
Abstract
Ceramics have played a significant role in various fields such as environmental and biomedical due to their high melting point, corrosion-resistant property, biocompatibility, cheap, and easy availability. Nowadays, researchers have developed advanced ceramics with superior properties to be utilized in optical and electrical applications along with environmental and biomedical applications. This chapter focuses on the various advanced ceramic materials, which have been utilized for wastewater treatment purposes. Ceramic adsorbents, resins, and aerosols along with ceramic membranes which have been utilized intensively for wastewater treatment purposes have also been discussed in-depth in this chapter. Moreover, the chapter includes advanced ceramics to modify membrane-based technology to handle wastewater treatment more effectively. The chapter also discusses the future scope and perspective of such advanced ceramic materials and their modifications to ensure better efficiency towards environmental remediation purposes.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Materials have been an overwhelmingly significant determinant of individual and social competition in human history. A better understanding of the atomic and molecular structure of materials is becoming increasingly important for the development of new materials as well as the advancement of existing materials. As a result, products are being customized to suit complex applications to overcome demanding industrial and social problems in today's intensely dynamic environment [1]. The current evolution of ceramics and materials and the related material technologies is increasing quickly with new technological development. Approaches of handling, forming, and finishing are essential to maintain pace with this rapid rate of development, as new materials and technologies are established. Since humans have been capable of conceptual thinking, the current scenario has provided the most innovation in ceramics and materials science. Over this time, substantial metallurgical advances have resulted in nearly any possible mixture of metal alloys, and the strengths of such alloys are reasonably well known and utilized. However, the thrust for faster, more efficient, low-cost production techniques continues today. To keep up with technical advances, new materials capable of working at higher temperatures, higher speeds, longer life factors, and lower maintenance costs are needed as metal-based structures hit their limits. As compared to other materials, advanced ceramics is one of the finest examples to overcome such limitations [2].
Ceramics technology plays a particularly important role in this stage and thus has emerged as a pillar of technological progress in many industrial sectors. Ceramics are solid materials made up of inorganic, nonmetallic elements. All ceramic materials have one thing in common: they are exposed to high temperatures either at the time of manufacture or use (usually above 500 °C). Ceramic is generally, but not always, a metallic oxide, boride, carbide, nitride, or a combination or compound of such materials [3].
Ceramics are known for their high hardness, heat and electrical insulation properties, heat and corrosion resistance, and brittleness and fracture behaviour without deformation. Traditional and advanced ceramics are the two types of ceramics. Traditional ceramics are made using a standard process that starts with the preparation of ceramic suspensions and finishes with sintering. Glass, porcelain, clays, kaolins, feldspars, and quartz are some of the common examples for traditional ceramics. Advanced ceramics, on the other hand, are a new family of ceramics manufactured from synthetic chemicals that are highly pure. These ceramics are aimed at a variety of high-performance industrial applications [4]. Advanced ceramics are mostly made up of oxides, nitrides, and carbides, though diamond and graphite are generally included in this category. As a result, advanced ceramics are often categorized as oxide or non-oxide ceramics depending on their composition. Oxide ceramics include binary oxides, aluminates, niobates, zirconates, ferrites, and titanites. Whereas, non-oxide ceramics include borides, carbon, carbides, nitrides and ceramic composites [5]. Advanced ceramic materials are expected to become more important in several areas, including optical, electrical, medical, and environmental applications. In the fields of restorative dentistry, bone reconstruction, and artificial bones, oxide ceramics are widely used (e.g., zirconia and alumina) [6]. Several ceramics are being investigated as catalysts, adsorbents, resins, and membranes for pollution prevention, monitoring, and remediation. They are particularly appealing for pollution control applications because of their potential to be customized, low cost, thermal and chemical durability [7, 8]. This chapter offers an overview of advanced ceramic materials that are used in many types of applications. The use of advanced ceramics in environmental remediation has been highlighted. Readers will get a detailed insight on ceramic adsorbents, resins, and aerogels, as well as ceramic membranes, which have been extensively used for wastewater treatment.
2 Classifications of Ceramics Based on Application
2.1 Optical-Based Applications
Advanced ceramics are being used in a broader variety of applications than ever before. Ceramics are gaining prominence in the fields of health, technology, nuclear power, electricity generation, transportation, and storage [9].
In optical technology, ceramics are becoming increasingly relevant. The most common optical components are silica glass, silicon dioxide, silicon and oxide single crystals. Thin films and fibres are also examples of optical materials. Amplifiers, detectors, waveguide couplers, modulators, filters, and attenuator polarizers are some of the optical instruments made with ceramic oxide materials. One possibility for this is because ceramic compounds, due to their electronic nature, are insulators with a large optical distance, making them ideal for optical applications. Furthermore, the microstructure of ceramics has a significant impact on their response to light propagation. As a result, processing conditions will alter its clarity. As passive optical elements, transparent ceramics are used as lenses, optical filters, waveguides, and mirror supports. Armours, home appliances, mirrors, light-emitting diodes (LEDs), and other products made of transparent ceramics are being used to replace glasses with outstanding properties. An increasing range of active optical instruments, such as scintillators, amplifiers, power lasers, phosphors, and multifunctional materials use ceramics. Ceramic materials often used in different optical devices are depicted in Table 1 [10]. The porosity of ceramic is the most important element in its transparency. The pore surface is a transition between phases with different optical properties, reflecting and refracting light. Ceramics are opaque because of the huge number of pores present.
Pores can be inter-grain or intra-grain. Though they are submicron in size, removing intra-grain pores is a tough and time-consuming procedure than removing closed inter-grain pores [11].
Glass ceramics are a type of transparent ceramics made from crystallization of glasses in a controlled manner. Glass ceramics have a variable but a high number of crystallites contained in the amorphous matrix, ranging from 30 to 90% by volume. Glass ceramics have excellent behaviour as compared to conventional glasses or single crystals because of their properties that can be regulated by their processing and composition [12]. Two phases are included in the production of glass ceramics. The glass is produced by casting the melt in the first phase, which is then re-crystallized with the assistance of nucleation aids in a second phase [10]. Nowadays, in an industrial glass ceramic, a mixture of Li2O/Al2O3/SiO2 (LAS) with Na2O, K2O, and CaO as glass formers and ZrO2 and TiO2 as nucleation vehicles is used. Studies reported that fabrication of phosphors for fluorescence lamps is done with ceramics doped with optically active ions. For example, halophosphate (Ca5(PO4)3(F, Cl): Sb3+, Mn2+), Tb3+, Ce3+: LaPO4, and Eu3+: Y2O3 have been used for white light green and blue light, and red light, respectively. Similarly, Pb: CaWO4, Mn: ZrSiO4, and Eu: YVO4 for blue, green, and red colour, respectively, are used for Cathodic Ray Tubes (CRT) of television and computer colour screens [13].
