
Abstract
In this chapter we discuss a versatile method to functionalize the tip of optical fibers for lab-on-fiber applications. At variance with traditional direct writing methods, the photonic functionality is implemented on a flexible, ultrathin support hosting metallic nano-features that is applied on the tip of a fiber. Here we present and discuss several fabrication strategies that combine different substrates with alternative approaches to realize the metallic photonic layer. As a specific application example we focus on a method to filter spectrally the broadband light transmitted through a standard multimode fiber. The filter consists of a metallic nanowire grating on a polymeric substrate, which acts as a guided mode resonance filter with an additional Fano resonance. The advantages and limitations of the presented technique are discussed as well.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
6.1 Introduction
Applications and uses of optical fibers have long surpassed the mere delivery of information from a source to a detector. For many applications the most appealing feature of optical fibers is the possibility to take advantage of long propagation distances, granting extended interaction between light and matter. This means that a weak perturbation can be harnessed efficiently at the end of the fiber. For example it is possible to create very efficient distributed Bragg gratings with very small index contrast or obtain strong non-linear response from the fibers, using reduced optical power. Direct fiber writing and photonic crystal fibers are extremely successful embodiments of this approach, and supercontinuum sources are a widely available product of this success.
However, for the most advanced photonic functions, like signal routing, optical filtering and sensing, the standard solution has been that of resorting to external, more or less integrated, optical circuits. This approach requires the ability to control reliably and accurately the coupling between signal-delivering fibers and more complex circuitry.
Recent technological progress has provided a means to overcome this intrinsic limitation, by adding the desired functionality onto the fiber tip itself.
In this chapter we discuss a promising approach to the lab-on-fiber concept. There exist different methods in the literature to add a photonic function on the tip of a fiber. Successful and versatile examples include using a focused ion beam (FIB) to directly etch the tip of the fiber, with or without metallo-dielectric coating [1, 2]. Another popular method uses electron beam lithography (EBL) to pattern the resist spun on the tip of a fiber, which is then transferred onto the fiber itself with dry or wet etching [3] (see Fig. 6.1a).

a Direct writing approach. b Membrane functionalization
At variance with these direct writing methods we realize the photonic layer on a separate substrate, which is then applied to the facet of the fiber (see Fig. 6.1b). This allows the fabrication to be achieved using only standard fabrication techniques on a planar substrate . It also means that one fiber can be coated multiple times with different terminating layers, so that a variety of different experiments can be performed with the same fiber.
While it is possible to use rigid substrates, for example semiconductor based photonic crystals [4], we adopt flexible membrane substrates, which offer a series of practical advantages, as discussed in the following sections.
Our membranes belong to the wide class of metamaterials (MMs). MMs are materials with engineered properties. They can be designed to work at optical wavelengths, where they exhibit special properties, like unusual refraction. Their optical behaviour is determined by the properties of their smallest structure (meta-atom), which is artificially created, e.g. via lithographic means or self-organization, rather than by the mere materials of which they are made. MMs are effective index materials, so the properties depend on the ensemble response to light. Typically they consist of periodic distributions of metal resonators with a typical size which is a fraction of the operating wavelength. Ordinary MMs are bulky and rigid, since traditional approaches to realize nano features are inherently planar. However this legacy has recently been surpassed, and the field of MMs has undergone a paradigm shift through the introduction of flexibility in a traditionally flat and static world. Flexibility has already been covered in other fields, such as electronics or organic LEDs, electronic foldable paper [5], flexible displays [6], and smart fabrics [7, 8]. In optics, this approach has recently been gaining growing attention [9–11], because of the possibility to mechanically tune the optical properties of the system [12–14], while retaining the degree of freedom of design typical of metamaterials. Crucially, a supple substrate can be easily wrapped over complex topologies, including fibers [15, 16], and their tips [17]. Additionally, the substrates can be chosen between a vast range of materials, like graphene or dye doped polymers, which would grant additional advanced optical and electrical properties.
Single surface MMs, which are typically called metasurface s [18–23] need to satisfy the criteria of homogenisation and emergent properties typical of MMs. However, for practical purposes in this chapter we will abandon, as required, this stringent nomenclature requirement [24]. In this sense we will refer to flexible nanoplasmonics and frequency selective surfaces [25], rather than strictly to metasurfaces.
Flexible metasurfaces facilitate a broad range of potential applications for lab-on-fiber technology. Simply applying a patterned membrane to the end of the fiber provides an easy route for its functionalization, without permanently modifying the fiber itself. This allows for reusability as well as decoupling the problem of the fiber hardware and the fabrication of the functionalized termination. This is a versatile and robust method because even very thin membranes can withstand a negligibly small bending radius and are independent of the fiber’s properties, whether it is GRIN, step index or even a photonic crystal fiber. The ability to introduce any metasurface device onto fibers will certainly contribute to the development of lab-on-fiber applications, including filtering, sensing and coupling as sketched in an artist impression in Fig. 6.2.

