuming power \(\dot{W}_{f_{in}}\).
-
The pressurized working fluid is pre-heated, vaporized and superheated (2 \(\rightarrow \) 3c) by recovering heat transfer rate \(\dot{Q}_{f_{in}}\) from the heat source.
-
The superheated vapor expands from evaporating pressure to condensing pressure (3c \(\rightarrow \) 4) in an expansion device creating mechanical power on the expander shaft \(\dot{W}_{f_{out}}\).
-
The expanded vapor condenses (4 \(\rightarrow \) 1) through a condenser (linked to the heat sink) releasing heat flow rate \(\dot{Q}_{f_{out}}\).
Ideally the Rankine cycle operates closely to the Carnot cycle due to the isothermal phase change occurring during evaporation and condensation process. In reality, the Rankine cycle used in waste heat recovery system differs from the ideal Rankine cycle due to the irreversibilities in the different components. The main sources of irreversibility are:
-
Losses during compression and expansion due to friction, leakages, etc.
-
Pressure drops in the heat exchangers and pipings due to friction.
-
Heat losses to the ambient due ton non adiabatic components.
-
Irreversibilities due to finite temperature differences in heat exchangers.
A classical representation of the Rankine cycle is done through its associated temperature entropy (T-s) diagram shown in Fig. 1. This one is practical since it gives a rough estimation of the cycle efficiency. The highest efficiency is obtained when the cycle looks like a rectangle on the T-s diagram. Indeed, the more rectangular, the closer from the Carnot cycle. In reality, a net output power maximization is preferred which is not always in line with an efficiency maximization.

Temperature-entropy diagram of the ideal Rankine cycle
3 System Overview
Rankine cycle based WHR systems consist in using a Rankine cycle to recover waste heat from the internal combustion engine. Nowadays vehicles are powered with reciprocating internal combustion engines where engine efficiency and fuel consumption are more and more prioritized in the overall vehicle’s performance evaluation.
In the early seventies, during the first oil shock, first developments have been done in the field of Rankine bottoming cycle. The most advanced project was certainly the ThermoElectron project reported in (Doyle and Kramer 1979), where a prototype has been built and tested on road during a year. A Mack 676 diesel engine has been compounded with an ORC, recovering heat from the exhaust gases. Road tests have demonstrated up to 15 % fuel efficiency improvement and a drop in noxious emissions equal to the gain in efficiency. As the oil prices came back to their pre-crisis level after 1980, fuel efficiency became less important for truck manufacturers. As a consequence, the need for such technology was null and the program was canceled.
No work is reported until the early nineties, where the Iraqi invasion of Koweit created a rapid raise in petrol price. Some companies restart to investigate the Rankine cycle as solution to reduce the fuel consumption. The most interesting project during this time frame is the work reported in (Oomori 1993) applying the Rankine cycle to a passenger car. The engine was acting as a boiler and the traditional engine cooling system was turned into an evaporative cooling system. This was done to simplify the Rankine system and remove the needs of an external evaporator. Results indicate a fuel economy of 3 % under normal operating conditions.
Until the beginning of 21st century, no major research nor development activities have been reported. Since then, all major actors of the automotive industry have demonstrated an interest for this technology: AVL (Teng et al. 2007), BMW (Freymann et al. 2008), Cummins (Dickson et al. 2014), Honda (Ibaraki et al. 2007), Volvo trucks (Espinosa 2011) and many other. Several demonstrators are today running around the globe and proving that the technology could lead to a large benefit in fuel consumption. Since 2010, the US Department Of Energy (DOE) is funding the Supertruck program which aims to develop and demonstrate an engine with at least 50 % brake thermal efficiency (BTE). Four companies were at that time selected to participate to this program: Cummins, Detroit Diesel, Navistar and Volvo. In 2015, first press release about the result were impressive (Daimler Trucks North Amercia 2015). Fuel savings of more than 10L/100 km were announced wherein WHRS contribution was evaluated to about 1.5 L/100 km.
If the system has proven itself to be efficient to decrease the fuel consumption, it is not yet cost effective for mass production. Recent studies have identified tailpipe evaporator as a cost stopper since it could represent more than a third of the total system price. If this components has been widely studied and optimized recently (Karellas et al. 2012), no global optimization of that latter has been proposed.
4 Evaporator Concepts and Design Optimization
Due to vehicle implementation constraints numerous investigations have been done on the plate evaporator (Latz et al. 2015) which can offer high performance in a limited volume since it is made of a plate stack (meaning the heat transfer area can be obtained by an increase in height and not in length) but other concepts can be found such as shell and tube and double tube (DT) evaporator (Ambros and Fezer 2014).
The aim of this study is to compare the three different concepts from a performance point of view but also from their ability to decrease total system cost and make the system more profitable for the end user. Plate and fin (PF), shell and tube (ST) and double tube concepts are designed, modeled and simulated on some typical heavy duty engine operating points. Then the manufacturability is assessed based on some assumptions regarding the manufacturing process (brazing, welding, \(\ldots \)) and actual material prices. Using a simple top to bottom approach on current heavy duty market the three different concepts are ranked on their ability to make the system cost effective. Figure 2 shows an overview of the double tube and plate and fins evaporator concepts whereas the shell and tube can be seen as a DT without any internal gas flow.

