
Abstract
The main objective of this chapter is to highlight the strategic role that a systematic and sequential approach of experimentation plays in order to achieve competitive advantage and technological innovation. The efficacy of this approach is demonstrated by describing an application where the appropriate use of statistical knowledge, along with technological knowledge, has allowed to characterize manufacturing processes, to catalyze the innovation process and to promote the technological transfer. Moreover this approach, based on the use of customized pre-design guide sheets, allows to put into action a virtuous cycle of sequential learning and helps to overcome the gap between practitioners and statisticians in effective application of Design of Experiments (DoE) .
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Statistics for Innovation: Design of Experiments
Today, the improvement of manufacturing processes and process innovations are some of the strategic activities carried out in research and development departments of manufacturing industry and in research centres.
Finding the best solution often requires extensive testing; in order to obtain these results as efficiently as possible is fundamental to adopt adequate experimental procedures and effective data analysis.
According to Czitrom [1], many engineers and scientists typically perform One-Factor-At-a-Time (OFAT) experiments, which vary only one factor or variable at a time while keeping others fixed. They will continue to do so until they understand the advantages of different approach over OFAT experiments, and until they learn to recognize OFAT experiments so they can avoid them.
The Design of Experiments (DoE) is a methodology for systematically applying statistics to the experimentation process; in many cases it is the best way to establish which variables are important in a process and the conditions under which these variables should work to optimize such process. It is the only tool to perform efficient analysis of a process determined by numerous parameters.
The DoE was introduced in the 1920s by Sir Ronald A. Fisher in the field of agricultural research [2]. Since then much has been published about the theoretical aspect of DoE, such as Wu and Hamada [3], Montgomery [4], Box et al. [5] and today there is sufficient awareness that OFAT experiments are always less useful than statistically designed experiments.
Using some real examples Czitrom [1] illustrates the advantages of DoE and shows that the experimental results cannot take into account the interactions between factors when only one factor at a time varies while keeping all the other ones fixed. Otherwise in DoE all factors are varied together and it is the only way to discover interactions between variables. For these and many other reasons Montgomery [4] says that DoE is a critically important tool for engineers to improve the performance of manufacturing processes. He also says that the application of experimental design techniques early in the process development can result in:
-
Improved process yields;
-
Reduced variability and closer conformance to nominal or target requirements;
-
Minimized development time;
-
Saved overall cost.
However, as Ilzarbe et al. [6] deduce, after a review of 77 articles about practical DoE application in the field of engineering, the DoE is a methodology that has been applied for many years in industry to improve quality, but it is still not used as it should be.
These statistical techniques are commonly found in statistics and quality literature but, as pointed out by Tanco et al. [7], they are hardly used in European industry; there is still a significant gap between theoretical development of DoE and its effective application in industry. Why? On the one hand Costa et al. [8] show that DoE is not an easy technique to be applied due to limitations in technical knowledge of the product and technologies involved. On the other hand Montgomery [9] refers to the inadequate training in basic statistical concepts and methods by the engineers. Therefore, there is the necessity to integrate statistical and technological knowledge. In fact statistical approach catalyses the process innovation and, moreover, it allows putting into action a virtuous cycle of sequential learning.
1.1 Pre-design and Guidelines for Designing Experiments
In order to help the experimenters to plan all activities needed for a good testing, Coleman and Montgomery [10] suggest a path which consists of the following seven basic steps:
-
1.
Recognition and statement of the problem;
-
2.
Choice of factors and levels;
-
3.
Selection of the response variable(s);
-
4.
Choice of experimental design;
-
5.
Conduction of the experiment;
-
6.
Data analysis;
-
7.
Conclusions and recommendations (followed by monitoring and/or confirmatory test).
Certainly an accurate pre-design (i.e. pre-experimental planning phase) is the solid basis on which a statistical approach has to be built.
The pre-design is the pre-experimental planning phase, in other words it is everything preceding the definition and execution of experiments, and corresponds to the suggested steps 1–3.
The first step entails elaborating and writing clearly the statement of the problem; it is an obvious step but it is harder than it may appear. It is especially needed in a working team so that everyone has a clear idea of the aim.
The selection of the response variable(s) and the choice of the factors, with their levels, is really not a simple issue. It is a crucial task and requires adequate knowledge.
The potential design factors are the parameters that considered to influence the process in study; the range over which these factors will be varied must be chosen too. Regarding the response variable(s), quoting Montgomery [4], the experimenter should be certain that this variable really provides useful information about the process under study.
Therefore, steps 2 and 3 represent the phases which especially require synthesis of statistical and technological skills. In fact in order to choose a good selection of factors and response variable(s) it is necessary not only to understand the statistical thinking, but also to have good process knowledge.
Who has both statistical and process knowledge has a competitive tool to perform an innovative research.
1.2 Pre-experimental Planning
According to Coleman and Montgomery [10] and Ilzarbe et al. [6], pre-design guide sheets, (split up into pre-design master guide sheets and supplementary sheets) to direct the experimentation, are suggested to be conceived, customized and implemented (as done in the presented application). Previous edition of pre-design guide sheets proposed in this chapter have been already successfully applied in several technological context [11–13].
The use of the pre-design guide sheets provides a way to systematize the process by which an experimentation team does the experimental plan. In fact these sheets drive the experimenter to clearly define the objectives and scope of an experiment and to gather information needed to design an experiment.
This document forces the experimenter to face up to fundamental questions from the early phases of the experimental activity and, moreover, it facilitates and catalyses the interaction between statistical and technological competences.
The master guide sheets contain information about the objective of the experimentation, the relevant background, the response variables and the factors (i.e. control, held-constant and noise factors). The factors are all the process input; they can be controllable or not. Control factors are controllable factors being varied during the experiment. Held-constant factors are controllable factors whose effects are not considered during the test. The noise factors are not controllable factors. Response variables are the variables of interest in an experiment (those that are measured). The supplementary sheets detail the technological relationship between the control factors and the response variables, in terms of the expected main effects and interactions. Moreover, the normal level and range as well as the measurement precision are specified for each quantitative control factor. Figure 1 shows the list of contents in the proposed pre-design guide sheets.

