
Abstract
Clinching is a representative of the mechanical joining processes defined by form and force closure. Traditionally, clinched joints are tested destructively, for example using shear tensile tests and metallographic sections. Transient dynamic analysis (TDA) offers the possibility of rapid non-destructive testing in addition to the established methods. TDA can be used during and after joining as well as during operational loading. In previously performed investigations TDA was carried out at discrete points and allowed the detection of defects in clinched joints. Utilizing a new approach, continuous measurement is made possible. First, the characteristic frequencies of the specimens are determined. The specimen is then excited harmonically with one specific determined characteristic frequency and the response is evaluated. The investigations were carried out on clinched shear tensile specimens made of aluminum. This allows the detection of emerging defects my means of TDA during the ongoing experiment.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Clinching is a mechanical joining process where two or more components are joined by cold forming. The predominant binding mechanisms are force and form closure [1]. The load-bearing capacity of the clinch connection is decisively characterized by the undercut and the neck thickness [2]. These variables can only be measured destructively using metallographic micrographs or non-destructively using computer tomography [3]. Computer tomography in particular is a cost- and time-intensive testing method. The load-bearing capacity of clinched joints is determined primarily by destructive testing methods, such as shear or head tensile tests. No destructive test method can be used to evaluate in-service joints. There is a deficit of a rapid, non-destructive test method for the assessment of clinch connections.
Transient dynamic analysis (TDA) could close this gap. It is based on the targeted introduction of sound waves into a structure and evaluation of the signal damped by the joint. It is shown that this method can detect irregularities in clinch joints during joining [4] and under load [5]. Sadeghian et al. show additionally that geometric changes in the clinch point, such as a tool offset, result in a change in response behavior due to the changed formation of the joint [6]. This method can be applied to different joining processes as Wolf et al. [7] or Wang et al. [8] show. Since TDA is based on the propagation of sound waves, the method is not confined to specific materials. The damping, however, depends on the material as shown by the investigations of Köhler et al. [5]. The utilization of harmonic oscillations is particularly efficient with regard to experimental and numerical investigations.
In previous studies by Stephan et al. [9], TDA was always carried out at discrete points in time. Within a measurement cycle, the specimen was excited with a defined frequency, the response behavior was evaluated and consecutively the frequency was increased gradually. These measurements allow the assessment of a connection at a defined frequency and point in time. Due to the limited temporal resolution, emerging defects leading up to failure can only be detected to a limited extent. Therefore, a measurement setup was developed that enables continuous TDA.
In order to increase the temporal resolution using the continuous TDA, the measurement is fixed to one excitation frequency. Therefore, a suitable excitation frequency has to be determined in a first step. The hypothesis is tested whether the use of one of the natural frequencies of the structure for excitation is appropriate. After selecting a suitable frequency, the continuous TDA is carried out with simultaneous shear tensile testing of the specimen. The aim is the rapid detection of an emerging failure.
2 Materials and Methods
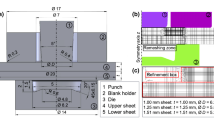
The investigations are carried out on clinched aluminum joints made of EN AW-6014 (Advanz™ 6F-e170, Novelis Inc., Atlanta, USA) with a sheet thickness of ts = 2 mm. All samples were taken from one material batch to exclude batch influences such as sheet thickness deviations or mechanical property differences. The samples were joined in the T4 condition and subsequently transferred to T6. For this purpose, the specimens were aged for 20 min at θ = 185 ℃. The geometry of the single overlapping shear tensile specimen was defined according to ISO 12996. Deviating from this, an additional through-hole Ø 3.3 mm per plate was provided for mounting the piezoceramic stack actuators, see Fig. 1. Punches (A52100) and dies (BE8012) from TOX PRESSOTECHNIK GmbH & Co. KG (Weingarten, Germany) were used for clinching. The residual bottom thickness was set to x = 0.7 mm. For the shear tensile test, shim plates were used to ensure force concentricity.

Shear tensile specimen
To determine the natural frequencies, the specimens were clamped in a test bench, see Fig. 2 (left). The piezoelectric stack actuators (type P-016.00h, PI Ceramic GmbH, Lederhose, Germany) including the seismic mass were axially preloaded by a bolted connection. The bolted joint of size M3 was assembled with a tightening torque of M = 2.2 Nm. This defines the position of the stack actuators and sets up the compressive stress required for dynamic use. The actuator was mounted on the die side plate, the sensor is located on the punch side plate.
A universal testing machine type inspekt250 (Hegewald & Peschke Meß- und Prüftechnik GmbH, Nossen, Germany) was used for the shear tensile tests. The test speed during the shear tensile test is v = 2 mm/min.

