
Abstract
Oil and gas industry faces new challenges these days: new off-shore fields are located in harsher environments, at longer distances from shore, in deeper waters, demanding more compact and efficient process facilities, to optimize investment costs and then, to guarantee the economic feasibility of these new projects. On the other hand, brown fields with decaying production experience significant changing process conditions which usually impose constrains in existing facilities. The bottlenecking of these facilities requires process improvements to increase their capacity and efficiency, minimizing at the same time any production deferment which could translates into unwanted higher operational costs. Usually, in both cases there are severe space limitations to deploy solutions, demanding these solutions to become more and more compact. PDVSA-Intevep has identified the need for a compact, high efficiency, and high capacity separation technology to address potential gas scrubbing problems in both green and brown fields, and started the development of an axial gas liquid cyclone as an answer to these needs. The separator consists of a flow conditioning section, a swirl generator section, and a segregating section with a discharge for gas and liquid phases in the outlet. An extensive planning, design, construction, and further experimental validation process of a prototype was conducted in the multiphase flow loop facilities of PDVSA-Intevep to demonstrate the axial cyclone concept. As a result of the experimental validation, several aspects of geometrical design were identified to be susceptible to improvements in order to achieve target separation efficiency. The geometric variables identified and addressed in order to improve the performance of this equipment are: incorporating a pre-separation chamber to remove segregated flow incoming to the device, a static mixer to homogenize the gas liquid mixture incoming to the swirl generator, of swirl generator configuration for constructability purposes, improvement of the liquid annular outlet, gas recycle, and outlet gas flow conditioner configurations. The new design is the result of a comprehensive process of revisiting and evaluating the state-of-the-art of axial separation technologies, incorporating lessons learned during the concept demonstration tests and mechanistic modelling of the prototype. Design was conducted considering the operating envelope of the multiphase flow loop of PDVSA-Intevep, to carry out an experimental performance assessment of the incorporated improvements.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
A very important issue in the oil and gas industry is to assure the production of hydrocarbons from reservoir to surface facilities through the entire life of the field. This ambitious goal is partially fulfilled by identifying any potential or existing bottlenecks, their root causes and then developing solutions to those issues, usually by improving process efficiency and installed capacity.
The Venezuelan hydrocarbon development plan for 2012–2018, associated with the natural gas business, was conceived considering the impact of the global economic crisis on the expectations of the economic growth as well as the projection of the supply and demand of hydrocarbons. The largest Venezuelan gas reserves are located in off-shore reservoirs in the Eastern and Western Caribbean Sea in the northern region of the country, and will be developed through the Deltana Platform, the Rafael Urdaneta, and the Mariscal Sucre projects, which are planned to drive the increase on national gas production to 11,839 MMPCSD by 2018, (Fig. 1) satisfying the domestic market and exporting to strategic markets, thereby driving the development of the country and ensuring absolute sovereignty over the gas resources (PDVSA 2011).

Gas reservoirs in the Eastern and Western Venezuelan Caribbean Sea
Intevep, PDVSA subsidiary responsible for generating technology solutions with a focus on the exploration, production, and refining of hydrocarbons in the country, has set as its project portfolio the development of compact and efficient gas-liquid separation technologies. Axial Cyclonic Scrubbers, offering a solution due to its high separation efficiency and small footprint required for installation, are ideal for developments on offshore platforms, where the available space is usually very limited. The successful design of an enhanced prototype will advance to the second phase of the research and development plan, which includes capturing lessons learned from previous experimental stage, incorporating them into the design, construction, and experimental evaluation of the new improved prototype.
2 Background
According to Rawlins (2003), the concept of compact separation is commonly applied in the separation unit processes that do not strongly depend on the sedimentation caused by gravitational forces present in these devices. Due to the improvement obtained in the performance of the process by saving space and weight of this equipment, the compact separation promises to revolutionize the design of the facilities.
The use of cyclone separators in the oil and gas industry is a relatively recent phenomenon. However, they have been used successfully for some time in other industrial applications, offering advantages over conventional gravity separators. Its use in the oil industry is now of great interest to many companies and research centres around the world in order to face the great challenge of the extraction and processing of oil and gas.

Type of cyclone separator. Left Reverse flow cyclone. Right Axial flow cyclone
There is abundance of published references in the literature regarding the design and operation of reverse flow cyclones, yet the amount of work associated with axial flow cyclones is significantly lower. Hoffman and Stein (2002) present the most comprehensive information compilation regarding the principles of design and operation for gas cyclones and swirl tubes and the comparison between reverse flow cyclone and axial flow cyclone.
Several papers describe axial flow applications, thus increasing their popularity (Swanborn 1988; Verlaan 1991; Dickson 1998; Austrheim 2006; Trujillo and Ulloa 2007).
Intevep began the development of an Axial Cyclonic Scrubbers in 2007 thanks to the work of Ulloa and Trujillo (2007), who identified trends and technological advances on the different types of axial cyclonic scrubbers, identifying main design parameters and operating conditions for inline axial cyclonic scrubbers developed and installed worldwide (see Fig. 3).

