
Abstract
The use of low-temperature-transformation (LTT) weld metal is considerably effective in reducing residual stress in welded joints of high-strength steels. The reduction in residual stress is due to the dilatation effect of the martensitic transformation. In this chapter the reduction of residual stress in welded joints of high-strength steels due to LTT weld metal was observed by neutron diffraction analysis. In addition, the relationships between welding conditions and residual stress were examined with FEM simulations for creating the formation mechanism of compressive residual stress. New welding method with LTT weld metal was developed and applied to boxing fillet welded joints. Fatigue measurements of them were carried out to verify the fatigue improvement.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
- Residual stress
- LTT weld metal
- Boxing fillet welding
- Martensite transformation
- FEM simulation
- Neutron diffraction measurement
- Fatigue
- High-strength steel
1 Introduction
The use of low-temperature-transformation (LTT) weld metal is considerably effective in reducing residual stress in welded joints of high-strength steels [1–5]. The reduction in residual stress is due to the dilatation effect of the martensitic transformation. The residual stress depends not only on the martensite start temperature (Ms) but also on the shape of the weld metal and the restraint force in welded joints. The use of compressive residual stress to improve the fatigue and fracture toughness of steel structures requires the quantitative measurement of the residual stress influenced by the abovementioned factors and the development of software simulations that enable the easy estimation of the residual stress at the weld and toe in any weld joint.
In this chapter, we focus on the formation mechanism of compressive residual stress that results from the suitable use of LTT weld metal. We have clarified this mechanism using neutron diffraction measurements [6–8] and finite element method (FEM) computer simulations [9–11]. Finally, we introduce the elongated bead boxing weld [3], which has been developed to improve the fatigue properties of gusset welds [3, 12, 13].
2 Thermal Stress Behavior Under Strong Restraint
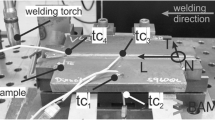
Thermal-stress behaviors during cooling after welding were calculated by FEM simulations using the bar model which is shown in Fig 1. The different restraint conditions were obtained by varying a ratio (L2/L1) of heated (L1) to nonheated length (L2) in the bar fixed at both sides.

Schematic drawing of bar model for calculation of stress in bar length direction. The restraint force is varied by a ratio of a heated zone (L1) and a nonheated zone (L2)
Figure 2 shows the thermal stress in cooling of conventional (CONV) and LTT weld metals, respectively. Thermal stress behaviors are strongly influenced by the restraint force (L2/L1). Here, the Ms temperature is assumed to be a barometer of the volume of martensite phase which is effective in reducing the residual stress due to the martensitic transformation dilatation. The volume of effective martensite phase increases in case of low Ms having martensitic-finish temperature (Mf) near the room temperature. CONV means the conventional weld metals used for the high-strength steels of 800 MPa grade. In this chapter, CONV represents the weld metal with Ms of 440 °C. LTT represents that with Ms 240 °C in case of no indication of Ms temperature.

Effect of restraint force on thermal stress during cooling after welding in a CONV, b LTT weld metals
In the case of weak restraint force (L1/L2 = 1/10), thermal stress in a low-temperature region is tensile in both LTT and CONV weld metals. However, as the restraint force is increased, the thermal stress in LTT weld metal becomes compressive stress, whereas that in CONV weld metal further increases the tensile stress.
Under the strongest restraint conditions (1 bar), the thermal stress of CONV weld metal during cooling results in an increase in tensile stress to approximately 800 MPa at room temperature. By comparison, the thermal stress of LTT weld metal during cooling results in a compressive stress to approximately −300 MPa at room temperature after beginning to decrease from the Ms temperature of 250 °C. These results demonstrate that a dilatation effect due to the martensitic transformation that started in a low-temperature region such as the region below 250 °C, is so strong that it may result in compressive residual stress in the weld metal and toe.
In Fig. 3, the residual stress, which is corresponding to the thermal stress at room temperature in Fig. 2, is plotted as a function of the restraint force (L2/L1). Under the weak restraint force, the difference in residual stress between both weld metals is small. However, under a narrow range of strong restraint force, the difference in residual stress between them becomes large; that is, the LTT weld metal undergoes an intensification of the compressive residual stress, whereas the CONV weld metal undergoes an intensification of the tensile residual stress.

