
Abstract
The transition of a renewable biobased technology from lab scale (at ≤10 L) to pilot scale (≥1000 L) is a critical, though costly and intimidating, step in technology derisking. Once a process has been demonstrated at pilot scale (≥1000 L), there should be a high degree of confidence that the process can be performed successfully at commercial scale. Understanding (i) the value of pilot-scale operation; (ii) process features that can be addressed prior to pilot plant scale-up; (iii) those that have to be addressed at pilot scale; and (iv) the best approaches to pilot scale-up can make this aspect of technology derisking less intimidating, less time consuming, less expensive, and ultimately an easier sell to either management or investors.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
6.1 Technology Derisking
Any new technology developed at laboratory scale has a high degree of risk associated with it. Initially, these risks are centered on the ability of the technology to meet key performance milestones that indicate whether or not it has the capability of being economically successful. As potential risks are eliminated from a nascent technology, the chance of its success takes shape and its value increases. Derisking at laboratory scale is only one facet of technology development, however, and in order to become commercially viable, any biobased technology must also demonstrate that it is robust and scalable to commercially relevant size. The first step in the demonstration of process robustness and scalability is the transition from laboratory to pilot-scale operation.
6.2 What Is Pilot Scale?
All fermentation biologists and biotechnologists have a general understanding that “pilot scale” is an intermediate step between lab-scale process development and full-scale commercial production. If pressed, however, the exact definition of what constitutes pilot-scale fermentation can widely differ. In some cases, scientists consider 10–100 L fermentation as pilot scale, whereas for others (including the authors) pilot scale is considerably larger and would constitute fermentation vessels with a working volume ≥1000 L. For the purposes of this chapter, the authors will define pilot-scale fermentation at ≥1000 L, because at this scale many of the issues that can plague or even derail a biobased technology as it transitions from the R&D lab (typically <1 L to ≈10 L working volume) to commercial scale >10,000 L can be tested and addressed.
6.3 Why Transition to Pilot Scale?
At MBI, many of the processes that are scaled up to pilot scale (i.e., >1000 L working volume) are biobased fuels and chemicals (rather than therapeutic molecules) that are intended for very large, commercial scale (≥100 m3) production. Therefore, although transition to a pilot scale may be a significant increase in operating volume, even this may be an intermediate stage with another intermediate scale-up to demo-scale (≥50,000 L) required before final commercial production scale is achieved. Even if a demo-scale trial is necessary, the transition from lab to pilot scale remains a critical step—one that removes significant risk and increases the credibility (and therefore value) of the biobased technology. A successful demonstration at pilot scale gives a greater confidence that the developed process is fundamentally scalable before the capital expense involved in the building of a demonstration or commercial-scale facility is invested.
The lab to pilot-scale transition is not a trivial undertaking in terms of effort or cost. Consequently, early in a project this process should not be rushed into without due consideration. Scale-up of a fermentation technology too early in its development cycle can incur significant cost and yet offer few benefits other than confirming that the technology is at too early a state of development to warrant scale-up efforts. There are some situations where scale-up of an early stage fermentation technology can be appropriate, such as to confirm that a biobased compound has the required functionality; however, even in those situations the risks associated are high and should be recognized. The current chapter aims to guide the reader in deciding when transitioning a process from laboratory to pilot scale is appropriate and what advantages can be gained due to the scale-up activity.
Despite the challenges and expense involved, the transition from lab to pilot-scale is an essential stage in the commercialization of fermentation-based technology (Junker 2004), resulting in a far greater degree of confidence—within the technical R&D team, management, potential customers, and investors—that the process is robust, scalable, and commercially viable.
6.4 Addressing Process Development Issues Before Technology Scale-up
There are many challenges that need to be addressed when a biobased process, developed at lab scale, needs to be transitioned to commercial scale production. While many of these challenges can only be realistically addressed at pilot scale, others can be addressed even before scale-up efforts are initiated. The authors recommend addressing those issues that can be tackled at lab scale before embarking on pilot-scale testing. Experiments at 1–10 L (lab scale) are much easier and far less expensive than at ≥1000 L scale.
Factors that can be addressed before scale-up is attempted include cost of fermentation medium and seed train development. Although these can be addressed at lab scale, they are frequently overlooked at the early stage because they are not critical factors that impact the ability to operate and carry out laboratory strain and process development. Often, management and investors are less interested in these aspects of process development than they are in fermentation performance, since they are less tangible than metrics like productivity, titer, and yield (the exception being, perhaps, those management or investor groups who have been blindsided by these issues in the past). Addressing these factors earlier in the process development cycle is valuable, as it can avoid costly delays during subsequent scale-up.
