
Abstract
Each ERP-system plans very carefully, but determinate software plans with inaccurate data. The result is doubtful. This paper shows on why planning results are not very useful and how to manage uncertain data. Many companies use a capacity-planning with time-units in seconds, but the input-data only allows statements in hours. Future ERP-systems have to combine a learning process organisation with a personal leadership organisation to optimize the planning results and to achieve market close.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others



Keywords
1 Introduction
The efficiency of a production company and therefore its competitiveness is determined in large part on the quality of the planning. Manufacturing planning and shop floor control are key functions of an ERP system. The functionality of the software can be adapted very well to the operational processes; data processing and thus also to the predictability of individual processes, however, depend on the data quality. Any software can reach just as good results as well the input data are. This paper mainly focuses on the input data and the impact is to be set when plan and reality diverge. The further remarks are always based on the focus of detailed planning.
The data for production planning is related to product- and production-data and also to order data. The product data are defined on the article master and the bill of material no later than the time of order—apart from short-term changes in the phase of order. Depending on customer impact the standard products are long-term fixed data. For custom products, the data are often developed only after the order is placed. But at the time of detailed planning are primarily the product data in the form of master data and parts lists available.
The production data relate on the one hand to the specific production of an article in the form of work plans and on the other hand to the manufacturing system. The work plan provides information on what is to be produced as and where, and how long is the scheduled occupancy time. The information on the production system would provide information on the availability and performance. Although production data for the planning of each workshop control are critical, so still it must be noted that in many companies, these data are often just very inaccurate. The further implementation shall be addressed to the importance of the production data in the production planning and shop floor control.
The other planning data for the controller are determined by the customer on the order or on the production program. The order data are described on the product, the quantity and the delivery date. The contract value is true for the control no determining factor, but also gives information on material and labor inputs. Depending on the product and market the variance of the contract value may vary. The smaller the variance the easier is the ability to plan for the company. It becomes difficult for companies with very high variance because both the optimal supply of materials management as well as the optimal output suffer through a constant capacity utilization of the high variance.
2 Production Planning
The function of production planning is divided into sub-functions scheduling and capacity planning. The scheduling determines which shop order at what time and on what resources (workplace) is to be made (Fig. 1).

Sequencing in detailed planning
Capacity planning calculates the required occupation period for each workplace, and compares these capacity requirements in relation to the capacity stock. The data required for these functions come from the production master data, specifically from the workplace data, from the factory calendar, from the bill of material and the operation chart in connection with the order data (Fig. 2).

Sequencing and capacity planning using the example of a control panel
What are the challenges to the production planning? The main logistical key data is the delivery dependability. This ratio indicates how many orders were actually delivered to the agreed delivery date. The prerequisite for this is that at the time of production planning on the one hand the capacity situation is known and also that the processes and process times were correctly assessed. Here already are the first issues: the capacity requirements and thus the capacity utilization is determined by the target times of operations. A second problem is the scheduling. The occupancy time (scale bar in the Gantt chart) is determined by the schedule time. The temporal sequence of operations is determined in many systems, using a running time factor.Footnote 1 This in turn is a function of the schedule time.
The delivery reliability depends in turn on the production cycle time. The longer the productions lead time the more jobs are at the same time in the workshop. According to the laws of the load-oriented manufacturing control the delivery reliability worsens while capacity utilization keeps constant.
The production main data are largely constant or are usually reviewed and redefined once a year. These include the availability (efficiency) and the average performance factor. The product configuration is determined deterministically in the bill of material and will only occur if an article is not available and must be replaced. The planning sheet indicates the individual operations for parts production and subassemblies as well as for final assembly. An analysis of the work plans can often be found that plan and reality differ considerable. These differences make the production planners hard time.
3 Problems at Operations Scheduling
A planning sheet (the movement data area) is divided into operations; the individual data fields in a record are:
-
Operation number
-
Description of operation
-
Workplace/cost center (e.g. complemented with machine group)
-
Setup-time
-
Planned time (unit time tU)
-
Production resources and tools (tool, device, CNC program number)
An operation usually consists of several operations and manufacturing steps. A step “setup” and a second step “production” are per operation—if both happen—provided as standard. Take the example of “turning a shaft”: The individual steps may be:
-
Setup of several tools
-
Setup of tensioning means
-
Face turning
-
Center drilling
-
Turn the outer diameter
-
Turning shaft shoulders 1 to n
In the example as shown are beside two setup-steps still 4 to n manufacturing operations cited. For each step personal and workplace-related schedule times are to create. A function “schedule time calculation” is only in very few ERP systems available. The plan time determination therefore usually takes place outside of an ERP system using Excel spreadsheet or by means of planned value tables. In rare cases, software for the planning period determination is used.
The practical experience shows that scheduled times stored in the planning sheet has a deviation of up to 200 %. But if these times are the basis for the scheduling, then the quality of the planning depends on the quality of the scheduled times. The problems of incorrect scheduling and incorrect capacity planning intensify exponentially; experienced workshop managers rely on their own experiences, rather than the detailed planning.
3.1 The Meaning of “Real” Target Times
Planning times differ from the actual times; this is normal within tolerable limits. However, do two fundamental questions:
-
Why deviates from the schedule time of the actual time?
-
Is the scheduled time “wrong”? Or
-
Is in the work the respective performance level compared to the normal performance rate exceeded or not reached?
-
-
What is different from this?
-
Are the mean values of the deviations too long, and how steep or flat is the distribution curve?
-
Are the mean values of the deviations too short, and how steep or flat is the distribution curve? (Fig. 3)
Fig. 3 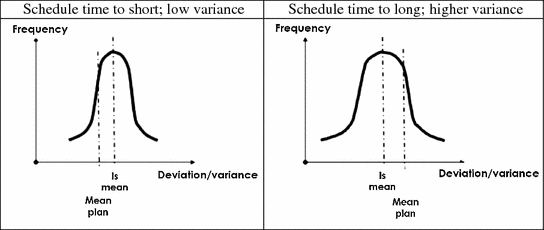
Examples of distribution curves at inaccurate planned times
-

