
Abstract
This industry supported study outlines the usage of DoE in titanium metal cutting research. Taguchi optimization methodology is applied to optimize heat treatment condition and cutting parameters in orthogonal metal cutting when machining newly developed titanium alloy Ti-54M with carbide insert tool. The control parameters evaluated are heat treatment (Annealed, Beta Annealed and STA, i.e. Solution treated and aged) cutting speed and feed rate. An orthogonal array (OA), signal-to-noise (S/N) ratio and analysis of variance (ANOVA) are employed to investigate the effect of these three control parameters on cutting tool temperature and two force components. Using Taguchi method for design of experiment (DoE) , experimenters significantly reduced the time and hence cost for the experimental investigation. The results of ANOVA showed that majority of the input parameters had significant effect on the cutting tool temperature and force components. Thereafter, optimal cutting parameters and heat treatment conditions were obtained using Taguchi’s analysis. The results have been transferred to the respective industry. The industry is expected to gain from this research in terms of producing titanium alloys with better machinability.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Among the structural materials developed in the twentieth century, titanium and its alloys played a leading role. The high consumption of titanium alloys has increased its demand in the past few years in the aerospace sector. The excellent strength-to-weight ratio of titanium alloys decreases aircraft weight, leading to reduction in fuel consumption and emissions. The other typical aerospace material, aluminium, is electrochemically incompatible with the increasingly applied composite materials, forming a galvanic couple. Titanium does not pose this problem and thus is replacing aluminium in many applications [1–3]. Titanium alloys are having outstanding mechanical and physical properties but they are difficult-to-cut alloys, leading to increased tool wear and lower production rates. It is well-known fact that cost is always an important consideration in the competitive business environment. The titanium raw material may cost anywhere from three to ten times as much as steel or aluminium and the machining costs for titanium alloys are usually considerably greater than for the other materials (no less than ten times that to machine aluminium). Thus the profits of using titanium must compensate the added cost for its successful application [2, 3]. The cost of titanium use may be minimized by decreasing its machining cost. Despite the ample research on the poor machinability of titanium alloys, very few studies in the literature discussed the relationship between the microstructure and machinability parameters. The microstructure holds important keys to identify the root causes of tool wear, cutting forces and segmented chips in titanium machining and to predict the performance of a component [4–12]. By developing understanding of this interrelationship, it will be possible to reduce the production cost of machining titanium alloys.
One of the key objectives of modern industry giants is to minimize energy consumption and maximize efficiency in its machining process due to stricter environmental legislation, global competition and demands for satisfying sustainability initiatives [13]. A strategy of energy saving and increasing productivity is to adapt new material variants or advanced processes. One of those latest variants is TIMETAL® 54M (Ti54M), developed by TIMET (Largest sponge producer in the United States), an α + β alloy that offers cost benefits with higher machinability. The strength is comparable to similarly processed Ti6Al4V alloy. References [7–10] reported succinct studies on Ti-54M titanium alloy and showed that heat treatment affects machinability. Therefore, more studies need to be carried out to notice the influence of heat treatment on performance characteristics. It is essential to model a relationship between the cutting parameters and the process performance mainly due to the high cost involved in the experimentation of titanium machining. This study is an attempt to fill this gap in the research by using design of experiments (DOE) technique in place of one-factor-at-a-time experimental approach.
It is widely considered that DoE forms an essential part of the pursuit for effective improvement in process performance or product quality for metal cutting industry. Experiments are often conducted in a series of tests which produce countable outcomes in machining processes. For constant improvement in process performance or product quality, it is essential to understand the process behaviour; the amount of changeability and its influence on processes. The DoE is a technique used to define what data, in what quantity and settings must be collected during an experimentation, to satisfy two foremost goals: the statistical accuracy of the response parameters accompanied by lesser cost [14–18]. Natarajan et al. [19] successfully employed DoE technique to access the machinability of metal matrix composites. Quiza et al. [20] planned a full factorial design for carrying out finite element simulations in order to obtain the corresponding forging forces as per the industry requirement.
This chapter presents a real industry supported study. The study illustrated in this chapter is well-thought-out experiments and not simply a few experimental tests to discover the effects of changing one or more parameters at a time. The study will deliver a good base for young scholars and practitioners on how to go about executing an experiment in real industrial settings. The study will cover the experimental details, experimental design using Taguchi techniques, analysis using Minitab software, analysis of results and significance of the study. This study will increase the awareness of the application of DOE techniques in industries and its potential in tackling process optimization difficulties related to improvement in titanium machinability.
