
Abstract
Increasing concern over material usage and its impact on the environmental have escalated the growth of green composite materials. There are tremendous opportunities where conventional mineral and synthetic-based materials can be replaced with green composite materials. Before green composites can be used to manufacture various products, it is important to understand their processing steps and optimize process parameters. Past researches on green composites were focused mostly on characterization, and less research can be found in manufacturing of green composites. Common technologies include but are not limited to injection molding, extrusion, thermoforming, and compression molding. In this chapter, manufacturing process of green composites via compression molding and thermoforming is developed based on patents and literature review. Main emphasis is given toward key processing steps, such as material selection, preprocessing, semifinished product manufacturing, and green composite fabrication. Moreover, processing data of some commercially available green composites and biopolymers is summarized.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Green composites
- Compression molding
- Thermoforming
- Material selection
- Semifinished product
- Prepregs
- Composite fabrication
3.1 Green Composites
There is a growing trend in plastic part manufacturers for processing new class of composite materials, called green composites for reducing the environmental impact and reducing the cost of raw materials (Reddy and Yang 2011). These composites offer practical solution to conventional glass-fibre-reinforced or mineral-filled plastic composites where renewability and sustainability of materials were compromised (Thakur et al. 2013). Green composites can be defined as the combination of two or more materials completely from renewable sources. For example, composites containing natural fibre and biopolymers or the combination of two biopolymers (Ben and Kihara 2007; Gejo et al. 2010) Natural fibre are carbohydrates derived from various plant sources, while biopolymers are usually derived from plant-based sugars, starch, proteins, or vegetable oils (Ben and Kihara 2007). Most of the research and development work in the past focused on composites from natural fibre reinforced with polyolefins and thermosets (Ben and Kihara 2007; Reddy and Yang 2011). With these composites, there are concerns regarding their end-of-life recycling and disposal (Gejo et al. 2010). Hence, the research focus has shifted toward green composites that come from 100 % renewable source and are completely biodegradable after the product life (Takemura 2010). In recent years, few applications of green composites are found in food and packaging, agricultural, automotive, and medical industry. Most commonly used natural fibres are wood, hemp, flax, wheat, jute, sisal, coconut, banana, and bagasse. Recently, micro- and nanocellulose from plants, algae, and bacteria are also being studied as a new source of natural fibre reinforcements (Reddy and Yang 2011). Commonly studied biopolymers are soy-based epoxy, starch, proteins polycaprolactone (PCL), polyhydroxybutyrate (PHB), polylactic acid (PLA), polyester amide 11 (PA11), and polyvinyl alcohol (PVA) (Reddy and Yang 2011; Takemura 2010). Among these, PLA has seen much commercial success while PHB and PA11 are also slowly emerging (U.S. Patent No. US20100170649 A1 2010a).
Most common processing technologies for green composites are injection molding, compression molding, extrusion, thermoforming, pultrusion, and resin transfer molding (RTM) (Faruk et al. 2012). Study by Altun et al. (2013) used injection molding to manufacture wood flour and PLA composites, while Hu et al. (2012) used compression molding to manufacture jute and PLA composites. Other study reported use of thermoforming (Chang et al. 2009) and RTM (Faruk et al. 2012). Higher demand for plastic composites as a substitute for metal parts has led to series of novel methods that combine these technologies such as direct long-fibre thermoplastics (DLFTs) (Faruk et al. 2012). Broadly, selection of these manufacturing technologies depends on the type and the form of material to be processed, volume of production, capital cost requirement, complexity of the part design, and quality of the part (Sain and Pervaiz 2008). In this chapter, we explore the fabrication process for green composites via compression molding (CM) and thermoforming (TF). Basic processing steps and their features are briefly summarized with the emphasis on green composite materials.
3.1.1 Compression Molding and Thermoforming
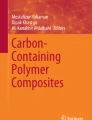
In compression molding, thermoplastic or thermoset material (in the form of granules, sheet, or prepregs) is melted in the mold cavity under heat and pressure, followed by cooling and part removal after it is cured (solidified) (Faruk et al. 2012; Onal and Adanur 2005). In thermoforming, a thermoplastic sheet is heated to its softening point and stretched over into a single-sided mold and holding in place while it cools and solidifies to form a desired part (Erchiqui et al. 2009; Klein 2009). Schematic of CM and TM process is shown in Fig. 3.1. From the production point of view, CM is usually used for complex part designs and TM for simpler part designs. However more and more complex parts are being thermoformed due its increasing use (Erchiqui et al. 2009). Part quality requirement is also another consideration for the selection of CM and TF. CM is also used in relatively higher-quality parts as compared to TF because of fewer knit lines and less fibre-length degradation (Faruk et al. 2012). However inconsistencies as a result of incomplete mixing of fibre with resin may persist in CM if fibre yarns or fibre mats are used (Cheng 2009). Likewise, stretching process in TF creates nonuniform wall thickness which is undesirable for higher-quality parts with tight geometric tolerances (Klein 2009). Some other features of CM and TF are summarized in Table 3.1.