Zhang et al. (2021) prepared (Tb1-xLux)2O3 transparent ceramics that are both magnetic and optical through a solid-solution method. The prepared ceramics had high thermal conductivities and could be used for a Faraday rotator in both visible and near-infrared regions [14]. Fang et al. (2019) investigated prepared ReSC-5 optical ceramics that exhibited good thermal stability, which were used as high-temperature solar absorbers. Ceramics exhibited low radiation temperature at higher temperatures due to their conduction behaviour [15].
2.2 Biomedical Applications
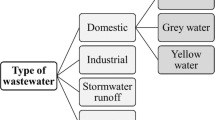
Bioceramics are ceramic materials that are engineered to accomplish a certain physiological behaviour and are used as a building material for prosthetic devices or artificial internal organs [5]. Over the last three decades, it has been shown that certain ceramics can facilitate the regeneration of neighbouring tissue, can spontaneously bind to living tissues, and can kill cancer cells locally, allowing natural tissue regeneration after treatment. According to many studies, ceramics have been shown to play an important part in the development of good quality of life [16]. Alumina and zirconia in medical grade are outstanding examples. Bioactive glasses, including resorbable calcium phosphate ceramics, heralded the rise of a new age of biomaterials. Recent findings suggest that third-generation biomaterials, products that stimulate the genes of the tissues in contact with the materials, are now feasible [17]. Based on their chemical surface reactivity, bioceramics can be categorized as bioinert (e.g., alumina and zirconia), bioactive (e.g., hydroxyapatite and glass ceramics), and bioresorbable (e.g., Calcium oxide and gypsum) materials as shown in Fig. 1 [18].

Reproduced with permission from Kapusetti et al. [18]. Copyright (2019). Springer Nature
Classification of ceramics based on their chemical surface reactivity.
The crystal structure of oxide ceramics is characterized by the tight packing of oxygen ions with metal ions found in the interstices. These ceramics are bioinert in nature. Bioactive ceramics, on the other hand, tend to form a bond with the interfacial core and to promote apatite growth. Biomaterials that show regulated chemical breakdown and resorption are bioresorbable ceramics. Compatibility of ceramics with the physiological system is crucial to their biomaterial ability. Bioceramics are compatible as they are made up of ions present in the physical system such as calcium, sodium, potassium, magnesium, and many more) as well as ions of low toxicity like aluminium and titanium. Bioceramics are used in several healthcare applications. Crowns, implants, bridges, and inlays/onlays are few examples that are used in dentistry. Appearance, colour stability, strength, thermal conductivity, and radiopacity are some of the appealing features/attributes of these materials, which are close to natural dentition properties. Bioinert ceramics include oxide ceramics such as alumina and zirconia, which are mostly used as prosthetic devices in medicine and dentistry. In the early 1990s, zirconia ceramics were first used in dentistry as endosseous implants in dental prosthetic surgery. Zirconia is biocompatible with oral cavity tissues and documented to be osteoconductive, which means it helps bone formation when it comes into contact with it. According to research, zirconia does not induce any sought of allergic reactions or taste changes. In terms of mechanical properties, zirconia is considered to have the best fracture resistance among the most commonly used ceramics, with high hardness, corrosion resistance, wear resistance, coefficient of thermal expansion, and modulus of elasticity [6].
Biphasic calcium phosphate (BCP), hydroxyapatite (HA), tricalcium phosphate (TCP), and a combination of these, have been widely studied and potential materials for bone repair among the different calcium phosphate (CaP) ceramics. CaP ceramics satisfy numerous significant criteria that are essential for the use as load-bearing clinical implants. These requirements include properties, such as toughness, hardness, and strength, to facilitate osseointegration, osteoinduction, and remodelling procedures, to have the same weight as the initial bone defect, easy accessibility without material constraints [19].
Borkowski et al. (2020) prepared fluorapatite having physical, chemical, and biological properties, which would support regeneration of bone tissue. Obtained fluorapatite was calcinated at 800 °C and characterized by slow release of fluoride at safe level for osteoblasts cell line [20]. Li et al. (2021) fabricated an enamel-like structure on the surface of zirconia-based polymer-infiltrated ceramic network (PICN) materials to improve the biological and mechanical properties. The enamel-like structure had a good antibacterial property and outstanding bio-compatibility, which can promote the proliferation and adhesion of human gingival fibroblast cells (HGFs) [21].
2.3 Environmental Remediation Applications
Ceramics have also been accepted as environmentally sustainable materials, enhancing their potential even further. To lower their greenhouse gas footprints, efforts are also being made to synthesize ceramics with minimal energy inputs. The enhanced synthesis of ceramics has seen significant advancements. A new application of ceramics and advanced ceramic materials has emerged as an intriguing focus on the reduction, regulation, and remediation of pollution in the air, water, and land media [22]. Ceramics are categorized as traditional or advanced, advanced ceramics are now commonly used in the materials science community. Such ceramic materials necessitate a degree of manufacturing technology and engineering well above those used in the manufacture of traditional ceramics. Many ceramics are being investigated as catalysts and photocatalysts, adsorbents, membranes, resins, and aerogels for pollution prevention, control, and remediation applications, and they can play important roles in this regard. Because of their low cost, thermal and chemical reliability, and potential to be tuned and tailored, they are particularly appealing for pollution control applications [2]. Ceramic materials are the ideal materials for many critical reactions in environmental and energy applications due to their lightweight and versatility in chemical composition, which allows them to be easily modified [23]. Ceramics, in the form of catalytic filters, membranes, and adsorbents, have become a significant moment in improving air quality by removing toxic emissions from the atmosphere. Li et al. (2015) used the incipient-wetness impregnation process to prepare a Fe–Mn–Ce catalyst and tested it for mercury removal in the simulated coal-fired flue gas. According to their findings, formulated ceramic catalysts had greater conductivity, thermal stability as well as higher corrosion resistivity and mechanical efficiency [24]. Many studies reported in the area of ceramic adsorbents and membranes, similar to ceramic catalysts. Jeong et al. (2017) fabricated a ceramic membrane from pyrophyllite and alumina coated with an alumina powder suspension to obtain a narrow pore size distribution. The membranes that were developed were used to treat low-strength domestic wastewater [25]. A detailed study of ceramic materials used for environmental remediation is discussed in the subsequent sections.
3 Recent Advances in Ceramics for Wastewater-Based Applications
3.1 Ceramic Adsorbents
Ceramic materials either conventional or advanced are of great importance in many fields as discussed in the previous sections. Even though each of the specified fields of application makes use of one or more distinct properties of ceramic materials, the phenomenon of adsorption is a common feature of all of them. Adsorption is a process, when a liquid or gas accumulates on the surface of a solid or liquid which is termed as adsorbent, forming a film (adsorbate). Adsorption is usually divided into two types based on the type of attraction between adsorbent and adsorbate; physical and chemical adsorption [26]. Surface chemical activity, thermal stability, exterior condition, and porosity determine the adsorption properties of materials [27]. There are many ceramic-based adsorbents available for water and wastewater treatment. Amongst them, clay is one of the oldest ceramic materials used as an adsorbent for decades. Ceramic material for adsorption includes non-metallic and inorganic materials such as carbides, oxides, and nitrides. For instance, metal oxides like aluminium oxide, iron oxides, magnesium oxides are all considered ceramic materials for adsorption.
