
Abstract
Large-scale circulating fluidized beds are used as calciners in alumina refineries. Alumina product quality (loss on ignition, LOI) depends on heat transfer effects and particle residence time in the calciner. The operational parameters of fluidization such as air and fuel flow rates along with pressure drop across the furnace are sensitive to changes in production rate. In this context, Lagrangian discrete phase model is used to simulate gas–solid hydrodynamics and visualize the thermal profile. The model is validated against the measured calciner temperature. Simulations are performed for various flow rates of hydrate feed, air and fuel. The results revealed a strong influence of fluidization air flow rate and its split to primary and secondary air on the overall thermal profile. Therefore, an optimum ratio of primary-to-secondary air flow rate was deduced to achieve the desired thermal profile for varied production rates.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Computational Fluid Dynamics (CFD)
- Combustion
- Calcination
- Gas–solid flow
- Alumina
- Circulating fluidized bed
Introduction
The alumina industry is constantly looking for viable alternatives to meet current and future energy requirements. The price of the alumina significantly depends on the cost of the raw materials as well as the size and efficiency of the plant [1]. In Bayer cycle, calcination is one of the processes which require high-grade heat that accounts for a significant portion of the refineries’ annual expenses. Hence, it is important to accentuate on concepts of energy management and to operate such highly energy-consuming applications in an efficient manner.
In calcination, the endothermic reaction of alumina hydrate particle to form anhydrous alumina is accomplished by a steady supply of heat through combustion of fuel. The calcined alumina must also meet minimum quality requirements in terms of alpha alumina percentage and LOI to be acceptable for final primary aluminum production [2]. To achieve this, there are different calcination technologies available from rotary kilns to stationary calciners. Since rotary kilns consume more energy compared to stationary calciners, most of the alumina refineries are now using fluidized bed type of stationary calciners. Out of all the stationary calciners, the flash and gas suspension calciner are single-pass fluidized bed apparatus with lower retention time in comparison with the circulating fluidized bed (CFB). Hence, CFB provides controlled solid re-circulation with high gas–solid contact efficiency.
In context to the alumina refineries, over the last few decades there have been significant advancements made in improving the design and automation of CFB calciners. The entire calcination circuit was improved gradually in order to reduce the specific energy consumption. The latest fifth-generation CFB calciner of Metso Outotec operates with specific energy consumption of 2790 kJ/kg of alumina [3]. Sensors are developed to monitor the performance of individual equipment such as seal pot to analyze the performance of the calcination circuit [4]. Also, automations are incorporated to regulate the fuel with respect to the feed flowrate [5].
Despite of all the technological advancements, there is every reason to expect varying alumina quality due to varying capacities, % moisture content, particle size distribution, etc. While developing new designs, it is equally important to emphasize optimal operation of the calciner. Hence, fundamental understanding of flow and particle behavior is crucial for its optimization.
In the past, few researchers experimentally studied the non-uniformity in distribution of fluidization air. The air flowrates across the different bubble cap distributors were investigated [6]. Tracer experiments were conducted to evaluate the effect of gas mixing between the secondary air injection nozzles. Different injection patterns and locations were investigated in the CFB [7]. Since most of the experimental investigations are performed for specific designs of CFB, it is difficult and time-consuming to translate the outcomes to CFB designs concerning specific applications such as alumina calcination.
Since the flow inside the calciner is quite complex due to a series of mass and heat transfer mechanisms among different phases, it is difficult to accurately simulate and predict the behavior of calciners. Nowadays, Computational Fluid Dynamics (CFD) tools are increasingly being used to understand the internal flow profile of the calciners [8]. Multiphase CFD approaches such as Eulerian granular framework were used to investigate gas–solid heat transfer in a coal combustor [9]. Two-fluid Eulerian–Eulerian simulations were conducted to understand the influence of recycling flue gases with the combustion air on the performance of CFB [10]. However, the pseudo-solid approach of two-fluid models cannot predict the combustion and solid motion at particle scale. The Eulerian–Lagrangian framework with Dense Discrete Phase Model (DDPM) was used to simulate CFB with particle tracking to understand the flow characteristics and coal combustion rate [11]. Complex simulations were also performed by coupling CFD with DEM (discrete element method). The influence of particle bed level and side wall injection of secondary air on the gas–solid hydrodynamics were investigated [12]. Although CFD-DEM simulations are highly accurate, these simulations require huge computational resources.
In the alumina industry, gas suspension calciner was investigated using CFD to understand the impact of calcination temperature on LOI. The alumina particles were modelled through Eulerian granular model and fuel was injected through discrete phase model (DPM) [13]. The influence of particle size distribution on the hydrodynamics and temperature profile was investigated by simulating a calciner having geometric similarities with alumina calciner. The size distribution of particles was described through Rosin–Rammler distribution [14].