Schematic diagram of (a) compression molding and (b) thermoforming (via vacuum) process
3.2 Fabrication Process
During fabrication of green composites, processing parameters determine the extent of morphological changes, surface interaction, and chemical cross-linking between constituents of green composite (Gällstedt et al. 2004). Understanding of these phenomena is significant for gaining fundamental knowledge of processing window. Processing of green composite is different to traditional polymer composite due to changes in rheological behavior, thermal instability, tendency to water absorption, and morphological differences within natural fibre types and species (Sain and Pervaiz 2008). Natural fibres and biopolymers exhibit viscoelastic behavior causing a change in its flow characteristics (Sain and Pervaiz 2008). Fewer studies on the flow behavior of natural fibre-filled systems showed increase in viscosity of the composites with fibre content and reduced processability (La Mantia and Morreale 2011). On the other hand, biopolymers like PLA are crystalline and exhibit poor flow properties (Lim et al. 2008). Their degradation starts at temperature above 190 °C and narrows at the processing window (Zampaloni et al. 2007). Moreover, hydrophilic nature of natural fibre reduces fibre-matrix adhesion and fibre dispersion which are keys for processing within preferred output rates (Thakur et al. 2011b). Other challenge is that natural fibres from different plant sources are different in chemical composition and morphology making them even more difficult to process (Faruk et al. 2012).
Compression molding and thermoforming are secondary processes because they both involve preprocessing of selected materials to manufacture semifinished products such as sheets, granules, or prepregs (Du et al. 2010; Klein 2009). Fabrication of green composites via compression molding and thermoforming can be divided into following four basic steps (Fig. 3.2):

Flowchart of green composite fabrication process using compression molding and thermoforming
-
1.
Material selection
-
2.
Material preprocessing
-
3.
Semifinished product manufacturing
-
4.
Green composite fabrication
3.2.1 Material Selection
3.2.1.1 Material Selection Criteria
Raw material selection starts early in the product development process. Selection is based on considerations such as cost, functional properties, and processability of green composites (Erchiqui et al. 2009). Lower raw-material costs and lower processing temperature for green composites have resulted in overall cost benefit to the manufactures (Nilsson et al. 2012). Next criterion for material selection is to achieve mechanical, physical, and thermal properties as per part specification (Gejo et al. 2010). Moreover, properties such as melt viscosity, specific heat capacity, thermal conductivity, and crystallinity affect their processing (Lim et al. 2008; Menzel et al. 2013). Higher melt viscosity can lead to problems such as unwanted molecular orientation and internal stress in the downstream processing (Menzel et al. 2013). This property is also critical for maintaining good flow of the melt and reducing the processing time. Besides, specific heat and thermal conductivity of the polymer dictate how much energy is required to heat and cool the mold during compression molding and thermoforming. Another material property specific to thermoforming process is the areal draw ratio (ADR). It is defined as the ratio of area on formed part to area prior to forming. Typical ADR value for commonly thermoformed materials ranges from 3.4 to 8.0 (Klein 2009).
3.2.1.2 Overview of Raw Materials for Green Composites
Natural fibres, polymers, and additives are common raw materials in green composites. Among natural fibre and polymers, cellulose-PLA (Frone et al. 2011; Wang and Drzal 2012), kenaf-PLA (Ben and Kihara 2007), jute fibre-wheat gluten (Reddy and Yang 2011), wheat gluten-cellulose, and PHA with hemp, jute, or flax (U.S. Patent No. US20080160567 2011) were previously used. The composition of natural fibres usually ranged from 40 to 75 % in compression molding and 15 to 50 % in thermoforming (Ayrilmis and Jarusombuti 2010; Takagi 2011). In case of micro- and nanocellulose fibres and PLA, fibre content greatly varied between 2 and 32 % (Cherian et al. 2011; Wang and Drzal 2012). In addition to fibre and matrix, various additives are used to enhance processing by better wetting and dispersing fibres in the polymer matrix (Wang 2011). Types of additives include lubricants, dispersants, plasticizers, release agents, stabilizers, and various processing aids. Based on several studies, recommended compositions of additives were 1–5 % (by weight) for green composites (La Mantia and Morreale 2011; Zampaloni et al. 2007).