Chen et al. (2012) investigated the removal of arsenate from aqueous solution by a ceramic adsorbent (mixture of Fe2O3, Akadama mud, and wheat starch). They found the adsorbent very advantageous with the following properties; (a) enough mechanical stability even after a prolonged time of adsorption, (b) low cost preparation process, (c) no secondary contamination, and (d) better removal performance over a wider pH range [28]. Similarly, Ma et al. (2016) developed a porous ceramic adsorbent of zirconium-pillared montmorillonite for the removal of chromium (Cr3+) from wastewater. Different techniques like X-ray diffraction (XRD), Brunauer–Emmett–Teller (BET), and Field Emission Scanning Electron Microscope (FESEM) were used to study their chemical and physical characteristics. They found that zirconium-pillared montmorillonite as an adsorbent was advantageous with respect to its mechanical and thermal stability, working efficiency with a wide range of pH, and cost-effective [29]. Zhao et al. (2013) used kanuma clay and akadama clay for the adsorption of ammonium from ammonium-contaminated wastewater. They have also evaluated the effects of used adsorbent as a fertilizer. The study also revealed that the developed adsorbent was promising in terms of low cost, better soil amendment, high adsorption capacity [30].
3.2 Ceramic Aerogels
Ceramic aerogels are extremely porous materials with structures (three-dimensional) assembled by nanostructures that belong to cellular solids family [31]. Samuel Stephens Kistler coined the word “aerogel” in 1932 to describe gels in which the liquid phase is replaced by a gas phase without the gel network collapsing [32]. Properties such as high porosity, low density, large open pores, high surface area, are gaining attention in wastewater treatment. Ceramic aerogels have the potential to be used in high-temperature and oxygen-rich conditions due to their higher chemical stability. Traditional ceramic aerogels, which are made up of oxide nanoparticles, are brittle and suffer from high-temperature volume shrinkage. Brittleness is caused primarily by the fragile nature of ceramics and inefficient neck-like links between nanoparticles. The volume shrinkage caused by the high-temperature sintering action of the oxide nanoparticles causes the high-temperature instability. To enhance high-temperature stability, attempts have been made to fabricate carbides, nitrides, or ultrahigh-temperature ceramic aerogels. The brittleness of these materials, however, remains a limitation in practical applications. As a result, ceramic aerogels that are both mechanically robust and temperature stable are highly desirable [31, 33]. There are various kinds of ceramic aerogels available, namely, carbon-based aerogels (carbon nanofiber aerogels, carbon nanotube aerogel, graphene aerogel) [34], cellulose-based aerogels [35], polymer-coated ceramic aerogels [36]. Different types of preparation methods lead to different microstructures of ceramic aerogels. Some of the reported preparation methods include solution blow spinning, sol–gel, chemical vapour deposition, freeze-drying, and sacrificial template method [37]. Figure 2 represents the steps involved in the synthesis of aerogels by sol–gel technology [32].

Reproduced with permission from Almeida et al. [32]. Copyright (2020), Elsevier
Steps involved in the synthesis of aerogels through sol–gel technology.
Aerogels are made from a variety of materials, which include metal oxides, metals, carbon, and polymer-based materials, and are widely used in environmental remediation, especially for wastewater treatment [38]. Pham et al. (2021) derived aerogels from waste paper that are used to remove organic pollutants such as phenol and 2-chlorophenol from wastewater. The carbon-based aerogels had the highest surface area and could withstand higher temperatures and they are very cost-effective [39]. Zhan et al. (2019) prepared a hybrid graphene/polydopamine modified multiwalled carbon nanotube with robust and ultra-lightweight aerogels through a green route. The synthesized aerogel was utilized as an adsorbent for the removal of copper and lead. The hybrid aerogels showed outstanding structural stability, high specific area, availability of active adsorption sites, and high adsorption capacity [40].
3.3 Ceramic Membranes
A membrane is a thin barrier, which allows one or more constituents to selectively pass from one medium to the other in the presence of an appropriate driving force [41]. Ceramic membranes were first developed in the early 1960s for beer filtration, extract recovery, and gas separation [42]. Separation is aided by the active layer, and the membrane is supported mechanically by the substrate. Flat-sheet and tubular types are the two main configurations used in the membrane process. Both types are employed in many wastewater treatment-based applications, such as organic pollutant removal, colour removal, heavy metal remediation, and desalination [43]. The schematic of ceramic membranes along with their properties is depicted in Fig. 3 [44]. The performance and function of the membrane depend upon the materials utilized for the fabrication of the membrane. Ceramic materials for membranes in water and wastewater treatment are chosen based on their chemical and thermal stabilities, hydrophilicity, porosity, pore size, mechanical strength, cost-effectiveness, and other water treatment-related characteristics [45]. Many studies have been reported on a variety of raw materials namely alumina, titania, silica, zirconium dioxide, and zeolite for the fabrication of membrane. Also, there are many clay-type materials used for the fabrication such as bentonite, kaolin, ball clay. Recently, numerous studies have been carried out to investigate low-cost ceramic products such as coal ash, fly ash, and steel slag from industrial wastes [46].

Reproduced with permission from Asif and Zhang [44]. Copyright (2021), Elsevier
a The schematic representation of ceramic membrane cross-section, b commercially available single/multichannel tabular ceramic membrane photographs, c flat-sheet ceramic membrane, d hollow fibre ceramic membrane. e Properties of ceramic membrane fabricated using different types of ceramic material.
A. Barbosa et al. (2018) fabricated zeolite membrane on alumina disc for the separation of oil/water emulsion. The performance of the fabricated membrane exhibited outstanding results due to the formation of the zeolite layer on the surface of alumina ceramic supports. Because of the properties of zeolite, the efficiency of membranes improved [47].
M. Changmai et al. (2019) fabricated a fly ash-based ceramic membrane. The polymer was coated on the ceramic membrane using the dip coating method. Membrane showed excellent properties like chemical and thermal stability, good rejection of proteins [48].
Membrane characterization is a critical step in membrane development and one of the most important factors in better understanding the structure, functional performance, stability and overall performance. Field emission scanning electron microscopy (FESEM), scanning electron microscopy (SEM), atomic force microscopy (AFM), scanning tunnelling microscopy (STM), and transmission electron microscopy (TEM) are some of the general characterization techniques used to determine the morphological details of membranes, such as surface porosity, cross-sectional area, pore size and shape.