List of contents in the pre-design guide sheets (master guide and supplementary sheets)
Obviously, it is necessary to customize the guide sheets in order to make them more appropriate and comprehensive in the specific technological and organizational context in which they are used.
According to Hahn [14] “The major contribution of the statistical plan was to add discipline to the experiment and to help ensure that it would result in as valid conclusion as possible, subject to the constraints imposed by the testing situation”.
If the pre-design is done correctly, it is not too hard to choose a good DoE . To choose design involves the consideration of sample size (number of replicates), the selection of a suitable run order for the experimental trials, and the determination of whether or not blocking or other randomization restrictions are involved.
Generally, factorial designs (with all several special cases of the general factorial design) are very efficient tools when an experiment involves several factors and it is necessary to study the joint effect of the factors on a response.
It is good to remember that the experiments performed with the DoE are iterative. It would be a mistake to schedule a single, large, exhaustive experiment, because this methodology is based on progressive acquisition of knowledge. Two main phases can be identified: screening and optimization.
Typically, screening or characterization experiments are used to determine which process parameters affect the response. The next phase is the optimization, which has the scope to determine the region in the important factors leading to the best possible response.
After the definition of the experimentation objective and the study of the literature about the state of the art of technological contest, it is possible to draw up the first draft list of factors. When the list is ready the research team could select the control factors from it, as a first trial. The process is iterative until the final definition of the experimental plan.
Figure 2 shows an example of table where the list of factors has to be collected.

List of control factors, held-constant factors, noise factors
Following, a screening testing section about waterjet machining is presented in detail.
2 Technological Context: Waterjet Machining
The development of novel high performance materials comes along with new requirements for machining strategies. If the workpiece consist of harder material than the tool, it is possible to use more wear-resistant but also cost-intensive cutting materials and tool coatings or to use hybrid processes, e.g. the application of a short time softening of the workpiece material by using heat treatment [15].
An alternative promising procedural principle is the use of an abrasive waterjet as tool. Based on the machining character the abrasive waterjet machining can be assigned to cutting processes with geometrically undefined cutting edge. According to the beam character, the waterjet may cause several machining results, including: cleaning, roughening, decoating, engraving, removal and cutting [16]. In comparison to other machining strategies, the abrasive waterjet can be applied for different machining procedures, e.g. two-and three-dimensional cutting, milling, turning, drilling, structuring or polishing.
The main advantage of this principle is that machining takes place almost without process forces. So it is suited especially for brittle materials [17]. In particular, water abrasive finejet machining enables the fabrication of most filigree contours which could not or only at a limited extent be manufactured during the main forming process of ceramics at adequate quality.
The material removal of difficult to machine materials, especially Aluminium Oxide, by using an abrasive waterjet, will be described in detail below. The following practical example shows the necessity of DoE for understanding the newly developed process of surface machining. The goal of the investigation is to receive as much information as possible about the effects of parameter adaption with the smallest possible amount of work to reduce cost and time.
As a consequence of the great variety of purity and the possibilities to manufacture high performance ceramics, it is not possible to make general statements about the machining parameters and the consequential machining results. Equal to this, the high quality machining of technical ceramics by using a water abrasive finejet does require batchwise preliminary inspection of the material removal behaviour. Based on such surveys appropriate machining parameters can be determined.
2.1 Injection Principle
The formation of the abrasive waterjet can be separated in the injection principle and the suspension principle. For the industrial use the injection principle became accepted in a wide range of applications [16]. In this system, the cutting head is built up of three main parts (cf. Figs. 3 and 4).