Overview of the investigated evaporator concept: DT (left) and PF (right)
Performance comparison of each concept is based on two indicators: the heat exchange efficiency calculated according to (Legros et al. 2014) and a new non dimensional number taking into account as well the heat flow rate transferred to the working fluid as the evaporator weight and volume, the exhaust gas backpressure and working fluid mass flow. That performance index PI is equal to:
where \(\dot{Q}_{f}\) is the recovered heat flow rate by the working fluid, \(\dot{m}_{f}\) is the working fluid mass flow rate, \(\varDelta P_{g}\) is the exhaust gas backpressure, M is the evaporator mass, V is the evaporator volume and g the gravity constant. It is shown that the introduced non dimensional number allows to better evaluate and compare the different evaporator types.
Then starting from some assumptions concerning the manufacturing process and material prices a cost is evaluated and the specific projected cost SPC (ratio of projected cost on heat flow rate recovered) is calculated for the three evaporator concepts. The SPC is calculated according to:
where \(C_{ev}\) is the cost of the considered evaporator (\(ev = plate, shell, DT\)) and \(\dot{Q}_{f,d}\) corresponds to the heat flow rate recovered on the design point.
4.1 Evaporator Modeling
In order to properly assess the evaporator performance, a detailed model is built using a well known commercial simulation environment in the automotive industry: GT Power. The model using modified literature correlations to predict the heat transfer and pressure drop in both working and transfer media. This model is using a finite volume approach where the number of discretization is chosen to ensure a good trade off between model performance and simulation time. The implicit solver is then resolving mass, energy and momentum conservation principle in each discrete volume in order to calculate the fluid properties at the outlet of the cell.
4.2 Design Constraints
The evaporator design are here submitted to both performance and packaging constraints to fairly compare the three investigated concepts. These latter are listed below:
-
Maximum exhaust gas pressure drop shall remain below 50 mbar.
-
Maximum working medium pressure drop shall remain below 1500 mbar.
-
Heat exchanger core length shall be lower than 600 mm.
-
Heat exchanger weight shall be lower than 40 kg.
4.3 Performance Assessment
First of all, the engine operating point on which the evaporator is designed is selected as being the most representative of a long haul truck usage. The 13 L heavy duty engine is tested on the European stationary cycle (ESC) on which the engine operating point used for design of the evaporator is selected. Indeed, following a simple approach for vehicle modeling, the required engine power to pull a mass of 33 tons (corresponding to 75 % of the maximum gross vehicle weight rating in Europe) is calculated. This power corresponds to the traction force needed to drive a vehicle with the following parameters over a flat road at a speed of 80 km/h:
-
Frontal area: 7.5 m\(^2\)
-
Drag coefficient: 0.78
-
Tire rolling resistance coefficient: 8 kg/metric tons
-
Driveline efficiency: 0.85
-
Mechanical accessory consumption: 7.5 kW
Figure 3 shows the exhaust mass flow rate and temperature on the 13 operating points of the ESC. Among the 13 tested engine operating points the number 5 is further referred as design point.