3.4 Ceramic Membranes
A membrane is a thin barrier, which allows one or more constituents to selectively pass from one medium to the other in the presence of an appropriate driving force [41]. Ceramic membranes were first developed in the early 1960s for beer filtration, extract recovery, and gas separation [42]. Separation is aided by the active layer, and the membrane is supported mechanically by the substrate. Flat-sheet and tubular types are the two main configurations used in the membrane process. Both types are employed in many wastewater treatment-based applications, such as organic pollutant removal, colour removal, heavy metal remediation, and desalination [43]. The schematic of ceramic membranes along with their properties is depicted in Fig. 3 [44]. The performance and function of the membrane depend upon the materials utilized for the fabrication of the membrane. Ceramic materials for membranes in water and wastewater treatment are chosen based on their chemical and thermal stabilities, hydrophilicity, porosity, pore size, mechanical strength, cost-effectiveness, and other water treatment-related characteristics [45]. Many studies have been reported on a variety of raw materials, namely, alumina, titania, silica, zirconium dioxide, and zeolite for the fabrication of membrane. Also, there are many clay-type materials used for the fabrication such as bentonite, kaolin, ball clay. Recently, numerous studies have been carried out to investigate low-cost ceramic products such as coal ash, fly ash, and steel slag from industrial wastes [46].
A. Barbosa et al. (2018) fabricated zeolite membrane on alumina disc for the separation of oil/water emulsion. The performance of the fabricated membrane exhibited outstanding results due to the formation of the zeolite layer on the surface of alumina ceramic supports. Because of the properties of zeolite, the efficiency of membranes improved [47].
Changmai et al. (2019) fabricated a fly ash-based ceramic membrane. The polymer was coated on the ceramic membrane using the dip coating method. Membrane showed excellent properties like chemical and thermal stability, good rejection of proteins [48].
Membrane characterization is a critical step in membrane development and one of the most important factors in better understanding the structure, functional performance, stability and overall performance. Field emission scanning electron microscopy (FESEM), scanning electron microscopy (SEM), atomic force microscopy (AFM), scanning tunnelling microscopy (STM), and transmission electron microscopy (TEM) are some of the general characterization techniques used to determine the morphological details of membranes, such as surface porosity, cross-sectional area, pore size and shape.
3.5 Ceramic Membranes
A membrane is a thin barrier, which allows one or more constituents to selectively pass from one medium to the other in the presence of an appropriate driving force [41]. Ceramic membranes were first developed in the early 1960s for beer filtration, extract recovery, and gas separation [42]. Separation is aided by the active layer, and the membrane is supported mechanically by the substrate. Flat-sheet and tubular types are the two main configurations used in the membrane process. Both types are employed in many wastewater treatment-based applications, such as organic pollutant removal, colour removal, heavy metal remediation, and desalination [43]. The schematic of ceramic membranes along with their properties is depicted in Fig. 3 [44]. The performance and function of the membrane depend upon the materials utilized for the fabrication of the membrane. Ceramic materials for membranes in water and wastewater treatment are chosen based on their chemical and thermal stabilities, hydrophilicity, porosity, pore size, mechanical strength, cost-effectiveness, and other water treatment-related characteristics [45]. Many studies have been reported on a variety of raw materials, namely, alumina, titania, silica, zirconium dioxide, and zeolite for the fabrication of membrane. Also, there are many clay-type materials used for the fabrication such as bentonite, kaolin, ball clay. Recently, numerous studies have been carried out to investigate low-cost ceramic products such as coal ash, fly ash, and steel slag from industrial wastes [46].
Barbosa et al. (2018) fabricated zeolite membrane on alumina disc for the separation of oil/water emulsion. The performance of the fabricated membrane exhibited outstanding results due to the formation of the zeolite layer formed on the surface of alumina ceramic supports. Because of the properties of zeolite, the efficiency of membranes improved [47].
Changmai et al. (2019) fabricated a fly ash-based ceramic membrane. The polymer was coated on the ceramic membrane using the dip coating method. Membrane showed excellent properties like chemical and thermal stability, good rejection of proteins [48].
Membrane characterization is a critical step in membrane development and one of the most important factors in better understanding the structure, functional performance, stability and overall performance. Field emission scanning electron microscopy (FESEM), scanning electron microscopy (SEM), atomic force microscopy (AFM), scanning tunnelling microscopy (STM), and transmission electron microscopy (TEM) are some of the general characterization techniques used to determine the morphological details of membranes, such as surface porosity, cross-sectional area, pore size and shape.
4 Advanced Ceramics in Membrane Technology
Membranes with excellent physical and chemical properties, high tunability, and reusability have gained a thriving interest. Comprehensively, advanced materials for the ceramic membrane are usually inorganic. Inorganic materials include oxides of alumina, titania, silica or mixtures of these components, metal oxide framework, zeolites, and few industrial wastes. Few different forms of inorganic ceramic membranes such as low-cost membranes, metal oxide-based membranes, composite membranes like metal oxide framework membranes are discussed in the subsequent sections.
4.1 Metal Oxide-Based Membranes
Ceramic membrane based on metal oxide has a multi-layered asymmetric structure consisting of a denser support layer with large pores. This support provides mechanical support for the membrane structures, an intermediate layer to decrease pore size to mesoporous sizes, and a layer with small and selective pores for separation. Ceramic membranes containing a diverse range of insoluble oxides exhibited intriguing separation and processing properties [49].
Commonly used ceramic material for fabricating membranes is Alumina (Al2O3). α, γ, η, and θ alumina are the thermodynamically stable phases of alumina. Among these phases, γ- and α alumina-based membranes are commonly used for water, and wastewater treatment. Alumina functioned as the active layer, substrate, an intermediate layer in a ceramic membrane due to its properties such as thermal and chemical stability and high strength. Sol–gel, dip coating and sintering are the commonly used fabrication methods [47, 50]. Similarly, Titania is another ceramic material widely used for the fabrication of ceramic membranes due to its intrinsic properties such as high chemical resistance, and mineralization of organic compounds under UV irradiation [51].
Several advantages are incorporated into a single membrane, such as high permeability and antifouling and antibacterial capacities. Other ceramic membranes, for example alumina membrane, do not have a significant anti-bacterial advantage as alumina has no photocatalytic property. Titania has high chemical stability compared to other ceramic materials and is therefore capable of treating wastewater related to corrosive media [52].
Zirconia (ZrO2) is another ceramic material used for water and wastewater treatment. The property of zirconia is that it can change from monoclinic crystal to tetragonal and cubic phases from room temperature to higher temperature, which helps to improve the toughness of the zirconia that is stabilized [51]. Furthermore, it has the greatest hydrophilicity and thermal resistance, making it suitable for wastewater treatment. The treatment of wastewater such as oily and saline wastewater is one of the most important applications of zirconia membrane [53].
Nataraj et al. (2011) developed α-alumina tubular ceramic membrane modules coated with cellulose acetate. Distillery wastes, paper, and pulp wastes, and the sugar industry wastes were treated using tubular membrane. They found that coating an alumina ceramic membrane with cellulose acetate made the composite membranes less prone to membrane fouling and offered more potential for wastewater treatment [54]. Similarly, Seres et al. (2016) used alumina ceramic membrane for the treatment of vegetable oil refinery wastewater. The membrane had a pore size of 200 nm. The membrane served its best in terms of higher flux and high rejection [55]. Zhu et al. (2011) in his investigation prepared a TiO2 membrane by applying TiO2 nanoparticles to tubular alumina support using a dip-coating method. The fabricated membrane was used with ozonation to treat the wastewater from a wastewater treatment plant to reduce colour and trace organics [56]. Da et al. (2016) fabricated a pure tetragonal ZrO2 nano-filtration membrane with high permeable and separation performance by sol–gel method for the treatment of high saline wastewater [57].