Artistic impression of lab-on-fiber applications. a Sensing. b Waveguide coupler
In the following sections we first present complementary viable fabrication routes of flexible metasurfaces and focus on the application example of tailored filters based on guided mode resonances. We conclude the chapter with a discussion of the advantages and the limits of our approach.
6.2 Flexible Metasurfaces for Lab-on-Fiber
Depending on the specific application at hand, the photonic membranes have a series of opto-mechanical requirements. A non-exhaustive list includes:
-
Nanoplasmonic Features: one of the most versatile approaches to control light behaviour at a fraction of visible wavelength is nanoplasmonics . At the nanometer scale, coupling between the free oscillating electrons in metals and incoming photons can be used e.g. to obtain extremely high intensity local fields, strong dependence from the environment and optical phase control. To fabricate such features both top down (e.g. lithography) and bottom-up (involving chemical procedures) approaches can be efficiently used. The application of these techniques can be more or less complicated, given that the substrate is a typically dielectric membrane.
-
Flexibility and Conformability: The membrane substrate material has to be chosen in order to grant the correct flexibility and conformability to the tip of the fiber. An excessively stiff membrane might not make good contact with the fiber facet, which in turn might not be perfectly flat. On the other hand if the membrane is too supple, it might crease and deteriorate the optical function.
-
Elasticity : A certain degree of elasticity is highly desirable, as it simplifies the mounting of the membrane onto the fiber. This could solve the adhesion issue and straighten potential irregularities of the membrane’s surface.
-
Free standing : In some cases, like in the application example of the next section, the membranes must be free standing, i.e. the designed photonic response might require a certain distance between the fiber’s facet and the membrane itself.
In this section we provide an overview of the technical steps required to fabricate and apply a metasurface on the tip of a fiber. We first focus on the membrane and then on the mounting technique.
6.2.1 Fabrication Techniques
We have classified the fabrication approaches in four categories, according to the way in which the photonic layer is realized.
6.2.1.1 Top-Down Directly on Substrate
This fabrication technique involves depositing the membrane substrate onto a rigid material, realizing the desired metallic nanofeatures and then releasing the membrane from the host material. A sacrificial layer could be used to mediate this final step.
Substrate
There exist several solutions to obtain flexible substrates. For the sake of brevity we focus only on polymer-based and self-assembly monolayer materials. The first are extremely versatile; the latter permits extremely reduced thickness, down to one molecule thick .
Polymer-Based Substrates
Solution processing makes many polymers very easy to handle, and spin coating provides an easy route to the realization of highly uniform polymer layers of known thickness on a rigid, planar wafer. The polymers can also be deposited with other methods, like spray and blade coating or drop casting. If required the same technique can be used to deposit a sacrificial layer first, with a subsequent membrane layer on top. After this the membrane solution can be induced to cure or polymerize, forming a solid layer, typically via optional exposure to ultraviolet (UV) light and heat. A variety of polymers have been used, such as polydimethylsiloxane (PDMS) , polyimide , and Microchem SU8 . It is important to select polymers which can withstand the required steps for the rest of the fabrication procedure, which can be limiting. For example, often lithographic processes require baking the photoresist at high temperatures. If the temperature is too high, the polymer can be damaged before lifting the membrane from the rigid substrate. It is also important to take into account the wetting and anchoring properties of the metal (for the meta-atoms) on the specific polymer of choice. Failing to do so may result in a discontinuous metallic layer, prone to flake off.
Self-Assembly Monolayers
An alternative method to spin coating polymers onto wafers is to fabricate a monolayer of suitable molecules, e.g. 1,1-biphenyl-4-thiol [26, 27]. This approach gives thinner substrates down to less than 1 nm. The membranes are typically realised by a self-assembly method, as traditional deposition techniques do not have the fine control to create uniform layers thinner than a few tens of nanometers. Using a specially chosen molecule which has a thiol group that readily absorbs onto a surface, a single layer of these molecules can form on the substrate. Fabrication of a nanosheet can then proceed by electron beam exposure which cross-links adjacent molecules together. A schematic of this technique is shown in Fig. 6.3. The membrane can also host metallic patterns on top, before being transferred to a suitable support frame (like a TEM grid). It has been shown to be possible to suspend gold structures supported by a 1 nm thick membrane across distances of tens of microns [28].

Fabrication of a self-assembled monolayer. The molecules absorb onto the surface of the substrate because of the carefully selected head group, while the tail groups can then be cross-linked to form a monolayer [26]
Metallic Features
Once a suitable polymer has been selected and spun onto a rigid substrate there are a number of ways to fabricate subwavelength features on top. Here we review etch back and lift off, which are based on electron beam lithography and thus inherit the fast prototyping inherent in this approach. It should be noted that nanoimprinting techniques can be used to scale up the fabrication volumes at a fraction of the cost, but always require a lithographically produced master from which to work. These methods are preferred to focused ion beam (FIB) milling because it can damage the membrane during fabrication.
Etch Back
Further layers of material can be deposited by both spin coating and evaporation, before a patterned layer is created on top. This acts as a mask which selectively protects parts of the lower layers from being etched from the top. The full fabrication steps (including the sacrificial layer) are shown in Fig. 6.4. A rigid substrate is used to form the base onto which the membrane can be built up, before being released. Spin coating is used to create highly uniform layers of polymers of known thickness. The first layer which is spun is the sacrificial release layer, on top of which is spun a second layer of the membrane polymer. The metal is evaporated on top of this, before a final photoresist layer is spun on the top. This can then be patterned via ultraviolet or electron-beam lithography . This selectively polymerises the photoresist layer, so that upon sample development, areas of the photoresist which have not been exposed will be washed away. The sample is then etched in an ion etcher, which removes the unprotected parts of the metal layer. In this way a metal pattern can be transferred onto the top of the membrane. This technique works with thin membranes because the etching can be finely controlled, but care must be taken that the etch step does not affect the quality of the membrane.