Experimental setup
The actuator and the sensor are both equipped with an effective seismic mass of m = 9.5 g. This intensifies the initiated vibration at the actuator and, at the same time, increases the sensitivity of the sensor. The seismic masses used reduce the resonant frequency of the piezoelectric stack actuators from f = 144 kHz to f ≈ 76 kHz.
LabView was used to control the measurement process. The sinusoidal excitation with an amplitude of 4 V is emitted via the analog output of the NI6356 data acquisition card (National Instruments Corp., Austin, Texas, United States) and amplified to U = 67 V by means of an analog signal amplifier type HV-LE150–100-EBW (piezosystem jena GmbH, Jena, Germany). The measured sensor signal passes through a f = 1 kHz high-pass filter (type EF111, Thorlabs Inc., Newton, New Jersey, United States) and a f = 30 kHz low-pass filter integrated in the Kistler 5018A charge amplifier used (Kistler Instrumente AG, Winterthur, Switzerland). The measurement data obtained are recorded using the NI6356. The sampling rate used is equivalent to 8 times the excitation frequency.
For the determination of the natural frequencies, the frequency band up to is analyzed gradually. In each measurement step, the specimen is excited for 2 s utilizing a defined excitation frequency. With the aim of evaluating the harmonic oscillation of the system, only the last 0.5 s are used for data acquisition and evaluation. The excitation frequency is then increased by 100 Hz and the measurement sequence repeats until the frequency f = 20 kHz is reached.
This method was adapted for the continuous TDA. The hardware described is used unchanged for continuous measurement. Deviating from the measurement procedure described above, the sample is continuously excited at one specific defined frequency and the response is recorded. To be able to evaluate signal changes during the test run in the frequency-discrete visualization, the response behavior is evaluated individually for defined data blocks.
Additionally, specimens joined with a lateral tool offset of Δ = 0.2 mm are examined, see microsections in Fig. 3. The tool offset results in a changed clinch point formation, which can be shown by the different neck thicknesses.

Microsections of clinch joints with tool offsets of Δ = 0.0 mm (a) and Δ = 0.2 mm (b)
The tool offset was adjusted to reduce the neck thickness in the highly loaded area of the clinch joint. This shall result in a varying failure behavior with a crack initiation at lower displacements and force levels in the shear tensile test. The evaluation of these tests will be used to assess the performance of the continuous TDA.
3 Results and Discussion
For the determination of the natural frequencies, n = 5 specimens were tested without tool offset. These measurements were performed without additional load. The measured time-discrete response can be represented frequency-discrete by means of fast Fourier transformation, see Fig. 4. In this figure, the measured sensor signal has been plotted for each excitation frequency and linearly interpolated between the data points.

Spectrogram of the TDA measurement with selected excitation frequencies
The curve shows amplitude heights of varying magnitude over the frequency band with clearly distinguishable peaks, especially in the frequency range above f = 15 kHz. The signal strength stands out significantly from the background noise, so that the measurement setup can be evaluated as functional. However, differences are noticeable when comparing the various curves. These can be attributed to the measurement setup on the one hand and to the investigated specimens on the other. For the measurement setup, variations in the clamping of the specimen and the position of the piezoelectric stack actuators are to be mentioned. Köhler et al. [10] shows numerically a strong spatial dependence of the amplitudes occurring during the TDA, which is confirmed experimentally by Stephan et al. [11]. Regarding the investigated samples, series fluctuations have to be taken into account, which mean a variance of the sample geometry and the clinch point formation. Concerning the sample geometry especially the overlap length and the position of the clinch joint are to be mentioned.
Summarizing, it is found that the response characteristics and thus the natural frequencies of each specimen are individual. Nevertheless, suitable excitation frequencies for continuous TDA are to be concluded from these measurements. Two different approaches are available for this purpose. On the one hand, each specimen can be excited with an individually selected natural frequency or, on the other hand, a frequency can be selected at which the amplitude of all specimens is as large as possible. The latter variant was chosen for the following investigations. This allows testing of the specimens with tool offset without prior determination of the natural frequencies.
As Köhler et al. [10] show, the lower frequencies up to f = 2.5 kHz are characterized by the oscillation of the entire structure for this sample geometry. This frequency range is therefore not suitable for the detailed analysis of the clinch joint. At the frequency ranges f ≈ 9.5 kHz, f ≈ 15.2 kHz and f ≈ 18 kHz the highest amplitudes are measurable. The frequencies f = 15.2 kHz and f = 18 kHz are selected for further work because the large amplitudes mean a good signal to noise ratio and the significance of the measurement results increases.
For each of the selected excitation frequencies, n = 3 shear tensile tests were performed with continuous TDA. During the development of the measurement regime, the data basis and the temporal resolution of the continuous measurement were in focus. In this first step, completed data blocks, recorded for a measuring interval of 1 s, are analyzed individually. With regard to the test duration and speed of the shear tensile test, a good compromise between data basis and temporal resolution can thus be achieved.
Figure 5 shows the superposition of the TDA and the force-time curve of the shear tensile test. The measurement shown was recorded at an excitation frequency of f = 15.2 kHz. The synchronization of the data took place within the context of the data evaluation. For the representation of the TDA signal, the maximum of each data block was determined and linearly interpolated between the data points.