4.2 Metal–Organic Framework (MOF) Membranes
Metal–organic frameworks (MOFs) are a type of crystalline porous materials with intermittent network structure made up of inorganic metal-containing nodes linked by bridged organic ligands created by self-assembly [58]. They have grown in popularity over the last two decades as a result of their versatility and wide range of potential applications. MOFs have high tuneable porosities and large available surface areas, as well as the ability to effortlessly merge species without modifying the framework topology. MOFs are growing rapidly in gas storage, drug delivery, and catalysis due to their remarkable properties. Furthermore, MOFs are commonly used in the field of membrane separation. MOFs have been extensively used in membrane applications such as forward osmosis, reverse osmosis, and nanofiltration [59]. Now, the most common substrates used to prepare MOF membranes are inorganic compounds and polymers. As a result, MOF membranes are classified into two types: pure MOF membranes consisting of MOF layers and a porous inorganic substrate, and mixed matrix membranes (MMMs) created by mixing MOF particles with an organic matrix. Many techniques for preparing MOF membranes have been developed including, layer-by-layer growth, in-situ growth, secondary growth (seed method), solvothermal, electrodeposition, vacuum filtration, and electrochemical synthesis. Many studies on the fabrication of membranes containing MOFs for the treatment of different types of wastewater have been reported [60].
Gong et al. (2020) fabricated a nanofiltration membrane incorporating titanium-based MOFs into polyethyleneimine (PEI) and trimesic acid (TMA) cross-linking system. MOF-based membrane was used to remove some heavy metals. The membrane showed excellent permeability and high rejection [61]. Samari et al. (2020) synthesized polyethersulfone (PES) ultrafiltration (UF) membrane, using a melamine-modified zirconium-based metal–organic framework (MOF). The membrane exhibited high thermal stability and permeability. They observed an excellent performance of the membrane by introducing the MOF to the matrix. The synthesized membrane was used to treat oily wastewater and found it effective in terms of permeability and high oil rejection [62].
4.3 Low-Cost Membranes
Ceramic membranes, as discussed in previous sections, provide special advantages in membrane processes due to their properties, such as mechanical strength, thermal stability, and chemical resistance and decreased fouling propensity [63]. Many applications do not require the advantages offered by high-purity refractory oxides, such as the treatment of domestic or industrial wastewater, where the required quality of the treated effluent can be achieved with membranes synthesized with more conventional materials, namely, low-cost ceramic membranes. This would result in a considerable reduction in raw materials and processing costs, lowering the cost of the ceramic membranes produced. Low-cost ceramic membranes are made up of lower-cost raw materials that are typically found in conventional ceramic products. The sintering temperatures used, on the other hand, are lower than those used in industrial ceramic membranes, lowering processing costs [64].
Likewise, fly ash, charred wastes, coal ash, steel slag grouped under industrial wastes and agricultural wastes like rice husk and sugarcane bagasse have been studied and reported as raw materials that are economically convenient for the fabrication of ceramic membranes [65]. The compositions of these materials are advantageous for the fabrication of membrane. These materials encourage further research towards cost-effective membranes of great demand.
Recently, Deepti et al. (2020) have reported work on the preparation of microfiltration ceramic membranes from Linz Donawitz (LD) slag, waste from the steel industry. They found that the fabricated membrane had excellent flexural strength, chemical stability, high flux, and capacity to treat the steel industry wastewater [8]. Manni et al. (2020) prepared a ceramic microfiltration membrane from natural magnesite to treat textile wastewater. Magnesite-based membrane showed good thermal stability along with higher flux. Filtration results showed that the membrane efficiently removed all turbidity from textile wastewater [66]. Hubadillah et al. (2018) developed low-cost ceramic membranes from silica-based rice husk which is an agricultural waste. Rice husk was modified into rice husk by the burning process at 600 and 1000 °C. They reported that silica content and sintering temperature had a substantial effect on membrane surface roughness, mechanical strength, structure, porosity, and flux [65].
Industrial applicability of membrane technology is determined by its cost. It is reported that polymeric membranes available for industrial use cost around $50–200/m2. Ceramic membranes, on the other hand, are said to be 8 to 10 times more expensive than polymeric membranes ($50–200/m2). Ceramic symmetric membrane tubes fabricated using α-alumina range between $500 and 1000/m2 [67]. However, certain ceramic membranes made from low-cost raw materials will be less expensive than polymeric membranes used in industrial applications. Considering the raw materials cost, the cost of the fabricated membranes using LD slag was estimated in the range of 32.55–55.7 $/m2 [8]. Similarly, Nandi et al. (2007) reported that the cost of fabricated membrane with kaolin as the main raw material is estimated to be $130/m2. It is necessary to retain that membrane prices differ by region, as well as by membrane properties and surface area. By utilizing low-cost raw materials, the cost of a ceramic membrane may be greatly decreased.
5 Future Research Perspective
Ceramics are now well-accepted materials as a result of ongoing changes and advances. Ceramic materials are used as effective and efficient materials in a variety of applications. Many of the remarkable applications, however, need more advances and improvements in the use of advanced ceramics, since they cannot be achieved easily and reliably with available ceramics. As a result, ceramic materials, especially advanced ceramic materials, must be developed for use in modern applications such as health care, optical, electrical, and environmental.
Even though their uses in water and wastewater treatment are expanding, the higher capital expense, low mechanical strength and poor dimensional stability under high temperatures (above 600 °C) is regarded as the key impediments to their wider application. However, mixing with other ceramic thermally resistant phases is a viable approach to improve their stability. The cost of the ceramics may be drastically decreased using low-cost natural materials such as kaolin, pyrophyllite, and dolomite, as well as certain industrial wastes listed in previous sections. However, the stability and handling of low-cost ceramics during operation is difficult. As a consequence, research into their fabrication methods and module design are important for commercial applications. When designing structures, components, and products, the properties of advanced ceramic materials must be taken into account. The design and material selection must be cost-efficient, technically accurate, and, preferably, an upgrade on current technologies. Prior performance knowledge is advantageous; but, in many emerging implementations, prior knowledge will not be usable, close observation and documentation of experimental model or plant trial performance characteristics is needed. In this respect, new methods such as Finite Element Analysis have proved useful.