In most situations, industries are more interested in the time-averaged behavior of the CFB. From the literature review, it is clear that instead of opting for a highly complex approach such as DDPM and DEM, a simpler approach such as DPM can provide an adequate prediction of fluidization regimes. Studying the fluid dynamic characteristics at different operating conditions helps in optimizing the process. The quality of alumina mainly depends on the interplay of internal flow pattern and thermal conditions experienced by the particles in the furnace. The improper air distribution in the furnace may lead to attrition of particles, thereby generating fines, and re-circulation of these fines may produce higher alpha and lower LOI. The final alumina crystal structure is a manifest of the heating rate.
In literature, very few attempts have been reported on the optimization of ratio of primary-to-secondary air. In addition, the published literature detailing temperature profiles inside the furnace with respect to change in fuel rate as well as hydrate feed rate are scarce. CFD is an effective tool to provide detailed insights into solid and gas flow and temperature profiles inside the furnace. So, the present study aims at achieving optimum temperature profile for calcination of alumina through CFD analysis. The simulations are performed considering various hydrate feed rate, air, and fuel flow rate.
Process Description
The circulating fluidized bed alumina calcination circuit consists of three sections: pre-heating, calcination, and cooling. To enhance contact and heat transfer between gas–solid phases, each of these sections consists of cyclones for solid separation with long riser pipes for collective transport having proper insulation. The feed and the air required for combustion and fluidization move in counter-current direction. The process employs positive pressure forced draft during the entire operation. The alumina in hydrate form enters from the pre-heating section and is exposed to temperatures as high as 950–1000 °C to achieve gamma alumina which is desirable for smelting process.
The heat of calcined alumina is then recovered by passing the solids through a series of cooling cyclones and fluidized bed cooler. The cooling in fluidized bed cooler takes place in two sections. In the first section, the hot alumina makes contact with primary air indirectly, whereas in the second section, direct heat exchange of solid with secondary air takes place. The rest of the cooling is promoted indirectly through water. The process flow diagram for the circulating fluidized bed calciner circuit can be found in the literature [3].
The heart of the system is calciner furnace, which must be operated to give consistent product of permissible quality. The solid-phase transformations are strongly dependent on time spent by alumina solids at high temperatures inside the furnace. In addition, it is important to avoid irregularities such as channeling or short circuiting, re-circulation as well as hot spots causing uneven phase transformations and fine generations. CFD simulations provide an advantage to visualize such effects and an opportunity to optimize the performance by checking the impact of variation in the process parameters. Hence, the present CFD study is focused on modelling the CFB furnace.
Computational Modeling
The simulations are performed in commercial software ANSYS Fluent v2021 R1. The flow field in the calciner is predicted by solving continuity, momentum, and energy equations [15]. The turbulence generated by the fluidization air is calculated through SST k-ω, wherein the near-wall phenomena will be solved using k-ω and k-ε in the bulk flow. SST k-ω model also captures the turbulence created in the cyclone due to flow rotation more accurately when compared to the other two-equation class of turbulence models. The interaction between alumina particles and air is modelled using discrete phase model (DPM) through Eulerian–Lagrangian methodology. In this model, the air is considered as a continuous phase, and the motion of particles (dispersed phase) is tracked using Lagrangian equation. The two-phase phenomena can be described in two approaches in DPM, namely, one-way coupling and two-way coupling. In one-way coupled approach, only particle motion is affected by continuous phase. It assumes that the continuous phase is independent of the motion of particles. However, in a two-way coupled approach, the discrete phase impacts the continuous phase [16]. This increases the computational time, as the conservation equation needs to be solved for each inter-dispersed phase. However, to give an accurate description of gas–solid interactions, two-way coupled approach is followed in the present study.
To model combustion, volumetric reactions are solved using species transport equations. The rate of the reaction is defined using the finite rate/eddy dissipation model. The droplet heating and vaporization is defined using discrete phase model. The radiation effects are captured using the P1 model [17].
Geometry of Circulating Fluidized Bed
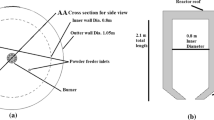
The schematic of the furnace along with the cyclone is shown in Fig. 1. From modeling perspective, the geometry is divided into Zone 1 and Zone 2. Zone 1 consists of furnace bed, primary air nozzle, and tube bundles. Zone 2 consists of a section above the furnace bed comprising the rest of the furnace column along with the cyclone. In Zone 2, the furnace column consists of three fuel injection nozzles, one hydrate feed inlet, and four secondary air injection ducts introduced laterally at a certain height above the fuel injection nozzle.