Principles of the waterjet formation

Cross section of a waterjet cutting head based on the injection principle
The water nozzle, mainly consisting of a metallic body material, contains a nozzle brick made out of sapphire or diamond and is responsible for the formation of a pure waterjet. The pure waterjet causes an underpressure in the mixing chamber due to its high kinetic energy in consequence of the high water pressure. Thus, the abrasive particles aspirate inside the mixing chamber and become entrained with the waterjet through the focusing tube. This tube is responsible for the acceleration and the moving direction of the particles. The abrasive material is the most important element of the abrasion during the machining process, the water itself, with velocities up to 840 m/s when using the experimental equipment, does only serve in order to speed up the abrasive particles [16, 18].
2.2 Water Abrasive Finejet Machining
In contrast to conventional waterjet machines, machining with the water abrasive finejet is characterized by its higher machining accuracy due to better axis positioning as a consequence of its modified machine kinematics as well as the reduced beam diameter. While in conventional applications a waterjet diameter of 0.8–1.0 mm is being used [18], a beam diameter of 0.3 mm is utilized for the described application by the selection of the right nozzle circumstances and an appropriate abrasive grain size. However, the energy inside the waterjet is also being reduced as a consequence of the reduction of the beam diameter. This results in the fact that several component thicknesses and materials cannot be cut in adequate quality anymore [19]. Yet, for surface structuring with a waterjet (cf. III of Fig. 5), the reduced beam energy at an abrasive waterjet diameter of 0.3 mm is beneficial because the control of the material removal is better during the process.

Volume flow rates at different water pressures—Water Abrasive Finejet versus conventional Abrasive Waterjet
2.3 Field of Application
2.3.1 Cutting
Conventional waterjet cutting machines have been especially developed for cutting mainly plane materials. Since about the middle of the 2000’s the machining trend has first changed to the processing of three-dimensional workpieces by upgrading machines with more motion axes as well as to precise machining with reduced beam diameter.
Basically, every sort of material, except diamond, can be machined by the abrasive waterjet. Smooth and thin materials can be machined by using a pure waterjet. In contrast, for hard and difficult to cut materials, abrasive particles inside the waterjet can become essential for an efficient cutting process [16, 20]. For conventional applications, garnet sand is being widely used as abrasive material.
The high kinetic energy of the cutting jet, which also must not be underrated after the exit below the cutting zone, requires a beam catcher mostly in terms of a water basin. By the deviation of the water beam into the basin it can be guaranteed that the kinetic energy of the waterjet decreases to a non-hazardous stage.
2.3.2 Surface Structuring
For surface structuring and material removal via abrasive waterjet, garnet sand has proved to be the best kind of abrasive material. Indeed the material removal rate for machining hard materials is low, but there is better controllability of the process regarding the depth of penetration and the generation of certain surface roughnesses.
Conventional waterjet machines are only of limited suitability for structuring workpiece surfaces with a reflecting water beam. Because of the fact, that the water beam does not pierce the semi-finished products, a water basin is not essential.
Yet, the developed water fog and the reflecting beam itself stress the guides and axes of the machine as well as the cutting head very intensely. Besides the pollution with water there is the influence of the highly abrasive particles, which does especially cause abrasive wear at the machine axes. The cutting head receives long-term damages by the high kinetic energy of the reflecting water beam. Therefore, particular precautions such as splash guards and encapsulations have to be arranged to avoid damages.
Once the systems engineering requirements are accomplished, a great variety of surfaces can be fabricated by the use of the waterjet (Fig. 6). Besides constant material removal for example for machining pockets, it is possible to manufacture surface reliefs, functional surfaces or even engravings on the base material. The controllability of this machining strategy on high performance materials opens the market for new fields of application for different kinds of industrial sectors.

Variety of application for machining Alumina with the Water Abrasive Finejet
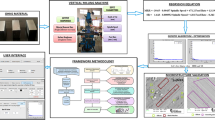
3 Experimental Equipment
3.1 Equipment
The abrasive waterjet machine used for the study has especially been developed at Technische Universität Chemnitz for machining with a reduced beam diameter of 0.3 mm (Fig. 7). The motion in x- and y-direction takes place with the movement of the clamping table. The motion in z-direction is being operated by the cutting head. In addition to this, two rotational axes at the cutting head guarantee simultaneous five-axes machining at setting angles of the waterjet in every variance.