Result of continuous TDA superimposed on force-time curve of shear tensile test
The TDA signal describes a monotonously decreasing curve over the shear tensile test, which is interrupted by several peaks. These peaks correlate with characteristic points of a shear tensile test and can be assigned to the transition from elastic to plastic deformation (flattening of the force-time curve), the exceeding of the uniform strain (exceeding of force maximum) and the crack formation and propagation (rapid force reduction). The superordinate monotonically decreasing curve can be correlated with the increasing damping due to increasing plastic deformation. The measurements show that the curve characteristics of the shear tensile test can be reproduced well using continuous TDA.
To better assess the sensitivity of continuous TDA, specimens with a tool offset were examined. Figure 6 shows a comparison of the shear tensile curves obtained. A total of n = 19 specimens without tool offset were tested in these investigations and are shown here in blue. The specimens with tool offset are shown in red.

Force-displacement curves of the shear tensile tests
The comparison of the test series shows no significant differences in the maximum forces achieved and the point of failure. Only the failure pattern after crack formation differs significantly due to the applied tool offset. For a direct comparison, two characteristic specimens were selected and compared in Fig. 7.

Influence of the tool offset on force-displacement curves
Significant differences are shown with respect to the maximum shear tensile force, the initiation of failure and the failure behavior. It is necessary to analyze whether these differences are detectable in the TDA signal. For this purpose, the TDA measurements of these two specimens are compared in Fig. 8.