6.4.1 Cost of Medium Ingredients
During the early stages of biobased technology development, milestones and targets are frequently focused on fermentation performance parameters: product titer, yield, and productivity. This makes perfect sense, as continued development of a process that cannot meet commercially viable performance targets would be foolhardy. However, in the initial race to meet fermentation targets, the cost of the medium components is often overlooked. At lab scale, the cost of the medium is irrelevant, when comparing other costs (scientists’ time, etc), and tends to be neglected. When producing biobased chemicals (especially fuels), the “cost of manufacture” targets are very low compared with food or drug products; however, the potential sales volumes are far higher, making them economically interesting targets. As a result of the low selling price of these chemicals (usually in the $0.4–$2.0/lb. range), the medium cost needs to be monitored closely. Many academic laboratories routinely use a rich, complex medium, containing yeast extract or peptone as a complex nitrogen and nutrient source. These complex media are (i) simple to prepare, (ii) ensure good growth of most microorganisms (simplifying early experimentation), and (iii) facilitate reaching initial process performance targets. Therefore, these complex media are appropriate for the initial testing of production organisms and culture conditions in a time efficient manner. When technologies are transferred from university laboratories to biotechnology companies, these artefacts of the initial proof of concept research work are often maintained. Therefore, even as other elements of the technology are developed (culture conditions, feed profiles, etc) the use of complex N-sources continues. However, both yeast extract and peptone are expensive medium components (in the range of $2–9/lb) compared to dextrose ($0.10–0.25/lb, depending on the price of corn). If yeast extract or peptone are used in culture media as a major nutrient (as the sole or major nitrogen source), then the fermentation medium will not be economically viable. Low levels of yeast extract are tolerated in some industrial media (<1 g/L) as a source of vitamins and less well-defined “growth factors” to maximize growth of more fastidious production hosts, but the levels should always be minimized. It is remarkable how often companies initiate the scale-up of their fermentation—having invested significant research dollars and time in process development—only to be shocked by the cost when ≥1000 L of medium are needed for pilot testing. This can require more time and money to re-optimize the fermentation medium/process to remove the yeast extract (or other cost prohibitive medium ingredient) before scale-up can proceed.
Yet another complication of using high-cost, complex medium components like yeast extract, or even low-cost, complex medium components like corn steep liquor (CSL), is that a greater burden is placed on the product separation and purification portion of the developing technology (see Sect. 5.4). Simple defined media, lacking complex, and poorly defined nutrient sources are ideal for commercial production. These media are generally inexpensive and simplify product purification. Although developing a defined medium for a particular production host may or may not be possible (depending on the host organism being employed), in all cases efforts to use the minimum amount of complex medium components should be a focus of process development and should be addressed before process scale-up is considered.
It is becoming more common, in this “post-genomic” world, to use metabolic engineering and synthetic biology to increase target chemical production by microbial cells. Sometimes these efforts are to increase production of a chemical produced naturally by the microorganism, and at other time these efforts are to produce chemicals in “preferred” production hosts that do not naturally produce the chemical. Indeed, it is rare that unmodified production hosts are used in the manufacture of a non-food, biobased chemical. Again, in striving to develop and optimize pathways to achieve fermentation production performance, small but critical flaws in a process can be perpetuated, rendering the technologies non-scalable. The easiest of these to avoid—and can be resolved long before scale-up—is the use of expensive chemical inducers to trigger target chemical production. Although, in some cases, constitutive strong promoters can be used (resulting in growth-associated production of the target chemical), this is often not the preferred route. Many of the target chemicals, particularly compounds not naturally synthesized by the production host, are toxic to the host and decrease cell growth and product formation, especially at the high productivities and titers required for biobased chemical or fuel production. This toxicity can be mitigated by the use of an inducible promoter that triggers product formation after induction of the culture. In this manner, cell growth and product formation can be separated; the target chemical can only be produced once active cell growth is complete. Separation of cell growth and product formation is often effective in mitigating the toxicity that can be seen in actively growing cells. While many inducible promoters are available, one of the most convenient and commonly used (certainly in academic laboratories) is the lac promoter, induced using IPTG. Like yeast extract, the cost of addition of IPTG in lab scale cultures is insignificant and often goes unrecognized or is simply overlooked. When ≥1000 L of fermentation broth must be induced, the true cost of this inducer can suddenly come into sharp focus, especially with the prospect of further scale-up by two more orders of magnitude in terms of volume. The selection of (or even need for) an appropriate inducible promoter can be undertaken at any stage in the process development, but it is often pushed aside by the more pressing issues of fermentation performance (titer, productivity, and yield). Yet the nature of the promoter employed will need to be resolved before scale-up to pilot fermentors (and beyond) can be effectively and economically achieved.
Generally, medium ingredient cost and source should be considered at laboratory scale before embarking on scale-up efforts. As well as using complex medium components and expensive heterologous gene expression inducers, it is routine to use ACS grade (or higher) in a research laboratory setting. High purity, research grade chemicals are rarely cost effective at commercial scale and will need to be replaced by lower (industrial or food) grade chemicals that are lower in price and available in the quantities necessary for industrial-scale production. Confirmation that lower grade chemicals are compatible with the fermentation process (and the product separation and purification, see below) is required once scale-up is initiated. It is advisable to confirm the compatibility of industrial grade chemicals at lab scale before using them at pilot scale or above. It is a good rule of thumb that the biobased technology should be relatively well defined before scale-up is initiated, carrying out process development activities such as media, pH, or temperature optimization at pilot or production scale is ill-advised and should be avoided whenever possible.