Exhaust mass flow rate and temperature over ESC

Performance index and heat exchange efficiency
Then the evaporator concepts are optimized on the design operating point with the objective to maximize the heat flow rate recovered by the working fluid. In order to do so, a complete design study is performed in order to check on the influence of the different design parameters. The design parameters of each concept are listed below:
-
Double tube:
-
Tube diameters (internal and external)
-
Tube pattern
-
Tube length
-
-
Plate and fins:
-
Plate dimensions
-
Fins (working fluid and exhaust side)
-
Passage height
-
-
Shell and tube:
-
Tube diameter
-
Tube pattern
-
Tube length
-
After solving the optimization problem the performance index and the heat exchange efficiency can be plotted for each evaporator concept (see Fig. 4).
As it can be seen on Fig. 4, the heat exchange efficiency are more or less the same for each concept. Indeed, this indicator does not take into account any packaging data nor other performance figures than the heat exchanged (Legros et al. 2014). The new introduced performance index (Eq. (1)), shows difference from concept to concept since it includes as well packaging and backpressure data. The plate and fins concept shows the higher PI due to the compactness of such evaporator. In addition, it is possible to ensure a good trade off between exchanged heat flow rate and exhaust gas pressure drop by selecting appropriate fins on both side. Concerning the DT and ST concepts, it can be seen that the PI is in the same range. This is due to the fact that, in the DT concept, the low backpressure achieved by the optimized concept is balanced by the higher weight (and vice-versa for the ST) due to the concentric tubes. In conclusion, it is shown that no real optimized concept exists but the evaporator design results from a compromise between performance, installation requirements and costs.
5 Economical Estimation
Once the evaporators design are frozen, the specific projected cost for each concept is evaluated. First some assumptions are made concerning the production volume, the materials and manufacturing process. Then using the SPC for each concept is calculated and put into balance with some additional operating cost due to the increase in exhaust backpressure and weight induced by the evaporator.
5.1 Assumptions
Below are listed the assumptions used to calculate the specific projected cost.
-
Double tube:
-
Production volume: 15000 pieces per year
-
Material: Stainless steel
-
Manufacturing process: welding
-
-
Plate and fins:
-
Production volume: 15000 pieces per year
-
Material: Stainless steel
-
Manufacturing process: brazing
-
-
Shell and tube:
-
Production volume: 15000 pieces per year
-
Material: Stainless steel
-
Manufacturing process: welding
-
5.2 Specific Projected Cost Calculation
Using internal material and supplier database, the material cost is first assessed for each concept. Then, using the manufacturing process assumed for DT, PF and ST, the specific projected cost is calculated for the three previously designed evaporators. For sake of confidentiality, the SPC is normalized over a base ten with the double tube as reference.

Weight, Volume and SPC for each concept
As it can be seen on Fig. 5 the specific projected cost can not be correlated to the evaporator weight. Indeed, the use of fins and the assumed manufacturing process for the plate and fins concept result into a higher SPC. From this analysis, the ST evaporator concept seems more favorable from an economic perspective. This shall obviously be put into perspective with other aspects such as the additional consumption due to the increase in exhaust line backpressure and in weight.
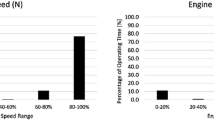
Using an engine model built in GT Power the relation between fuel consumption and exhaust line backpressure can be drawn (see Fig. 6).

Relation between additional backpressure and BSFC for various engine speed
In addition, the relation between additional weight and fuel consumption is calculated using the official tool for greenhouse gas (GHG) emissions and fuel efficiency performance of heavy duty vehicle released by the environmental protection agency (EPA) in the frame of the future GHG Phase 2 standards in the United States (EPA 2016). This tool assessed the additional fuel consumption to 7\(.10^{-4}\) l / 100 km / kg. Using those two data the influence of each concept over the fuel consumption can be calculated. Figure 7, shows the contribution of both weight and additional exhaust line backpressure to the increase in fuel consumption due to the installation of the evaporator. If the weight contribution can be considered as negligible, one should pay attention to the backpressure contribution since that latter can represent up to 0.58 % for the ST concept.

