
Abstract
In the Nineties companies were experiencing a number of different strategic and organizational models in running their manufacturing activities to overcome the limitations of the Fordist paradigm in the face of growing complexity and turbulence of the environment. Despite the differences, it was possible at that time to recognize few guiding principles that were common to the most advanced and effective models. In particular, the original paper summarized these principles in three: i) Multi-focusedness and strategic flexibility; ii) Process Integration; and iii) Process Ownership. This approach was called the Strategically Flexible Production. Using data from the International Manufacturing Strategy Survey, the authors were able to show the wide adoption of the paradigm across the sample and across all regions. It also tested the impact of the new paradigm on operational performance, showing better results obtained by those companies that fully adopted the paradigm compared to partial or non-adopters. The commentary underlines that after twenty years the value of this paper resides first of all in having challenged the established paradigms of manufacturing strategy at that time. Also, the paper was among the first ones to underline the value and importance of strategic flexibility and multi-focusedness for manufacturing companies. On both these aspects the paper has been an important platform for future work and for the evolution of the field.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
- Flexible Manufacturing System
- Mass Customisation
- Flexible Production
- Lean Production
- Manufacturing Strategy
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Original Paper1






















2 Review and Outlook
2.1 Background
It is generally accepted that the foundations of what is now known as manufacturing strategy were developed at Harvard in the 1940s and 1950s. Researchers started looking at industries and began to see that there were many different ways in which companies were choosing to compete within particular industries. These in turn were accompanied by different choices concerning production technology and production management. The development of the field of manufacturing strategy was based on the seminal work of Skinner (1969), and developed further by researchers and teachers such as Hayes et al. (1988). The field of manufacturing strategy was built around a number of important principles. First, that there should be alignment between the market-based priorities (order winners) and the priorities or choices within the manufacturing plant. Second, that the choice of process should be based on the product and product domain characteristics and in particular the product volume and variety. So for example, high volume commodity products where the market competed on costs, needed a production system also aligned to low cost and this in turn would require line-based manufacturing processes. Building on this, Skinner (1974) proposed the concept of the focused factory. This argued that a plant should be focused on a limited set of competitive priorities and that there should be internal as well as external consistency. Skinner recognised that organisations may have to deal with different markets and proposed the concept of a plant within a plant have different focus.
There was further refinement by Hayes et al. (1988) in their product process matrix. They viewed process both in a static and in a dynamic mode. In a static mode they argued that the choice of process was contingent on the context of manufacture, in particular the volume and variety of the production task. They showed how misalignment could lead to poor manufacturing and business performance. They also argued that as markets evolved and changed, so did the required process and hence focus. Finally, they also related this to more complex environments such as multi-process, multi-product environments where there was a need for focused plants.
Around this time, a step change was beginning to take place in manufacturing technology, with the development of more agile and flexible manufacturing. Initially the attention was around flexible manufacturing systems (FMS). Concurrent with this, scholars began to consider the phenomenon of Mass Customisation, where manufacturing technology would allow products to be tailored to individual needs. Over his period, the potential of just-in-time production (now called lean) was beginning to be realised as companies slowly explored the nature and the implementation of the Toyota Productions System.
2.2 The Paper
However, even though technologies and manufacturing practices such as lean production were rapidly evolving, and markets were changing, the core principles of Manufacturing Strategy had not been challenged as to how they might reflect this rapidly changing environment. Spina and his co-authors were among the first to recognise that “As a result, both the internal organization of the factories and the external environment—including market demand, technology development, workforce education and expectations, labour and capital market—appear very different today from the general features that dominated the industrial development in the past.” (p20). They argued that this was a paradigm shift. He and his colleagues then set out to explore whether a new paradigm was emerging and for example:
-
Can a new manufacturing paradigm be identified, despite the different strategic choices that industrial companies make and the different internal and external conditions they have to meet?