6.4.2 Seed Train Development
Like medium cost, the seed train is another facet of fermentation often overlooked during the initial stages of technology development. The potential impact of this factor on large-scale production is not immediately obvious in the same degree as achieving cell density, product titer, and productivity targets. At laboratory scale, it is easy to generate sufficient inoculum volume (typically 2–10 % of production fermentor working volume) using a single shake flask culture (i.e., a 50 mL culture in a 250 mL shake flask can provide a 5 % v/v inoculum for a 10 L fermentor or a 10 % v/v inoculum for a fermentor ≤ 5 L). When the volume of the production tank is ≥1000 L, however, the generation of a 10 % (or even 5 %) seed inoculum is infeasible using a single shake flask step. Seed trains for industrial fermentations usually involve multiple stages, starting in a shake flask (or similar) and progressing through a series of progressively larger fermentors, each inoculated with 1–10 % seed volume from the preceding seed stage, to a final seed tank that is capable of supplying the necessary volume of seed culture to one (or more) production tanks.
Many permutations are possible, when developing a multistage seed train. Here are several factors to consider
-
i.
Medium composition: Is this constant throughout the seed train or is the seed medium different than the production medium?
-
ii.
Inoculum size at each transfer. Is a constant inoculum volume to be employed throughout the seed train, or could this vary? Use of a smaller inoculum volume (1 or 2 % v/v c.f. 10 % v/v) can result in longer incubation times. This may be permissible in a seed vessel whereas it may be less desirable in a production vessel. Seed tanks run in parallel to production batches and so do not necessarily determine the overall volumetric productivity of the fermentation facility.
-
iii.
Transfer criteria. How is it decided when to inoculate a production tank or seed tank from the preceding seed stage? Transfer criteria can be as simple as a defined time (e.g., after 16 h) or may be related to phase of growth of the seed culture. If the latter, the timing of culture transfer can be based on any of a number of factors including; optical density (od), glucose consumption, oxygen utilization rate (our) or a nutrient limitation. Generally, a physiologically relevant transfer criterion provides more consistent performance than a time-based transfer, particularly during scale-up. Although seed train development is a portion of the overall fermentation process that is rarely discussed in the peer-reviewed literature, there is anecdotal evidence that the physiological state of a culture at transfer can impact the performance of subsequent culture stages and the final production tank.
-
iv.
Strain stability . If the production strain is a metabolically engineered microorganism and the heterologous genes are maintained on plasmids, then strain stability can be a significant issue. If the plasmid is maintained via selective pressure (e.g., based on antibiotic resistance), is the selection agent to be maintained throughout the seed train and production? If so, the impact on medium cost should be evaluated. If not, then the decision must be made on which stages of the seed train the selection agent will be employed. Understanding the strain stability of the production host becomes critical as the length and number of cultures stages (and therefore number of cell generations) in the seed train increase.
-
v.
Contamination mitigation. In a single stage (relatively short) seed train contamination is not usually a concern; however, once multiple seed stages are implemented (up to five stages at different volumes are not unusual)—each stage involving a culture transfer step—the potential for culture contamination proportionately increases. A contamination rate of 1 in 20 (5 %) using a single seed may be acceptable, but if this contamination rate is perpetuated for each step in a multistage seed train, the contamination rate may be unacceptably high. A five-stage seed train with a 5 % contamination rate at each step results in a >20 % chance of contamination by the time the production vessel is reached. Aerobic fermentations, operating at mesophilic temperatures (20–40 °C) and at neutral pH in the presence of readily assimilated carbon and nitrogen sources, are the most prone to contamination. Anything that can shift the fermentation conditions away from this “ideal growth” condition will help prevent contamination and render the seed train (and the whole fermentation process) more robust.
None of the above factors requires testing at pilot scale. The seed train progression can be simulated in the R&D lab using shake flasks and stirred tank fermentors, using just the appropriate volume of each stage to inoculate the next, all the way to the lab-scale production vessel. Nevertheless, it is common for early stage biotechnology companies to be on the verge of scaling up before any attention is given to how the seed inoculum should be generated.
It is the authors’ opinion that the issues described above should be addressed, or at least considered, during the early phases of process development and definition. Addressing these factors early in technology development may prevent a lab-scale fermentation that is either impossible to scale-up or that requires significant modification and adaptation in order to make it compatible with transitions to pilot and subsequently commercial fermentation volumes.
6.5 Factors to Be Addressed at Pilot Scale
Other fermentation parameters are not so easily defined or evaluated, and it is in the testing of these that fermentors ≥1000 L can be invaluable. These parameters are less predictably evaluated at volumes of 1–30 L in glass lab bench fermentors, which is why the authors prefer to define pilot scale as ≥1000 L.
Some fermentation groups highlight the fact that they do not employ pilot-scale testing prior to transition to commercial scale; they feel that they have a robust and well tested “scaled-down” model at the lab-scale (1–5 L). However, the only way to have a robust, well tested scaled-down process is to have scaled nearly identical processes in the past. Groups that advertise their ability to transition confidently, from 1 L bench-scale to commercial scale without an intermediate stage are inevitably scaling processes for producing a derivative product from a well-defined host and process (e.g., an antibody from CHO, or an enzyme from E. coli). As such, these fermentations are not being scaled for the first time, in reality, and many—if not all—of the scale parameters that will be discussed in this chapter have been defined during earlier iterations of the fermentation—probably via pilot-scale trials!