It is worthwhile to mention that the commercial availability of titanium alloys (Ti-54M) used in this research is limited and titanium producer provided limited material to carry out this study. By applying DOE technique experimenters significantly reduced the time and cost for the experimental investigation, as it is effective in investigating the effects of multiple factors on performance as well as to study the influence of separate factors to determine which factor has more impact, which has less [17].
2 Experimental Details
2.1 Material Details
Chemical composition and mechanical properties of Ti-54M titanium alloy are summarized in Table 1. The details of as-received heat treatment conditions are shown in Fig. 1.

Details of heat treatment conditions. a Annealed, b STA, and c β Annealed for Ti-54M titanium alloy
2.2 Experimental Setup Details
Orthogonal dry machining of 5 s duration was conducted on a Lagun vertical CNC milling machine. The infrared camera system is adapted into the Vertical CNC Milling Center, as seen in Fig. 2. The workpiece was carefully integrated into the tool holder on the spindle. Workpiece is rotated and fed into the stationary tool attached to the dynamometer. During the temperature measurements in the CNC machine, in order to isolate the thermal imaging camera and the objective from the chips and any flying particles that are present in the environment of CNC machine, protection is provided. The tubular workpiece, the dynamometer, and the cutting insert are placed in order to perform orthogonal cutting tests. The experiments are carried out with thin tubes of 2 mm wall thickness with three variants of Ti54M titanium alloy. The cutting inserts were Sandvik tungsten carbide inserts (Model: TNMG 160408-23 H13A) at three feed rates (0.1, 0.15 and 0.25 mm rev−1) and two cutting speeds (40 and 80 m min−1), without any coating or chip breakers. The dynamometer was firmly connected to the base plate of the machining centre. The cutting force produced by the turning process was resolved by the multi-component dynamometer directly into the orthogonal components: main cutting force (F c) and feed force (F k). The force components were measured practically without displacement. The dynamometer was connected to multichannel charge amplifier, which converts the dynamometer charge signals into output voltages proportional to the forces. The dynamometer was calibrated by the manufacturer in Switzerland. A simple test was conducted to see whether the output from dynamometer is still reliable or not. A metallic plate of 5 kg weight was put on the tool holder of the dynamometer. A force of 49.5 N was measured reflecting an error of −0.25 %. This small deviation may have happened because the metallic plate could not be placed at the exact place for which dynamometer was calibrated. A left hand 25 mm by 25 mm tool holder of 150 mm length with a rigid clamping system was used to hold the tool insert. To ensure edge sharpness, a new tool insert was used for each test. All the applied inserts were examined by an Sensofar optical profiler in order to verify the cutting edge radius is within 34 ± 2 µm. The Medatek and Altair softwares are used to capture force and thermal sequences respectively. The acquisition procedure is as follows:
-
i.
Ready the Medatek and Altair softwares to capture force and thermal sequences.
-
ii.
When the dynamometer and camera are ready, the vertical machining centre program is commenced and the dynamometer and camera are triggered simultaneously.
-
iii.
When the data acquisition is completed, the sequences automatically loaded itself within the Medatek and Altair softwares and the files are saved. The frames are examined for pixel saturation and image quality. Integration time of 200 μs provided acceptable image quality. If the image quality is poor, the test is repeated following slight adjustments to the setup.

Machining setup
It is also required to synchronize the measurement of cutting forces, temperature measurement with the machining process (it will take more than one person to handle all equipment). The acquisition process was continued by repeating the above steps for all the desired feeds and speeds. Each test was carried out three times to check uncertainty in the result.
2.3 Experimental Design
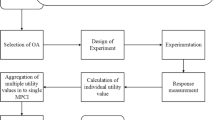
This work makes use of Taguchi’s method of experimental design. Taguchi’s concept provides an efficient, simple and systematic approach of using orthogonal arrays (OAs) for laying out the experiments to determine optimal parameters. The optimal conditions are recognized by studying the main effects of each of the parameters. The general trend to influence by each parameter is specified by the main effects. In deciding the nature of control to be established on a production process, the knowledge of contribution of individual parameters plays a crucial role [18]. In nutshell, Taguchi method is a robust design procedure extensively used in industries for making the process/product insensitive to any uncontrollable elements such as environmental variables. The major steps required for the experimental design using Taguchi concept are (1) comprehending objective function, (2) ordering of the cutting parameters and their levels, (3) choice of a suitable OA, (4) carrying out experiments and data analysis for determination of the optimal levels.