The full steps to fabricate a membrane using the etch back and release layer dissolution methods. A series of layers are stacked by spin coating and metal evaporation, before lithographically patterning the top resist layer to create a mask. The features are transferred in the layer beneath via ion plasma etching
Lift Off
Where directly etching the sample is not possible because of the potential damage caused, lift off can be used to create features similar to etch back. The approach is shown in Fig. 6.5. The resist is spun onto the wafer first, and patterned directly by the electron beam before development. For a positive resist (e.g. PMMA) , after development this leaves gaps in the resist where the resist has been exposed. Typically either a thick resist, or more than one layer of resist, is used such that an undercut is formed, i.e. the size of the feature at the bottom of the hole is bigger than the top. This means that when the metal is evaporated onto the sample, it can deposit straight onto the wafer through the gaps, whereas the rest of the sample is protected by the resist. The resist is then stripped with another solvent, leaving the substrate with just the desired pattern left on it. The undercut ensures that the metal does not form a continuous film, which would not allow the solvent reaching and dissolving the resist. Since the electron beam step requires a conducting pathway to prevent charging, this method is unsuitable for insulating polymeric membranes (unless an additional conductive layer is deposited on the resist before exposure), but is ideal for self-assembly monolayers [28].

A typical lift off process, which can be coupled with one of the substrate fabrication techniques above
Membrane Release Methods
Once a polymer membrane has been spun and patterned on a rigid substrate, then it is necessary to release the membrane so that it can be manipulated as a free standing and flexible metasurface. The method by which this can be done depends on the thickness and robustness of the membrane.
Peel Off
For thick substrates it has been shown that it is possible to simply peel the structure from the wafer. Here thick means of the order of a few microns. For instance, this has been demonstrated with a 8 μm thick terahertz metamaterial absorber based on a polyimide membrane [29]. It is unclear how scalable this method would be, as it does require considerable care to remove the membrane from the substrate.
Chemical Release
Although peeling methods are possible and have the advantage that they are solvent free, they do not provide a route to fabricate thin membranes which are typically fragile and prone to tearing. However, thin membranes are required if the structure thickness is to be smaller than the wavelength of visible light, or if very small bending radii are desired. In this case a sacrificial layer release method is required [9, 15]. In this scheme before the membrane is fabricated on a rigid wafer, an initial sacrificial layer is first deposited. Anything that is subsequently fabricated on top of this layer will be removed from the wafer when the sacrificial layer is dissolved in a solvent, and left suspended in the solution, as shown in Fig. 6.6. Once the membrane is suspended in the solution it is then possible to transfer the membrane by scooping it onto another object, such as a mount, as detailed at the end of this section. This forms a robust protocol which can realize membranes down to less than 200 nm thickness.

The release of a membrane from a wafer using a sacrificial layer. The membrane is left in the solution ready to be transferred either to another solution, or mounted on a frame
Critical Point Drying
Ultrathin substrates, such as the self-assemble monolayers above, can be very fragile and easily torn. It has been found that the yield is increased by using a critical point dryer (CPD). In this process, the delicate membrane sample is attached for mechanical robustness to a polymer (e.g. polymethyl methacrylate, PMMA, ) which is soluble in a solvent that does not damage the membrane itself (e.g. acetone). The membrane/polymer sheet is then transferred to the CPD chamber where it is submerged in the solvent, to dissolve the supporting polymer. The solvent is then replaced by CO2 which is brought around its critical point by adjusting temperature and pressure. Gaseous CO2 is finally slowly purged away form the chamber, without surface tension forces on the membrane [28].
6.2.1.2 Peel Off Transfer
There are some occasions when it is not possible to write directly onto a polymeric substrate, due to fragility or incompatibility of the desired materials’ processing requirements. In this case it can be useful to create the nanostructures on one substrate and then transfer them later, either onto another substrate, or directly onto an object of interest. A method to achieve this is called peel off, or flip chip, transfer [11].
As shown in Fig. 6.7, this is a general method to transfer any pattern from one surface to another. Any fabrication technique can be used to realize the metamaterial structures. Sometimes an extra layer is placed between the rigid substrate and the features. However this is to reduce, rather than promote, adhesion so that that features do not remain bonded to the substrate. This technique has been demonstrated for lab-on-fiber technologies by transferring metallic nanofeatures onto the end of a fiber [30].

Flip chip transfer. The metamaterial is fabricated on a wafer, before being transferred to a flexible substrate, by promoting greater adhesion to the new substrate rather than the old, so it can be peeled off [11]
Another way peel off transfer can be used is by growing the features using a template. The typical procedure is sketched in Fig. 6.8a, extracted from [31].