The plan will set a time based on normal capacity. Depending on the type of production and, depending on the guide, the actual performance to differ (measured as the related performance period value = time degree or as individual performance value = performance factor) of the normal workload. Additional performance in many ERP systems is taken into account in the form of a stored average performance factor. Reduced services are either a question of missing skills or lack of power will, and thus a question of leadership.
In many cases, the plan time calculation is inaccurate. It can be observed that within a company, the times either generally is rather too long or—which is the case more often—are too short. What are the consequences of inaccurate schedule times? (Fig. 4).

Impact of inaccurate schedule times
The more different the mean of the planned times from the mean of the actual times and the shallower the distribution curve of deviations the harder it is to plan ahead. It is expressed ultimately in the parameters of capacity utilization and timeliness (prompt delivery) from (Fig. 5):

Delivery reliability and capacity utilization as a function of time schedule deviations
An essential requirement in detailed planning is therefore the quality of the planning data. Not infrequently ERP systems work with minute units, while the accuracy of the planned times can be measured even in hour units. A study by a German consultancy firm shows that only 5 % of all scheduled times lie in a range of inaccuracy ≤ 10 % (Fig. 6).

Distribution curve of the discrepancies
3.1.1 Schedule Times Mostly Too Short
In general, to plan short times have the effect that the individual operations ultimately can actually take longer than planned. This shifts the next step to give this more time. This shift is extended from operation to operation. Ultimately need to be done in overtime or subcontracting to maintain the planning individual operations. Both are associated with additional costs (Fig. 7).

Schedule times mostly too short
3.1.2 Schedule Times Mostly Too Long
Generally too long planned times have the effect that—not always available or not yet available for subsequent jobs—depending on the load factor. This can result in assignment gaps that have a reduction in capacity utilization as a result. If it comes to large gaps before in practice that they are filled with other orders. Depending on the availability of such contracts as it can but be shifts of the scheduled jobs (Fig. 8).

Schedule times mostly too long
3.2 The Importance of Complete Processes
In each production process and a number of logistical tasks must be completed in addition to the value adding work. Very often these tasks are performed by the operators of the machines. The times required for these tasks “go in”, they are often not taken into account. This essential process steps are not planned; the effect is the same as that of too short (because not planned) scheduled times (Fig. 9).

Distribution of time units (example)
Depending on the manufacturing system, the number of non-value-adding productive time represents a very high percentage. The problem of the complete manufacturing process planning is that very often there is a discrepancy between the theoretical planning, carried out by a planner working in the office, and the operational reality. As in the workshops—if at all—only start and end times will be covered by the coats of the workshop orders also created no possibility for detecting complete sequences. This is also where no learning effect and the incomplete process planning is prolonged.
Even in companies with individual production there are standard recurring sequences with similar process steps. The task that arises from this is that the probability of occurrence and also how long it takes is recorded and must be provided for detailed planning. The conventional methods in the ERP systems are not sufficient (Fig. 10).

Individual process steps are not planned
Incomplete scheduled processes have a similar effect as processes to plan short times. Unplanned operations must be inserted; then cause the displacement of the subsequent work with the already known effects.
3.3 The Importance of Proper Capacitance Values
The theoretical capacity is reduced by many more or less predictable events on available capacity. But even this capacity is often not available for production operations when unplanned downtime and production losses and additional expenses take away part of the available capacity (Fig. 11).