-
Is this paradigm a definite breakthrough with Fordism? Is it possible to find out a limited set of shared principles to design and manage the production systems, that pools different models and paths of innovations?
-
If the paradigm exists, how can it be defined and operationalised to support empirical investigation?
-
How is the emerging paradigm adopted across countries and industries?
-
What is the performance improvement along specific measures that comes from the orientation to the paradigm?
-
Are there different paths to achieve the full orientation to the paradigm?
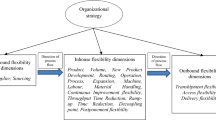
Based on this a “multi-focused paradigm” was proposed. This paradigm is based on three elements:
-
1.
Multi-focusedness and strategic flexibility. This relates to the manufacturing strategy. The multi-focused manufacturing paradigm drives companies to pursue a number of different objectives, traditionally regarded as antithetical, simultaneously, rather than focusing on specific objectives considered mutually exclusive. In addition, the paradigm implies a strategic flexibility, that is the ability to rapidly shift competitive and manufacturing priorities from one set of goals to another, within the same manufacturing system. This principle challenges the traditional assumption about rigid trade-offs involving manufacturing performances.
-
2.
Integration. This relates to production organisation from a macro-structural perspective. It entails a resolute process focus, and process integration pursued across the internal functions and with both customers and suppliers. The historical emphasis on functional optimisation should be abandoned in favour of a redesign of the company pivoted by the concepts of operating continuity, and process integrity, across the functional barriers.
-
3.
Process ownership. This relates to production organisation, from a micro-structural perspective. It aims at involving all employees at any hierarchical level, in decision making and problem solving. Delegation, involvement and knowledge of the process are embodied in this principle. The ultimate purpose is to develop at least some degree of local problem-solving capabilities, in order to detect and resolve process anomalies as soon as possible, and to avoid time consuming hierarchical referrals.
The implementation of these three principles should be approached as an integrated problem, in order to achieve the required external and internal consistency.
Having proposed a new paradigm, the research set out first to operationalise it and then to test it. A series of hypotheses were developed about its acceptance and use and its effectiveness. To do this data was analysed from the International Manufacturing Strategy Survey. This survey has proved to be a valuable resource for research into manufacturing strategy and policies and is still being run today.
The results of the empirical study were very interesting. First there were strong contrasts between the levels of adoption of the three elements of the new paradigm. Strategic multi-focusedness was widely adopted across the sample and across all regions. However, there were mixed results for integration and generally low levels of adoption of process ownership. In the latter two, a number of country differences stood out. First, Scandinavian countries had higher scores for all three elements. Cultural differences were evident, Japan scored highly on all except delegation, and companies from the Deutschmark (pre-Euro) area showed poor process ownership in particular. In addition, as might be expected, adoption was higher in larger companies and more developed countries. The data also indicated that those who adopt all three elements achieve superior performance to those with partial adoption who in turn achieve higher performance than non or low adopters.
The paper is partly framed in terms of going beyond Fordism. I feel that, although the concept of Fordism was widely used in behavioural management and economics, by the time the research was done the extant developments in manufacturing strategy were already moving “beyond Fordism”, though process ownership can be seen as a further move away from Fordism.
This pattern of high and low adoption of the three elements of the paradigm raises interesting questions. It is argued that adoption of the paradigm may be a step-by-step process and that at the time of the research companies were in the early stages of adoption. A second possibility is that cultural barriers hold back process ownership. However, unfortunately the first of these cannot be easily tested in a cross-sectional study. Another possibility not discussed is that the multi-focused paradigm may not actually consist of these three elements and that although process ownership can be desirable, it is not a necessary component of strategically flexible production. The reference to the Udevalla plant as an example of simultaneous implementation of process integration and process ownership using, for example, semi-autonomous groups or self-managed team is interesting, but raises questions due to the subsequent failure and closure of the plant.