6 Summary
In this chapter, an overview of the advanced ceramic materials along with their applications in different fields particularly in environmental remediation is presented. Because of their environmental compatibility, ceramics have been accepted as environmentally friendly materials, which contribute to their potential when compared to other materials. Advanced ceramics prove to be attractive alternatives for use in medical applications such as dentistry, bone reconstruction, and so on. The use of advanced ceramics in optics and environmental remediation demonstrated outstanding results. Advanced ceramic materials are now commonly used in several applications. The advantages of advanced ceramic materials are clearly shown by increased efficiency, service life, operating cost savings, and maintenance cost savings. Cost economics is just twice the cost of existing component prices, giving advanced ceramics materials a substantial benefit.
They play an ever more significant role in a variety of fields in the future. Availability of advanced ceramic materials with customized properties, as well as the development of new ceramics, provides essential resources for the design of alternative production processes suitable for sustainable growth. With the development of material technology, it is possible to produce high-performance, inexpensive and ceramic materials in the future. With this regard, this chapter contributes to an extensive discussion for understanding of various advanced ceramics with their remarkable properties along with their diverse applications. This chapter will also be helpful to the readers for gaining expertise on application of advanced ceramic materials on the reduction, regulation, and remediation of wastewater with some notable achievements.
References
X. Zhu, W. Yang, Mixed conducting ceramic membranes: Fundamentals, Materials and Applications (Green Chemistry and Sustainable Technology), 1st edn. (Springer, 2017), pp. 1–10
L. Gurnani, A. Mukhopadhyay, in Handbook of Advanced Ceramics and Composites, ed. by Y. Mahajan, J. Roy (Springer, Cham,2019), pp. 1–46
A.R. Boccaccini, in Biomaterials, Artificial Organs and Tissue Engineering. A volume in Woodhead Publishing Series in Biomaterials, ed. by L.L. Hench, J.R. Jones (Woodhead Publishing Limited, 2005), pp. 26–36
D. Salamon, in Advanced Ceramics for Dentistry. ed. by J. Shen, T. Kosmac, (Elsevier Inc. 2014), pp. 104–122
S.F. Hulbert, L.L. Hench, D. Forbers, L.S. Bowman, History of bioceramics. Ceram. Int. 8, 131–140 (1982). https://doi.org/10.1016/0272-8842(82)90003-7
T. Kokubo, S. Yamaguchi, Development of novel glass-ceramics for dental applications by the Höland group. J. Non Cryst. Solids 558, 120656 (2021). https://doi.org/10.1016/j.jnoncrysol.2021.120656
M. Hasanpour, M. Hatami, Application of three dimensional porous aerogels as adsorbent for removal of heavy metal ions from water/wastewater: a review study. Adv. Colloid Interface Sci. 284, 102247 (2020). https://doi.org/10.1016/j.cis.2020.102247
Deepti, A. Sinha, P. Biswas, S. Sarkar, U. Bora, M.K. Purkait, Utilization of LD slag from steel industry for the preparation of MF membrane. J. Environ. Manage. 259, 110060 (2020). https://doi.org/10.1016/j.jenvman.2019.110060
S. Somiya, Handbook of Advanced Ceramics: Materials, Applications, Processing, and Properties, 2nd edn. (Academic Press, 2013), pp. 883–910
V.M. Orera, R.I. Merino, Ceramics with photonic and optical applications. Bol. La Soc. Esp. Ceram. y Vidr. 54, 1–10 (2015). https://doi.org/10.1016/j.bsecv.2015.02.002
Z. Xiao, S. Yu, Y. Li, S. Ruan, L.B. Kong, Q. Huang, Z. Huang, K. Zhou, H. Su, Z. Yao, W. Que, Y. Liu, T. Zhang, J. Wang, P. Liu, D. Shen, M. Allix, J. Zhang, D. Tang, Materials development and potential applications of transparent ceramics: a review. Mater. Sci. Eng. R Rep. 139, 100518 (2020). https://doi.org/10.1016/j.mser.2019.100518
J. Zhong, D. Chen, Y. Peng, Y. Lu, X. Chen, X. Li, Z. Ji, A review on nanostructured glass ceramics for promising application in optical thermometry. J. Alloys Compd. 763, 34–48 (2018). https://doi.org/10.1016/j.jallcom.2018.05.348
I. Alekseeva, O. Dymshits, M. Tsenter, A. Zhilin, V. Golubkov, I. Denisov, N. Skoptsov, A. Malyarevich, K. Yumashev, Optical applications of glass-ceramics. J. Non Cryst. Solids 356, 3042–3058 (2010). https://doi.org/10.1016/j.jnoncrysol.2010.05.103
J. Zhang, H. Chen, J. Wang, D. Wang, D. Han, J. Zhang, S. Wang, Preparation of (Tb1-xLux)2O0 transparent ceramics by solid solution for magneto-optical application. J. Eur. Ceram. Soc. 41, 2818–2825 (2021). https://doi.org/10.1016/j.jeurceramsoc.2020.12.034
Z. Fang, L. Chen, Y. Ni, C. Lu, Z. Xu, Robust optical properties of Re0.5Sr0.5CoO3−δ (Re = Nd, Eu, Gd) ceramics for high temperature solar absorber applications. Appl. Surf. Sci. 469, 76–81 (2019). https://doi.org/10.1016/j.apsusc.2018.11.009
L. George, R.P. Rusin, G.S. Fischman, V. Janas, Bioceramics, in Ceramic Transactions, Bioceramics: Materials and Applications III, vol. 110 (American Ceramic Society, Westerville, 1999), pp. 113–27
S. Balasubramanian, B. Gurumurthy, A. Balasubramanian, Biomedical applications of ceramic nanomaterials: a review. International Journal of Pharmaceutical Sciences and Research (IJPSR,) 8, 4950–4959 (2017). https://doi.org/10.13040/ijpsr.0975-8232.8(12).4950-59
V.K. Pandey, S. Paul, in Biomedical Engineering and Its Applications in Healthcare (Springer, 2019), pp. 89–104.
P. Dee, H.Y. You, S.H. Teoh, H. Le Ferrand, Bioinspired approaches to toughen calcium phosphate-based ceramics for bone repair. J. Mech. Behav. Biomed. Mater. 112, 104078 (2020). https://doi.org/10.1016/j.jmbbm.2020.104078
L. Borkowski, A. Przekora, A. Belcarz, K. Palka, G. Jozefaciuk, T. Lübek, M. Jojczuk, A. Nogalski, G. Ginalska, Fluorapatite ceramics for bone tissue regeneration: synthesis, characterization and assessment of biomedical potential. Mater. Sci. Eng. C 116, 111211 (2020). https://doi.org/10.1016/j.msec.2020.111211
K. Li, H. Kou, J. Rao, C. Liu, C. Ning, Fabrication of enamel-like structure on polymer-infiltrated zirconia ceramics. Dent. Mater. 7, 245–255 (2021). https://doi.org/10.1016/j.dental.2021.01.002
H. Adamu, S. Shaaibu, Y.O.S adiq, ASHAKWU Journal of Ceramics 17, 1 (2020)
R.B. Heimann, Classic and advanced ceramics: from fundamentals to applications (Wiley‐VCH Verlag GmbH & Co. KGaA, 2010), pp. 175-252.