For companies developing truly innovative biobased products, using either “non-conventional” production hosts or employing novel, engineered biocatalysts, the knowledge base that fermentations producing “derivative” products enjoy simply does not exist and the behavior of the biocatalyst as scale increases cannot be predicted with any level of certainty. Transition to commercial scale directly from lab scale for these types of novel fermentation processes would be a risky endeavor.
6.5.1 Mixing
When scaling any fermentation process, the biggest challenge is culture mixing. This parameter is at the core of the majority of the challenges associated with the transition from lab scale to pilot and beyond (Junker 2004). At lab scale, achieving sufficiently good mixing that the culture broth can be assumed to be homogenous is taken for granted. As scale increases, though, mixing becomes a more difficult and complicated issue. Mixing time (which can be approximated by recording the pH change in a vessel when an addition of acid or base is introduced to the vessel in a location remote from the pH probe and determining the time required for the pH to stabilize at a new steady state) can comfortably be less than 1 s in a lab-scale process development fermentor but will increase to minutes at commercial scale (Table 6.1).
As mixing time increases, so too will culture heterogeneity; this heterogeneity is driven by both the biocatalyst utilization of nutrients from the medium and secretion of extracellular products. Cells remove nutrients—and, in the case of aerobic cultures, O2—continuously from the medium; the rate at which this removal occurs being driven by the rate at which the cells are metabolizing (a factor related to maximum specific growth rate of the production organism and the physiological state of the culture). In small fermentation vessels, concentration gradients (in soluble nutrients or dissolved gases) are rapidly dispersed, due to the effective mixing. As fermentation scale increases and mixing becomes less efficient, significant concentration gradients develop, resulting in cells experiencing nutrient limitation even though the “global” (or whole vessel) supply of nutrients and gases is sufficient.
The extent to which this issue is problematic is a function of both mixing time and utilization rates of the production organism. During periods of unrestricted growth, where all nutrients are available in excess, the maximum specific growth rate of the biocatalyst will dominate the rate of nutrient utilization. Maintaining nutrient supply to a rapidly growing organism (e.g., E. coli with a doubling time of <30 min) is more challenging than for a slow growing organism with a doubling time measured in hours. Aerobic prokaryotes are generally faster growing than eukaryotes and as such have higher requirements for mixing associated with O2 supply. O2 utilization rates in fast growing prokaryotic cultures can be very high (>300 mmol/Lh); although this O2 utilization rate is often possible in lab-scale fermentors (Table 6.1), processes with such high metabolic rates are difficult to scale-up to commercial production due to both limitations in O2 and heat transfer as scale increases (Junker 2004). Scale-up efforts (of aerobic fermentations) are most often hampered by the inability to achieve sufficient O2 transfer as scale increases (Garcia-Ochoa and Gomez 2009). A large volume of work has been amassed associated with measuring and studying factors that impact the transfer of O2 in fermentation tanks, and various methods for calculating the volumetric mass transfer coefficient (kLa) exist (Garcia-Ochoa and Gomez 2009). While optimizing the kLa of the fermentation is a worthy pursuit, a more pragmatic approach is to establish the maximum dissolved O2 (DO2) level that can be maintained with reasonable and scalable operational parameters (sparge rate, agitation, and back pressure) and how this DO2 impacts process performance.
Nutrient and O2 utilization is also related to the physiological status of the biocatalyst: if the growth is limited (by design) due to the exhaustion of a required nutrient—as is often the case when the target biobased product is a secondary metabolite—then the utilization rate of nutrients is usually decreased. This means that the nutrient and O2 uptake rate (and therefore the need to establish efficient mixing) is at its maximum in a fermentation vessel just prior to the limiting nutrient depletion.
Due to the challenges presented by achieving efficient mixing, even with baffles and attempts to optimize agitation, commercial-scale tanks often suffer from the existence of stagnant zones, where the biocatalyst will experience nutrient depletion as nutrient utilization rates exceed the rate that these nutrients are replenished by medium mixing and diffusion. How a production host responds to intermittent nutrient depletion is a feature of strain robustness that is difficult to establish at lab scale, under well-mixed conditions, but will manifest itself as tank size increases. Conversely, if a fermentation control strategy calls for a nutrient limitation during a fed-batch process (e.g., a low residual glucose concentration), inefficient mixing can result in zones in the fermentor where the critical nutrient concentration is in excess of that required for the proper physiological state of the production strain.
As well as for compounds that are consumed by the production host, lack of efficient mixing also has consequences due to compounds secreted into the medium. These compounds can either be the desired product or a coproduct. They may exert direct toxicity if they accumulate (in a poorly mixed area of the vessel), or have indirect impacts, such as altering the culture pH. Again, bulk concentrations of compounds or pH (as determined by a pH probe at one or—preferably—several points in the fermentor) may be within acceptable ranges; however, in areas of a fermentation vessel that are less well mixed, these factors may be significantly outside the desirable ranges to a degree that they inhibit, or in extreme cases kill, the biocatalyst. It has been found that O2 depletion (as a result of inefficient mixing) for as little as 15 s can impact cell metabolism.