3 The Significance of the Paper
As discussed above, this paper is an important milestone in the development of the field of manufacturing strategy. At the time of its publication, the field of manufacturing strategy had begun to realise the importance of the dynamic nature of markets, but had taken a rather conservative approach to developing strategies to dealing with this. Flexibility was still seen as the opposite of focus and thus something that in the short term was a trade-off. This paper was the first to properly address this and to question the traditional trade-offs. The proposal that a manufacturing strategy for the emerging market and process context needed to be strategically flexible and that this in turn required multi-focusedness was a major step change for the area. That it had been empirically tested and found to impact performance gave it greater validity.
It has long been argued that flexibility is an important dimension in manufacturing. Slack (1983) both signalled this and provided a set of dimensions for flexibility in manufacturing. This in turn led to the increasing focus on flexibility as a manufacturing capability. The work of Spina et al. (1996) was a major step forward from this as it saw flexibility not just as a capability but as a key strategic element for manufacturing. As a result of this the focus of researchers on flexibility evolved. For example, building on Spina’s work Oke (2005, p. 973) argued that “manufacturing flexibility had been heralded as a major competitive weapon for manufacturing organisations operating in increasingly uncertain environments and turbulent markets. It has been argued that manufacturing flexibility has the capability to change levels of production rapidly, to develop new products more quickly and respond more rapidly to competitive threats.”
It is interesting to observe the continuing debates on flexibility, particularly when associated with technology. Initially these led to much consideration of “the factory of the future” (Jelinek and Goldhar 1984). The earlier development of flexible manufacturing systems had been hailed as a breakthrough, but subsequent research found that they actually did not greatly influence the overall flexibility of a manufacturing plant. A technology in isolation without the clear strategic flexibility view and elements proposed by Spina et al. (1996) may not fulfil its potential. Cagliano and Spina (2000) examined whether advanced manufacturing technologies were important for strategic flexible production. Data showed that while core adopters do not use stand-alone AMT more than the other groups, they have a higher level of computer integration, in particular in their forefront departments. However, the use of integrating technologies varies much within the core adopters, suggesting that Strategically Flexible Production does not necessarily require massive information technology support. This was further confirmed by the analysis of performance improvements. The mere adoption of stand-alone AMT per se did not provide companies with superior improvements in performance. Whereas, Strategically Flexible Production alone or combined with a higher level of integration of stand-alone AMT fostered increased time responsiveness.
Today we are seeing a repeat of these debates, but instead of flexible manufacturing systems or the factory of the future, the focus is on 3D printing. To the casual observer, much of the discussion of 3D printing seems over-hyped with claims similar to those put forward, decades before, for FMS and the factory of the future, without reference to markets or manufacturing strategy. Today’s scholars should heed Spina et al.’s (1996) work before making all the claims that they are making about the latest technology.
The issue of trade-offs in manufacturing has been a long-running debate. There has been a natural feed-in from Spina et al.’s (1996) work to the debates around both lean production and trade-offs. An important element of the proposed paradigm was to challenge the traditional assumption about rigid trade-offs involving manufacturing performances. The notion of trade-offs in manufacturing go back to Skinner’s (1969, p. 138) seminal article where he states: “a production system invariably involves trade-offs and compromises and so must be designed to perform a limited task well, with that task defined by strategic objectives.” Rosenzweig and Easton (2010) point out that “a considerable debate exists in the operations strategy literature regarding whether manufacturing can focus on multiple competitive capabilities with sacrificing performance of another”. Spina’s work was one of the important precursor to this debate and was an input in the meta-analysis by Rosenzweig and Easton. The findings of this study were consistent with those put forward by Spina et al. (1996).
Lean production should be a contributor to flexibility and multi-focus. But as Lewis (2000) points out, there should be trade-offs involved in the use of lean production. However, his empirical work found that the expected trade-off between lean methods and innovation was not present. He argues that “A number of operations authors have suggested that it is possible to create a strategically flexible production model that accommodates this apparent contradiction (Spina et al. 1996). This requires substantial further investigation.”