Relationships between residual stress and restraint force in CONV and LTT weld metals
3 Neutron Diffraction Analysis and FEM Simulations
The distributions of residual stress in large butt-welded joints with LTT and CONV weld metals were determined using a neutron diffraction apparatus and the test piece shown in Figs. 4a, b, respectively, where the measuring points and sampling positions are illustrated for a test piece of a welded joint [6]. Figures 5 and 6 show the residual stress distributions of σL and σT, which represent residual stress in the welding direction and that transversal to the welding direction, respectively. The residual stresses of σL and σT showed the compressive stress in the LTT weld metal. In particular, the σL of approximately −500 MPa in LTT weld metal exceeded our expectations. For comparison, the σL shows tensile stress of approximately 400 MPa in the CONV weld metal. The use of LTT weld metal therefore reduced the residual stress σL by approximately 900 MPa.

a Neutron diffraction apparatus and b test piece of welded joint showing diffraction measurement positions and sampling positions for standard coupons with the dimensions of gauge volume of 2 × 2 × 2 mm3

Comparison of the residual stress distribution between CONV and LTT (PT, PS) weld metals. Residual stress is σL on the red dotted line transversal to the welding direction in Fig. 4b

Comparison of the residual stress distribution between CONV and LTT (PT, PS) weld metals. Residual stress is σT on the red dot line transversal to the welding direction in Fig. 4b
The weld metal with Ms of 150 °C has the retained austenite of about 5 %, which was measured by Neutron Diffraction Analysis. The Mf of that is below room temperature. The maximum residual stress seems to be a function of Ms if the retained austenite is below about 20 % [7, 8].
A comparison of the residual stress distributions observed with neutron diffraction measurements and those calculated, for the σL of butt-welded joints with LTT weld metal is shown in Fig. 7. The calculated values are in good agreement with the observed values for the weld metal and toe. The reason why σT is much smaller than σL is that the restraint force in the weld-metal width direction is weaker than that in the weld-metal length direction. Specifically, the reduction in residual stress due to the use of LTT weld metal depends on the restraint force around the weld metal when the Ms temperature of the LTT weld metal is the same. Our FEM simulations are suitable for estimating the residual stress in the weld metal and toes of joints welded under various conditions.

Comparison of the calculated and observed residual stress distributions for σL of LTT weld metal (Ms temperatures of 240 °C and 150 °C)
Figure 8 shows the residual stress distribution in a boxing fillet weld observed with neutron diffraction measurements [7]. The use of an LTT weld metal reduces the tensile residual stress by approximately 300 MPa; however, the residual stress at the toe of a boxing fillet results in a tensile stress of approximately 400 MPa.

Effect of the Ms temperature on the residual stress distribution in the longitudinal direction of the base plate (gusset direction) in a gusset-box fillet weld. The Ms temperatures of 200 and 100 °C correspond to LTT weld metal, whereas the Ms temperature of 440 °C corresponds to a conventional weld
The reason why the stress reduction is less in case of the fillet weld compared to the butt weld may be explained by the following interpretation.
The residual stress depends on the restraint force, which is much stronger in welding direction than in one transversal to that. It does not matter that it may be LTT or CONV weld metal. In case of LTT, the stress reduction in the direction transversal to welding one is less than that in welding direction. It is clear in comparison with the experimental results of Figs. 5 and 6. The fillet welding direction in gusset corner front is corresponding to the one transversal to gusset direction. Therefore, the residual compressive stress in gusset direction is less. In other word, the residual stress of gusset direction is much lower because of that transversal to welding direction.
The suitable weld length elongated to gusset direction in gusset corner front is necessary for the increase of residual compressive stress in gusset direction, which is described below.
4 Effect of Weld Length and Weld-Metal Width on Residual Stress
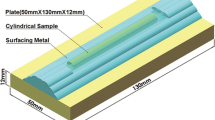
To clarify the effect of the weld-metal length (l), and the weld-metal width (w) in both LTT and CONV weld metals, we performed FEM simulations by using a simple model shown in Fig. 9. Calculations were conducted with the length and width of the heated zone in a plate made of LTT weld metal being varied.