3.2.2 Preprocessing
3.2.2.1 Fibre Preparation
Commonly, natural fibres in bales, silos, or wood chips are predigested using mechanical, chemical, thermal, enzymatic, or combination of these methods to separate fibre bundles (Du et al. 2010; Faruk et al. 2012; Sain and Pervaiz 2008). Depending on the source of natural fibre, they can be categorized as core fibre, wood fibre, seed fibre, leaf fibre, bast fibre, etc. (Faruk et al. 2012). Despite their source, basic chemical components are cellulose, hemicellulose, and lignin (Sain and Pervaiz 2008). Among these, cellulose fibres are more commonly used as a reinforcement in composites (Faruk et al. 2012). Most studies use cellulose fibres in fibre bundle form, while some refine further into elementary fibres such as microcrystalline cellulose (MCC) and nanocellulose (NC) for higher mechanical properties. An example of acid-hydrolyzed micro-cellulose fibre is shown in Fig. 3.3. In a study by Frone et al. (2011), microfibrils of cellulose were prepared by mechanical grinding and solution-casting technique, while MCC were prepared by acid hydrolysis. In another study, combination of acid hydrolysis and steam explosion was used to isolate cellulose nanofibres from pineapple leaf (Cherian et al. 2011). Combination of two or more pretreatment methods is recommended for higher micro- or nanofibre yields (Immonen et al. 2013).

Wood-based micro-cellulose fibres after acid hydrolysis (courtesy of CBBP, University of Toronto)
3.2.2.2 Drying
Drying of natural fibre and biopolymers is a crucial step in green composite processing. Depending on the industrial setup (in-line vs. batch downstream process), drying may be required prior to pretreatment, compounding, and/or composite fabrication process. Various studies suggested drying of natural fibres to 1–3 % and biopolymers below 1 % humidity prior to processing (Ayrilmis and Jarusombuti 2010; La Mantia and Morreale 2011). La Mantia and Morreale (2011) recommended that small amount of humidity may help to soften the cellulose fibre during processing. Drying time and temperature varied greatly for natural fibre and biopolymers among various studies. Frone et al. (2011) dried PLA pellets and MCC fibres in an oven for 9 h at 80 °C and 24 h at 30 °C, respectively. Other studies dried fibres at 80 °C prior to compounding; however, the time varied between 4 and 48 h (Sawpan et al. 2011; Zampaloni et al. 2007). For drying most natural fibres, recommended drying practice is 80 °C for 4 h.
3.2.2.3 Fibre Pretreatment
The basic principle behind pretreatment is to chemically modify the fibre surface by binding the sizing agents or by changing the thermodynamics between fibre and matrix (U.S. Patent No. US20080160567 2011). Various physical and chemical fibre pretreatment methods are used to enhance interfacial bonding (U.S. Patent No. US7208221 B2 2007). Among physical methods, homogenization and vacuum treatment are used; however chemical methods are more common (Takagi and Asano 2008; Zampaloni et al. 2007). Among chemical methods, fibre treatment with surfactants, alkali, acid hydrolysis, silanes, and isocyanates are more common. In a study by Thakur et al. (2011b), cellulosic fibres were mercerized for better surface adhesion with methyl acrylate and reduced water absorption properties. Frone et al. (2011) used 10 % APS (3-aminopropyltriethoxysilane) and acid hydrolysis to remove amorphous regions in cellulose fibres. In Fig. 3.4, FTIR (Fourier Transform Infrared Spectroscopy) spectra of APS-treated cellulose microfibril show the formation of Si-CH3 bond. In another study, 7.5 % of epoxy and anhydride-based compatibilizers were used to improve adhesion between cellulose fibre and PLA (Immonen et al. 2013).

FTIR spectra of untreated (MF) and silane-treated (AMF) cellulose microfibril. Adapted from Frone et al. (2011). Copyright 2014. By permission from John Wiley and Sons
3.2.2.4 Modification of Biopolymers
Depending on the types of biopolymers used and their application, modification is necessary to achieve the desired processability and performance properties (Frenz et al. 2008). Biopolymers have poor processability due to lower melt strength, sensitivity to water, and lower impact strength (Imre and Pukánszky 2013; Thakur et al. 2011a). For example, PLA and PHA have relatively lower molecular weight and are brittle limiting their rheological properties during CM and TF (Thakur et al. 2011a). Conventional methods of polymer modification such as plasticization and physical blending are low-cost alternatives but may not achieve desired miscibility with biopolymers (Imre and Pukánszky 2013). In order to overcome this issue, chemical methods such as copolymerization, grafting, and transesterification are most widely used. Study by Okamoto et al. (2009) used various plasticizers (polyester diols) to enhance the ductility and elongation at break of PLA. Another study used combination of chain extension and interfacial modification in PLA/TPS blends to enhance its melt strength and the rheological properties (Li and Huneault 2011). For thermoforming of pea starch, grafting with PCL was used to enhance the elongation to break mechanical properties and reduce the water absorption (Fig. 3.5) (Chang et al. 2009). Some studies also used copolymers to enhance fibre dispersion and improve mechanical properties of biopolymers. Drzal et al. (2009) used polystyrene (PS) to copolymerize soy protein, while Frenz et al. (2008) used chain extenders (Joncryl® from BASF) for PLA, PHA, and PHB. These studies showed that copolymerization enhanced fibre-matrix entanglement leading higher melt strength and larger processing window during compounding and thermoforming process.