Experimental equipment
The water nozzle, consisting of a sapphire stone, has an inner diameter of 0.1 mm while the focus nozzle, which corresponds to the effective beam diameter, has a size of 0.3 mm in diameter.
3.2 Challenges of Data Recording
As a result of the high kinetic energy of the water during machining inside the cutting head, the abrasive effects of the abrasive particles and the adverse conditions inside the workspace (as a consequence of water fog development, splash water, the reflecting water beam during surface machining itself and the pollution by abrasive particles), reliable online-measurement of the material removal is not possible by using sensor systems. Additionally, every kind of material and the variety of mechanical properties of each material load does cause different material removal behaviour. Even the change of the surface quality of the semi-finished product has an influence on the machining result. In addition, size and form of the workpieces play a role in data acquisition, for example during structure-borne sound measurement. Further, unchangeable effects on the machining result are: the nozzle diameter proportion, the length of the focus nozzle, geometric characteristics inside the cutting head, the accuracy of nozzle orientation, wear of the nozzles, characteristics of the high water pressure and abrasive particle supply, quality of abrasive particles and more. For these reasons, a stable and widely applicable online-monitoring cannot give information about the material removal, neither with optical nor via noise or structure-borne sound.
The huge variety of determining factors requires practical tests for each machine setting in every case of application.
To reduce costs and time and nevertheless to obtain meaningful information, the method of DoE is being applied.
4 Set-up, Design and Testing Phase
4.1 Machine Set-up
During the first step of the examinations, both the control and the held constant factors have been determined. It is important to have good knowledge about the observed machine, its characteristics and the possible influences on the machining process itself as the disregard of particular parameters can have major implications for the machining result. For this reason, it is advisable to always involve technical personal and experts for each application. The adjustable parameters, as shown in Table 1, can be categorized into cutting factors, abrasive factors and hydraulic factors.
Cutting factors are the parameters adjustable by the CNC control unit. They define the exact motion-sequences the cutting head performs during machining. Arising from the use of preliminary examinations on different types of material it became apparent, that the ideal distance between the focus nozzle tip and the workpiece surface is 0.6 mm when a beam diameter of 0.3 mm is being used.
If the cutting head is being placed closer to the workpiece surface, the machining quality does not increase. Quite the contrary, the risk of a collision between the focus nozzle and the workpiece arises when the workpiece material is uneven.
As a quintessence of surface structuring, it is possible that the process gets interrupted due to the reflection of the water beam back inside the cutting head. In this case, the cutting head could even be damaged. In addition to that, due the focus nozzle geometry it is necessary to increase the distance between the focus nozzle and the surface of the ceramic workpiece for realizing a defined angle adjustment. For this reason the stand-off distance (d) has been increased to the minimum possible distance of 1.0 mm. The distance has been set as a held constant factor as further increasing of the gap would only cause a reduction of the kinetic energy inside the water beam as a consequence of fanning-out.
The traverse path strategy has an essential influence on the manufactured surface character. There are versatile possibilities to vary this parameter and according to this the machining result, so, for example crosswise, line by line or helical movements of the cutting head do cause varying surfaces of the pockets ground. During the first step of a crosswise movement, which is equal to line by line machining, material is being removed with a defined standoff-distance. During the second crossing step the machining takes place on the already machined surface. This means that the standoff-distance is not defined anymore if there had not been some pre-experimental studies before. So, during crosswise machining, no constant conditions are available. For machining a homogenous surface via spiral movement, it is necessary to adjust the nozzle traverse speed continuously to reach a constant effective velocity. That is why this type of movement is also not appropriate for fundamental studies. Finally the machining strategy has been set constant as line by line, because impairments are not expected as a result of the machining position.
The impact angle on the surface along the feed direction (α) has been set to be perpendicular to the workpiece surface as a held constant factor. The reason for this is the initially unknown material removal behaviour. Similar to cutting with the abrasive waterjet, there is a lag of the water beam due to the reduction of the kinetic energy with an increasing depth of penetration. This means that the waterjet is being pushed away in the opposite direction of the feed direction as a function of the feed velocity, the hydraulic factors, properties of the abrasive material supply and the workpiece material. Because of the fact that the lag is unknown during the use of different parameter settings, the angle has been set constant perpendicular to the feed direction.
It is known that an angle adaption vertical to the feed direction does change the contour of the machined gap. This means that the surface quality of the pocket ground does also change crucially. For evaluating this influence, the angle (β) has been set as a control factor. The cutting head is being positioned between 0° and 15°.
Another factor, that must have an influence on the surface quality in theory, is the distance between every single movement direction line, the so-called offset distance (l) (Fig. 8). Due to the knowledge that the stock removal is being reduced at the outwards region of the water beam, it can be assumed that different offset distances do cause different surface roughnesses. Since it is the objective to manufacture pockets inside the workpiece material, it is inevitably required to overlap the single gaps. Preliminary tests have shown that offset distances between 0.15 and 0.20 mm are suitable. This means that the offset distance has been set to be a control factor.

