
Abstract
Wound components have gained relevance in recent years, especially due to hydrogen pressure vessels. However, the burst pressure test of the vessel structures is associated with a high time and monetary expenditure, which is why a simplified split-disk test is often applied. In the split-disk test, ring fragments are cut from a test pipe and are loaded in tension, which induces a membrane-like stress state in the laminate. The present study addresses the different mechanical material behavior during split-disk testing of a wet-wound material compared to a commercial Towpreg and the \({\text {TPreg}}^{\circledR }\) material developed at the Institute of Aircraft Design. All three materials have the same layer orientation as well as similar process parameters. In addition to a mechanical investigation of the samples, optical measurement techniques are used to evaluate the quality of the material in terms of porosity and resulting resin areas. Furthermore, a finite element model is used and thus a digital twin of the experimental setup is created to test suitable numerical methods for the different material systems. This is done in order to be able to optimally design a real tank structure with a reduced experimental effort.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Filament-Winding
- Wet-Winding
- Towpreg
- TPreg
- Bobbin Infusion Process
- Split-Disk
- Digital Twin
- Finite Element Simulation
1 State of the Art and Motivation
Gaseous hydrogen storage (CGH\(_{2}\)) has played a major role in the mobility sector in recent years. Storage currently takes place at working pressures of up to 700 bar [1]. Due to the high burst pressures to which they are exposed, hydrogen pressure vessels made of fiber-reinforced composites have to meet high requirements in terms of the quality of the material used and the respective manufacturing process. In addition to the high qualitative grade, the material used should also be processable at an adequate speed to reduce the production costs of a single vessel. In recent years, the use of Towpregs has emerged as an opportunity to significantly increase production speed beyond the classic wet-winding process [2].
The Towpreg represents a roving pre-impregnated with resin, which is wound onto a bobbin. In addition to increased winding speeds, the use of the material offers the opportunity to precisely control the fiber volume content in a wound pressure tank. The main disadvantage that comes with the use of Towpreg is the high cost of materials [3]. Also, the possible fiber-resin combinations are specified by the manufacturer, which significantly limits the material selection when using a commercial Towpreg.
\({\text {TPreg}}^{\circledR }\), which was developed at the Institute of Aircraft Design, attempts to overcome the prevailing disadvantages of a commercial Towpreg and a classic wet-winding process. On the one hand, the manufacturing process associated with the \({\text {TPreg}}^{\circledR }\)allows any fiber to be combined with almost any infiltration resin, promising high flexibility even for small quantities of material required. As a consequence it is possible to carry out the manufacturing process oneself and then process the Towpreg produced in-house. On the other hand, the process also ensures that the rovings used are efficiently infused, thus reducing the amount of resin required in comparison to a wet-winding process.
2 Bobbin Infusion Process and \({\text {TPreg}}^{\circledR }\) Material
The fundamental development of a new manufacturing process for pre-impregnated semi-finished fiber products originated at the Institute of Aircraft Design. The core of the process is the possibility to enable users to produce their own vacuum-based prepreg with low resource input and known production equipment (e.g. vacuum pump).
This means that for most resin systems, the transport cooling chain, the usual ordering times and the necessary logistics for this are no longer required. And for the first time, it will be possible to freely select material combinations of fiber and matrix and use them on site in the required quantities.To distinguish the new prepreg process from previous commercially available systems, the brand name \({\text {TPreg}}^{\circledR }\) is used for this type of prepreg production.
The basic element of the infusion process is a perforated fiber suport, e.g. in the form of a bobbin (hollow inside) which is spooled with the desired fiber material, as shown in Fig. 1. Moreover the prepreg properties can are determined by the spooling pattern, the bobbin size, the process conditions and the fiber material used. For the impregnation process, the bobbin is designed in a way that the impregnating agent can penetrate from the center of the fiber packing to the outside and vice versa.

Perforated bobbin with spooled fiber material [4]
The impregnation process can be carried out both in an open and a closed container. For both, the bobbin is placed in the container together with the wound rovings. In the case of an open version, the impregnation can be drawn out by changing the environmental conditions. In the closed version, on the other hand, a pressure system can be implemented. In Fig. 2 the impregnation container and an exemplary pressure system is shown. Furthermore, the process can also be carried out in such a way that several bobbins or fiber packages are impregnated together. Each fiber package is integrated into a container and impregnated simultaneously with any number of parallel bobbins. Robot systems can then remove the packages and process them further or load the containers themselves. This type of parallelization makes the process scalable and very flexible in adapting to changing material requirements. In this study a 170 mm \({\text {TPreg}}^{\circledR }\) bobbin with a core diameter of 20 mm was used and illustrated in Fig. 3. The usable width is 164 mm and the outer diameter is 74 mm. The usable maximum volume of this bobbin is 653.5 cm\(^3\), which corresponds to a maximum prepreg weight of approx. 980 g with a material density of 1.5\(\frac{g}{cm^3}\).