2.3.1 Comprehending Objective Function
Taguchi strongly endorses for multiple runs, is to use signal-to-noise (S/N) ratio. This approach is to be used to measure the performance characteristics deviating from the desired values. The S/N ratio is a simultaneous quality metric linked to the loss function [13]. The loss associated can be minimized by maximizing the S/N ratio. The S/N ratio determines the most vigorous set of operating settings from variation within the results. The objective function in this work is minimization, and hence the ratio of S/N is defined according to the Taguchi method as:
where S/N denotes the observed value (unit: dB), and Y i is the value of the characteristic and n is the number of observations or number of replications in a test.
In the current research work, both analyses, i.e. the S/N data analysis and mean data analysis have been accomplished. The effects of the designated process parameters on the selected performance characteristics have been scrutinized through the plots of the main effects based on S/N data, mean data and their respective response tables. The optimum condition for each of the performance characteristics has been established through S/N data analysis assisted by the mean data analysis.
2.3.2 Ordering of the Cutting Parameters and Their Levels
In the present investigation, three different control parameters had been selected; viz., feed rate, cutting speed, and the heat treatment of the workpiece. Two levels for cutting speed and three levels for both feed rate and heat treated workpiece conditions were selected as shown in Table 2.
2.3.3 Choice of a Suitable Orthogonal Array (OA)
The total degrees of freedom must to be computed to select a suitable OA for experimentation. OA layout stipulates the way of conducting the nominal number of experiments which may produce complete information of all the parameters that affect the performance characteristics [15, 17]. Based on the previous subsection, L18 array is selected for the present investigation. L18 array has an exceptional property that the two way interactions between the several factors are partially confounded with various columns and hence their effect on the estimation of the main effects of the various parameters is minimalized. It is impossible to evaluate the possible two factor interactions in L18 array but the main effects of different process parameters can be evaluated with realistic accuracy. Experiments have been repeated three times at each experimental condition instead of using outer array.
2.3.4 Carrying Out Experiments and Data Analysis for Determination of the Optimal Levels
Each trial is imitated three times, hence three experiments are made for each of the 18 experimental runs. To reduce the effect of experimental noise to the maximum possible extent, all the 54 trial runs altogether are performed in completely haphazard fashion. Every test, with a specific experimental condition, is conceded by using a fresh edge of the cutting insert. The experimental results as well as their calculated S/N ratios are abridged in Table 3 for cutting tool temperature and force components as the response variables. Decisions must be made regarding which parameters affect the performance of a process; analysis of variance (ANOVA) is the statistical treatment applied to the results of the experiments in predicting the contribution of each parameter against a stated level of confidence. The study of ANOVA Table for a given analysis helps to determine which of the parameters need control and which do not [15]. Minitab 16 Software has been used to determine ANOVA and mean effect plot. ANOVA was carried out after gathering all the data for all combinations, the contribution of each factor was predicted and the best parametric level along with confidence intervals (C.I.) is determined. The next section presents results and discussion on the present work.
3 Results and Discussion
3.1 ANOVA
The results obtained through experimentation are analysed using ANOVA for detecting the important factors affecting the performance measures. The cutting tool temperature results obtained through the application of ANOVA is shown in Table 4. The results of ANOVA for the cutting force (F c) and feed force (F k) are shown in Tables 5 and 6, respectively. A significance level of α = 0.05 (confidence level of 95 %) is used to carry out this crucial analysis. Tables 4, 5 and 6 show the comprehended significance levels, associated with the F-tests for each source of variation. The P-values of ANOVA is shown in the second from last columns of the tables. When P-values are less than 0.05, the source effect on response is considered to be statistically significant at 95 % confidence level. The F-test is based on the principle which states that the larger the F-value for a particular parameter, the greater the effect on the performance characteristic due to the change in that process parameter [3]. In Table 4, the ANOVA result shows that the F-value for the cutting speed parameter is larger than that of the other two parameters, i.e. the cutting speed has the largest contribution to the cutting tool temperature. The percentage contribution in the last column of the tables reflects the portion of the total variation observed in the experiment attributed to each parameter. The effect of heat treatment condition on cutting tool temperature is found to be statistically insignificant (P-value > 0.05). Cutting speed and feed rate contributed 69.13 and 26.46 %, respectively (Fig. 3a).