Development stages technology in PDVSA-Intevep
On the other hand, Ruiz et al. (2009) refined the conceptual design proposed by Demey and Trujillo (2008) and built the first prototype of an axial cyclonic scrubber. Additionally, they evaluated and identified the operational envelope through an extensive experimental campaign in the Norte 6 multiphase flow loop of PDVSA-Intevep, and identified the key geometric parameters to assess: departure angle of the blades, stator-vortex finder distance, and the annular opening formed between the vortex finder and the inner diameter of the separator (see Fig. 4).

First prototype designed by Intevep
Delgado (2010) conducted an extensive experimental campaign to assess the best geometric configuration in order to maximize the separation efficiency of the axial cyclonic scrubber prototype proposed by Ruiz et al. (2009) and concluded that the most appropriate geometrical configuration for the prototype—having the highest pressure drop—corresponded to a departure angle of the blades of 75\(^\circ \), with a performance separation between 83 and 93 %, for gas flow rates of 120–190 MCFSD, respectively. The increase in the departure angle of the blades from 45 to 75\(^\circ \), results in a marked improvement in the separation efficiency (see Fig. 5) at the expense of a higher pressure drop. However, the pressure drop through the device is relatively low (Fig. 6).

Separation efficiency for the first prototype

Pressure drop for the first prototype
Figures 5 and 6 show how Delgado (2010) determined by experimental evaluations, the best geometrical configuration based in the separation efficiency of the first axial cyclone scrubber prototype scale proposed by Ruiz et al. (2009). They concluded that the most appropriate geometry for the prototype, despite having the higher pressure drop, corresponded to a departure angle of 75\(^\circ \) blades, creating a performance separation between 83 and 93 %, for a range of gas flow between 120 and 190 MPCSD, respectively. Increasing the departure angle of the vanes from 45 to 75\(^\circ \), results in a notable improvement in the separation efficiency.
3 Description
3.1 Desing Variables
The most important geometric variables considered in the optimization of a prototype axial gas-liquid cyclonic separator are based on previous work by renowned researchers. In particular, Swanborn (1988), Verlaan (1991), and Austrheim et al. (2007) in their experimental and numerical evaluations achieved a high collection efficiencies with the proposed geometries (greater than 95 %). In addition, detailed geometric information on the design of the swirl generator stator can also be found in the literature.
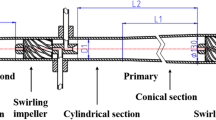
The parameters considered for an improved design of the axial cyclonic scrubber prototype are illustrated in Fig. 7.

Key design parameters
The change in any of the above mentioned variables can significantly affect the overall device performance. The impact will be discussed in more detail below.
3.2 Equipment Description
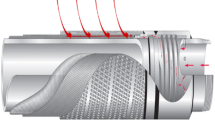
The equipment is conformed of a pre-separation chamber to disengage the larger liquid droplets by gravitational separation, as well to separate any stratified liquid entering the device. A static mixer is then responsible for ensuring a homogeneous entry of the mixture to the swirl generating element (stator). The stator, whose design is based on a series of stationary helical guide vanes, creates a rotational flow, producing the necessary centrifugal force to facilitate the phase segregation caused by phase density differences, i.e., the heavier phase (dispersed phase liquid droplets) will form a thin annular film to be sent to an accumulation chamber through four longitudinal slots located in the cyclone walls, and an axial opening located at the outlet, which is a concentric cylinder of smaller diameter called vortex finder; meanwhile the lighter phase (continuous gas phase) will form a swirling core of smaller diameter inside the cyclone and will leave it through the vortex finder to a flow conditioner element, aimed at converting the angular momentum into linear momentum, thereby recovering pressure energy and improving mobility of the gas at the outlet. Furthermore, the liquid separated in the pre-separation chamber will be sent to the liquid outlet line. Another feature of this equipment is the use of a pipe for recycling the gas flow, which improves the efficiency (see Fig. 8).

Sketch of the new geometrical configuration of axial cyclonic scrubber prototype
4 Characterization of the Axial Cyclone Separator
4.1 Static Mixer
Thakur et al. (2003), in their review of static mixers for the process industry, indicate that one of the general parameters for choosing a static mixer is the pressure drop, which many manufacturers and researchers reported as a ratio between the pressure drop through the pipe with static mixer to the pressure drop through the empty (no static mixer) pipe:
where Z is the pressure drop radius, \(\Delta P_\mathrm{{mixer}}\) is the pressure drop with the mixer (in units of psi), and \(\Delta P_\mathrm{{empty}}\) is the pressure drop without mixer (in psi).