FTIR spectra of pea starch and grafted pea starch with polycaprolactone (St-g-PCL). Adapted from Chang et al. (2009). Copyright 2014. By permission from John Wiley and Sons
3.2.3 Semifinished Product Manufacturing
Semifinished products in CM and TF can be in the form of granules, sheets, prepregs, or laminates (Table 3.1). Technologies involved in manufacturing semifinished products can be categorized into compounding and fibre mat technology. Typically, fibre mat technology is used with longer fibres (bast fibres of length 10–30 mm) and compounding technology for shorter fibres (wood fibre, seed fibre, core fibre of length < 10 mm) (Faruk et al. 2012; Reddy and Yang 2011). However, some extrusion technologies such as pull drill and pultrusion are capable of compounding longer and continuous fibres (Faruk et al. 2012).
3.2.3.1 Compounding Technology
Compounding of green composites can be done via extrusion or mixing. Extrusion is a continuous process while mixing is a batch process. Among extrusion techniques, corotating twin screw extruders are commonly used for better compounding of green composites (La Mantia and Morreale 2011). Drzal et al. (2009) used this technology for producing composite sheet from soy flour and starch-based biopolymers. Temperature range was 95–130 °C and screw speed was 100 rpm (U.S. Patent No. US20060043629 A1 2009). Author also recommended maintaining processing conditions during extrusion if biopolymers are copolymerized with other biodegradable polymers due to their high susceptibility to denaturing. In another study, melt extrusion was used to make composite sheets from laminated PHA with woven natural fibre (U.S. Patent No. US20080160567 2011). Among mixing technologies, dry blending is the most common method for mixing polymer, additives, and natural fibre (Ayrilmis and Jarusombuti 2010; Benthien and Thoemen 2012). This technique is simple and cost-effective but lacks even distribution of raw materials. Frone et al. (2011) used two-roll mill Brabender mixer to produce composite granules at 165 °C and rotor speed of 27 and 22.5 rpm. Another study used low-intensity mixture such as ribbon blender to compound cellulose and PVC (U.S. Patent No. US6971211 B1 2005). Some study also used pre-blended granules of natural fibre and polymer (Benthien and Thoemen 2012).
3.2.3.2 Fibre Mat Technology
In this process, fibre mat or yarns are impregnated with thermoplastic or thermoset resins to form sheets or prepregs (Du et al. 2010). Unlike conventional glass fibres, natural fibres are not usually supplied in rovings or yarns. For manufacturing micro- or nanocellulose and PLA composite sheets, studies suggested using homogenization technique followed by membrane filtration and drying (Takagi 2011; Wang and Drzal 2012). Study by Kim et al. (2010a) reported use of a carding method to form natural fibre mat for making composite sheets. In the process, PLA and PP fibre (30 mm long) and natural fibre (50–70 mm long) were carded together to form webs, needle punched and pre-pressed at 120 °C to form a prepreg mat. In another method, alternate layers of polypropylene (PP) powder (400 μm) and short kenaf fibre were used to form a composite sheet (Zampaloni et al. 2007). PP powder was sprayed evenly over kenaf fibre and pressed using Carver Laboratory Press. For nonwoven mats with longer fibre (10–50 mm), Nechwatal et al. (2005) reported three methods for fabricating composite sheets. Polymers could be sprayed, powdered, or added in fibre spinning process. Method for fabricating composite via spraying polymer into nonwoven natural fibre mat is shown in Fig. 3.6. Khondker et al. (2006) developed a micro-braiding method for continuous yarns of jute and PLA. In this method, composite yarns were wounded in metallic frame to form a mat for compression molding. In a study by Takemura (2010), woven jute fibre sheets were used to make preforms and impregnated with PVA resin to form composite laminate.

Composite sheet fabrication from nonwoven mats using spraying method. Reprinted from Nechwatal et al. (2005). Copyright 2014. By permission from Wiley-VCH Verlag GMBH & CO
In conventional compression molding, SMC (sheet molding compound) and BMC (bulk molding compound) prepregs are formed using thermosetting resin such as unsaturated polyester (UPE), additive and glass-fibre reinforcement, or filler (Du et al. 2010). Recently, SMC technology has been developed for manufacturing green composite sheets with thermoplastic resin. In a patented method developed by Drzal et al. (2009), chopped natural fibres were fed (via vibratory feeder) into the carrier film where thermoplastic resin was sprayed and pressed with compression roller to make continuous sheets. Author also developed another method for making prepregs from natural fibres and UPE (U.S. Patent No. US7208221 B2 2007). In the process, dried layer of natural fibres of moisture content less than 10 % was carried in a first film and mixed with the second film carrying catalyzed polyester resin. Inventor recommended that prepregs must be stored in refrigerated temperatures before compression molding into a final part. In another study, prepregs were made from jute fibre mat that was evenly sprayed with wheat gluten (Reddy and Yang 2011).