Value-added production time and theoretical production time
The workshop orders are assigned to individual workstations with their scheduled times. The inaccuracy of the order time now is superimposed on the inaccuracy of the capacitance values. The result is that the quality of the detailed planning can vary depending on the data accuracy to uselessness. Then it does not help when the best planning algorithms are mapped into the software.
4 Interim Conclusion
The quality of the detailed planning depends to a degree on the quality of the whole process with the “right” to budget time and actual available capacity. Would it be enough if these 3 conditions were fully met? Not at all. For it is in manufacturing operations to socio-technical systems; that is, man is an elusive deterministic factor. A “right” time plan for the employee “Huber” must be no “right” time plan for the employee “Smith”. It depends on the ability of the employee and also on its disposition. Therefore, the plan times refer to a so-called “standard output”; this means that a skilled person can carry out the work over a long period of time. The actual time taken individually relative to budgeted time determines the level of performance.
This is yet another facet added: the level of performance than individual performance value for each procedure or time degree as an average over all ratios. Depending on the leadership of the enterprise shows that at a defined benefit plan management, the times can be achieved to a greater extent than if this is not the case. This also their specific environment plays a significant role. The factors influencing the management and the environment can be difficult displayed in one software. Maybe Fuzzy Logic can to offer a solution.
Achieving a high quality map data is not only a technical issue, but is also influenced by individual circumstances and is a matter of management.
5 What Can Solutions for More Effective Planning Data Be?
The assignment of units of capacity is determined by the process steps (operations) and the time required. Thus, the solution in the complete planning of all tasks must be both content and time. It is on the one hand a technical and on the other hand a personal-related (sociological) task.
5.1 Technical Solutions
The planned time consist of the machine running time (times for the immediate value-adding activities) and nonproductive time. The machine running times are determined mainly technologically and can therefore relatively simple mathematical calculation method for using different processing methods (turning, milling, drilling, welding, etc.) can be determined. Nonproductive time are composed of many small percentages of time for individual manipulation. MTM (Method Time Measurement) has already many years ago trying to break them down into individual handling activities and assign a value for each of these activities. The same applies to systems of predetermined times (SVZ). Some companies have created scheduled times from time recording and from schedule time catalogs.
Some companies attract the target times of operations currently performed by detecting the start and end time, and thus calculate the used time. The problem with this form of time determination on the one hand that it is not necessarily the same process steps have to be included—Pick e.g. tool—and then the individual performance (keyword performance level) is not involved.
The boundaries of a technical plan time calculations are required therefor effort. The development of methods known as MTM, SVZ, different calculation method in conjunction with a manufacturing family education (keyword shape key by Opitz), but also the use of existing CAD data and their transfer to CAP system contribute to the improvement of the plan term quality. For more complex structures can be determined by a multiple influencing variables (MER) rapid and sufficiently accurate planning times.
5.2 Socio-Technical Solutions
Technical solutions alone have the disadvantage that the man should be disregarded. But this does not influence the leadership or the person in itself and not its environment are included in the considerations. The practitioner knows but how leadership affects the led and its environment. The question arises therefore as follows: Can be found a system that takes into account the complete capture of all processes the personal influences?
5.2.1 Learning Control ERP-Systems
Operational performance processes also in custom manufacturing usually largely constant process steps (process elements). The production of the individual parts and assemblies can in fact be summarized in so-called manufacturing families; and for these processes are similar. These process steps can be defined similar to the time elements in MTM or systems of predetermined times once.
Operating data is now installed in many manufacturing operations. It is, however, coupled through the workshop order to the work plan. In addition, there are few detectable time elements, which have nothing to do with a workshop order.
However covers all process steps both in content as well as the time required for it, so can be used in a learning system after a sufficient amount of data a “true flow” are defined, which then can be placed further planning is based.
5.2.2 Overcome Limitations of a Self-learning System
The boundaries of a learning process design system lie in the definition of the required for the individual process steps times. Although the detection time is generally not a problem; the problem is that no acquisition system can tell which performance level the task was executed. For the PDM system the recorded time is the fact.
Performance levels differ within a person of his current disposition, and especially from person to person due to different abilities and different drives. It therefore needs not only the collection of quantitative data and the qualitative detection, i.e., performance standards for data. This can be done for example by the production manager (master). Because these individuals, however, cannot follow all the steps of all persons and even then estimate the respective level of performance must be content with the periodic acquisition of sufficient level of performance data for each employee. Again, an error occurs or inaccuracy; However, these are sufficiently accurate and therefore sufficient.
6 Summary
The quality of the detailed planning is determined on the one hand from the “correct” sequence and the other hand of the “right” planned times. The impact of poor data quality includes decreased productivity and poorer delivery reliability.
A solution to these shortcomings is partly in determining proper planning times with the aid of suitable systems—add-in or add-on solutions, including stand-alone possible—and to recognize recurring process steps on the other hand in learning ERP systems that are capable of and this presented in a holistic process.
Ultimately, the quality and usefulness of an ERP system is not showing in the planning accuracy, but in the compliance of planning and implementation. One-minute planning simulates a spurious accuracy, if the differences in reality reach a factor of 10 to even 100 of the planning unit.
Notes
- 1.
RTF = (∑running time/∑loading time)WP.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this paper
Cite this paper
Obermayr, N. (2016). Challenge Detailed Planning in ERP. In: Piazolo, F., Felderer, M. (eds) Multidimensional Views on Enterprise Information Systems. Lecture Notes in Information Systems and Organisation, vol 12. Springer, Cham. https://doi.org/10.1007/978-3-319-27043-2_5
Download citation
DOI: https://doi.org/10.1007/978-3-319-27043-2_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-27041-8
Online ISBN: 978-3-319-27043-2
eBook Packages: Business and ManagementBusiness and Management (R0)