Schematic weld model used for calculations of effect of the welding length and width on residual stress
Figure 10 shows the residual stress distribution of σL along line L in Fig. 9, which was calculated for a case of length 80 mm, width 20 mm, and depth 20 mm. The residual stress of σL in LTT weld metal was lower by approximately 1000 MPa than that in CONV weld metal. The σL of LTT weld metal is compressive stress of −400 MPa at the middle of the weld length but is approximately −100 MPa at both ends near the weld toe; that mean, the compressive residual stress at the end position is smaller than that at the middle position because of weak restraint around the end position.

Comparison of residual stress distributions of σL on line L between CONV and LTT weld metals
The lower restraint at the end position results from the base plate which is easy to deform. In addition, the restraint there is much weakened because the strength of the base plate is lower than that of weld metal.
Figure 11 shows the residual stress distribution of σL along line T in Fig. 9. The σL of LTT weld metal is remarkably lower in the region from weld metal to toe compared to the σL of CONV weld metal.

Comparison of residual stress distributions of σL on line T between CONV and LTT weld metal
To clarify the effect of the width of the LTT weld metal on residual stress, residual stress distributions from the center of the weld metal to the heat-affected zone (HAZ) along line T in Fig. 9 were calculated. Figure 12 shows the results obtained for weld metal widths varied from 2 to 20 mm. The maximum value of compressive residual stress was only slightly affected by the weld-metal width.

Effect of weld-metal width on the residual stress distribution of σL from the weld metal center to HAZ on line T
To clarify the effect of the weld length of LTT weld metal on the residual stress, residual stresses were calculated by varying the weld lengths from 20 to 300 mm in Fig. 9. The compressive stress becomes stronger as the weld length is longer. The compressive stress of σL rapidly increases in less than about 70 mm, but it much slightly increases in more than that. The compressive stress of σL in weld length of 20 and 300 mm is −50 and −450 MPa at the middle of the weld length, respectively [10].
5 Elongated Bead Welding
On the basis of the previously discussed simulations of compressive residual stress, we discovered a new welding method characterized by an elongated bead of LTT weld metal that induces high compressive stress at the metal and toe of a boxing fillet weld. A comparison of the simulated models of an elongated bead (model 7-70) and a conventional fillet weld (model 7-5) is shown in Fig. 13. Residual stress distributions on the red line from the gusset to the HAZ in welded joints with weld metals with various Ms temperatures are shown in Figs. 14 and 15, which were calculated for conventional and elongated bead welds, respectively [3].

Finite-element mesh divisions used for calculation of residual stress and concentration stress in conventional weld metal of model 7-5 (i.e., a vertical leg length of 7 mm and a horizontal leg length of 5 mm) and elongated bead-weld metal of model 7-70 (i.e., a vertical leg length of 7 mm and a horizontal leg length of 70 mm)

Effect of the Ms temperature of the weld metal on the residual stress distribution in conventional boxing fillet welded joints. Residual stress in the x-direction and each position on the red line in the left illustration are plotted as the ordinates and abscissae, respectively