Schematic diagram of the machining zone
The nozzle traverse speed (v f ) also belongs to the group of the cutting factors. It is expected that a higher traverse speed does cause a reduced depth of penetration of the waterjet inside the workpiece material. Randomized tests have shown that velocities between 2 and 3 mm/s are the best configuration for surface machining of this kind of material.
Abrasive factors are all variables that are linked with the particles being added to the water beam, including the kind of abrasive particles, the grain size and the amount of abrasive material per time unit.
For industrial use, garnet sand is generally being used as abrasive material. The advantage of this material is that it is relatively low priced but nevertheless well suited for machining conventional workpiece materials. Especially for hard, difficult to cut material, it is possible to use harder abrasive particles, such as ceramic materials like Silicon Carbide, Boron Carbide or Aluminium Oxide. Though the cutting performance is much higher , hard abrasive particles are not appropriate for selective surface structuring. This fact comes along with strong increasing of wear mechanisms inside the cutting head and the focus nozzle. Wear as a disturbance variable affects the machining result.
So, as a noise factor, wear has to be avoided as far as possible. For this reasons, only garnet sand (Bengal Bay Garnet®) has been used as abrasive material.
According to experience, grain sizes between 90 and 125 microns are suitable for reliable machining with a waterjet having a diameter of 0.3 mm. So the abrasive particles have been sieved to this range size and set as held constant factor. As the abrasive particles are responsible for the material removal, the abrasive flow rate does play a major role during surface structuring. The abrasive flow rate (ṁ) has been set as a control factor. It has been varied in a range between 6.38 and 13.62 g/min to observe the effect of the change of particle quantity on the surface quality and the depth of penetration. This range has in preliminary tests been identified as useful for material removal with adequate surface quality.
Hydraulic factors describe the parameters which are responsible for the characteristic of the waterjet. A change of those parameters will have an influence on the jet velocity, in other words the kinetic energy of the water beam after leaving the water nozzle, as well as on the effective waterjet diameter. The nozzle proportions have been held constant. The diameter ratio between water nozzle and focusing tube (d w /d f ) has to be approx. 1:3 for optimized fluidic conditions inside the water beam [21–23]. Thus, 0.3 mm as beam diameter is the minimum possible diameter to work reliably with a waterjet based on the injection principle. By using the water abrasive finejet it is possible to manufacture pockets and even surface structures at smallest dimensions.
The focus nozzle length (l f ) has also been set as a held constant factor. It was set to be 23.8 mm in length.
The only hydraulic parameter that has been varied during the examination was the water pressure (p). For conventional waterjet cutting pressures between 3000 and 4000 bar are being used in industrial applications. When the waterjet is used for surface structuring, the beam is totally reflected. The reflecting water beam still contains residual kinetic energy, so there is the risk of impairing the cutting head itself or other components of the machine. Moreover, water fog that is loaded with abrasive particles develops inside the workspace. This mixture can damage tracks and drives. A reduction of the water pressure does contain the stressing of the machine. Besides that, pre-experimental investigations have shown that a reduction of the water pressure causes a better controllability of material removal from the workpiece. For this reason, the pressure has been examined in a range between 1300 and 1800 bar during the experimental study.
In addition to the constant and varied parameters also noise factors have an influence on the result, although they are not capable of being actively influenced.
One part of this is the nozzle wear. To prevent nuisances under this effect, it is necessary either to replace the nozzles frequently or to check them in definite time steps with regard to damage or wear. Moreover, the clamping of the workpiece as well as the constitution of the workpiece material itself can have undesired effects on the result of the machining process. In addition, there are deviations during water pressurization and in the quality of the abrasive material. To exclude such influences, repetitions under the same parameter adjustments will be absolutely necessary.
In order to evaluate the machining results response variables are being used to achieve definite information about the quality as well as the economy of the machining. A quality criterion is the surface quality of the bottom of the manufactured pocket. Here, the arithmetic roughness Ra is being used as characteristic value. To receive information about the economy, the depth of penetration is being evaluated, linked with the material removal rate per time unit.
4.2 Design of Experiments
Basic statistical methods applied, as factorial design and ANalysis Of VAriance (ANOVA) , are extensively described in literature [4]. Therefore, they have been applied in this paper without any explicit introduction or analytical formulation.
As extensively discussed before, the use and the implementation of pre-design guide sheets allowed the team to carry out the best design of experiment.
In this screening experimental stage a fractional factorial design 25−1 was adopted, after the evaluation of every choice taken into account from the research team and listed in the pre-design guide sheets (Fig. 9). No main effect or two-factor interaction is aliased with other main effects or two-factor interactions, because the fractional factorial design 25−1 is a resolution V design (with a defining relation of I = ABCDE and design generator E = ABCD). However, each main effect is aliased with a four-factor interaction, and each two-factor interaction is aliased with a three-factor interaction [4].