Impregnation container and pressure system [4]

Finalized \({\text {TPreg}}^{\circledR }\) material
3 Specimen Geometry and Material Analysis
For the test geometry, several specimens were wound on a cylindrical mandrel with a diameter of 70 mm. The specifications listed in Table 1 apply to the tube specimens produced. The roving used is a Toray T700 24K 50C for all three manufacturing processes evaluated. In addition to the manufacturing processes, different yarn tensions in the winding process were varied, too. Since each of the three manufacturing processes has different requirements with regard to the resin system, this differs for all three methods. However, the mechanical properties are approximately equivalent according to the respective data sheets [5,6,7].
After manufacturing the test specimens, the fiber volume content of the respective tubes is determined and microscope images of tube sections are taken. Starting with the evaluation of the fiber volume content, at least three random samples are taken along the tube and the fiber volume content is evaluated using the chemical laboratory method according to DIN EN 2564 A. The results for both fiber and void volume content are summarized in Table 2. It is noticeable that the fiber volume content of the Towpregs is consistently high. In contrast, an influence of the yarn tension seems to be clearly recognizable in the wet-wound tubes. If the yarn tension increases, the fiber volume content decreases significantly. A low fiber volume content can also be observed in the \({\text {TPregs}}^{\circledR }\). The void volume fraction is quite high for all three materials at any yarn tension. Therefore, in addition to the chemical laboratory method, microscope images are also evaluated to get a clearer impression of the wound material. Figure 4 shows the resulting material quality for all manufacturing processes investigated. It is noticeable that mainly interlaminar, macroscopic pores are formed in the commercial Towpreg. This can be explained by the fact that the Towpreg used is not sufficiently wetted with resin and thus tends to trap larger areas with air during the winding process. In addition to larger pores (both inter- and intralaminar), the wet-wound material also shows the effect that the resin pushes outwards at higher yarn tensions and creates a resin film on the outside. This can be seen especially in Fig. 4f) at a filament tension of 15N. Also, the high variation of the resulting thickness seen in Table 1 can be explained by the resin pocket. Although the \({\text {TPreg}}^{\circledR }\) material has the highest void content according to the laboratory evaluation in Table 2, it can be seen in the microscopy image that these spread less locally in the material. Furthermore, the \({\text {TPreg}}^{\circledR }\) also has a resin film deposited on the outside, which implies that the material behavior during the manufacturing process is more similar to a wet-wound fiber. Since a final statement on the material behavior of \({\text {TPreg}}^{\circledR }\) cannot be made exclusively by microscopic evaluation, the split-disk test is consulted for the qualitative classification of \({\text {TPreg}}^{\circledR }\) in comparison with the two commercial materials.

Microscope images for all manufactured materials a)-c): TowPreg d)-f): Wet-Winding g): \({\text {TPreg}}^{\circledR }\)
4 Split-Disk-Experiment and Digital Twin
In the following chapter, the experimental and simulative setup of the split-disk experiment will be discussed. In addition to the experimental and numerical setup, the results of the test series will also be examined.
4.1 Experimental Setup
The series of tests performed is based on Procedure A from ASTM Standard D2290-19a. This describes a test setup in which a ring section is placed over the two-split disc and a tensile load is applied. Figure 5 illustrates a design of the split-disk experiment proposed according to the standard. The deformation of the ring section causes a bending moment in the gap between the two half-disks to be superimposed on the tensile load, which is why the measurable results are described by the standard as an apparent tensile strength. This is stated in Eq. 1, in which \(\sigma _{a}\) represents the apparent yield tensile stress, \(P_{b}\) the breaking load and \(A_{m}\) the minimum cross-sectional area of the specimen [8].

Experimental Fixture according to the ASTM standard [8]
For the test series, seven 15.5 mm width sections were cut from each of the wound tubes introduced in Table 1. The fixture designed at the Institute of Aircraft Design is installed in a 250 kN testing machine from Hegewald &Peschke. The test speed is 2 \(\frac{mm}{min}\). For the evaluation of the tests the resultant force and displacement are measured. The testing setup is shown in Fig. 6.

Experimental setup at the Institute of Aircraft Design
4.2 Digital Twin
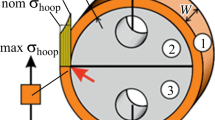
The digital test setup is implemented as an FEM model in Ansys LS-Dyna. Fully integrated solid elements are built up layer by layer for the ring section. Underintegrated shell elements are used for the split disks. Furthermore the thickness of the simulation model is set to 3 mm and its width to 15.5 mm. Figure 7 illustrates the digital test setup. The load case is set up exactly according to the real test model, so that the upper rigid moves upwards and the lower one is held in place. Meanwhile, there is a contact definition between each of the split disks to the CFRP ring.
For the material law, the Pinho failure model implemented in LS-Dyna (MAT261) is used for a fiber volume content of 50% [9]. The data is based on an internal material characterization of an equivalent material. Furthermore an element-by-element material orientation is assigned for each layer.