3.2.4 Green Composite Fabrication
3.2.4.1 Compression Molding
In compression molding (CM), semifinished products such as sheets or prepregs are used to manufacture finished parts. For sheets and prepregs, most studies used alternate stacking method to compression molding of green composites (Du et al. 2010; Ma and Joo 2010; Reddy and Yang 2011). Study by Ben and Kihara (2007) used alternate stacking of kenaf fibres and PLA sheets for fabricating composite laminates (Fig. 3.7). Similar processing was used by Ma and Joo (2010) for fabricating jute and PLA composites. Processing steps varied on the type of materials and the number of alternate stacking. For kenaf and PLA sheets, processing steps involved melting at 10 MPa pressure for 10 s, holding at 1 MPa for 20 min, and impregnation at 10 MPa for 10 s. Platen temperature throughout the process was maintained at 185 °C (Ben and Kihara 2007). In contrast, fabrication of CM cellulose and PLA sheets involved two steps: pre-pressing and pressing. During pre-pressing, 5 MPa of pressure was applied for 3 min followed by 15 MPa of pressure for 2 min, and the platen temperature was maintained at 165 °C (Frone et al. 2011). Number of alternate sheets or prepregs depends on the thickness of individual sheets or prepregs and the thickness of the finished part. Five mats with alternating UPE resin were stacked prior to molding to achieve 3 mm thickness of the composite laminates (Du et al. 2010). Some study also used prepregs for fabricating green composites. In a study by Du et al. (2010), prepregs of kenaf and polyester resin were compression molded to form composite laminates (dimension = 102 × 178 × 3 mm) at 175 °C. Processing steps involved pressing at 5 MPa for 10 s and turning of heat. It was followed by constant pressure of 5 MPa for 1 h until the temperature of the mold was cooled to 100 °C (Du et al. 2010). Reddy and Yang (2011) also used prepreg of jute fibre and wheat gluten to form composite laminate. A composite press was used at temperature range of 150–180 °C for 5–20 min at 140 MPa of pressure followed by cold-water cooling and laminate removal (Reddy and Yang 2011). In these studies, release agents (silicon) and wax papers were used to avoid contacts between the material and mold platen (Ayrilmis and Jarusombuti 2010; Du et al. 2010).

Compression molding of kenaf and PLA via alternate stacking. Reprinted from Ben and Kihara (2007). Copyright 2014. By permission from Trans Tech Publications
In CM, curing time, curing temperature, and clamp pressure are the important process parameters that need to be optimized for the desired part (Onal and Adanur 2005). Few studies were found in optimizing processing parameters for green or bio-based composites. Ben and Kihara (2007) investigated in optimizing melt temperature, holding time, and impregnation time of kenaf and PLA composites. Based on the mechanical properties of fabricated composites, combination of melt temperature of 185 °C and holding time of 15 min were optimal for kenaf and PLA composites. For impregnation time, 30 s was recommended time for quasi-isotropic lamination. However, volume fraction of both fibre and PLA was not reported in the study which is an important consideration for optimizing processing. In another study, influence of press temperature on panel properties was investigated (Benthien and Thoemen 2012). Based on physical and mechanical properties of wood flour and polypropylene panels, optimal press temperature was 210 °C. This temperature is high for natural fibres and may result in fibre degradation. Reddy and Yang (2011) also studied effects of molding (holding and impregnation) time and temperature on wheat gluten-jute fibre composites. Results showed that molding time and temperature of 170 °C and 15 min produced the maximum flexural properties. Overall, curing temperature green composites should be in range of 150–180 °C while pressure and time varies with the type of material used and the thickness of the sheets or prepregs.
3.2.4.2 Thermoforming
Prior to thermoforming, drying of semifinished green composites is required to avoid blemish defects on the finished parts (U.S. Patent No. US20130331518 A1 2013). In thermoforming process, composite sheets are roll fed or precut depending on their thickness (Klein 2009). For precut sheets, clamping frame is used to avoid twisting and warping. Next, sheets are heated to its softening temperature (Tg) via convection or radiant heaters located on one or both sides of the sheets (Zampaloni et al. 2007). Prior to forming process, preheating is recommended to eliminate risk of material shear and premature fracture as a result of rapid cooling from ambient temperature (Lim et al. 2008; Zampaloni et al. 2007). Hence, the recommended steps in thermoforming green composites are load/unload, preheat, heat, and forming (Klein 2009). A thermoforming machine with thermoformed part is shown in Fig. 3.8.