J. Li, J. Chen, Y. Yu, C. He, Fe-Mn-Ce/ceramic powder composite catalyst for highly volatile elemental mercury removal in simulated coal-fired flue gas. J. Ind. Eng. Chem. 25, 352–358 (2015). https://doi.org/10.1016/j.jiec.2014.11.015
Y. Jeong, S. Lee, S. Hong, C. Park, Preparation, characterization and application of low-cost pyrophyllite-alumina composite ceramic membranes for treating low-strength domestic wastewater. J. Memb. Sci. 536, 108–115 (2017). https://doi.org/10.1016/j.memsci.2017.04.068
N.B. Singh, G. Nagpal, S. Agrawal, Rachna, Water purification by using adsorbents: a review. Environ. Technol. Innov. 11, 187–240 (2018). https://doi.org/10.1016/j.eti.2018.05.006
N. Ya’acob, M. Abdullah, M. Ismail, in Trends in Telecommunications Technologies. ed. by C. J. Bouras (IntechOpen, 1989), pp. 137–144. https://doi.org/10.5772/8474.
R. Chen, Z. Zhang, Z. Lei, N. Sugiura, Preparation of iron-impregnated tablet ceramic adsorbent for arsenate removal from aqueous solutions. DES. 286, 56–62 (2012). https://doi.org/10.1016/j.desal.2011.11.004
H. Ma, Y. Hei, L. Hua, Y. Guo, Y. Yang, C. Yu, Fabrication of zirconium-pillared montmorillonite porous ceramic as adsorbents for Cr 3 þ removal and recycling. Ceram. Int. 42, 14903–14909 (2016). https://doi.org/10.1016/j.ceramint.2016.06.130
Y. Zhao, Y. Yang, S. Yang, Q. Wang, C. Feng, Z. Zhang, Journal of Colloid and Interface Science Adsorption of high ammonium nitrogen from wastewater using a novel ceramic adsorbent and the evaluation of the ammonium-adsorbed-ceramic as fertilizer. J. Colloid Interface Sci. 393, 264–270 (2013). https://doi.org/10.1016/j.jcis.2012.10.028
L. Su, M. Niu, D. Lu, Z. Cai, M. Li, H. Wang, A review on the emerging resilient and multifunctional ceramic aerogels. J. Mater. Sci. Technol. 75, 1–13 (2021). https://doi.org/10.1016/j.jmst.2020.10.018
C.M.R. Almeida, M.E. Ghica, L. Durães, An overview on alumina-silica-based aerogels. Adv. Colloid Interface Sci. 282 (2020). https://doi.org/10.1016/j.cis.2020.102189
N. Hüsing, U. Schubert, Aerogels—airy materials: chemistry, structure, and properties. Angew. Chemie Int. Ed. 37, 22–45 (1998). https://doi.org/10.1002/(sici)1521-3773(19980202)37:1/2%3c22::aid-anie22%3e3.0.co;2-i
Y. Liu, J. Liu, P. Song, Recent advances in polysaccharide-based carbon aerogels for environmental remediation and sustainable energy. Sustain. Mater. Technol. 27, e00240 (2021). https://doi.org/10.1016/j.susmat.2020.e00240
L. Melone, L. Altomare, I. Alfieri, A. Lorenzi, L. De Nardo, C. Punta, Ceramic aerogels from TEMPO-oxidized cellulose nanofibre templates: synthesis, characterization, and photocatalytic properties. J. Photochem. Photobiol. A Chem. 261, 53–60 (2013). https://doi.org/10.1016/j.jphotochem.2013.04.004
F. Ram, K. Suresh, A. Torris, G. Kumaraswamy, K. Shanmuganathan, Highly compressible ceramic/polymer aerogel-based piezoelectric nanogenerators with enhanced mechanical energy harvesting property. Ceram. Int. 47, 15750-15758 (2021). https://doi.org/10.1016/j.ceramint.2021.02.147
H. Baqer, R. Irmawati, I. Ismail, N. Azah, Utilization of waste engine oil for carbon nanotube aerogel production using fl oating catalyst chemical vapor deposition. J. Clean. Prod. 261, 121188 (2020). https://doi.org/10.1016/j.jclepro.2020.121188
D.K. Sam, E.K. Sam, A. Durairaj, X. Lv, Z. Zhou, J. Liu, Synthesis of biomass-based carbon aerogels in energy and sustainability. Carbohydr. Res. 491, 107986 (2020). https://doi.org/10.1016/j.carres.2020.107986
T.H. Pham, S.H. Jung, Y.J. Kim, T.Y. Kim, Adsorptive removal and recovery of organic pollutants from wastewater using waste paper-derived carbon-based aerogel. Chemosphere 268, 129319 (2021). https://doi.org/10.1016/j.chemosphere.2020.129319
W. Zhan, L. Gao, X. Fu, S.H. Siyal, G. Sui, X. Yang, Green synthesis of amino-functionalized carbon nanotube-graphene hybrid aerogels for high performance heavy metal ions removal. Appl. Surf. Sci. 467–468, 1122–1133 (2019). https://doi.org/10.1016/j.apsusc.2018.10.248
M.K. Purkait, R. Singh, Membrane technology in separation science (CRC Press 2018), pp. 1-43.