a Fabrication procedure: a SAM layer is deposited on a suitable substrate (i), cross linked locally with electron beam exposure (ii) and metal is deposited with electrochemical deposition (iii) to form continuous metallic features (iv). b Sketch of peel off transfer scheme. The background image is a false colour AFM image of a typical sample after metal deposition with minimum features size down to 20 nm [31]
A host substrate is coated with SAM that can be cross linked locally, via electron beam exposure. In this example we used biphenyl-based molecules on mica samples coated with gold. For these molecules at an electron beam irradiation dose between 40 and 1000 mC/cm2 the SAM crosslinks. The sample is then immersed in a electrochemical deposition chamber, and the desired metal (copper is this case) is allowed to grow where the membrane is not crosslinked. With opportune deposition parameters, the metal can be grown to form continuous features that can be defined down to a scale of a few tens of nanometers [31]. The metallic patterns can then be transferred onto an epoxy stamp via simple peeling off, as sketched in Fig. 6.8b. The main advantage of this approach is that the transfer does not destroy the SAM. The metallic deposition can then be repeated multiple times, without having to repeat the slow and expensive writing step.
6.2.1.3 Nanoskiving
Although the other methods in this section assume the fabrication of plasmonic elements on either sides of a flexible membrane, nanoskiving is an alternative technique which allows the fabrication of the nanostructures to be embedded into the substrate [32, 33]. It is also possible to then remove the substrate by exposure to an oxygen plasma, leaving behind only the nanostructures. This has been demonstrated for use for lab-on-fiber applications [34].
The most important step in the fabrication procedure is being able to slice, or skive, an epoxy based block of polymer into very thin layers (down to 30 nm in thickness). This is achieved using a suitably sharp knife, usually a diamond edged knife, and careful selection of materials which can withstand such sectioning [35]. The pattern results from a section of a block built up by any soft lithography method, which can include the evaporation of a metal film, an example of which can be seen in Fig. 6.9. The structures are then embedded in epoxy before being sectioned with an ultramicrotome , and applied to where the structures need to be, before subsequently removing the epoxy with an oxygen plasma.

Epoxy based structures can be fabricated by any soft lithography method, before evaporation of gold and subsequent slicing into layers which can be deposited on the fiber facet. The epoxy can then be removed by an oxygen plasma leaving the gold features behind on the fiber facet. Reprinted with permission from [34]. Copyright 2011 American Chemical Society
6.2.1.4 Printing with Metallic Ink
The final method that we discuss combines the resolution control of a top-down lithographic approach and the flexibility of a bottom-up technique. A polymeric stamp is obtained via drop casting on a previously patterned master. In the example of Fig. 6.10 a silicon master was used and a PDMS polymer for the stamp [36]. A SAM of metallic particles is then created on the surface of a DI water pool and used as metallic ink for the stamp. The features are then transferred on the desired target. Panel f of Fig. 6.10 shows a set of metallic nano gratings on a piece of commercial cling film. This method allows replication of a metallic nano pattern virtually on any target surface, including the tips of fibres. Additionally, the flexibility of the PDMS grants the conformability of the pattern to potential complex shaped targets, which would be very difficult to pattern otherwise.