Influence of the Reynolds number and aspect ratio on the Z factor for the Lightnin and the Kenics KM mixer
Figure 9 shows how the pressure drop ratio Z increases as the Reynolds number increases. The Kenics static mixer has a lower Z factor, and based on the experience and results obtained by Regner et al. (2006), the Kenics design was used as a model to sizing the static mixer required in the prototype (see Fig. 10).

Static mixer
4.2 Swirl Generator (Stator)
Hoffman and Stein (2002) suggest the most important aspects to consider in the design of the stators or veins swirl generators. They assert that it is the entry and exit angles and the thickness of the blades, which will define the area available to the flow (throat area) and therefore the swirl velocity required to reach the required G force to achieve phase separation. In the conventional tangential inlet cyclones, the velocity of the vortex near the wall is determined by the velocity and the construction coefficient of the inlet duct, while in the axial cyclones, this component is determined by the exit velocity through the available area of the stator (throat area) in conjunction with the exit angle of the blades. The equations that are used to calculate the throat area and tangential velocity, given the stator geometry, are:
where \(D_\mathrm{{mid}}\), \(D_{ov}\), and \(D_{iv}\) are the mean, outer, and internal diameter of the throat (in mm), respectively, \(N_{v}\) is the number of blades, \(\beta \) is the departure angle, t is the thickness of the blade (in mm), \(V_{th}\) is the axial velocity of the throat (in m/s), \(Q_{m}\) is the flow rate of the mixture (in m\(^{3}\)/s), \(A_{th}\) is the flow area of the throat (in mm\(^{3})\), and \(V_{0}\) is the tangential velocity (in m/s).

Influence of the stator blade angle on the separation efficiency axial cyclone (experiment with an air/water body of diameter 3 cm)
The geometry of the blades affects the separation efficiency and the pressure drop of the axial cyclone separator (see Fig. 11). An increase in the angle between the blades and the axial direction produces increased tangential velocity and therefore the centrifugal force increases, improving phase separation. However, there is a limit in increasing this angle, since as the output angle increases, also increases the pressure drop of the device because the cross section available for the flow decreases, so that large angles formed between the blades and the axial, produce high pressure drops (see Fig. 12).

Swirl generator (stator)
The efficiency of the cyclonic separation depends considerably on the G force generated by the centrifugal acceleration imposed on the fluid due to the high centrifugal accelerations, which cause the breaking of the foam bubbles in the mixture, allowing for the liquid droplets to coalesce in the wall of the cyclone and be extracted from the gaseous phase of the fluid, thereby generating separation (Chin et al. 2002). The G forces generated can be determined by the following relation:
where D is the diameter of the cyclone, \(v_{t}\) is the tangential velocity, and g is the gravity. Many researchers report recommended G-force ranges, and the most commonly used are:
-
Between 300–500 G (Swanborn et al. 1995) reverse flow
-
Between 5000–6000 (Swanborn et al. 1995) axial flow
-
Between 56–100 G (Gomez et al. 1999)
-
Between 50–1000 G (Frankiewicz et al. 2001)
-
Between 50–100 G (Barbuceanu and Scott 2001)
-
Between 100–150 G (Chin et al. 2002)
-
Between 10–5000 G (Rawlins 2003)