Comparison of continuous TDA at different tool offsets
The TDA signal of sample “D” has already been discussed above. The curve of the sample with tool offset (“F”) also shows a basically decreasing monotonicity with some strong deviations from this curve. It can be seen that the signal shows a significantly reduced amplitude at characteristic points. The measurements of the two specimens show peaks in opposite directions. The cause of this is currently not yet known and is the subject of further investigations. For a possible process control based on the TDA, the gradient of the TDA signal should therefore be considered. A single evaluation of the maximum amplitudes is not purposeful.
Comparing the force-displacement curves of the two specimens (cf. Fig. 7) reveals differences with respect to the initiation of failure. Specimen “F” with tool offset fails at a smaller displacement. It is expected that these differences can also be seen in the TDA. However, by comparing the TDA signals, it can be seen that the peaks occur at identical times. The different points of failure can therefore not be timely resolved. In further investigations, the temporal resolution will be further increased. For this purpose, a floating data evaluation should be used. This enables the evaluation of a sufficient amount of data with high temporal resolution at the same time. It needs to be investigated whether significant gradient changes can also be determined, which can be used for process evaluation or control.
The introduced tool offset means a change in the clinch joint formation and the interaction of the effective bonding mechanisms. Stephan et al. [11] already showed that this influences the damping behavior. The correlation of the TDA signal with the actual or maximum shear tensile force is still pending and cannot be clearly clarified due to the limited scope of the experiment. Using TDA, differences between samples can be detected very well. These signal differences cannot yet be assigned to specific properties of the clinch joint during shear tensile loading. Further research is required to create the linkage.
4 Conclusion
In these investigations, a continuous TDA was realized for the evaluation of clinched shear tensile specimens. The research hypothesis of using natural frequencies to excite the specimen was confirmed. It is shown that the use of these frequencies lead to a good signal-to-noise ratio. At the same time, significant geometric and material changes can be detected during shear tensile testing using TDA. Thus, a continuous condition assessment of the clinch joint is possible.
In a direct comparison of the discrete and continuous measurement methods, the temporal resolution was significantly increased. A TDA measurement at discrete times, as used to determine the natural frequencies, takes approx. 12 min. In the implemented configuration of the continuous measurement, a temporal resolution of 1 s could be achieved.
The performance of the continuous TDA was investigated by comparative tests on clinch joints with additionally adjusted lateral tool offset of punch and die. It is shown that the altered clinch joint formation causes a change in the TDA results, yet characteristic points are still indicated during the shear tensile test.
For further work, the evaluation of the gradient of the TDA signal will be more focused. The comparative measurements also show that the temporal resolution is still insufficient to resolve the minor variations of the shear tensile tests.
References
Groche, P., Wohletz, S., Brenneis, M., Pabst, C., Resch, F.: Joining by forming - a review on joint mechanisms, applications and future trends. J. Mater. Process. Technol. 214(10), 1972–1994 (2014). https://doi.org/10.1016/j.jmatprotec.2013.12.022
DVS EFB: Merkblatt 3420: Clinchen – Überblick. DVS Media GmbH, Düsseldorf (2021)
Gröger, B., et al.: Clinching of thermoplastic composites and metals—a comparison of three novel joining technologies. Materials 14(9), 1–18 (2021). https://doi.org/10.3390/ma14092286
Köhler, D., Stephan, R., Kupfer, R., Troschitz, J., Brosius, A., Gude, M.: Investigations on combined in-situ CT and acoustic analysis during clinching. Key Eng. Mater. 926, 1489–1497 (2022). https://doi.org/10.4028/p-32330d
Köhler, D., Stephan, R., Kupfer, R., Troschitz, J., Brosius, A., Gude, M.: In-situ computed tomography and transient dynamic analysis of a single-lap shear test with a composite-metal clinch point. In: Liewald, M., Verl, A., Bauernhansl, T., Möhring, H.C. (eds.) Production at the Leading Edge of Technology. WGP 2022. Lecture Notes in Production Engineering. Springer, Cham (2023). https://doi.org/10.1007/978-3-031-18318-8_28
Sadeghian, B., Guilleaume, C., Lafarge, R., Brosius, A.: Investigation of Clinched Joints – A Finite Element Simulation of a Non-destructive Approach. In: Behrens, B.-A., Brosius, A., Hintze, W., Ihlenfeldt, S., Wulfsberg, J.J. (eds.) WGP 2020. LNPE, pp. 116–124. Springer, Heidelberg (2021). https://doi.org/10.1007/978-3-662-62138-7_12
Wolf, A., Lafarge, R., Brosius, A.: A non-destructive testing method for joints by the measurement of the energy dissipation. Prod. Eng. Res. Devel. 13(1), 99–106 (2019). https://doi.org/10.1007/s11740-018-0860-x
Wang, F., Huo, L., Song, G.: A piezoelectric active sensing method for quantitative monitoring of bolt loosening using energy dissipation caused by tangential damping based on the fractal contact theory. Smart Mater. Struct. 27(1), 15–23 (2017). https://doi.org/10.1088/1361-665X/aa9a65
Stephan, R., Brosius, A.: Experimental measurement method and evaluation of an analytical approach for sound conduction through multiple clinched sheets. In: Dix, M., Kräusel, V. (eds.) SFU/ICAFT 2022, vol. 26 (2022). https://doi.org/10.3390/engproc2022026025
Köhler, D., Sadeghian, B., Troschitz, J., Kupfer, R., Gude, M., Brosius, A.: Characterisation of lateral offsets in clinch points with computed tomography and transient dynamic analysis. J. Adv. Joining Process. 5, 100089 (2022). https://doi.org/10.1016/j.jajp.2021.100089
Stephan, R., Kalich, J., Füssel, U., Brosius, A.: Untersuchung des Einflusses des vorliegenden Bindemechanismus auf die Körperschalldämpfung in Clinchverbindungen. In: Zimmermann, M. (eds.) Werkstoffprüfung 2022, vol. 40 (2022)
Acknowledgements
This research was funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – TRR 285/2 – 418701707.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Reschke, G., Brosius, A. (2024). Investigations on Continuous Transient Dynamic Analysis of Clinched Aluminum Sheets. In: Bauernhansl, T., Verl, A., Liewald, M., Möhring, HC. (eds) Production at the Leading Edge of Technology. WGP 2023. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-47394-4_8
Download citation
DOI: https://doi.org/10.1007/978-3-031-47394-4_8
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-47393-7
Online ISBN: 978-3-031-47394-4
eBook Packages: EngineeringEngineering (R0)