Sketch of the fabrication technique steps (a–c) and corresponding photographs (d–f)
6.2.2 Fiber Mounting
After fabrication the membrane must be transferred to the target object. The released membrane is randomly oriented in the release solvent, and can possibly curl or twist. In order to be able to transfer the membrane in a controlled manner, it is possible to suspend the membrane on the surface of a liquid either by buoyancy or by the hydrophobic effect . Then the membrane can be transferred onto a flat surface [16], or mounted free standing onto a frame, or other object.
Suspension over Fiber
A free standing membrane which has been released and mounted can be placed over the fiber easily by wrapping or otherwise suspending it over the end of the fiber. One example of this is found in Fig. 6.14, where by mounting the membrane on an aluminium foil frame, the membrane could be suspended over the end of a collimator package terminating a fiber. It is envisaged that if the fiber size was known in advance, then a rubber hollow cylinder could act as an endcap containing the membrane, enabling very easy on and off use of the membrane. This could also enable a variety of different functionalized ends to be used with one fiber, merely by changing the endcap.
Direct Application to Fiber
The alternative to this approach is to permanently deposit the functionalized end onto the fiber. This can be done simply by cutting the membrane to size and placing on the end of the fiber or, as demonstrated by Limpomi et al. [34], by floating the membrane on top of a liquid and pushing the fiber down, submerging the fiber and membrane. Allowing this to dry attaches the membrane to the end of the fiber, probably by Van der Waals forces.
6.3 Demonstration of Use on Fibers
In order to demonstrate the use of the techniques above in a concrete situation, we give the example of a filter mounted on the end of a fiber. This application could be especially useful e.g. in a pump-probe type experiment, if a weak signal is expected amongst a strong background of a different wavelength. Filtering light before it enters the fiber prevents noise scattering in the fiber.
6.3.1 Guided Mode Resonance Filter
A proof of concept of a fiber mounted metasurface is the guided mode resonance filter (GMR). These filters are a class of filter initially developed in the 1990s [37, 38], which can have very narrow linewidths, while still maintaining very good visibility. Typically the substrate of a metasurface can undesirably affect the properties of the plasmonic materials, but for the GMR the substrate is a necessary part of the construction of the device.
6.3.1.1 GMR Fabrication
The GMR can be fabricated using the etch back protocol above [17], shown in Fig. 6.4. The sacrificial layer, Microchem Omnicoat, was firstly spun at 1000 rpm onto a silicon substrate before baking at 230 °C for 1 min. Microchem SU8 is used for the membrane layer because of its compatibility with the rest of the process, and its biocompatibility. It is commercially available in a number of different molecular weights which can be spun to different thickness, or diluted as desired. Table 6.1 shows three example membranes of thickness between 4 μm and 190 nm with the SU8 mixture and spin speed required. The SU8 is then soft baked for 5 min, using a ramp of temperature from 60 to 100 °C, to prevent bubbling. The membrane is then polymerized with UV light for 2 min, followed by a further bake at 100 °C for 2 min. 30 nm of gold is deposited onto the surface of the membrane by electron beam evaporation. The photoresist for the lithography step is then spun. For low duty cycle gratings SU8 itself is a high resolution negative tone photoresist, so that what is written by the electron beam is kept. This is spun to about 90 nm by the same mixture shown in the bottom of Table 6.1 but with a spin speed of 5000 rpm. This thickness is chosen as a trade off between the resolution provided by thin films and the etch resistance required to mask 30 nm of gold. Instead of UV induced polymerization it is patterned by the a 30 kV electron beam with a dose which depends on the structure being written. The sample is then baked for 2 min at 100 °C to increase the contrast between areas which are exposed and unexposed, before being developed in EC solvent for 45 s. This leaves only the SU8 etch mask on top of the gold coated membrane. The samples is then etched with Argon ions, at a power of 20 W, pressure 5 × 10−2 Pa and flow rate of 10 sccm, for 8 min. The final step is to cleave the edges of the whole sample, including the silicon substrate, so that the solvent can reach the sacrificial layer effectively, before placing it in N-methyl-2-pyrrolidone (NMP) for about an hour. Once the membrane has detached from the silicon it can be transferred to a water bath where it suspends hydrophobically on the surface, and can be manipulated or transferred onto a frame or other object.
Alternatively, for high duty cycle gratings a positive tone resist is desirable. ZEP520A , from Zeon Chemicals, is used to as a high resolution positive tone resist, so that what is written is later removed. The recipe is the same as that given above, except instead of the SU8 layer on top of the gold, undiluted ZEP520A is spun at 5000 rpm, before baking at 140 °C for 20 min. The pattern is written, there is no post exposure bake, and development is performed with xylene at 23.5 °C for 45 s. The same etch recipe is used, although some ZEP does remain, and has to be removed by rinsing several times with tricholroethylene and exposure to UV light.
6.3.1.2 Filter Operation
The filter works by coupling light into waveguide modes within the flexible substrate. A subwavelength grating is required so that only the zeroth order can be reflected or transmitted. This prevents any light being lost by propagating in a direction which isn’t collinear with the incident light, while still allowing the other evanescent modes to couple into the waveguide modes . The light which is coupled into the waveguide slab can then be coupled back out into the same propagation direction as the incident light.
The geometric parameters of the device, shown in Fig. 6.11, define the operation of the filter. Changing these allows a range of different filters to be fabricated. This is illustrated by the simulations shown in Fig. 6.12, where each graph shows how the spectrum (transmission, reflection and absorption) changes with the duty cycle. From top to the bottom different thicknesses of substrate are shown. In Fig. 6.12 the period (g) was fixed at 500 nm so that the resonances fell in the middle of the visible regime, and a gold thickness of 30 nm was chosen. Changing the thickness of the gold layer does not affect the operation of the filter drastically, unless much thicker gold is used when the absorption becomes much higher. The simulations were based on the rigorous coupled wave analysis (RCWA) method [39], assuming a plane wave incoming with electric field perpendicular to the grating wire length (TM polarization) and the Johnson and Christy values were used for the refractive index of gold [40]. A single filter has a spectrum which is a horizontal cut at constant duty cycle of one of these graphs.

Guided mode resonance filter, geometrical parameters. Reprinted from [17]

How the geometrical properties of the GMR affect the optical properties: each graph shows how the spectrum (transmission, reflection and absorption) changes with the duty cycle, and from top to the bottom different thicknesses of substrate are shown. The thickness of gold was held at 30 nm and the period at 500 nm for all these simulations, in TM polarization
This is a versatile way to fabricate filters. It can be seen that the duty cycle (see Fig. 6.11) controls whether the filter is primarily transmissive, or reflective. At high duty cycle a bandpass filter is produced in transmission, with a notch filter in reflection, and at low duty cycle these are swapped. The resonances do shift when going from low duty cycle to high, which shows that the position of the waveguide is spectrally changing. At low duty cycle the location of the resonances can be calculated with the Helmholtz equation and the empty lattice approximation , which states that the bandstructure simply folds back at the Brillouin zone edge [41]. However, at high duty cycle the empty lattice approximation no longer holds and the presence of the metal alters the bandstructure. This effect is stronger as the membrane thickness decreases, as the guided mode has a stronger overlap with the metal. It can also be seen that as the thickness of the membrane decreases fewer modes are available in the waveguide into which the incident light can couple. This controls the free spectral range (which for thin membranes can be very large), which can be seen by the reduction in the number of vertical lines in the transmission and reflection plots.
Figure 6.13 shows the angular resolved spectrum of a single filter, in correspondence ofthe white line from the topmost graph in Fig. 6.12. Both simulated and measured spectra are shown, alongside the bandstructure (as calculated only using the Helmholtz equation and the empty lattice approximation). As the incident angle is varied, this probes different k-vectors parallel to the plane of the dielectric slab, and so the shape of the bandstructure is traced out, confirming that the dielectric slab guided modes are causing the filtering effect observed.