Pie chart of factor % contribution for a cutting tool temperature, b cutting force, c feed force (ANOVA mean data)
In Tables 5 and 6, the ANOVA result shows that the feed rate parameter is having larger F value than that of the other two parameters, i.e. the largest contribution to the cutting force and feed force is due to the feed rate. The effect of all the input parameters on cutting force is found to be statistically significant (P-value < 0.05). Cutting speed, feed rate and heat treatment contributed 0.99, 97.20 and 0.72 %, respectively (Fig. 3b). The effect of cutting speed factor on feed force is found to be statistically insignificant (P-value > 0.05). Feed rate and heat treatment contributed 44.42 and 26.84 %, respectively (Fig. 3c).
In Tables 4 and 5 the ANOVA result shows that the F value for the factor heat treatment is smaller than that of the other two parameters, i.e. the least contribution to the cutting tool temperature and cutting force is due to the heat treatment. However, regardless of statistically insignificant results, the heat treatment contribution is found to be noteworthy. For instance; with change of heat treatment condition, change in the chips’ morphology is observed. The observable difference in the shear localized bands in the chips of the analysed alloys can be seen more clearly by using Leica Z16 APO optical magnifier at cutting speed of 80 m/min and feed rate of 0.25 mm/rev. The reason is that machining of the stronger form of the alloy resulted in generation of higher feed forces and cutting tool temperatures even at relatively higher cutting speeds and feed rates because larger amount of power is required to deform the material plastically.
3.2 S/N Ratios and Means Evaluation for Optimal Design
The average values of the performance characteristics for each parameter at different levels are represented by the mean response. The average values of Mean data and S/N data for cutting speed, feed rate and heat treatment are obtained separately, and are given in Tables 7, 8, and 9. These values are plotted in Figs. 4 and 5. In the Taguchi method, the higher the levels for S/N ratio, the better the overall performance, meaning that the parameter levels with the highest S/N ratio value should always be selected. Regardless of the lower-the-better/higher-the-better quality characteristic, the greater S/N ratio corresponds to the smaller variance of the response characteristics around the target value [21].

Main effect plots (means) for a cutting force (F c), b feed force (F k), and c cutting tool temperature (oC)

Main effect plots (S/N ratio) for a cutting force (F c), b feed force (F k), and c cutting tool temperature (oC)
Based on the S/N ratio and ANOVA , the optimal input parameters for cutting tool temperature are the cutting speed at level 1 and the feed rate at level 1 (Table 7). It is clear from Table 9 that the cutting speed at level 2, the feed rate at level 1 and heat treatment condition at level 2 are best choice, in terms of the cutting force. The optimal input parameters for feed force are the feed rate at level 1 and heat treatment condition at level 1.
The Tables 7, 8 and 9 include ranks based on Delta statistics, which compare the relative magnitude of effects. The Delta statistic is calculated by subtracting the lowest from the highest average for each parameter. Ranks are assigned based on Delta values; the highest Delta value is assigned rank 1, rank 2 to the second highest, and so on. The descending order of ranks is given as V c > f > heat treatment; f > V c > heat treatment and f > heat treatment > V c for cutting tool temperature, cutting and feed forces, respectively.
From these results, it can be observed that (a) as cutting speed increases, the forces decrease and the cutting temperature increases; (b) as feed rate increases, the cutting force and the cutting temperature increases and the feed force decreases; and (c) as the hardness of the workpiece increases due to heat treatment, both the forces and the cutting temperature increases.
In addition to the above observations, the optimal parameters for the forces and the cutting temperature can also be deduced.