S.K. Hubadillah, M.H.D. Othman, T. Matsuura, A.F. Ismail, M.A. Rahman, Z. Harun, J. Jaafar, M. Nomura, Fabrications and applications of low cost ceramic membrane from kaolin: a comprehensive review. Ceram. Int. 44, 4538–4560 (2018). https://doi.org/10.1016/j.ceramint.2017.12.215
B. Das, B. Chakrabarty, P. Barkakati, Preparation and characterization of novel ceramic membranes for micro-filtration applications. Ceram. Int. 42, 14326–14333 (2016). https://doi.org/10.1016/j.ceramint.2016.06.125
M.B. Asif, Z. Zhang, Ceramic membrane technology for water and wastewater treatment: a critical review of performance, full-scale applications, membrane fouling and prospects. Chem. Eng. J. 418, 129481 (2021). https://doi.org/10.1016/j.cej.2021.129481
M. Ben Ali, N. Hamdi, M.A. Rodriguez, K. Mahmoudi, E. Srasra, Preparation and characterization of new ceramic membranes for ultrafiltration. Ceram. Int. 44, 2328–2335 (2018). https://doi.org/10.1016/j.ceramint.2017.10.199
S. Jana, A. Saikia, M.K. Purkait, K. Mohanty, Chitosan based ceramic ultrafiltration membrane: preparation, characterization and application to remove Hg(II) and As(III) using polymer enhanced ultrafiltration. Chem. Eng. J. 170, 209–219 (2011). https://doi.org/10.1016/j.cej.2011.03.056
A. dos S. Barbosa, A. dos S. Barbosa, T.L.A. Barbosa, M.G.F. Rodrigues, Synthesis of zeolite membrane (NaY/alumina): effect of precursor of ceramic support and its application in the process of oil–water separation. Sep. Purif. Technol. 200, 141–154 (2018). https://doi.org/10.1016/j.seppur.2018.02.001
M. Changmai, M.K. Purkait, Detailed study of temperature-responsive composite membranes prepared by dip coating poly (2-ethyl-2-oxazoline) onto a ceramic membrane. Ceram. Int. 44, 959–968 (2018). https://doi.org/10.1016/j.ceramint.2017.10.029
P.S. Goh, A.F. Ismail, A review on inorganic membranes for desalination and wastewater treatment. Desalination 434, 60–80 (2018). https://doi.org/10.1016/j.desal.2017.07.023
A.K. Fard, G. McKay, A. Buekenhoudt, H. Al Sulaiti, F. Motmans, M. Khraisheh, M. Atieh, Inorganic membranes: preparation and application for water treatment and desalination. Materials (Basel) 11 (2018). https://doi.org/10.3390/ma11010074
Z. He, Z. Lyu, Q. Gu, L. Zhang, J. Wang, Ceramic-based membranes for water and wastewater treatment. Colloids Surf. A Physicochem. Eng. Asp. 578, 123513 (2019). https://doi.org/10.1016/j.colsurfa.2019.05.074
S. Ghannadi, H. Abdizadeh, A. Babaei, Fabrication of porous titania sheet via tape casting: microstructure and water permeability study. Ceram. Int. 46, 8689–8694 (2020). https://doi.org/10.1016/j.ceramint.2019.12.103
B.A. da Silva, V. de Souza Godim de Oliveira, M. Di Luccio, D. Hotza, K. Rezwan, M. Wilhelm, Characterization of functionalized zirconia membranes manufactured by aqueous tape casting. Ceram. Int. 46, 16096–16103 (2020). https://doi.org/10.1016/j.ceramint.2020.03.162
S.K. Nataraj, S. Roy, M.B. Patil, M.N. Nadagouda, W.E. Rudzinski, T.M. Aminabhavi, Cellulose acetate-coated α-alumina ceramic composite tubular membranes for wastewater treatment. Desalination 281, 348–353 (2011). https://doi.org/10.1016/j.desal.2011.08.016
Z. Šereš, N. Maravić, A. Takači, I. Nikolić, D. Šoronja-Simović, A. Jokić, C. Hodur, Treatment of vegetable oil refinery wastewater using alumina ceramic membrane: optimization using response surface methodology. J. Clean. Prod. 112, 3132–3137 (2016). https://doi.org/10.1016/j.jclepro.2015.10.070
B. Zhu, Y. Hu, S. Kennedy, N. Milne, G. Morris, W. Jin, S. Gray, M. Duke, Dual function filtration and catalytic breakdown of organic pollutants in wastewater using ozonation with titania and alumina membranes. J. Memb. Sci. 378, 61–72 (2011). https://doi.org/10.1016/j.memsci.2010.11.045
X. Da, X. Chen, B. Sun, J. Wen, M. Qiu, Y. Fan, Preparation of zirconia nanofiltration membranes through an aqueous sol-gel process modified by glycerol for the treatment of wastewater with high salinity. J. Memb. Sci. 504, 29–39 (2016). https://doi.org/10.1016/j.memsci.2015.12.068
Y. Deng, Y. Wu, G. Chen, X. Zheng, M. Dai, C. Peng, Metal-organic framework membranes: recent development in the synthesis strategies and their application in oil-water separation. Chem. Eng. J. 405, 127004 (2021). https://doi.org/10.1016/j.cej.2020.127004
B.M. Jun, Y.A.J. Al-Hamadani, A. Son, C.M. Park, M. Jang, A. Jang, N.C. Kim, Y. Yoon, Applications of metal-organic framework based membranes in water purification: a review. Sep. Purif. Technol. 247, 116947 (2020). https://doi.org/10.1016/j.seppur.2020.116947
Z. Jia, S. Hao, J. Wen, S. Li, W. Peng, R. Huang, X. Xu, Electrochemical fabrication of metal–organic frameworks membranes and films: a review. Microporous Mesoporous Mater. 305, 110322 (2020). https://doi.org/10.1016/j.micromeso.2020.110322
X.Y. Gong, Z.H. Huang, H. Zhang, W.L. Liu, X.H. Ma, Z.L. Xu, C.Y. Tang, Novel high-flux positively charged composite membrane incorporating titanium-based MOFs for heavy metal removal. Chem. Eng. J. 398, 125706 (2020). https://doi.org/10.1016/j.cej.2020.125706
M. Samari, S. Zinadini, A.A. Zinatizadeh, M. Jafarzadeh, F. Gholami, Designing of a novel polyethersulfone (PES) ultrafiltration (UF) membrane with thermal stability and high fouling resistance using melamine-modified zirconium-based metal-organic framework (UiO-66-NH2/MOF). Sep. Purif. Technol. 251, 117010 (2020). https://doi.org/10.1016/j.seppur.2020.117010
M. Changmai, M. Pasawan, M.K. Purkait, A hybrid method for the removal of fluoride from drinking water: parametric study and cost estimation. Sep. Purif. Technol. 206, 140–148 (2018). https://doi.org/10.1016/j.seppur.2018.05.061
S. Mestre, A. Gozalbo, M.M. Lorente-Ayza, E. Sánchez, Low-cost ceramic membranes: a research opportunity for industrial application. J. Eur. Ceram. Soc. 39, 3392–3407 (2019). https://doi.org/10.1016/j.jeurceramsoc.2019.03.054
S.K. Hubadillah, M.H.D. Othman, A.F. Ismail, M.A. Rahman, J. Jaafar, Y. Iwamoto, S. Honda, M.I.H.M. Dzahir, M.Z.M. Yusop, Fabrication of low cost, green silica based ceramic hollow fibre membrane prepared from waste rice husk for water filtration application. Ceram. Int. 44, 10498–10509 (2018). https://doi.org/10.1016/j.ceramint.2018.03.067
A. Manni, B. Achiou, A. Karim, A. Harrati, C. Sadik, M. Ouammou, S. Alami Younssi, A. El Bouari, New low-cost ceramic microfiltration membrane made from natural magnesite for industrial wastewater treatment. J. Environ. Chem. Eng. 8, 103906 (2020). https://doi.org/10.1016/j.jece.2020.103906
B.K. Nandi, R. Uppaluri, M.K. Purkait, Preparation and characterization of low cost ceramic membranes for micro-filtration applications. Appl. Clay Sci. 42, 102–110 (2008). https://doi.org/10.1016/j.clay.2007.12.001
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Deepti, Mondal, P., Purkait, M.K. (2024). Utilization of Advanced Ceramics Towards Treatment of Wastewater. In: Ikhmayies, S.J. (eds) Advanced Ceramics. Advances in Material Research and Technology. Springer, Cham. https://doi.org/10.1007/978-3-031-43918-6_5
Download citation
DOI: https://doi.org/10.1007/978-3-031-43918-6_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-43917-9
Online ISBN: 978-3-031-43918-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)