A number of subsequent research studies have focused on using or exploring some of the specific ideas from Spina et al. (1996). Beach et al. (2000) examine strategic flexibility. Takala et al. (2006) specifically examined multi-focused strategies. They state that competitive strategies—especially in manufacturing industry—changed dramatically from focused to multi-focused priorities. However, this change brings about a great challenge for the successful implementation of these strategies. They use the sand cone model to explore this.
3.1 Summary
The paper “Strategically flexible production: the multi-focused manufacturing paradigm”, was an important milestone in the development of the field of manufacturing strategy. First, it was both timely and was the first to challenge the established paradigms of manufacturing strategy. Voss (1995) set out the paradigms of manufacturing strategy, but did not challenge them. In doings so Spina et al. (1996) put forward a new paradigm that both reflected the evolution of manufacturing and challenged our view of trade-offs and the assumptions behind some of the core concepts such as the focused factory. Importantly, it was not just conceptual, but the paradigm was operationalised and empirically tested both for adoption and impact. It would be good if many of the conceptual papers that we read today would do the same. It was the first research to fully recognise the major changes in technology, markets, the organisation and management of manufacturing. Subsequent empirical research has proved to be supportive of the new paradigm. As such it has been a platform for future work in and the evolution of the field. There is a need today to remember the themes from this research in areas such as 3D printing.
References
Beach, R., Muhlemann, A. P., Price, H. R., Patterson, A., & Sharp, J. A. (2000). Manufacturing operations and strategic flexibility: Survey and cases. International Journal of Operations & Production Management, 20(1), 7–30.
Cagliano, R., & Spina, G. (2000). Advanced manufacturing technologies and strategically flexible Production. Journal of Operations Management, 18, 169–190.
Hayes, R. H., Wheelwright, S. C., & Clark, K. (1988). Dynamic manufacturing. New York: Collier Macmillan.
Jelinek, R., & Goldhar, J., (1984). The strategic implications of the factory of the future. Harvard Business Review, 24–37 (Summer).
Lewis, M. A. (2000). Lean production and sustainable competitive advantage. International Journal of Operations & Production Management, 20(8), 959–978.
Oke, A. (2005). A framework for analysing manufacturing flexibility. International Journal of Operations & Production Management, 25(20), 973–992.
Rosenzweig, E. D., & Easton, G. S. (2010). Tradeoffs in manufacturing? A meta-analysis and critique of the literature. Production and Operations Management, 19(2), 127–141.
Skinner, W. (1969). Manufacturing—Missing link in corporate strategy. Harvard Business Review, 136–145 (May–June).
Skinner, W. (1974). The focused factory. Harvard Business Review, 113–121 (May–June).
Slack, N. (1983). Flexibility as a manufacturing objective. International Journal of Operations & Production Management, 3(3), 4–13.
Spina, G., Bartezzaghi, E., Bert, A., Cagliano, R., Draijer, D. & Boer, H. (1996) Strategically flexible production: The mult-focused paradigm. A review and outlook. International Journal of Operations and Production Management, 16(11), 20–41.
Takala, J., Leskinen, J., Sivusuo, H., Hirvelä, J., & Kekäle, T. (2006). The sand cone model: Illustrating multi-focused strategies. Management Decision, 44(3), 335–345.
Voss, C. A. (1995). Alternative paradigms for manufacturing strategy. International Journal of Operations and Production Management, 15(4), 5–16.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Voss, C.A. (2016). Strategically Flexible Production: The Multi-focused Manufacturing Paradigm. A Review and Outlook. In: Bartezzaghi, E., Cagliano, R., Caniato, F., Ronchi, S. (eds) A Journey through Manufacturing and Supply Chain Strategy Research. Springer, Cham. https://doi.org/10.1007/978-3-319-31104-3_3
Download citation
DOI: https://doi.org/10.1007/978-3-319-31104-3_3
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-31103-6
Online ISBN: 978-3-319-31104-3
eBook Packages: EngineeringEngineering (R0)