Although increasing the mixing efficiency using a higher agitation rate seems to be a rational approach to overcoming longer mixing times as scale increases, this approach is limited in its applicability for both biological and economic reasons. In order to increase agitation, and therefore improve mixing, a higher power input is required which can render the fermentation process uneconomical. As fermentation vessel size increases, so do the diameter of the impellers. With larger impellers, the maximum shear and the variation in shear experienced at a given agitation rate increases. Maximum shear and shear variation are routinely higher at pilot and commercial scale than at laboratory scale, even at the decreased agitation rates used at larger fermentation volumes. Increased shear can directly impact the physiology and even viability of the production host (most notably, but not restricted to, filamentous organisms, see below). Excessive shear can also impact product quality, particularly for protein products and nutritional oils (the latter being released from the interior of the host, due to shear-induced cell damage, into the fermentation broth where chemical oxidation occurs).
Most scale-up approaches are centered on ensuring adequate fermentation broth mixing and gas transfer as scale increases. A wide variety of approaches have been suggested, tested, and applied to different production hosts and fermentation processes. Despite the successes of these different approaches for the reported examples, it is still true that no single, universally applicable approach to defining the best way to scale the mixing in fermentation processes has been devised (Garcia-Ochoa and Gomez 2009; Junker 2004). This is unsurprising, as the critical factors that need to be maintained constant (or as near to constant as possible) differ between both production hosts and desired target products. The challenge is, more often than not, determining which of the multiple factors (DO2, nutrient supply, and shear) associated with mixing that is critical for the particular process being scaled and the best way to address this critical factor (or factors).
Mixing and nutrient gradients within a culture are problematic as scale increases for any fermentation process but, if the production host is filamentous, then the mixing issues can be significantly more involved. As well as complicating the efforts to obtain adequate mixing, filamentous production organisms are more prone to shear sensitivity than their unicellular counterparts (although unicellular organisms cannot be assumed to be shear-tolerant and this should be confirmed on a strain by strain basis). Filamentous production hosts are prone to incur cell disruption and impaired performance at tip speeds >3.2 m/s (Junker 2004). With fungal cultures, in particular, macroscopic morphology becomes a secondary factor that determines the broth viscosity and rheology. Morphology independently impacts the diffusion of nutrients and gases to and from living cells. Fungal cultures can grow in a variety of morphologies, the two extremes being: (i) completely hyphal, with the fungal hyphae not clumping and existing as individual filaments, or (ii) completely pelleted, where the hyphae are aggregated into discrete pellets ranging in size from less than a millimeter to several millimeters in diameter.
When non-pelleted morphology predominates, diffusion of nutrients from the media into the cells is not an issue. At low cell densities, this is the preferred form for hyphal cultures . As biomass density increases, however, ≥10 g/L dry cell weight, the hyphal cultures become viscous and difficult to mix, resembling oatmeal/porridge. As viscosity of the culture increases, maintaining a well-mixed culture becomes more difficult and the mass transfer decreases. Under conditions where a production host grows in a hyphal form, the biomass density that can be achieved, while maintaining effective culture mixing and homogeneity, is limited.
Hyphal cultures that adopt a pelleted morphology can grow to high cell densities (60–70 g/L dry cell weight) with the culture retaining a low viscosity and therefore being amenable to efficient mixing. Although the nutrient and gas composition of the bulk medium can be easily monitored and controlled under these conditions, the situation is not clear cut for the metabolically active biomass. Under conditions facilitating pelleted growth the culture becomes a heterogeneous culture consisting of discrete biomass pellets within a well-mixed and homogeneous bulk liquid medium. Diffusion of gases and nutrients across the pellet means that biomass in the interior of the pellet can experience nutrient depletion even while all nutrients are present in non-limiting concentrations in the culture broth. Pellets with a diameter greater than 1 mm can be expected to have interiors that experience nutrient depletion. As pellet size (and “compactness”) increase, so does the potential for cell starvation, due to nutrient gradients across the pellet. It is not unusual to observe “hollow”, necrotic interiors of larger more compact pellets.
Microbial macroscopic morphology is impacted both by the underlying physiology of the species being used and the culture conditions under which the organism is cultivated. There exists a large volume of the scientific literature dedicated to the factors (both media components and environmental factors) that impact morphology; review of this subject is well beyond the scope of this chapter. However, it is still the case that for most fermentations employing hyphal microorganisms, the best morphology (and the best way to achieve this morphology) is often identified empirically.
6.5.2 Gas Solubility
An unavoidable effect that is encountered as fermentation scale increases, and which can complicate process scale up, is the effect of hydrostatic pressure on the solubility of gases dissolved in the fermentation broth. This effect is most notable for CO2 (when cultivating aerobic organisms) but could in principal occur for O2. In a lab-scale fermentation vessel, there is no appreciable hydrostatic pressure, due to the height of the vessel (≤50 cm). Also, lab-scale vessels are commonly constructed of glass and not fitted with pressure rated seals, so back pressure is not routinely employed. However, at commercial scale, it is common practice to pressurize a fermentation vessel (≈5 psig, 1/3 atm.) in order to (i) decrease the chances of contamination issues by ensuring an efflux rather than influx of gas if any leaks occur; (ii) for foam mitigation; and (iii) to increase oxygen solubility to enhance oxygen transfer. Furthermore, a commercial fermentation vessel may be ≥30 feet (10 m) resulting in significant hydrostatic pressure. The use of back pressure and the height of the fermentation broth (hydrostatic head) mean that the medium at the base of the fermentor experiences a pressure in excess of one atmospheric pressure (2–4 atmospheres). Although in principle the increased pressure at the base of a commercial fermentation vessel could have a direct impact on the production host (this is rare at pressures <5 atm), it is far more common for a pressure effect to be due to an increase in dissolved CO2. Elevated levels of CO2 can negatively impact the growth and metabolism of some organisms; while this effect will not be evident at lab scale, during initial process development (or during strain development), the impact of dissolved gases on biocatalyst performance will start to be manifest at pilot scale, especially if (as is routine at MBI, see below) a satellite, lab-scale fermentation is carried out in conjunction with the pilot-scale test.