Angular dependence and bandstructure of the GMR membrane. Reprinted from [17]
6.3.1.3 Fiber Mounted Operation
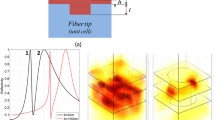
In order to show an initial demonstration on a fiber, the filter was transferred onto a aluminium foil and wrapped around a collimator terminated fiber. This was achieved by puncturing a hole in the aluminium foil and then mounting the flexible filter over the hole, by suspending it on the surface of a water basin by the hydrophobic effect and scooping it up. As shown in Fig. 6.13 the filter does not have a very high angular robustness. To facilitate the application of this filter onto the end of a standard optical fiber, first the fiber was terminated with a collimator package from Thorlabs (F260SMA-B) with a polarizer (LPVISE2X2) cut to size and placed in the collimator. The results of this can be seen in Fig. 6.14, with the accompanying spectra comparing the simulated filtering action compared to the free space and fiber mounted configurations, showing a favourable agreement.

An example of a use of a fiber terminated with a filter. Reprinted from [17]
6.3.2 Angular Robustness
One of the key problems with the guided more resonance filter is that typically the device is highly angularly dependant, as shown in Fig. 6.13, preventing direct application to the termination of a fiber.
Manipulating the Bandstructure
Methods to engineer the bandstructure for increased angular tolerance have been suggested, for instance using doubly periodic gratings [42, 43]. It is, however, also possible to engineer the bandstructure with only one grating, which is convenient because doubly periodic gratings are harder to fabricate. Evidence for this is that at high duty cycles the location of the guided modes change due to the presence of the metal, as in the previous section. Thin, high duty cycle membranes exhibit this effect the greatest, and by selecting the parameters carefully an anti-crossing at the Γ-point of the Brillouin zone (corresponding to normal incidence) is achieved. Figure 6.15 shows such a membrane: 190 nm thick, with a periodicity of 500 nm, duty cycle of 80 % gold and a gold thickness of 30 nm. Two bands can be seen, the top of which crosses normal incidence at 700 nm. The bottom band cannot couple to normally incident light due to symmetry, but can clearly be seen to be anti-crossing with the top. This occurs because the electric field in the top band is mainly in air, but for the lower it is mainly in the dielectric, forming a small bandgap. This small bandgap is enough to provide angular robustness up to 10°, enough to apply directly onto the end of a fiber with a numerical aperture of 0.17, which covers a broad range of fibers. This allows a filter to be fabricated which does not require to be applied to a collimator , rather is can be directly to the end of the fiber itself.

RCWA simulation of a thin membrane showing angular robustness. The membrane is 190 nm thick, with a periodicity of 500 nm, duty cycle of 80 % gold and a gold thickness of 40 nm
All Angle Reflector
An alternative approach to control the scattering properties of a photonic membrane that does not depend on the thickness of the substrate resorts to periodic metallic patterns with scale much smaller than the wavelength. In this case it is possible to design metasurfaces that reflect one specific frequency for all angles and polarisations, as sketched in Fig. 6.16a. In this example the surface of a 4 μm thick SU8 membrane is patterned with gold disks of 80 nm diameters at 100 nm from each other [44]. With this parameters’ choice, the resonance condition is only determined by the shape of the gold features. The scattering of the membrane has a large tolerance with respect to the angle of incidence and the lattice arrangement grants independence from the polarisation. The inset of Fig. 6.16b shows the experimental results for different experimental conditions, following the angle definitions of Fig. 6.16c.