Flow conditioner
4.3 Flow Conditioner
The flow conditioner used in the prototype design is shown in Fig. 13 and was based primarily on the recommendations outlined in the GPSA Engineering Data Book (GPSA 1998). Dimensions of cylindrical fins that conform the flow conditioner are determined by the following equations:
where R is the outer radius of the flow conditioner (in mm), r is the outer radius of the cylindrical fin (in mm), \(De_\mathrm{{alt}}\) is the external diameter of each cylindrical fin (in mm), \(De_{af}\) is the external diameter of the flow conditioner (in mm), \(Di_\mathrm{{alt}}\) is the inner diameter of the cross section of each cylindrical fin (in mm), and \(t_\mathrm{{alt}}\) is the thickness of each cylindrical fin (in mm).
5 Conclusions
The more relevant conclusions of this work can be summarized in the following points:
-
Compact separation technologies do not depend heavily on the sedimentation caused by the gravitational force. Instead, the main separation principle is the inertia, based on the change of flow direction, to induce centrifugal forces on the fluids.
-
Separation compact technologies promise to revolutionize the off-shore facilities due to significant space and weight savings, while improving process performance.
-
The efficiency of a cyclone separator is associated with two important variables, which are usually categorized primarily by the separation efficiency related to the amount of liquid collected in terms of the amount of liquid fed to the equipment and secondly by the drop pressure through the device.
-
The Kenics KM design with L /D = 1.028 was used as a model for the static mixer geometry required in the prototype because it has shown better results compared to the model Lightnin Series 45.
-
The geometries designed for the three stators helical swirl generators were based mainly on the design proposed by Verlaan (1991) and validated by Austrheim (2007).
-
The cyclone geometry and the inlet flow rates define the G forces generated and the flow pattern at the inlet.
-
The flow conditioner used in the design was based primarily on the recommendations in the GPSA standard for fabrication of these devices.
-
The proposed design considers the incorporation of a gas recirculation line from the top of the liquid collection chamber to the section between the output of the vortex finder and the flow conditioner.
-
The lack of mathematical models for defining the geometric dimensions of axial cyclonic scrubbers constrains designers to the use of extrapolated design criteria from other cyclonic devices and of semi-empirical equations and geometric relationships resulting from experimental and computational evaluations.
-
With the development of this technology PDVSA will help ensure a reliable production of hydrocarbons from reservoir to surface facilities, increasing the separation efficiency, the installed capacity of surface facilities, and reducing the required footprint and therefore, the capital and operational expenditures.
6 Further Work
In order to continue with the development of this axial cyclonic scrubber technology, significant resources have been allocated to two ongoing main activities:
-
Evaluation of the current design in the multiphase flow loop facilities of PDVSA-Intevep to experimentally verify and validate the selected geometrical configuration of the prototype.
-
Use of Computational Fluid Dynamics simulations to reduce the costs and time spent on the experimental research for the development of the final design before conducting further tests with “real” fluids in the PDVSA-Intevep industrial scale experimental facilities.
References
Austrheim T (2006) Experimental characterization of high-pressure natural gas scrubbers. Ph.D. Thesis, Univertsity of Bergen, Norway.
Barbuceanu N, Scott S (2001) Novel inlet design expands range of operability for compact separator. In: SPE annual technical conference and exhibition, New Orleans, Louisiana, 30 September-3 October 2001, paper SPE 71555.
Chin RW, Stanbridge DI, Schook R (2002) Increasing separation capacity with new proven technologies. In: SPE annual technical conference and exhibition, San Antonio, Texas, 29 September-2 October 2002, San Antonio, paper SPE 77495.
Delgado G (2010) Test bench scale evaluation of an axial cyclonic scrubber prototype development by PDVSA Intevep. Universidad Central de Venezuela, Venezuela, Thesis
Demey H, Trujillo J (2008) Conceptual design of a scrubber axial flow cyclone gas-liquid. Universidad de Carabobo, Venezuela, Thesis
Dickson PJ (1998) Gas/Liquid separation within a novel axial flow cyclone separator. Ph.D. Thesis, School of Mechanical Engineering, Cranfield University, UK.
Frankiewicz T, Browne M, Lee CM (2001) Reducing separation train sizes and increasing capacity by application of emerging technologies. In: Offshore technology conference, Houston, Texas, 30 April-3 May 2001, paper OTC 13215.
Gómez L (1998) A state of the art simulator and field application design of gas-liquid cylindrical cyclone separators. The University of Tulsa, USA, Master Thesis
GPSA (1998) Engineering Data Book, FPS Version, Vol. I.
Hoffman A, Stein L (2002) Gas cyclones and swirl tubes: principles: design and operation. Springer-Velarg, Berlin
PDVSA (2011) Annual management report. Ministerio del Poder Popular para la Energía y Petróleo, Venezuela
Rawlins CH (2003) The case for compact separation. Technology Today Series, paper SPE 80994:77–80
Ruiz R, Trujillo J, López J (2009) Design of a test bench prototype of an axial cyclonic separation technology for high gas-liquid Ratio. Technical Report INT-12922, Intevep, Los Teques, Venezuela.
Swanborn RA (1988) A new approach to the design of gas-liquid separators for the oil industry. PhD Thesis, Delf University of Technology, The Netherlands.
Thakur RK, Vial C, Nigam KDP, Nauman EB, Djelveh G (2003) Static mixers in the process industries–a review. Chem Eng Res Des 81:787–826
Ulloa J, Trujillo J (2007) Frontiers and trends identification of axial gas-liquid cyclonic separation. Technical Report SIT-0362-2007, Intevep, Los Teques, Venezuela.
Verlaan CCJ (1991) Performance of novel mist Eliminators. Ph.D. Thesis, Delf University of Technology, The Netherlands.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Peréz Guerra, L.D., Trujillo , J., Blanco, W. (2014). Geometric Design Optimization of a Prototype Axial Gas-Liquid Cyclonic Separator. In: Sigalotti, L., Klapp, J., Sira, E. (eds) Computational and Experimental Fluid Mechanics with Applications to Physics, Engineering and the Environment. Environmental Science and Engineering(). Springer, Cham. https://doi.org/10.1007/978-3-319-00191-3_27
Download citation
DOI: https://doi.org/10.1007/978-3-319-00191-3_27
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-00190-6
Online ISBN: 978-3-319-00191-3
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)