One of the present authors has personal experience of a process improvement program that was initially unsuccessful due to the impact of increased CO2 in production-scale fermentors. An improved production strain was developed at lab scale, using classical selection techniques and validation of improved performance demonstrated in shake flasks and lab-scale fermentors. All performance targets were met by the newly developed strain; nevertheless, scale-up attempts were met with repeated failure. A detailed evaluation of potential reasons, including many of the other potential scale-up hurdles discussed here (shear, medium preparation, etc) finally identified that the improved strain was more sensitive to CO2 than the incumbent production strain (confirmed using CO2 shaking incubators). Following this epiphany, a subsequent strain improvement program, including a selection for strains tolerant to CO2 at the levels anticipated at the base of the commercial-scale fermentation vessels, was pursued and improved strains were obtained that scaled up to pilot scale and beyond without significant issues.
6.5.3 Medium Preparation
It is usual for medium to be sterilized by autoclaving at laboratory scale, due to the limited volumes required and the modest size and portability of the fermentation vessels. Autoclave cycles in a lab-scale autoclave have a relatively short temperature ramp time (10–30 min) to 121 °C, a hold time of 20–30 min at this temperature, and a 20–30 min cool down time. Sterilizing a pilot or commercial-scale fermentor is carried out often using a “sterilize in place” (sip) protocol. The medium is heated, either by direct injection of steam into the medium via the sparge or into the jacket of the fermentor. Medium additions and glucose feed solutions are either autoclaved (if the volume is sufficiently small) or sterilized separately in other feed tanks using a similar sip protocol. The result of the difference in (i) volume and (ii) sterilization method between laboratory and pilot scale is an increase in the thermal exposure as scale increases due to both increased sterilization times and higher sterilization temperatures at large scale. Increased sterilization temperatures and/or times are employed as fermentation volume increases to ensure the entire medium is effectively sterilized. Increased exposure to thermal stress increases the potential of medium compound degradation for more temperature sensitive components. Often the most obvious consequence is the increased caramelization of glucose as the thermal exposure increases, resulting in a slight yellow-brown color for the sterilized glucose solution. This increased thermal degradation can be exacerbated by sterilization in metal tanks at pilot/commercial scale, rather than the more inert, predominantly glass vessels used at lab scale. Degradation of medium components can have a negative impact on fermentation performance in two ways: the destruction of nutritional compounds required by the production host, or generation of inhibitory degradation products (such as hydroxymethylfurfural, hmf, from glucose).
Although increasing the thermal exposure of culture medium can be simulated by increasing the cycle time in a lab-scale autoclave, this is not representative of the conditions experienced in a large-scale metal fermentation vessel and is only instructive at best. The true test is when medium is prepared for the first time in a pilot-scale fermentation vessel. If increased thermal exposure is identified as a major factor limiting scale-up, options to overcome this issue—such as using a continuous sterilizer—exist. Knowledge as to whether or not sip or continuous sterilization is the most appropriate option for medium preparation can then be factored into either the design of a commercial facility or the selection of a toll facility.
6.5.4 Product Separation and Purification
Developing a fermentation procedure that achieves the required performance (in terms of desired chemical titer, productivity, and yield), using a medium that has a suitably low cost and that is scalable to pilot and commercial volumes, is only half the battle. The ability to produce a biobased chemical via fermentation does not mean that the process will be either commercially viable or scalable, as the final product is (usually) not the fermentation broth containing the product but a purified product meeting required product specifications. For that reason, in addition to a robust, scalable fermentation process, it is essential that a biobased chemical production technology also has a robust and scalable product recovery and purification process (often referred to as downstream processing or dsp).
The authors would strongly advocate that the potential issues and hurdles associated with product recovery and purification are addressed at an early stage of process development, as soon as a process for the production of the target chemical is being considered. The fact that a chemical can conveniently be produced via fermentation does not guarantee that it will be easy—or even possible—to recover in an effective and economical manner.
A conceptual route to product recovery should be in place before fermentation (or strain) development is initiated. Initial tests recovering commercially purchased chemicals (if available) from “test” fermentation medium (LB medium or similar) can be useful to convince researchers that the product can be recovered, even if purity and recovery yield optimization can wait until later in the development cycle. Once a fermentation process is sufficiently developed to be operated in a lab-scale fermentor, the work on the dsp can begin in earnest. This work should focus on product recovery yield and purity. The number of process steps should be restricted to the minimum necessary to achieve the desired purity as each unit operation adds costs and decreases recovery yield.