Definition of factors in the pre-design guide sheet
The adopted control factors are: water pressure p(A), nozzle traverse speed v f (B) abrasive flow rate ṁ(C), offset distance l(D) and impact angle β(E).
The offset is the distance between every single motion line of the waterjet and has an important effect on the surface conditions. A proper range for the offset distance could be determined by preliminary tests.
The angle β vertical to the feed direction was chosen as control factor because of the knowledge that this factor changes the geometry of the gap and thus has an influence on the overlapping zones of parallel manufactured lines.
With the exception of the control factors, each test was performed under the same experimental conditions.
The testing phase should result in the parameter field to be investigated during the main experiments, as shown in Table 2. Tables 3 and 4 show the adopted design matrix and the test matrix listed in run order, respectively. The coded levels of the control factors in Table 3 are adopted from Table 2.
5 Analysis of Results and Technological Interpretation
5.1 Analysis of Variance
As three-factor (and higher) interactions can be attributed to be insignificant for the process, a fractional factorial design of 25−1 has been used to provide reliable data of the main effects as well as two-factor interactions. In order to receive information about the background of the experimental results, the ANOVA was applied. By using this method it was possible to investigate the statistical significance of the main effects and two-factor interactions on the following response variables: arithmetical mean deviation of the roughness profile and the depth of cut. The analysis has been executed at a 95 % confidence level, which means that at least 95 of 100 confidence intervals, calculated based on the practical measurements, include the true value of the result. Diagnostic checking was successfully performed via graphical analysis of residuals.
Figures 10 and 11, respectively, show the influences of the determined control factors on the response variables roughness Ra and the average machining depth, using Pareto charts of standardized effects (α = 0.05).

Pareto chart of standardized effects (α = 0.05) for roughness Ra

Pareto chart of standardized effects (α = 0.05) for depth of cut
5.2 Statistical Results
The main effect of one single factor is calculated by the mean of every parameter combination at the individually adjusted level of the examined factor. Consequently, the main effects plot shows the change in response occurring by means of a change in the level of the observed factor. If the difference of the response between the levels of one factor is not the same at all levels of the other factors of the investigation, then factors do interact, that means the level of one factor has an influence on the result being achieved during a change of another factor’s level.
Figures 12 and 13 show the main effects and interaction effects of the control factors of the response variable roughness. For this response variable, all control factors are significant terms in a confidence level of 95 %.

Main effect plots for roughness Ra

Interaction plots for roughness Ra: a DE, b BE and c AE
In the interaction plots of the significant two-factor interactions between impact angle and offset (DE), impact angle and traverse speed (BE) and impact angle and pressure (AE), it is evident that the influence of particular levels of the offset (D), the traverse speed (B) and the water pressure (A) is generally smaller at the investigated lower level of the impact angle (E).
The influences on the depth of cut are shown in the main effects plot in Fig. 14 and in the two factor interactions in Fig. 15. The significant terms, also illustrated in the Pareto-chart of the standardized effects (α = 0.05) for the response variable average depth of penetration (Fig. 11), are the main effects of pressure (A), traverse speed (B), abrasive flow rate (C), offset (D) and the interaction between traverse speed and abrasive flow rate (BC) as well as the water pressure and the impact angle across the feed direction (AE).