Thermoforming machine with a thermoformed coffee cup lid (courtesy of CBBP, University of Toronto)
Studies in thermoforming green composites used prepregs of cellulose fibre (40–70 % w/w) and thermoplastic (U.S. Patent No. US8012389 B2 2009), sheet laminates of cellulose (17 % w/w), sheets of PLA (Lim et al. 2008), and composite sheets of kenaf and polypropylene (Zampaloni et al. 2007). Forming method and processing parameters of these composites were slightly different. In a patented method developed by Immonen et al. (2013), cellulose and PLA composite sheets (width 10 cm) were dried and pressed at 185 °C for 3 min (U.S. Patent No. US20130331518 A1 2012). Study by Lim et al. (2008) recommended the thermoforming temperature in the range of 80–110 °C and use of aluminum (Al) molds for lower faster thermoforming cycles. Another study on processing parameters optimization of kenaf and polypropylene showed optimal forming temperature, die temperature, heating time, and the draw depth as 190 °C, 165 °C, 15 min, and 50.8 mm, respectively (Zampaloni et al. 2007). Authors also suggested that these composite sheets have better formability due to less wrinkling and distortions.
3.3 Commercial Green Composite Semifinished Products
Over the past few years, there has been significant growth in compression-molded and thermoformed products using green composites. FuturaMat has developed thermoformable green composites BioCeres® and BioFibra® (FuturaMat© Website: Our Plastics n.d). BioCeres® is made from corn-based thermoplastic starch (TPS) and wheat flour, while BioFibra® is made from TPS and spruce wood flour. Similarly, ©Polyfea has developed Caprowax P™ from cellulose and TPS for thermoforming applications (POLYFEA Polymer 2009). It claims that these compounds do not require pre-drying and recommends processing at lower shear rates and pressures. Some examples of commercial green composites and their processing parameters are summarized in Table 3.2.
Other commercial examples include natural fibres with polyolefins. FlexForm Technologies has developed nonwoven mats and panels for CM and TF based on natural fibres reinforced with polypropylene matrix, while Composites Evolution has developed prepregs using flax fabric and polyolefins for CM (Fig. 3.9). Composites Evolution has recently developed a prepreg from flax fabric and PLA. Their current automotive application includes package trays, door panels, headliners, seat backs, trailer side walls, pillars, etc. These panels are thermoformed at 200 °C and 0.379 MPa pressure using matched metal cooling (Gardiner 2006). Solvay industries also produced Gonaf® and Technogor® sheets using sisal fibres and PP matrix for use in CM and TF application (Gardiner 2006). Recommended processing methods for these sheets were heating at 180–190 °C for 50 s and applying pressure of 0.786–0.979 MPa pressure for 40 s. Example of compression-molded door panel and thermoformed seat back is shown in Fig. 3.10.

Examples of commercial green composite semifinished products: (a) nonwoven bast fibres and polyolefin mat from FlexForm Technologies and (b) flax-fibre prepregs. Reprinted with permission from Composite Evolution (Composite Evolution: www.compositesevolution.com)

Commercial examples of green composites: (a) thermoformed automotive seat back with FlexForm® (FlexForm Technologies, website: www.flexformtech.com) and (b) compression-molded automotive door panel from Fibrowood® (Johnson Controls, website: www.johnsoncontrols.com)
3.4 Summary
Green composites are made from 100 % renewable and low-cost materials compared to conventional materials. They offer practical solutions to growing environmental and economic concerns in the development of new products. However, fabrication of green composites via compression molding and thermoforming is different to traditional polymer composites mainly due to changes in rheological behavior, thermal instability, and chemical and morphological differences in natural fibres and biopolymers. Hence, specific processing guidelines must be followed for manufacturing green composites. Processing steps involves four main steps: material selection, preprocessing of fibre and/or biopolymers, manufacturing of semifinished products, and part manufacturing. In material selection, raw materials are selected based on functional properties and processability of materials. For processability, properties such as melt viscosity, specific heat capacity, thermal conductivity, and crystallinity of materials. Once the materials are selected, fibre and polymers need to be preprocessed. Preprocessing involved fibre pretreatment, modification of biopolymer, and drying. Next step is to manufacture semifinished products such as granules, prepregs, sheets, or laminates via compounding or fibre mat technology. In the final step, composite parts are manufactured using semifinished products. In each of these steps, careful attention in regard to moisture and thermal degradation of green composite must be given.
In recent years, there has been increasing number of green composite products in the market. It is expected that green composite market will continue to progress as long as tighter government environmental regulation around the world continues to influence corporate goals toward the use of more sustainable and environmentally friendly materials in their new product designs.