3.3 Optimum Quality Characteristics Approximation
To determine the near optimum or the range of process parameter levels where global optimum exists is an utmost advantage of conducting Taguchi’s methodology [15]. The level of a parameter that gives the minimum value of cutting tool temperature, cutting and feed forces symbolizes the optimum level for that parameter. The significant parameter selected for the cutting tool temperature are \( \bar{V}_{{{\text{c}}1}} \) and \( \bar{f}_{1} \). The optimal value of the cutting force can be computed as
where μ CTT is mean value of the cutting tool temperature, \(\bar{T}_{\text{CTT}} (Overall\,average\,of\,cutting\,tool\,temperature) = 7 90\,{}^{\circ}{\text{C}}\) (Table 3) and are \( \bar{V}_{{{\text{c}}1}} \;{\text{and}}\;\bar{f}_{1} \) are average values of the cutting force and feed force, respectively (Table 5), i.e. \(\mu_{\text{CTT}} = 5 6 4. 1\,{}^{\circ}{\text{C}}\).
where \( F_{\upalpha} \left( {1,f_{\text{e}} } \right) \) = the F-ratio at a confidence level of 95 % against DOF 1 and error DOF f e, V e = error variance, n eff is the effective number of replications:
where N = total number of results. The C.I. at 95 % is ±18.78 °C. Thus, the predicted optimum cutting tool temperature is at 545.32 < μ CTT < 582.88 °C.
The significant parameters selected for the cutting force are \( \bar{V}_{{{\text{c}}2}} \), \( \bar{f}_{1} \) and \( \overline{HT}_{2} \) (Table 6). The optimal value of the cutting force can be computed as
i.e. \( \mu_{{F_{\text{c}} }} = 3 7 1. 2\,{\text{N}} \).
By using Eqs. (3) and (4), the C.I. at 95 % is ±13.86 N. Thus the predicted optimum feed force is 357.34 < \( \mu_{{F_{\text{c}} }} \) < 385.06 N.
The significant factors selected for the feed forces are \( \bar{f}_{1} \) and \( \overline{HT}_{1} \) (Table 7). The optimal value of the feed force can be computed as
i.e. \( \mu_{{F_{\text{k}} }} = 2 9 2. 3\,{\text{N}} \).
By using Eqs. (3) and (4), the C.I. at 95 % is ±15.41 N. Thus, the predicted optimum feed force is 276.89 < μ HT < 307.71 N.
4 Significance of the Study
An exhaustive experimental study was conducted to assess the influence of control variables such as cutting speed, feed rate, and the heat treatment of the workpiece on the machinability of the Ti-54M titanium alloy in terms of response variables such as cutting force, feed force, and cutting temperature using Taguchi techniques. The following conclusions can be drawn from the research:
-
It is found that the Taguchi techniques for parameter design provide a systematic methodology for the optimization of the cutting parameters and heat treatment conditions.
-
The optimum levels of the cutting speed, the feed rate and the heat treatment condition have been established for getting minimum cutting tool temperature, cutting and feed forces of orthogonally machined Ti-54M titanium alloy.
-
The minimum cutting tool temperature is found with cutting speed of 40 m min−1 and feed rate of 0.1 mm rev−1. The heat treatment condition has no statistically significant effect on the cutting tool temperature and thus should be set at a level which provides superior strength.
-
The minimum cutting force is found with cutting speed of 80 m min−1, feed rate of 0.1 mm rev−1 and STA heat treatment condition. The minimum feed force is found with feed rate of 0.1 mm rev−1 and annealed heat treatment condition. The cutting speed was found to have statistically insignificant effect on feed force and thus must be set at a level which is most suitable and cost-effective to industry.
This gain in knowledge can be leveraged to develop varieties of these alloys by changing their chemical composition and/or heat treatment for different applications. The existing scarce database on machinability of these alloys is supplemented with the experimental studies performed in this work for the industry need. This original contribution to the existing database will help the academicians and practitioners in this area to develop numerical models in future for commercial research. Khanna and Bajpai [22] have initiated developing numerical models for this newly developed titanium alloy and showed that use of FEM can lead to reduced machining time and manufacturing cost as well. The results of this work have been transferred to the respective industry. The industry is expected to gain from this research in terms of improved productivity and reduced cost.