Main effect plots for depth of cut

Interaction plots for depth of cut: a BC and b AE
5.3 Technological Interpretation
As already known from versatile publications and experiences, the main effects plot shows that high water pressure causes a large machining depth. This fact is directly linked with a higher roughness of the surface (cf. Figs. 14 and 12, respectively). As it is known from abrasive waterjet cutting, the kinetic energy of the waterbeam is being reduced with increasing machining depth. During cutting, the thesis can be verified by the feed marks in the lower areas of the cutting line. When structuring surfaces, the reduction of the abrasive water beam energy as a consequence of increasing depth of penetration can be observed via the roughness value of the machined ground level. Regarding the interconnection between the water pressure and the impact angle diagonally to the feed lines [β (cf. Fig. 8), Label E] in the interaction plot for the roughness, it becomes evident that the angle (E) has only a negligible effect on the surface roughness when using a water pressure (A) of 1300 bar (Fig. 13c). When setting the water pressure (A) to the maximum value of the observed pressure range (1800 bar), the surface roughness decreases in quality at an impact angle (E) of 15°. This behaviour can be attributed to the different flow conditions at a change of the impact angle. When setting the angle (E) to 0°, the waterbeam strikes the workpiece surface perpendicularly. As a result, there is a total reflection of the water impeding the arriving waterjet. Consequently, the effective kinetic energy of the abrasive waterjet being responsible for the material removal is reduced at an impact angle of 0°. When using an impact angle of 15°, the value of the reflected water having an influence on the energy of the arriving waterjet is significantly lower. This means that the machining depth is higher and the surface quality becomes worse in contrast to the angle set-up of 0°, due to the reason named before.
Considering the plots, the kinetic energy of the reflecting waterbeam at the low modulation of pressure (1300 bar) must be unimportant for the effect of the waterjet impact, as the results of the different machining angles on the surface quality are almost equal.
Another explanation for the machining result is the secondary effect of the reflecting water on the surface quality. Using the maximum value of water pressure (A) causes a reflecting waterjet with high kinetic energy, which has an influence on the already manufactured surface, especially when setting the impact angle (E) to 0°. An angle adjustment of 15° results in the fact that the reflecting water takes course towards the unmanufactured offset-direction. This means that there is probably no surface softening on the already manufactured surface.
As expected, the cutting depth is strongly dependent from the motion velocity of the abrasive waterjet (B). A small feed velocity provokes a higher cutting depth as a consequence of a higher application of the waterbeam energy on one point of the workpiece. However, this is accompanied by a simultaneously higher surface roughness (cf. Figs. 14 and 12, respectively). As shown in the interaction plot Fig. 13b, the highest material removal takes place at a low feed rate (B) and an impact angle (E) of 15° due to the factors mentioned above.
The Pareto chart in Fig. 10 figures out that the offset distance (D) is the most influencing parameter on the arithmetical mean deviation of the roughness profile. In general, a low offset distance (D) has a positive effect on the roughness. The reason for this is the fact that the material removal during line by line machining is not constant across the machining width due to the circular cross section of the abrasive waterjet. Using the wrong offset distance will consequently cause a comb-shaped surface. So for this application, an offset distance (D) of 0.15 mm has proved to be the beneficial value concerning the roughness Ra.
Depending on the field of application, it has to be deliberated whether the combination between material removal and surface condition is acceptable. In the case of the conducted investigations the goal was to manufacture pockets in a short time at acceptable quality. The ANOVA has shown that treatment VII, whose levels of factors are water pressure (A) 1300 bar, traverse speed (B) 2 mm/s, abrasive flow rate (C) 13.62 g/min, offset distance (D) 0.15 mm and impact angle vertical to the feed direction (E) 0°, is the best parameter combination in order to achieve a high material removal rate (MRR = 7.6 mm3/min; depth = 0.44 mm) at an adequate surface quality (Ra = 14.2 µm). For further improving of the machining result, more experimental studies could be possible with a variation of the machining strategy or other control factors on the basis of this experimental stage. Further machining steps are conceivable as well after a raw stock removal with investigated machining parameters for finishing the surface by structuring the workpiece over again.
6 Conclusion and Remarks
The results obtained in the presented applications have shown the strategic role that a systematic approach to plan a DoE plays in technological process innovation.
To improve the use of this technique, it is necessary to find the means of bringing together statistical concepts and practical knowledge in technical areas such as material science or mechanical engineering. The pre-design guide sheets proposed in this chapter and successfully adopted by the authors in other technological context are useful for this purpose.