Digital Test setup for the Split-Disk Experiment
4.3 Results
The sample series is evaluated using the ASTM standard described in Chap. 4.1. Thus, the apparent hoop tensile strength is determined and compared. Figure 8 compares the averaged ring tensile strengths for each specimen and normalizes them to a fiber volume content of 50%. The test evaluation shows that the commercially available Towpregs provide constant values for the strengths regardless of their yarn tension. However, it can also be seen that they perform somewhat worse compared to the wet-wound specimens and the \({\text {TPreg}}^{\circledR }\). This can be explained by the fact that the chosen ply structure provokes inter-fiber failure, whereby a dryer material ensures poorer load transfer.
The apparent ring tensile strength of the wet-wound material increases with increasing yarn tension. This can be explained by the fiber volume content evaluation from Table 2. It can be seen that the fiber volume content is also lowest in the tube with the highest yarn tension, which means that the specimen is very rich in resin and thus strengthens the load transfer between the fibers.
Qualitatively, it can be seen that the mechanical behavior of the \({\text {TPreg}}^{\circledR }\) is also oriented to that of the wet fiber, which has already emerged from the fiber volume content evaluation in Table 2, as well as from the microscope images. The wet-wound material and the \({\text {TPreg}}^{\circledR }\) exhibit the best agreement between simulation and experiment. Since the strength values were taken from an existing characterization of a comparable material, a detailed material characterization of the three selected materials is still pending.

Comparison of the different Apparent Hoop Tensile Strengths for each specimen (normalized to a fiber volume content of 50%)
5 Conclusion and Outlook
In summary, a varying of yarn tension in the Towpregs has little effect on the fiber volume content, thickness, and microstructure. In contrast, a clear influence of the yarn tension can be identified for the wet-wound material. On the one hand, a clear push-out of the resin can be identified at high yarn tension. This can be seen both in the increasing average thickness of the wet-wound specimen and in microscope images based on a resin film on the outside of the tube. Qualitatively, the \({\text {TPreg}}^{\circledR }\) material behaves similarly to the wet-wound material, which can also be verified by a resin film on the outside. Furthermore, the fiber volume content of \({\text {TPreg}}^{\circledR }\) is significantly lower than for the commercial Towpreg. The aforementioned observations are also confirmed in the split-disk test. The dryer commercial Towpreg shows a poorer performance in apparent ring tensile strength due to the ply structure. On the other hand, the wet-wound tubes perform significantly better, showing greater visual and mechanical similarity with the \({\text {TPreg}}^{\circledR }\).
The simulation reproduces the wet-wound material and the \({\text {TPreg}}^{\circledR }\) best. Material characterization for all three materials is needed to better simulate the differences between the three manufacturing processes in order to be able to consider the effects of yarn tension and dry spots.
References
Miller, E.L., Thompson, S.T., Randolph, K., Hulvey, Z., Rustagi, N., Satyapal, S.: US Department of Energy hydrogen and fuel cell technologies perspectives. MRS Bulletin 45, 57–64 (2020)
Jois KC, Mölling T, Gries T, Sackmann J.: Towpreg-Based Design and Manufacture of Multi-Supply Filament-Wound Composite Pressure Vessels. SAMPE neXus 2021 (2021)
Nebe M.: In Situ Characterization Methodology for the Design and Analysis of Composite Pressure Vessels. Springer (2021)
Method and Apparatus for Impregnating Semi-Finished Fibrous Products. US 10106930B2. University of Stuttgart. (2014)
Huntsman L.: Advanced Materials Araldite® LY564/Aradur® 917/Accelerator 960-1. (2004)
Composites T.: Technical Data Sheet: TR 1112 TCR™ Resin. (2017)
Hexion. Technical Data Sheet: MGS® RIM135. (2005)
ASTM D.: 2290-19a. Standard Test Method for Apparent Hoop Tensile Strength of Plastic or Reinforced Plastic Pipe. American Society for Testing and Materials, Philadelphia (2019)
Pinho, S., Iannucci, L., Robinson, P.: Physically-based failure models and criteria for laminated fibre-reinforced composites with emphasis on fibre kinking: Part I: Development. Composites Part A: Applied Science and Manufacturing 37, 63–73 (2006)
Acknowledgements
This paper was written as part of the HyCoPE (Hydrogen Composite Pressure Vessel Engineering 4.0) public research project funded by the German Federal Ministry of Economic Affairs and Climate Action. We would like to thank both the Ministry and the Forschungszentrum Jülich GmbH (PtJ) for their support. We would also like to thank all of our project partners, in particular Roth Composite Machinery GmbH for winding the test tubes.

Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Krischler, R., Blandl, M., Kliewe, M., Carosella, S., Middendorf, P. (2023). Comparison of Different Material Systems for Filament Winding Based on the Split-Disk Experiment and Setup of a Digital Twin. In: Rieser, J., Endress, F., Horoschenkoff, A., Höfer, P., Dickhut, T., Zimmermann, M. (eds) Proceedings of the Munich Symposium on Lightweight Design 2022. MSLD MSLD MSLD 2022 2022 2022. Springer Vieweg, Cham. https://doi.org/10.1007/978-3-031-33758-1_4
Download citation
DOI: https://doi.org/10.1007/978-3-031-33758-1_4
Published:
Publisher Name: Springer Vieweg, Cham
Print ISBN: 978-3-031-33757-4
Online ISBN: 978-3-031-33758-1
eBook Packages: EngineeringEngineering (R0)