Schematic of circulating fluidized bed calciner
The detailed schematic diagram of primary air injection ducts is shown in Fig. 2. There are a total of 55 bubble cap type of primary air nozzles situated at the furnace bottom. Each bubble cap consists of 30 holes for air distribution. These 55 tube bundles are connected to the main primary air header.

Geometry of primary air duct and nozzle (bubble caps)
Simulation Methodology
The three-dimensional geometry was divided into smaller computational cells with approximately 3 million polyhedral elements. The fine cells were created in the bubble cap region of primary air ducts to capture the large gradients. The skewness of the mesh was below 0.85 thereby meeting the quality criterion.
A major challenge in modeling CFB furnaces is addressing the pressure drop created due to the presence of a solid bed at the furnace bottom. For this matter, the entire domain of furnace is sub-divided into two zones (shown in Fig. 1). Zone 1 is created at the bottom as per the height of stationary bed and modelled as porous media. Porous media acts as an additional momentum sink composing of viscous and inertial loss defined by Darcy equation, thereby contributing to the overall pressure gradient.
where \({S}_{i}\) is the source term in momentum equation with α as permeability and C2 as inertial resistance terms, µ is the fluid dynamic viscosity, u is the mean fluid velocity, and ρ is the fluid density.
The boundary conditions at the inlets are specified as mass flow inlet with the corresponding inlet air temperature. The outlet is defined as pressure outlet. No-slip boundary conditions are defined at the walls. In order to track the DPM particles, the reflect boundary condition is specified for the wall and inlets not allowing solid passage through them. Escape condition is defined at the exit permitting solid movement across, while trap condition is specified at the base of the cyclone enabling measurement of solids separated. The normal and tangential reflection coefficient of 0.7 is used to describe the particle–wall interaction for the cyclone wall.
To predict flow field and thermal profile, the second-order discretization scheme is used for momentum, species, and energy equations. The turbulence kinetic energy and specific dissipation rate equations are solved using the first-order discretization scheme. Coupled algorithm is used for pressure and velocity coupling. The CFD simulations are performed in a workstation with Intel® Xeon® W-2265 CPU operated at 3.50 GHz with 12 processors. The workstation had 128 GB RAM available for simulation. For simulation to reach steady state, it took around 120 h.
Case Description
The particle size distribution (PSD) of alumina hydrate (gibbsite) particles obtained through particle size analysis is presented in Fig. 3. The particles have a mean diameter of 94 µm and density of 2450 kg/m3. The PSD is captured in the simulation through Rosin–Rammler description.

Particle size distribution of the alumina hydrate particles
The industrial-scale CFB furnace is simulated for varying primary air-to-secondary air flowrate ratio (PA/SA) from 0.26 to 0.32 as shown in Table 1. While investigating the influence of PA/SA ratio, simulations are conducted for three different hydrate throughputs (60, 65, and 70 tph) considering its corresponding fuel flow rate.
In the present study, CFD simulation of CFB alumina calciner is performed consisting of the furnace and the cyclone, without considering the re-circulation of the particles to the furnace. This assumption seems to be valid because the air flow rate supplied in the seal pot for re-circulation is less than 2% of the total fluidization air flow rate. Thus, the impact of the flow generated by the recirculated material can be assumed to be negligible.
Results and Discussion
Model Validation
For validation purposes, the simulation approach and results are discussed in detail for hydrate throughput of 65 tph. As mentioned in section “Simulation Methodology”, to reduce the complexities, the simulations are performed stage-wise. Initially, the simulation is performed for Zone 1. The velocity profile obtained above the cross section of furnace bed is patched for simulating furnace, i.e., Zone 2. The velocity profile acts as a boundary condition for primary air in Zone 2. In this way, the non-ideal flow behavior because of process condition as well as inherent design can be investigated.
Flow Distribution in Primary Air Nozzles
The preheated air enters as primary air from the bottom of the furnace at a temperature of 260 °C. The inertial and viscous resistances in the porous region (furnace bed) are provided equivalent to the furnace bed pressure maintained in the column, viz., 100 mbar. Accordingly, a high-pressure drop is observed from the region above the bubble caps. Figure 4 shows the pressure drop equivalent to 95 mbar maintained in the entire section.