a Sketch, b SEM and inset, c Sketch setup. Reprinted with permission from [44]. Copyright 2011, AIP Publishing LLC
6.4 Conclusions and Outlook
Functionalizing the termination of fibers with flexible metasurfaces is an excellent way to bring all the properties of metamaterials, and the unique optical properties afforded by these structures, into the realm of lab-on-fiber technologies. This chapter has shown the versatility of such an approach, which is not limited to a particular geometry, or even a particular fabrication route. This avoids fabricating the required structures on the end of a fiber facet in situ, which is very difficult, usually requiring very specialized equipment.
This method is not without challenges. One consideration is the fragility of the membranes themselves. While nanometrically thin membranes do present fabrication difficulties, in general once mounted they are robust enough to require only the care with which standard optical components are handled. Different groups have found that by suspending the membranes on the surface of water the membrane can be manipulated without damage occurring [16, 17, 34].
Most of the techniques in this chapter use electron beam lithography at some point in the process, which is a quick and accurate way to generate many samples for fast prototyping and device development in the laboratory, but it is expensive. Other techniques, such as nano-imprint lithography could easily be used to fabricate such devices. This is a method of making many identical copies of a nanostructure very quickly, as long as one master stamp can be fabricated, which is then impressed into subsequent polymers, patterning them. Once the master stamp is fabricated then the process becomes very cheap to replicate many devices, so it is hoped that the fabrication protocols mentioned here could all be adapted to this platform.
The main advantage of the scheme presented here is that it removes the constraint of having to fabricate the system directly on the end of the fiber. This allows standard fabrication techniques to be used on a planar substrate, rather than custom made equipment which is used only for fibers. After the fabrication is complete, then the material can be transferred to the end of the fiber. This paradigm should, we hope, enable a cheap, scalable and efficient fabrication route for lab-on-fiber applications.
A further benefit of this method is that one fiber can be coated multiple times with different terminating metasurface membranes. Thus, one set of expensive equipment is used for the light source and data acquisition, but a variety of different experiments can be performed in succession using one fiber. It is hoped that this method will simplify life not only in the fabrication but also for the end user , who can simply change the functionalized ending of the fiber without having to alter the rest of the experiment.
We believe that bringing together the light delivery of optical fibers and the light manipulation capabilities of metamaterials promises to facilitate and further development of lab-on-fiber technologies.
References
A. Dhawan, M. Gerhold, J. Muth, Plasmonic structures based on subwavelength apertures for chemical and biological sensing applications. IEEE Sens. J. 8(6), 942–950 (2008)
W. Yuan, F. Wang, A. Savenko, D.H. Petersen, O. Bang, Note: optical fiber milled by focused ion beam and its application for Fabry–Pérot refractive index sensor. Rev. Sci. Instrum. 82(7), 076103 (2011)
M. Consales, A. Ricciardi, A. Crescitelli, E. Esposito, A. Cutolo, A. Cusano, Lab-on-fiber technology: toward multifunctional optical nanoprobes. ACS Nano 6(4), 3163–3170 (2012)
G. Shambat, J. Provine, K. Rivoire, T. Sarmiento, J. Harris, J. Vuckovic, Optical fiber tips functionalized with semiconductor photonic crystal cavities. Appl. Phys. Lett. 99(19), 191102 (2011)
A.C. Siegel, S.T. Phillips, B.J. Wiley, G.M. Whitesides, Thin, lightweight, foldable thermochromic displays on paper. Lab Chip 9(19), 2775–2781 (2009)
D. Lochun, M. Kilitziraki, D. Harrison, I. Samuel, Manufacturing flexible light-emitting polymer displays with conductive lithographic film technology. Smart Mater. Struct. 10(4), 650–656 (2001)
D. Marculescu, R. Marculescu, Electronic textiles: a platform for pervasive computing. Proc. IEEE 91(12), 1995–2018 (2003)
J.A. Rogers, T. Someya, Y. Huang, Materials and mechanics for stretchable electronics. Science 327(5973), 1603–1607 (2010)
A. Di Falco, M. Ploschner, T.F. Krauss, Flexible metamaterials at visible wavelengths. New J. Phys. 12(11), 113006 (2010)
D. Chanda, K. Shigeta, S. Gupta, T. Cain, A. Carlson, A. Mihi, A.J. Baca, G.R. Bogart, P. Braun, J.A. Rogers, Large-area flexible 3D optical negative index metamaterial formed by nanotransfer printing. Nat. Nanotechnol. 6(7), 402–407 (2011)
G.X. Li, S.M. Chen, W.H. Wong, E.Y.B. Pun, K.W. Cheah, Highly flexible near-infrared metamaterials. Opt. Express 20(1), 397 (2011)
K.J. Kim, J.W. Kim, M.C. Oh, Y.O. Noh, H.J. Lee, Flexible polymer waveguide tunable lasers. Opt. Express 18(8), 8392–8399 (2010)
I.M. Pryce, K. Aydin, Y.A. Kelaita, R.M. Briggs, H.A. Atwater, Highly strained compliant optical metamaterials with large frequency tunability. Nano Lett. 10(10), 4222–4227 (2010)
M.G. Millyard, F. Min Huang, R. White, E. Spigone, J. Kivioja, J.J. Baumberg, Stretch-induced plasmonic anisotropy of self-assembled gold nanoparticle mats. Appl. Phys. Lett. 100(7), 073101 (2012)
N. Gibbons, J.J. Baumberg, C.L. Bower, M. Kolle, U. Steiner, Scalable cylindrical metallodielectric metamaterials. Adv. Mater. 21, 3933–3936 (2009)