The investigations have shown that a statistical approach on structuring surfaces of Aluminium Oxide by using abrasive waterjet is a good way to examine the influences of the different adjustable working parameters on the response variables. It was also shown that abrasive fine waterjet machining is a good way to reproduce several surface conditions of filigree and brittle workpieces with notable process stability. Based on the analysis of the results it is possible to predict the machining results of 96 % Aluminium Oxide, such as depth of cut and surface quality with appropriate systems engineering in a reasonable tolerance zone. Thus, the applied method of trial and error will not be necessary, which causes better cost efficiency. This method of finishing high performance ceramics may open a new range of applications such as medical appliances, bearing technologies and more.
Overall, the research activities are the introduction for a new manufacturing process. For further investigations it will be useful to focus on the parameter range round treatment VII. To enhance the process, it will also be necessary to establish more control factors in future investigations, e.g. the variation of abrasive particle size and material, or to switch the parallel offset motion to different machining patterns.
References
Czitrom V (1999) One factor at a time versus designed experiments. Am Statist 53(2):126–131
Fisher RA (1971) The design of experiments, 9th edn. MacMillan, New York. ISBN 0-02-844690-9
Wu CFJ, Hamada M (2000) Experiments. Wiley/Interscience, New York
Montgomery DC (2005) Design and analysis of experiments. Wiley, New York
Box GEP, Hunter JS, Hunter WG (2005) Statistics for experimenters—design, innovation and discovery, 2nd edn., Wiley series in probability and statisticsWiley, New York
Ilzarbe L, Álvarez MJ, Viles E, Tanco M (2008) Practical applications of design of experiments in the field of engineering: a bibliographical review. Qual Reliab Eng Int 24:417–428
Tanco M, Viles E, Álvarez MJ, Ilzarbe L (2010) Why is not design of experiments widely used by engineers in Europe? J Appl Stat 37(12):1961–1977
Costa NRP, Pires AR, Ribeiro CO (2006) Guidelines to help practitioners of design of experiments. TQM Mag 18(4):386–399
Montgomery DC (1999) Experimental design for product and process design and development. The Stat. 48(2):159–177
Coleman DE, Montgomery DC (1993) A systematic approach to planning for a designed industrial experiment. Techometrics 35(1):1–12
Palumbo B, De Chiara G, Marrone R (2008) Innovation via engineering and statistical knowledge integration. In: Erto P (ed) Statistics for innovation, statistical design of continuous product innovation. Springer, Berlin, pp 177–190
De Chiara G, Marrone R, Palumbo B, Tagliaferri F (2011) A systematic approach to process improvement via design of experiments: a case study in tack-welding process. In: Proceedings of 10th A.I.Te.M. conference “enhancing the science of manufacturing”, Naples, 12–14 Sep 2011, p. 12
Dittrich M, Dix M, Kuhl M, Palumbo B, Tagliaferri F (2014) Process analysis of water abrasive fine jet structuring of ceramic surfaces via design of experiment. In: Procedia CIRP, 6th CIRP international conference on high performance cutting (CIRP HPC2014), vol 14, pp 442–447
Hahn GJ (1984) Experimental design in the complex world. Technometrics 26(1):19–31
Brecher C, Emonts M, Rosen CJ, Hermani JP (2011) Laser-assisted milling of advanced materials. Phys Proc 12:599–606
Awiszus B (2012) Grundlagen Der Fertigungstechnik, 5., aktualisierte Aufl. Leipzig: Fachbuchverl. Leipzig im Hanser-Verlag, pp 192–200
Shukla M (2013) Abrasive water jet milling. In: Davim JP (ed) Nontraditional machining processes: research advances. Springer, London pp 177–204
Neugebauer R (2012) Werkzeugmaschinen. Aufbau, Funktion und Anwendung von spanenden und abtragenden Werkzeugmaschinen. Springer Vieweg (VDI-Buch), Berlin [u.a.], pp 241–251
John Rozario Jegaraj J, Ramesh Babu N (2005) A strategy for efficient and quality cutting of materials with abrasive waterjets considering the variation in orifice and focusing nozzle diameter. Int J Mach Tools Manuf 45:1443–1450
Westkämper E, Warnecke HJ (2002) Einführung in die Fertigungstechnik. Mit 9 Tabellen. 5. überarb. und aktualisierte Aufl. Stuttgart, Leipzig, Wiesbaden: Teubner (Teubner-Studienbücher: Technik), pp 152–154
Hashish M (1991) Optimization factors in abrasive-waterjet machining. ASME J Eng Ind 113:29–37
Singh PJ, Chen W, Munoz J (1991) Comprehensive evaluation of abrasive waterjet cut surface quality. In: Proceedings of sixth American waterjet conference, Houston, pp 139–161
Momber AW, Kovacevic R (1998) Principles of abrasive waterjet machining. Springer, London
Acknowledgments
This work has been developed within the research line “Statistics, QUAlity and REliability” (SQUARE) of the Joint Laboratory “Interactive DEsign And Simulation” (IDEAS) between the University of Naples Federico II (Italy) and the Fraunhofer Institute for Machine Tools and Forming Technology IWU of Chemnitz (Germany).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Tagliaferri, F., Dittrich, M., Palumbo, B. (2016). A Systematic Approach to Design of Experiments in Waterjet Machining of High Performance Ceramics. In: Davim, J. (eds) Design of Experiments in Production Engineering. Management and Industrial Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-23838-8_4
Download citation
DOI: https://doi.org/10.1007/978-3-319-23838-8_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-23837-1
Online ISBN: 978-3-319-23838-8
eBook Packages: EngineeringEngineering (R0)