Effect of the Ms temperature of weld metal on the residual stress distribution in elongated bead boxing fillet welded joints. Residual stress in the x-direction and each position on the red line in the left illustration are plotted as the ordinates and abscissae, respectively
In Fig. 14, the residual stress in the plate-side toe controlling the fatigue crack is reduced by approximately 210 MPa in the combination of LTT weld metal and conventional fillet weld, but it is still tensile residual stress. In contrast, in the combination of LTT weld metal and elongated bead weld in Fig. 15, the residual stress of the plate-side toe is reduced to the compressive residual stress level (for example, −500 MPa in case of Ms 150 °C). The X-ray measurements of residual stress demonstrate the effectiveness of the combination of the LTT weld metal and elongated bead weld. Figure 16 shows the residual stress distribution on the surface from toe to the HAZ for the combinations of weld metals and elongated beads in a boxed fillet weld. The LTT welds of B-1 and C-1 substantially reduce residual stress near the toe as compared to that in the conventional weld of A-1. In particular, the combination of LTT wire and an elongated bead results in a compressive residual stress of approximately −100 MPa at the toe and also extends the region of low residual stress in the HAZ.

Comparison of the residual stress distribution in the x-direction between A, B, and C welds shown in the left illustration, where the upper diagram represents a conventional boxing weld, and the lower diagram represents an elongated one. A-1 is a combination of conventional boxing and conventional weld metal; B-1 is a combination of conventional boxing and LTT weld metal; C-1 is a combination of an elongated weld and LTT weld metal
We observed significant improvements in the fatigue properties in boxing fillet welds through the combination of LTT wire and the elongated bead.
The S–N curves for gusset fillet welded joints with LTT weld metal produced using the new elongated-bead method and those for joints produced using the conventional welding method are shown in Fig. 17 where the previous results for weld joints with conventional weld metal produced using the conventional welding method are plotted to demonstrate the improvement in fatigue [13]. In comparison with welds made using the conventional welding method and conventional weld metal, the new welding method with an elongated bead of LTT extended the lifetime under a stress level of 150 MPa 12-fold and increased the stress level 2.5-fold, i.e., from 60 to 160 MPa, in 2 × 106 fatigue cycles.