Contour of static pressure across the primary air duct
To analyze the possibility of maldistribution in the 55 tubes, the contour of velocity is shown at a mid-way cross section in Fig. 5. Less than 1% of difference in mass flowrates are observed across cross section of all 55 tubes. Thus, it is an indicative of uniform flow distribution.

Contours of velocity magnitude at a plane mid-way of primary air tube bundle
CFD Study for Furnace
The CFD-DPM approach adopted in the simulation is coupled with fuel combustion and gas–solid hydrodynamics. The velocity magnitude in the furnace and the cyclone is depicted in Fig. 6a. The fluidization velocity observed in the simulation is in line with the findings of the literature [18]. Higher magnitude of velocity is observed in the recycling cyclone. A central low-velocity region represents the vortex formed due to swirling motion generated in the recycling cyclone. This allows for the separation of the calcined alumina from the flue gases.

Contours of velocity, temperature, and particle profiles for 65 tph
The spatial distribution of temperature is shown in Fig. 6b. The heavy fuel oil droplets are injected into the furnace from the bottom. These droplets are heated quickly to undergo chemical reaction, thereby releasing high temperature to the gas phase. It can be observed that hot gases are biased towards one corner of the furnace. This may be due to the combination of air distribution pattern and momentum provided by the particle injected from the opposite end.
To understand this, the particle flow pattern is shown in Fig. 6c. The mean particle residence time in the furnace is around 10 s. The values are consistent with the results obtained by the previous researchers [19]. The particle profile shows that due to the air distribution pattern, the alumina particles move to the base of the furnace and then rise towards the top region in a biased manner. The gas flow and the particle flow pattern show some similarities.
The simulated case was validated using the plant temperature readings present at top and middle locations. The location for the same is represented in Fig. 7. A comparison between actual plant readings and CFD predicted temperature is also shown in Table 2. The model reasonably predicts the temperature readings with error of less than 7 percent. The deviation could be due to difference in measurement approach. While in actual equipment, reported temperature has interference due to solid flow, CFD is overpredicting as it considers two interacting but distinct phases and reports gas temperature and solid temperatures separately. Although there is a difference in temperature value, the magnitude of predicted values follows the trend with the actual.

Locations of thermocouples at the furnace
Thermal Profile for Different Hydrate Throughputs
With the above validation, similar studies are performed for the rest of the throughputs. Since thermal profile is more important to meet the quality requirements of alumina, the comparison of thermal profiles is shown, respectively, for 60, 65, and 70 tph with varied primary air-to-secondary air flowrate (PA/SA) ratio. Without changing the remaining conditions, only secondary air was increased/decreased to achieve the desired ratio. Since primary air is more important in maintaining the pressure in the furnace column (which acts as driving force for gas-particle flow), only the secondary air flowrate was regulated to meet the desired PA/SA ratio.
As displayed in Fig. 8, for higher PA/SA ratio of 0.32 and 0.294, biased flow pattern is observed in the case of 60 and 65 tph. In case of biased flow pattern, high-temperature regions may cause dissimilar reaction kinetics for alumina particles leading to quality breakdown. The resultant non-uniform flow distribution may cause furnace walls to be prone to erosion. There are multiple factors affecting the thermal profile in the CFB furnace [20]. Firstly, the extent of biasedness increases with decreased hydrate throughput as the total air supplied may not be supporting optimum fluidization. Secondly, the obtained thermal profile is a resultant of interaction between the primary and the secondary air distribution patterns.

Thermal profile for different hydrate throughputs at higher PA/SA ratio
The thermal profile obtained by maintaining lower PA/SA ratio from 0.26 to 0.27 are illustrated in Fig. 9. It can be observed that the high-temperature regions are present at the upper zone of the CFB furnace which escapes as soon as it enters the cyclone. This may lead to underutilization of heat by the alumina particles.

Thermal profile for different hydrate throughputs at lower PA/SA ratio
Out of all the thermal profiles, uniform profile is obtained for 70 tph by maintaining primary-to-secondary air ratio (PA/SA) of 0.28. With this analogy, further simulations were conducted by maintaining PA/SA ratio close to 0.28. The secondary air injection significantly altered the axial distribution of solids and the corresponding thermal profile. Also, the gas dispersion in the bottom section has improved leading to good air–fuel mixing, resulting in uniform thermal profiles and reduced biasness of hot gases as shown in Fig. 10. It was also observed that the temperature obtained was sufficient to calcine the alumina hydrate.