References
Veiga C, Davim JP (2012) Properties and applications of titanium alloys: a brief review. Rev Adv Mater Sci 32:133–148
Imam MA (2011) The 12th world conference on titanium presents research and applications of “wonder metal”. JOM 63(10):16–23
Khanna N, Davim JP (2015) Design-of-experiments application in machining titanium alloys for aerospace structural components. Measurement 61:280–290
Khanna N (2013) Selected experimental studies on machinability of Ti54M, Ti10.2.3, Ti5553 and Ti6Al4V titanium alloys, PhD thesis Birla Institute of Technology and Science, Pilani
Armendia M, Garay A, Iriarte L-M, Arrazola P-J (2010) Comparison of the machinabilities of Ti6Al4V and TIMETAL® 54M using uncoated WC–Co tools. J Mater Process Technol 210(2):197–203
Armendia M, Osborne P, Garay A, Belloso J, Turner S, Arrazola P-J (2012) Influence of heat treatment on the machinability of titanium alloys. Mater Manuf Process 27(4):457–461
Khanna N, Sangwan KS (2013) Machinability study of α/β and β titanium alloy in different heat treatment conditions. Proc Inst Mech Eng B J Eng Manuf 227(3):357–361
Khanna N, Sangwan KS (2012) Comparative machinability study on Ti54M titanium alloy in different heat treatment conditions. Proc Inst Mech Eng B J Eng Manuf 227(1):96–101
Khanna N, Garay A, Iriarte LM, Soler D, Sangwan KS, Arrazola PJ (2012) Effect of heat treatment conditions on the machinability of Ti64 and Ti54M Alloys. Procedia CIRP 1:477–482
Khanna N, Sangwan KS (2013) Machinability analysis of heat treated Ti64, Ti54M and Ti10.2.3 titanium alloys. Int J Precis Eng Manuf 14(5):719–724
Kosaka Y, Fox SP (2004) Influences of alloy chemistry and microstructure on the machinability of titanium alloys. In: Cost affordable titanium, TMS conference, pp 169–176
Yap TC, El-Tayeb NSM, Brevern PV (2013) Cutting forces, friction coefficient and surface roughness in machining Ti-5Al-4V-0.6 Mo-0.4 Fe using carbide tool K313 under low pressure liquid nitrogen. J Braz Soc Mech Sci Eng 1–5
Pusavec F, Deshpande A, Yang S, M’Saoubi R, Kopac J, Dillon OW, Jawahir IS (2015) Sustainable machining of high temperature Nickel alloy–Inconel 718: part 2–chip breakability and optimization. J Clean Prod 87:941–952
Davim JP (2001) A note on the determination of optimal cutting conditions for surface finish obtained in turning using design of experiments. J Mater Process Technol 116:3–6
Davim JP (2003) Design of optimization of cutting parameters for turning metal matrix composites based on the orthogonal arrays. J Mater Process Technol 132:340–344
Nalbant M, Gökkaya H, Sur G (2007) Application of Taguchi method in the optimization of cutting parameters for surface roughness in turning. Mater Des 28(4):1379–1385
Ross PJ (1996) Taguchi techniques for quality engineering. McGraw-Hill, New York
Ghani JA, Choudhury IA, Hassan HH (2004) Application of Taguchi method in the optimization of end milling parameters. J Mater Process Technol 145(1):84–92
Natarajan N, Krishnaraj V, Davim JP (2015) Metal matrix composites. Springer, Berlin
Quiza R, Beruvides G, Davim JP (2014) Modeling and optimization of mechanical systems and processes. In: Modern mechanical engineering. Springer, Berlin, pp 169–198
Kumar J, Khamba JS (2008) An experimental study on ultrasonic machining of pure titanium using designed experiments. J Braz Soc Mech Sci Eng 30(3):231–238
Khanna N, Bajpai V (2015) FEM analysis of machining heat treated titanium alloy Ti54M. In: 38th MATADOR, vol 38. Springer, Berlin, pp 312–318
Acknowledgement
Author is thankful to the BITS Pilani (India) and MGEP (Spain) for the complimentary training received at the High Performance Cutting Research Group of University of Mondragon—Faculty of Engineering (MGEP). Author would like to acknowledge the many helpful suggestions of the faculty and staff members at MGEP.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Khanna, N. (2016). Design of Experiments in Titanium Metal Cutting Research. In: Davim, J. (eds) Design of Experiments in Production Engineering. Management and Industrial Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-23838-8_7
Download citation
DOI: https://doi.org/10.1007/978-3-319-23838-8_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-23837-1
Online ISBN: 978-3-319-23838-8
eBook Packages: EngineeringEngineering (R0)