References
Altun Y, Dogan M, Bayramli E (2013) Effect of alkaline treatment and pre-impregnation on mechanical and water absorbtion properties of pine wood flour containing poly (lactic acid) based green-composites. J Polym Environ 21:850–856
Ayrilmis N, Jarusombuti S (2010) Flat-pressed wood plastic composite as an alternative to conventional wood-based panels. J Compos Mater 45:103–112
Ben G, Kihara Y (2007) Development and evaluation of mechanical properties for kenaf fibers/PLA composites. Key Eng Mater 334–335:489–492
Benthien JT, Thoemen H (2012) Effects of raw materials and process parameters on the physical and mechanical properties of flat pressed WPC panels. Compos Part A Appl Sci Manuf 43:570–576
Billington S, Criddle C, Frank C, Morse M, Christian S, Pieja A (2011) US Patent no. US20080160567 A1. Washington: U.S. Patent and Trademark Office
Chang PR, Zhou Z, Xu P, Chen Y, Zhou S, Huang J (2009) Thermoforming starch-graft-polycaprolactone biocomposites via one-pot microwave assisted ring opening polymerization. J Appl Polym Sci 113:2973–2979
Cheng B (2009) The effect of fibre orientation and dispersion on the mechanical properties of natural fibre reinforced polypropylene (Masters thesis). ProQuest dissertations and Theses, p 116
Cherian BM, Leão AL, de Souza SF, Costa LMM, de Olyveira GM, Kottaisamy M, Nagarajan ER, Thomas S (2011) Cellulose nanocomposites with nanofibres isolated from pineapple leaf fibers for medical applications. Carbohydr Polym 86:1790–1798
Drzal L, Mehta G, Misra M, Mohanty A, Thayer K (2007) US Patent no. US7208221 B2. Washington: U.S. Patent and Trademark Office
Drzal L, Mohanty A, Liu W, Thayer K, Misra M (2009) Cellulosic biomass soy flour based biocomposites and process for manufacturing thereof. US Patent no. US20060043629 A1. Washington: U.S. Patent and Trademark Office
Du Y, Zhang J, Toghiani H, Lacy TE, Xue Y, Horstemeyer MF, Pittman CU (2010) Kenaf bast fiber bundle-reinforced unsaturated polyester composites. I: processing techniques for high kenaf fiber loading. For Prod J 60:289–295
Erchiqui F, Godard F, Gakwaya A, Koubaa A, Vincent M, Kaddami H (2009) Engineering investigations on the potentiality of the thermoformability of HDPE charged by wood flours in the thermoforming part. Polym Eng Sci 49:1594–1602
Faruk O, Bledzki AK, Fink HP, Sain M (2012) Biocomposites reinforced with natural fibers: 2000–2010. Prog Polym Sci 37:1552–1596
Frenz V, Scherzer D, Ag B, Germany L, Villalobos M, Awojulu AA, Edison M, Corporation B, Van Der Meer R, Nederland B (2008) Multifunctional polymers as chain extenders and compatibilizers for polycondensates and biopolymers. Chain extension vs. solid state polymerization. Paper presented at the 66th annual technical conference of the society of plastics engineers, Milwaukee
Frone AN, Berlioz S, Chailan J, Panaitescu DM, Donescu D (2011) Cellulose fiber-reinforced polylactic acid. Polym Compos 32:976–985
FuturaMat© Website: our plastics (n.d) Retrieved from http://www.futuramat.com/english/our-products/
Gällstedt M, Mattozzi A, Johansson E, Hedenqvist MS (2004) Transport and tensile properties of compression-molded wheat gluten films. Biomacromolecules 5:2020–2028
Gardiner G (2006) Thermoformable Composite Panels, Part 1: CompositesWorld. In: Composites technology. Retrieved from http://www.compositesworld.com/articles/thermoformable-composite-panels-part-1
Gejo G, Kuruvilla J, Boudenne A, Sabu T (2010) Recent advances in green composites. Key Eng Mater 425:107–166
Hu R-H, Ma Z-G, Zheng S, Li Y-N, Yang G-H, Kim H-K, Lim J-K (2012) A fabrication process of high volume fraction of jute fiber/polylactide composites for truck liner. Int J Precis Eng Manuf 13:1243–1246
Immonen K, Sivonen E, Valta K, Hulkko J, Alto S, Pitkanen P, Salorinne K (2013) US Patent no. US20130331518 A1. Washington: U.S. Patent and Trademark Office
Imre B, Pukánszky B (2013) Compatibilization in bio-based and biodegradable polymer blends. Eur Polym J 49:1215–1233
Khondker OA, Ishiaku US, Nakai A, Hamada H (2006) A novel processing technique for thermoplastic manufacturing of unidirectional composites reinforced with jute yarns. Compos Part A Appl Sci Manuf 37:2274–2284
Kim H-J, Lee B-H, Kim HS (2010a) US Patent no. US20100170649 A1. Washington: U.S. Patent and Trademark Office
Kim S, Xu J, Liu S (2010b) Production of biopolymer composites by particle bonding. Compos Part A Appl Sci Manuf 41:146–153
Klein P (2009) Fundamentals of plastics thermoforming. Morgan and Claypool Publishers, California, USA, pp. 1–97