Optimized thermal profiles for different hydrate throughputs
Conclusion
The present study is focused on the detailed investigation of alumina calcination in circulating fluidized bed calciners through the use of the CFD model. The two-way coupled approach is capable of predicting gas–solid hydrodynamics. The thermal profile indicated the required temperature which is vital for achieving the final alumina quality. To improve and stabilize the performance of CFBC, the influence of the ratio of primary air-to-secondary air flowrate is studied in detail. The results suggested that maintaining PA/SA between 0.28 and 0.285 provides unbiased flow. In addition, required calcination temperature can be retained at the core of the furnace. This uniformity enables alumina particles to have better utilization of heat for a given fuel flow rate.
References
H Mahadevan, T R Ramachandran (1996) Recent trends in alumina and aluminium production technology. Bull. Mater. Sci. 19(6):905–920
Benny E. Raahauge, Fred S. Williams (2022) Smelter Grade Alumina from Bauxite: History, Best Practices, and Future Challenges. Springer Series in Material Science
Cornelis Klett, Linus Perander (2015) Alumina Calcination: A mature technology under review from supplier perspective. TMS Light Metals. 79–84
Steffen Haus et al. (2018) Outotec® Pretium Calciner Optimizer Integrating Process Know-How into Daily Operations. Travaux 47, Proceedings of the 36th International ICSOBA Conference. 369–379
Linus Perander, Ioannis Chatzilamprou, Cornelis Klett (2014) Increased operational flexibility in CFB alumina calcination. TMS Light Metals. 49–53
Qingjie Guo, Joachim Werther, Ernst-Ulrich Hartge (2003) Investigation into maldistribution in circulating fluidized bed. China Particuology. 1(4): 145–150
M. Koksal, F. hamdullahpur (2004) Gas mixing in circulating fluidized beds with secondary air injection. Chem. Eng. Res. Des. 82(A8): 979–992
Ci Peng et al. (2018) Effect of fractal gas distributor on the radial distribution of particles in circulating turbulent fluidized bed. Powder Technology. 326:443–453
Chen Juhui et al. (2017) Modelling of coal/biomass co-gasification in internal circulating fluidized bed using kinetic theory of granular mixture. 148:506–516
Ying Wu et al. (2018) Three-dimensional CFD simulation of oxy-fuel combustion in a circulating fluidized bed with warm flue gas recycle. Fuel. 216:596–611
Wanqiang Wu et al. (2023) Three-dimensional full-loop numerical simulation of coal and sludge co-combustion in a circulating fluidized bed. Fuel. 337:127235
Chenchu Hu et al. (2020) Influences of secondary gas injection pattern on fluidized bed combustion process: A CFD-DEM study. Fuel. 268: 117314
Curtis Marsh (2009) CFD Modelling of Alumina Calciner Furnaces. Seventh International Conference on CFD in the Minerals and Process Industries, CSIRO, Melbourne, 9–11 December 2009
D. K. Fidaros et al. (2007) Numerical modelling of flow and transport processes in a calciner for cement production. Powder Technology. 171: 81–95
A. Fluent, ANSYS Fluent Theory Guide, http://www.ansys.com 2022
Gujun Wan et al. (2007) Solids concentration simulation of different size particles in a cyclone separator. Powder technology. 183: 94–104
Ya Mao et al. (2020) Numerical modelling of multiphase FLOW and calcination process in an industrial calciner with fuel of heavy oil. Powder Technology. 363: 387–397
L. Reh, H. W. Schmidt (1973) Application of Circulating Fluid Bed Calciners in Large-size Alumina Plants. Light Metals. 641–647
A. T. Harris, J. F. Davidson, R. B. Thorpe (2003) Particle residence time distribution in circulating fluidised beds. Chem. Eng. Sci. 58: 2181–2202
Perander, L.M., Zujovic, Z.D., Kemp, T.F. et al. (2009) The nature and impacts of fines in smelter-grade alumina. JOM 61: 33–39
Acknowledgements
The authors would like to thank the management of Hindalco Muri Industries and ABSTC for their continuous support and guidance during the execution of the research work. Thanks to Dr. Sagar Gulawani from ABSTC for his technical support and suggestions during the modelling study.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Kumar, B., Seth, A., Kari, C., Tathavadkar, V., Mishra, A., Bose, P. (2024). Numerical Simulations for Performance Optimization of Circulating Fluidized Bed Calciner. In: Wagstaff, S. (eds) Light Metals 2024. TMS 2024. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-031-50308-5_6
Download citation
DOI: https://doi.org/10.1007/978-3-031-50308-5_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-50307-8
Online ISBN: 978-3-031-50308-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)