Weight and backpressure contribution to the additional fuel consumption
When calculating the yearly cost associated to those contribution (assuming 100000 Km a year and a fuel price of 1€ / l), the following figures can be calculated (see Table 1):
These numbers shall be interpreted with attention since they do not reflect the additional benefit due to the complete Rankine cycle based exhaust heat recovery system but only the fuel consumption increase due to the evaporator installation.
6 Conclusion and Next Steps
This work brings a first step concerning cost evaluation of evaporators used in Rankine cycle based exhaust heat recovery systems. By means of the newly introduced performance index, the superiority in terms of performance of the plate and fins concept is shown. Although the DT shall bring some advantages in terms of heat transfer area, it is shown that similar PI can be achieved with a ST evaporator. However this number shall be analyzed carefully since it assumes that every of its components are on the same level. Indeed, it is shown that backpressure and weight added to the exhaust line by the evaporator result into higher operating cost but other PI components are not analyzed here (e.g. mileage reduction due to fuel tank removal in order to integrate the evaporator).
The specific projected cost of the three studied concepts is also calculated in order to rank these latter between them. It is shown that SPC and weight can not be correlated since manufacturing and composing elements of the evaporator takes an important place in that calculation. Nevertheless, when calculating the additional operating cost induced by each concept it becomes clear that the SPC shall integrate more quantity in order to take into account the increase in operating cost due to the evaporator integration in the vehicle.
Next study should focus in defining new indicators that could be used to compare evaporators on a more global basis. A thermo-economic optimization shall also be done in order to understand the trade off between performance and SPC.
References
Aghaali, H., Ångström, H.-E.: A review of turbocompounding as a waste heat recovery system for internal combustion engines. Renew. Sustain. Energy Rev. 49, 813–824 (2015)
Ambros, P., Fezer, A.: Twin round tube evaporator for waste heat recovery. MTZ Worldwide eMag. 75(1), 36–39 (2014)
Daimler Trucks North America, Freightliner supertruck presentation (2015)
Dickson, J., Ellis, M., Rousseau, T., Smith, J.: Validation and design of heavy vehicle cooling system with waste heat recovery condenser. SAE Int. J. Commercial Veh. 7, 458–467 (2014)
Doyle, E., DiNanno, L., Kramer, S.: Installation of a diesel-organic rankine compound engine in a class 8 truck for a single-vehicle test. In: SAE Technical Paper, number 790646, SAE International (1979)
EPA, Greenhouse Gas Emissions Model (GEM) for Medium- and Heavy-Duty Vehicle Compliance (2016)
Espinosa, N.: Contribution to the study of waste heat recovery systems on commercial truck diesel engines. Ph.D thesis, University of Liege, National Polytechnic Institute of Lorraine (2011)
Freymann, R., Strobl, W., Obieglo, A.: The turbosteamer: a system introducing the principle of cogeneration in automotive applications. MTZ Worldwide 69(5), 20–27 (2008)
Hiereth, H., Drexl, K., Prenninger, P.: Charging the Internal Combustion Engine. Springer, Heidelberg (2007)
Ibaraki, S., Endo, T., Kojima, Y., Takahashi, K., Baba, T., Kawajiri, S.: Study of efficient on-board waste heat recovery system using rankine cycle. Rev. Automot. Eng. 28(3), 307–313 (2007)
Karellas, S., Schuster, A., Leontaritis, A.-D.: Influence of supercritical ORC parameters on plate heat exchanger design. Appl. Thermal Eng. 33–34, 70–76 (2012)
Latz, G., Erlandsson, O., Skare, T., Contet, A., Andersson, S., Munch, K.: Water-based rankine cycle waste heat recovery systems for engines: challenges and opportunities. In: 3rd International Seminar on ORC Power Systems (ORC15) (2015)
LeBlanc, S.: Thermoelectric generators: linking material properties and systems engineering for waste heat recovery applications. Sustain. Mater. Technol. 1–2, 26–35 (2014)
Legros, A., Guillaume, L., Diny, M., Zaïdi, H., Lemort, V.: Experimental investigations of the valorization of the exhaust waste heat of a gasoline engine based on a rankine cycle (2014)
Oomori, H., Ogino, S.: Waste heat recovery of passenger car using a combination of rankine bottoming cycle and evaporative cooling system. In: SAE Technical Paper, number 930880, SAE International (1993)
Ronan, L., Abernathy, W.: The development and introduction of the automotive turbocharger: A case of innovation in response to fuel economy regulation. Technical report (1979)
Saidur, R., Rezaei, M., Muzammil, W., Hassan, M., Paria, S., Hasanuzzaman, M.: Technologies to recover exhaust heat from internal combustion engines. Renew. Sustain. Energy Rev. 16(8), 5649–5659 (2012)
Stobart, R., Weerasinghe, R.: Heat recovery and bottoming cycles for si and ci engines - aperspective. In: SAE Technical Paper, SAE International (2006)
Teng, H., Regner, G., Cowland, C.: Waste heat recovery of heavy-duty diesel engines by organic rankine cycle part I: Hybrid energy system of diesel and rankine engines. In: SAE Technical Paper, SAE International (2007)
Acknowledgements
The authors gratefully acknowledge Tenneco GmbH for their support, F. Terres, M. Glas, M. Miersch and V. Brennion for their contribution and help during this study and the reviewing phase.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing AG
About this paper
Cite this paper
Grelet, V., Tipner, P. (2017). Assessment of Evaporators Used in Waste Heat Recovery Rankine Cycle Based Systems for Heavy Duty Truck Application. In: Junior, C., Jänsch, D., Dingel, O. (eds) Energy and Thermal Management, Air Conditioning, Waste Heat Recovery. ETA 2016. Springer, Cham. https://doi.org/10.1007/978-3-319-47196-9_4
Download citation
DOI: https://doi.org/10.1007/978-3-319-47196-9_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-47195-2
Online ISBN: 978-3-319-47196-9
eBook Packages: EnergyEnergy (R0)