M. Kolle, B. Zheng, N. Gibbons, J.J. Baumberg, U. Steiner, Stretch-tuneable dielectric mirrors and optical microcavities. Opt. Express 18(5), 4356–4364 (2010)
P. Reader-Harris, A. Ricciardi, T. Krauss, A. Di Falco, Optical guided mode resonance filter on a flexible substrate. Opt. Express 21(1), 1002–1007 (2013)
N. Engheta, Thin absorbing screens using metamaterial surfaces, in Proceedings of the IEEE Antennas and Propagation Society International Symposium, pp. 392–395 (2002)
C.L. Holloway, A. Dienstfrey, E.F. Kuester, J.F. O’Hara, A.K. Azad, A.J. Taylor, A discussion on the interpretation and characterization of metafilms/metasurfaces: the two-dimensional equivalent of metamaterials. Metamaterials 3(2), 100–112 (2009)
A. Alù, Mantle cloak: invisibility induced by a surface. Phys. Rev. B 80(24), 1–5 (2009)
A. Alù, N. Engheta, in Optical wave interaction with two-dimensional arrays of plasmonic nanoparticles, ed. by A.A. Maradudin. Structured Surfaces as Opt. Metamaterials, Chap. 3. (Cambridge University Press, Cambridge, 2011), pp. 58–93
Y. Zhao, A. Alù, Manipulating light polarization with ultrathin plasmonic metasurfaces. Phys. Rev. B 84(20), 205428 (2011)
F. Aieta, P. Genevet, M.A. Kats, N. Yu, R. Blanchard, Z. Gaburro, F. Capasso, Aberration-free ultrathin flat lenses and axicons at telecom wavelengths based on plasmonic metasurfaces. Nano Lett. 12(1702), 4932–4936 (2012)
A. Sihvola, Metamaterials: a personal view. Radioengineering 18(2), 90–94 (2009)
B.A. Munk, Frequncy Selective Surfaces: Theory and Design (Wiley, New York, 2000)
A. Beyer, A. Godt, I. Amin, C.T. Nottbohm, C. Schmidt, J. Zhao, A. Gölzhäuser, Fully cross-linked and chemically patterned self-assembled monolayers. Phys. Chem. Chem. Phys. 10(48), 7233–7238 (2008)
C.T. Nottbohm, A. Turchanin, A. Beyer, R. Stosch, A. Gölzhäuser, Mechanically stacked 1-nm-thick carbon nanosheets: ultrathin layered materials with tunable optical, chemical, and electrical properties. Small 7(7), 874–883 (2011)
A. Beyer, A. Turchanin, C.T. Nottbohm, N. Mellech, M. Schnietz, A. Gölzhäuser, Fabrication of metal patterns on freestanding graphenoid nanomembranes. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. 28(6), C6D5–C6D10 (2010)
H. Tao, C. Bingham, A. Strikwerda, D. Pilon, D. Shrekenhamer, N. Landy, K. Fan, X. Zhang, W. Padilla, R.D. Averitt, Highly flexible wide angle of incidence terahertz metamaterial absorber: design, fabrication, and characterization. Phys. Rev. B 78(24), 241103 (2008)
E.J. Smythe, M.D. Dickey, G.M. Whitesides, F. Capasso, A technique to transfer metallic nanoscale patterns to small and non-planar surfaces. ACS Nano 3(1), 59–65 (2009)
Z. She, A. Di Falco, G. Hähner, M. Buck, Electron-beam patterned self-assembled monolayers as templates for Cu electrodeposition and lift-off. Beilstein J. Nanotechnol. 3, 101–113 (2012)
Q. Xu, B.D. Gates, G.M. Whitesides, Fabrication of metal structures with nanometer-scale lateral dimensions by sectioning using a microtome. J. Am. Chem. Soc. 126(5), 1332–1333 (2004)
Q. Xu, R.M. Rioux, M.D. Dickey, G.M. Whitesides, Nanoskiving: a new method to produce arrays of nanostructures. Acc. Chem. Res. 41(12), 1566–1577 (2008)
D.J. Lipomi, R.V. Martinez, M.A. Kats, S.H. Kang, P. Kim, J. Aizenberg, F. Capasso, G.M. Whitesides, Patterning the tips of optical fibers with metallic nanostructures using nanoskiving. Nano Lett. 11(2), 632–636 (2011)
D.J. Lipomi, R.V. Martinez, R.M. Rioux, L. Cademartiri, W.F. Reus, G.M. Whitesides, Survey of materials for nanoskiving and influence of the cutting process on the nanostructures produced. ACS Appl. Mater. Interfaces 2, 2503–2514 (2010)
C. Blackley, L. Drummond, A. Fikouras, P. André, A. Di Falco, Hybrid Bottom-up Approach for Flexible Plasmonics, in PECSX 10th International Symposium on Photonic Electromagnetic Crystal Structure, vol. 1 (2012)
R. Magnusson, S.S. Wang, New principle for optical filters. Appl. Phys. Lett. 61(9), 1022–1024 (1992)
S. Tibuleac, R. Magnusson, Reflection and transmission guided-mode resonance filters. J. Opt. Soc. Am. A 14(7), 1617–1626 (1997)
M.G. Moharam, E.B. Grann, D.A. Pommet, T.K. Gaylord, Formulation for stable and efficient implementation of the rigorous coupled-wave analysis of binary gratings. J. Opt. Soc. Am. A 12(5), 1068–1076 (1995)
P.B. Johnson, R.W. Christy, Optical constants of the noble metals. Phys. Rev. B 6(12), 4370–4379 (1972)
G. Kichin, T. Weiss, H. Gao, J. Henzie, T. Odom, S. Tikhodeev, H. Giessen, Metaldielectric photonic crystal superlattice: 1D and 2D models and empty lattice approximation. Phys. B Condens. Matter 407(20), 4037–4042 (2012)
A.L. Fehrembach, A. Talneau, O. Boyko, F. Lemarchand, A. Sentenac, Experimental demonstration of a narrowband, angular tolerant, polarization independent, doubly periodic resonant grating filter. Opt. Lett. 32(15), 2269–2271 (2007)
E. Sakat, S. Héron, P. Bouchon, G. Vincent, Metaldielectric bi-atomic structure for angular-tolerant spectral filtering. Opt. Lett. 38(4), 425–427 (2013)
A. Di Falco, Y. Zhao, A. Alù, Optical metasurfaces with robust angular response on flexible substrates. Appl. Phys. Lett. 99(16), 163110 (2011)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Reader-Harris, P., Di Falco, A. (2015). Functional Metamaterials for Lab-on-Fiber. In: Cusano, A., Consales, M., Crescitelli, A., Ricciardi, A. (eds) Lab-on-Fiber Technology. Springer Series in Surface Sciences, vol 56. Springer, Cham. https://doi.org/10.1007/978-3-319-06998-2_6
Download citation
DOI: https://doi.org/10.1007/978-3-319-06998-2_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-06997-5
Online ISBN: 978-3-319-06998-2
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)