La Mantia FP, Morreale M (2011) Green composites: a brief review. Compos Part A Appl Sci Manuf 42:579–588
Li H, Huneault MA (2011) Effect of chain extension on the properties of PLA/TPS blends. J Appl Polym Sci 122:134–141
Lim L-T, Auras R, Rubino M (2008) Processing technologies for poly(lactic acid). Prog Polym Sci 33:820–852
Ma H, Joo CW (2010) Structure and mechanical properties of jute—polylactic acid biodegradable composites. J Compos Mater 45:1451–1460
Menzel C, Olsson E, Plivelic TS, Andersson R, Johansson C, Kuktaite R, Järnström L, Koch K (2013) Molecular structure of citric acid cross-linked starch films. Carbohydr Polym 96:270–276
Nechwatal A, Reubmann T, Bohm S, Richer E (2005) The dependence between the process technologies and the effect of MAH-PP adhesives in natural fiber reinforced thermoplastic composites. Adv Eng Mater 7:68–73
Nilsson H, Galland S, Larsson PT, Gamstedt EK, Iversen T (2012) Compression molded wood pulp biocomposites: a study of hemicellulose influence on cellulose supramolecular structure and material properties. Cellulose 19:751–760
Okamoto K, Ichikawa T, Yokohara T, Yamaguchi M (2009) Miscibility, mechanical and thermal properties of poly(lactic acid)/polyester-diol blends. Eur Polym J 45:2304–2312
Onal L, Adanur S (2005) Optimization of compression molding process in laminated woven composites. J Reinf Plast Compos 24:775–780
POLYFEA – a strong partner in compostable plastics (2009) In: BIOPRO Baden-württemb. GmbH. Retrieved from http://www.bio-pro.de/biopolymere/artikelliste_biopolymere/index.html?lang=en&artikelid=/artikel/04261/index.html
Reddy N, Yang Y (2011) Biocomposites developed using water-plasticized wheat gluten as matrix and jute fibers as reinforcement. Polym Int 60:711–716
Sain M, Pervaiz M (2008) Mechanical properties of wood-polymers composites. Wood-polymer composites. Woodhead Publishing, Cambridge, pp 101–116
Sawpan MA, Pickering KL, Fernyhough A (2011) Improvement of mechanical performance of industrial hemp fibre reinforced polylactide biocomposites. Compos Part A Appl Sci Manuf 42:310–319
Takagi H (2011) Strength properties of cellulose nanofiber green composites. Key Eng Mater 462–463:576–581
Takagi H, Asano A (2008) Effects of processing conditions on flexural properties of cellulose nanofiber reinforced “green” composites. Compos Part A Appl Sci Manuf 39:685–689
Takemura K (2010) Molding conditions and mechanical properties of jute fiber reinforced composite. Key Eng Mater 452–453:261–264
Thakur VK, Singha AS, Thakur MK (2011a) Biopolymers based green composites: mechanical, thermal and physico-chemical characterization. J Polym Environ 20:412–421
Thakur VK, Singha AS, Thakur MK (2011b) Graft copolymerization of methyl acrylate onto cellulosic biofibers: synthesis, characterization and applications. J Polym Environ 20:164–174
Thakur VK, Singha AS, Thakur MK (2013) Ecofriendly biocomposites from natural fibers: mechanical and weathering study. Int J Polym Anal Charact 18:64–72
Wang B (2011) Dispersion of cellulose nanofibers in biopolymer based dispersion of cellulose nanofibers in biopolymer based nanocomposites. Doctoral dissertation, T-Space research repository, University of Toronto
Wang T, Drzal LT (2012) Cellulose-nanofiber-reinforced poly(lactic acid) composites prepared by a water-based approach. ACS Appl Mater Interfaces 4:5079–5085
Warnes JM, Fernyhough A, Anderson CR, Lee BJ, Ralph M, Witt J (2009) Method for producing wood fiber composite products. US Patent no. US8012389 B2. Washington: U.S. Patent and Trademark Office
Zampaloni M, Pourboghrat F, Yankovich SA, Rodgers BN, Moore J, Drzal LT, Mohanty AK, Misra M (2007) Kenaf natural fiber reinforced polypropylene composites: a discussion on manufacturing problems and solutions. Compos Part A Appl Sci Manuf 38:1569–1580
Zehner BE (2005) Cellulosic/polymer composite material. US Patent no. US6971211 B1. Washington: U.S. Patent and Trademark Office
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this chapter
Cite this chapter
KC, B., Pervaiz, M., Faruk, O., Tjong, J., Sain, M. (2015). Green Composite Manufacturing via Compression Molding and Thermoforming. In: Salit, M., Jawaid, M., Yusoff, N., Hoque, M. (eds) Manufacturing of Natural Fibre Reinforced Polymer Composites. Springer, Cham. https://doi.org/10.1007/978-3-319-07944-8_3
Download citation
DOI: https://doi.org/10.1007/978-3-319-07944-8_3
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-07943-1
Online ISBN: 978-3-319-07944-8
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)