Although dsp technologies can and should be well developed before advancing a fermentation process to pilot scale, there remains significant advantages and benefits to the testing of the product recovery and purification at the pilot scale. At this scale, the unit operations used will be continuous (or semi-continuous) rather than the batch processes often tested at lab scale (e.g., for centrifugation) and will more closely resemble commercial scale operation and provide (high quality) equipment system design data. Furthermore, the energy requirements and mass balances are more conveniently and accurately calculated when operating at pilot rather than lab scale.
Finally, and often most importantly, pilot-scale demonstration of a process “soup to nuts” generates quantities of biobased product that can be tested by potential customers for “use compatibility”, It is often the aim of biobased chemical technologies to provide a renewable alternative to a petrochemical-derived chemical feedstock. Confirmation that the biobased chemical can replace the petrochemical feedstock and that it can ultimately provide similar—and ideally identical—performance is crucial to obtaining customer acceptance of the biobased technology. Having a tub, jar, or bucket of the biobased chemical in its final form is also a powerful tool during investor meetings to give a sense of reality to the nascent technology. Although biobased chemicals may obtain the same chemical purity as the equivalent petrochemical source (e.g., >99.5 % chemical purity), this declaration of equivalent chemical purity is unlikely to convince potential customers of the biobased chemical’s ability to replace the petrochemical equivalent. This skepticism is well founded as it is often the trace impurities found in the chemical (rather than the purity of the chemical itself) which determines the suitability of the biobased replacement chemical. In particular, organic sulfur (thiol containing amino acids) is often flagged as an issue for biobased monomers that undergo catalytic reduction or polymerization. Even trace amounts of these so-called “bad actors” can poison catalysts and make the chemical unfit for its intended use. The issues associated with organic sulfur-containing compounds in the fermentation broth that can contaminate the final product is one of the drivers (along with cost) for the removal of complex medium components and a desire for the development of simple chemically defined medium whenever possible. Often, only application testing is capable of establishing a chemical as “fit-for use”, and these tests can require kilogram (or more) quantities of product—amounts that cannot be obtained using lab-scale fermentation and dsp equipment.
6.5.5 Process Data for Further Scale-up Efforts
An additional advantage of a well instrumented pilot-scale facility is that they provide a wealth of process data that can be used either to design a commercial fermentation plant or to define the requirements required in a toll manufacturer. Data generated at pilot scale (but not typically reliably captured at lab scale) include power consumption (for the agitator), chilling requirements, and suitable back pressure. The pilot-scale trials should (if well executed) generate a batch record and data package that will allow scale-up to commercial fermentors with a high degree of confidence.
6.6 Achieving Pilot Scale-up
6.6.1 Use of Satellite Fermentations
As is indicated above, there are a number of issues that can impact the performance of a fermentation process when it is transitioned from the lab bench to pilot scale. It is impossible to be sure ahead of time which factors may be critical in scaling up a biobased technology (if it were, there would be little or no value in pilot-scale trials). However, when scale effects are observed it is vital that efficient methods are in place to determine which of the multiple potential factors are the most important. It would require a large number of expensive experiments if all potential factors were tested in series at pilot scale. At MBI, a system of lab-scale satellite fermentations is routinely employed during initial pilot-scale testing to decouple potential sources of deviation from the (proven) lab-scale process and the pilot-scale trial performance (Fig. 6.1). Using parallel lab-scale satellite fermentors, it is possible to independently test seed train, medium preparation, and scale in a single experiment. Therefore, if the initial pilot trial is unsuccessful, it is easier to narrow down the potential issues underlying the difference in performance. If all the satellite fermentations achieve comparable performance to the lab-scale control, while the pilot scale trial does not, then the difference in performance can be confidently ascribed to a true scale-up issue (mixing, gas solubility, or shear). These can then be addressed in the subsequent pilot-scale batches.

The use of laboratory scale ‘satellite’ fermentations to decouple scale-up factors during transition of a fermentation from laboratory scale to pilot scale. Satellite 1 acts as a lab-scale process control, confirming the performance of the cryo-vial stock and the initial shake flask seed inoculum; Satellite 2 validates the medium preparation at pilot scale as it uses medium removed from the pilot scale vessel directly before inoculation; Satellite 3 validates the multistage seed train and the quality of the inoculum used for the pilot scale test
6.6.2 Scale-up Strategies and Resources
Although a host of academic articles have proposed various approaches for the successful scale-up of microbial fermentation processes, from laboratory scale to pilot scale and beyond (Garcia-Ochoa and Gomez 2009; Junker 2004), it remains true that no single, robust, universal approach or algorithm for biobased technology scale-up has been developed. The scale-up demands of each technology are, if not completely unique, then are nearly so, and some degree of empirical experimentation (or just plain good fortune) will be required in the lab- to pilot-scale transition. Experience in scale-up is one way to help overcome some of this uncertainty; personnel that have scaled up multiple different processes can provide insights into the critical factors they have experienced in scaling technologies (similar if not exactly the same) as the biobased technology that requires scale up. Access to this kind of experience can be acquired by hiring in senior staff with the correct breath of experience. However, these people are often hard to find and expensive. A timelier and less expensive strategy (in the long run) is to access this kind of experience on an “as needed” basis, especially as this experience is only needed once for each technology scaled.