Fatigue test results of gusset fillet joints welded using different welding methods. The red circles show the results of fatigue tests of the new method with an elongated bead of LTT weld metal
We consider that the fatigue improvement is resulting from the twin effects of the compressive residual stress and the reduction of stress concentration at the weld toe position. The reason comes from the experimental facts that the fatigue improvement of weld joints with the elongated bead of a conventional weld metal is lower than that of the elongated bead of an LTT weld metal.
By application of the elongate bead with an LTT weld metal, the residual stress at the toe position reduces from tensile stress of 200 MPa to compressive stress of −100 MPa (as shown in Fig. 16) and in addition, stress concentration there reduces by 60 %, according to the previous FEM simulation results [3].
It is not really a good idea to have a large bead length only from welding perspective. We knows well that it causes extra work for welding side, but the remarkable improvement in fatigue properties is essential issue for the welded structures of high-strength steels. The new welding method seems to give the excellent properties that other method such as the peening method did not give in the point of view from the safety against fracture, repairs and maintenance which are important for welded structures. In shipbuilding application, the merit and demerit due to the use of the new welding method have being examined as well as welding efficiency has being improved by small bead length.
6 Conclusion
The reduction of residual stress in welded joints of high-strength steels due to LTT weld metal was observed by neutron diffraction analysis. In addition, the relationships between welding conditions and residual stress were examined with FEM simulations for creating the formation mechanism of compressive residual stress. New welding method with LTT weld metal was developed and applied to boxing fillet welded joints. Fatigue measurements of them were carried out to verify the fatigue improvement. Our conclusions are as follows:
-
1.
In the butt welded joints produced using 800 MPa grade high-strength steel and LTT weld metal, compressive residual stress of −400 MPa was observed in welding direction, but that of the −100 MPa, in transversal direction to that. The compressive residual stress has a strong dependence on welding direction.
-
2.
The strength of compressive residual stress has dependence on the volume of martensite structure transformed in low temperature region in weld metal. The weld metal with lower Ms temperature increases the compressive stress in case of Mf temperature close to room temperature.
-
3.
Compressive residual stresses have dependence on the restraint force around weld metal. In the welded joints with LTT weld metal, the restraint force in welding direction is so strong in comparison with that in transversal direction that the compressive residual stress in welding direction is much larger than that in transversal direction.
-
4.
The compressive residual stress in welding direction has a strong dependence on weld length. It remarkably increases in proportion to the weld length in less than about 70 mm, but it gradually saturates in more than that.
-
5.
The gusset fillet welded joints with LTT weld metal produced using the newly developed elongated-bead method have the excellent fatigue properties in comparison with those produced using the conventional welding method.
References
Shiga C (2000) Problems in welded joints and systematic approach to their s solution in STX21 project. Sci Technol Weld Joining 5(6):356–364
Ohta A, Watanabe O, Matsuoka K, Shiga C, Nishijima S, Maeda Y, Suzuki N, Kubo T (2000) Fatigue strength improvement of box welded joints by using low transformation temperature welding material. QJ Japan Weld Soc 18(1):141–145 (in Japanese)
Shiga C, Murakawa E, Matsuo Y, Ohsuga U, Hiraoka K, Morikage Y, Yasuda K (2013) Fatigue improvement in high-strength steel welded joints with compressive residual stress. Weld World, Sept 2013 (to be published)
Nakamura T, Hiraoka K, Hayakawa N, Gunic F (2005) Improvement of welded joint property by new welding technology. In: Proceedings of international ATS steelmaking conference. ATS, Paris, pp 226–227
Zenitani S, Hayakawa N, Yamamoto J, Hiraoka K, Morikage Y, Kubo T, Yasuda K, Amano T (2007) Development of new low transformation-temperature welding consumable to prevent cold cracking in high strength steel welds. Sci Technol Weld Joining 12(6):516–522
Suzuki H, Holden TM (2006) Neutron diffraction measurements of stress in an austenitic butt weld. J Strain Anal Eng Des 41(8):575–582
Shiga C, Mraz L, Bernasovsky P, Hiraoka K, Mikula P, Vrana M (2007) Residual stress distribution of steel welded joints with weld metal of low transformation temperature. J Weld World 51(11/12):11–19 Doc. IIW-1824-07 (ex-doc. IX-2149r1-05)
Shiga C, Yasuda H, Hiraoka K, Suzuki H (2010) Effect of Ms temperature on residual stress in welded joints of high strength steels. Weld World 54(3/4):71–79
Hiraoka K, Yamamoto J, Shiga C, Mraz L, Mikula P (2009) Numerical simulation of residual stress distribution in welded joints with LTT weld metals, pre-print of IIW international congress in Central and East Europe Region Slovakia, High Tatras, Stara Lesna, 14–16 Oct 2009
Shiga C, Murakawa E, Arafune M, Yamamoto J and Hiraoka K (2011) Computer simulation of compressive residual stress in LTT weld joints of high strength steels In: Preprints of the symposium on welded structure of JWS, pp 57–63
Shiga C, Murakawa E, Arafune M, Ohsuka Y, Hiraoka K, Morikage Y, Yasuda K (2014) Fatigue improvement in high-strength steel welded joints with compressive residual stress. Weld World 58:55–64
Weich I, Ummenhfer T, Nitschke Th, Dilger K, Eslami H (2009) Fatigue behaviour of welded high-strength steels after post-weld treatments. Weld World 53(11/12):322–332
Morikage Y, Kubo T, Yasuda K, Amano K, Hiraoka K, Ohta A, Shiga C (2001) Improvement of fatigue strength of welded joints by applying low-temperature transformation welding consumables to high strength steel. In: Preprints of the national meeting of JWS, vol 68 pp 144–145
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Shiga, C., Murakawa, H., Matuo, Y., Hiraoka, K. (2014). Compressive Residual Stress in Welded Joints with Low-Temperature-Transformation Weld Metal in High-Strength Steel. In: Kannengiesser, T., Babu, S., Komizo, Yi., Ramirez, A. (eds) In-situ Studies with Photons, Neutrons and Electrons Scattering II. Springer, Cham. https://doi.org/10.1007/978-3-319-06145-0_6
Download citation
DOI: https://doi.org/10.1007/978-3-319-06145-0_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-06144-3
Online ISBN: 978-3-319-06145-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)