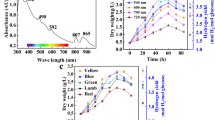
Fortunately for biotechnology companies looking to scale their biobased technologies, there are ways to access the required expertise. Consultants are a resource that can be used, if access to the equipment required for scale up can be sourced. Otherwise, there are a number of facilities in North America that provide as one of their services the scale-up of biobased technologies. These include the authors’ organization MBI (Lansing MI) as well as the University of Georgia, University of Maryland, Alberta Innovates, and ABPDU Berkeley (although the latter facility has a maximum fermentation vessel size of 300 L, which does not strictly fit into the definition of pilot scale used in this chapter and may be limited in its ability to replicate commercial scale). Organizations such as these have the advantage both in experience and expertise scaling multiple biobased technologies, and in the required equipment—fermentors from lab-scale to ≥1000 L (with the exception of ABPDU) to carry out the transition from lab to pilot scale. As an example, MBI has in the 5 years (between 2009 and 2015) transitioned 20 different fermentation processes directly from lab-scale to (3800 L) pilot scale without intermediate size. During this period, after addressing specific scale-related technical issues, all fermentations were successfully demonstrated at pilot-scale. These technologies scaled at MBI were for the manufacture of a wide variety of renewable products and employed a diversity of production hosts (fungi, bacteria, and yeast) as well as a wide variety of process control strategies (Fig. 6.2). Accessing this kind of external experience in scaling biobased technologies has advantages not only in maximizing the chances of success but also has advantages in terms of cost and timeline.

The variety of processes scaled up to 3800 L in the MBI pilot between 2009 and 2014
6.6.3 Financial Considerations
Pilot-scale demonstration of a biobased technology is a critical phase in the development cycle. This stage plays a vital role in demonstrating the robustness and scalability of the process, as well as provides kilogram quantities of material for application testing to demonstrate the utility of the biobased chemical. This transition to pilot scale involves many technical issues, but as described above, the approaches to identifying and overcoming these critical factors are available.
Along with the technical challenges associated with the transition from lab- to pilot-scale, there are financial and business challenges that must be overcome. In order to scale a process to a pilot fermentor, access to an appropriate pilot facility is necessary. Many companies initially plan to construct their own pilot plant (and many have done so); however, this can be a significant hurdle and may not be the most effective approach in terms of capital or time. To construct a pilot-scale facility will cost in the region of $10–$50 million (in the US), depending on the complexity of the process being scaled, and the design and construction could take 18 months at a minimum (after the capital has been secured). Convincing investors to part with the amount of money required can be problematic, based on lab-scale data alone, and even if this investment funding is forthcoming it could perhaps be spent more productively on further R&D. Building a pilot facility is not the end of the story. Experienced personnel will have to be hired to staff the facility, a process which again is time consuming and costly. Yet despite the challenges (funding, building, and staffing), the useful lifetime of the pilot facility is limited as (in an ideal word) the technology will rapidly progress past pilot to commercial scale. Once further scale-up (to commercial scale) is achieved, the pilot facility may be useful for testing further process improvements, but this activity is unlikely to make the pilot facility a sustainable asset. Few small- to mid-size biotechnology companies can expect to develop new technologies sufficiently frequently to justify the expense associated with the building and maintenance of a pilot facility.
The use of an existing facility—and an organization that specializes in biobased technology scale up—is a way to overcome (to some extent at least) the expense hurdle associated with technology demonstration at pilot scale. As these facilities are already built and operating, gaining access to this pilot-scale fermentation capacity has a far shorter timeline than construction of a new facility. Furthermore, as these fermentation plants offer their services to a host of clients (over many years), the cost at which access can be obtained is low in comparison to that involved in building a bespoke pilot facility. However, the most compelling advantage of using an external service provider for scaling up a novel biobased technology is that some of these facilities retain experienced and knowledgeable personnel who have scaled varied fermentation processes multiple times. It is thus the expertise, as well as the physical fermentation capacity, that is accessed. Using these facilities allows scale-up of fermentation processes to be achieved rapidly (3–6 months), at lower cost (<$500,000), and negates the requirement for procuring investment to build a pilot plant facility and assembling a technology scale-up team that may have limited value once the process is scaled beyond pilot scale to commercial scale.
References
Garcia-Ochoa F, Gomez E (2009) Bioreactor scale-up and oxygen transfer rate in microbial processes: an overview. Biotechnol Adv 27:153–176
Junker BH (2004) Scale-up methodologies for Escherichia coli and yeast fermentation processes. J Biosci Bioeng 97:347–364
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Wynn, J.P., Hanchar, R., Kleff, S., Senyk, D., Tiedje, T. (2016). Biobased Technology Commercialization: The Importance of Lab to Pilot Scale-up. In: Van Dien, S. (eds) Metabolic Engineering for Bioprocess Commercialization. Springer, Cham. https://doi.org/10.1007/978-3-319-41966-4_6
Download citation
DOI: https://doi.org/10.1007/978-3-319-41966-4_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-41964-0
Online ISBN: 978-3-319-41966-4
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)