
Abstract
Portland cement is one of the most used materials on earth. Its annual production is responsible for approximately 7% of global carbon dioxide (CO2) emissions. These emissions are primarily associated with (1) the burning of fossil fuels to heat cement kilns and (2) the release of CO2 during limestone calcination. One proposed strategy for CO2 reduction includes the use of functional limestone fillers, which reduce the amount of portland cement in concrete without compromising strength. This study investigated the effect of using renewable, CO2-storing, biogenic CaCO3 produced by E. huxleyi as limestone filler in portland limestone cements (PLCs). Biogenic CaCO3 was used to synthesize PLCs with 0, 5, 15, and 35% limestone replacement of portland cement. The results substantiate that the particle sizes of the biogenic CaCO3 were significantly smaller and the surface areas significantly larger than that of reagent grade CaCO3. X-ray diffraction indicated no differences in mineralogy between reagent-grade and biogenic CaCO3. The use of biogenic CaCO3 as a limestone filler led to (i) increased water demand at the higher replacements, which was countered by using a superplasticizer, and (ii) enhanced nucleation during cement hydration, as measured by isothermal conduction calorimetry. The 7-day compressive strengths of the PLC pastes were measured using mechanical testing. Enhanced nucleation effects were observed for PLC samples containing biogenic CaCO3. 7-day compressive strength of the PLCs produced using biogenic CaCO3 were also enhanced compared to PLCs produced using reagent-grade CaCO3 due to the nucleation effect. This study illustrates an opportunity for using CO2-storing, biogenic CaCO3 to enhance mechanical properties and CO2 storage in PLCs containing biologically architected CaCO3.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Functional fillers, such as limestone, and supplementary cementitious materials (SCMs), such as slag and fly ash, have been studied in the context of replacing cement clinker in cement and concrete production because of their beneficial effects on cost, mechanical properties, and sustainability. Functional limestone fillers (LFs) decrease the amount of cement clinker used in cement or concrete, which in turn reduces energy consumption in cement production and CO2 emissions [1, 2].
Multiple studies have detailed the various effects of LFs in cement paste and concrete, including the filler effect, nucleation effect, chemical effect, and dilution effect [3, 4]. Traditional LF fills space where cement grains would normally interact, augmenting the distance between interactions, thus improving cement paste workability. Due to this space filling, water consumption of PLCs can sometimes be reduced to achieve the same workability [5,6,7]. The nucleation effect has been observed with the incorporation of nano-limestone accelerating early age reactions, though hydration acceleration was not observed for coarser LF addition on the scale of 4–16 µm [8, 9]. Wang et al. posit that when LF is finer than cement particles, LF addition causes filler, nucleation, and dilution effects, while, when LF is coarser than cement particles, the dilution effect dominates. It has also been shown that fine LF enhances hydration, thereby offsetting the dilution effect [10]. Additionally, fine LF induces filler effects, where more space within cement paste is filled by limestone particles, thus increasing compressive strength and decreasing porosity and sorptivity [3]. LFs, while often considered chemically inert, actually induce chemical effects when added to cement paste. The chemical effect is mainly attributed to the reaction of LF with monosulfate and aluminate hydrate causing the suppression of early (16 h) C3A hydration [4]. Overall, chemical and filler effects have little impact on setting time, and chemical and nucleation effects seem to have little impact on workability. Due to the dilution effect, compressive strength was reported to decrease with increased LF addition, particularly at replacement values exceeding 35% [11]. The effect on mechanical and compressive strength is trivial at replacement values up to 15% [12], and replacement of 35% LF in PLC may yield satisfactory mechanical and compressive strength for various applications. The American Society for Testing Materials (ASTM) currently sets the industrial limit at 15% replacement value of LF in PLC (ASTM C595), while the European Union (EU) has an increased limit of up to 35% (EN 197–1) [31, 32]. While the EU has been using PLC with LF replacement values up to 35% for some time, the United States (US) cement industry has begun to integrate PLC into industrial applications in lieu of OPC, taking advantage of its decreased cost and reduced CO2 emissions [12, 13].
This study investigated the use of a biologically derived LF in PLCs, namely calcium carbonate (CaCO3) biologically architected by the coccolithophore, Emiliana Huxleyi. E. Huxleyi is a species of microalgae ubiquitous in nearly every ocean on Earth. E. Huxleyi produces intricate CaCO3 coccoliths through a photosynthetic process known as coccolithogenesis [14]. Major advantages of the coccolithogenesis process used by E. Huxleyi are (1) CO2 is consumed during coccolith production and (2) very few nutrients are required for sustained growth of E. Huxleyi. The microstructures of CaCO3 produced by coccolithophores are complex and uniform, with a particle size under 10 microns [15]. Due to this highly complex and intricate design (small particle size and high surface area), biogenic CaCO3 from E. Huxleyi shows potential for increased nucleation of cement hydration products compared to industrial limestone when used as an LF in PLCs. In this study, we explore the suitability of biogenic CaCO3 produced by E. Huxleyi as a filler for PLC, corresponding to both US (ASTM C595, up to 15% replacement) and EU (EN 197–1, up to 35% replacement) standards.
2 Materials and Methods
2.1 CaCO3 Sources
Reagent grade CaCO3 (>99%) was purchased from Sigma Aldrich. ASTM C150 Type I/II portland cement was purchased from Quikrete.
Lyophilized E. huxleyi biomass (containing both CaCO3 and organic cell materials) was purchased from the Algal Resource Collective (ARC) at the University of North Carolina, Wilmington, USA. CaCO3 was then purified to remove organics following a similar protocol to that used by Jakob et al., 2015 [16]. Approximately 0.15 g of freeze-dried biomass was added to 50 mL centrifuge tubes and suspended in MilliQ water to a volume of 40 mL, which then sedimented for at least 24 h. Tubes were then centrifuged for 17 min at 4696 x g and 4 ℃. Supernatants were removed to the 10 mL marking, and contents were re-suspended via vortexing. Next, 3.3 mL of 12% NaOCl was added to each tube, shaken lightly, and allowed to sit for 15 min. Then 6 mM NaHCO3 was added to the 40 mL marking and tubes were centrifuged for 6 min at 1500 x g and 4 ℃. Supernatants were again removed to the 10 mL marking before vortexing to resuspend pellets. Washing with 6 mM NaHCO3 and subsequent centrifugation was repeated four more times. Following the final wash, supernatant was removed to the < 5 mL marking. Pellets were resuspended through gentle shaking and contents from 8 tubes were combined in a separate centrifuge tube before centrifugation for 6 min at 1500 x g and 4 ℃. Maximum volume of supernatant was removed without disturbing the pellet, and purified CaCO3 was dried in an oven at 80–90 ℃ for at least 24 h.
2.2 Limestone Characterization
Morphology and Particle Characteristics
Both CaCO3 sources were imaged using a Hitachi SU3500 scanning electron microscope (SEM). Samples were coated in platinum prior to imaging to ensure sufficient conductivity. Images of both reagent grade and biogenic calcite were taken in secondary electron mode using 15 keV accelerating voltage, 2,500 x and 10,000 x magnifications, with < 9 mm working distances.
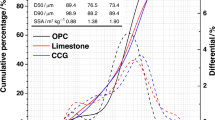
Particle size distributions (PSD) of both CaCO3 sources was measured using laser diffraction in a Malvern Panalytical Mastersizer3000. Particles were suspended in ultra-pure MilliQ water, dispersed using ultrasonication prior to size analysis. Mean particle size and standard deviation were calculated using results from 5 replicate samples.
Mineralogy
Mineralogy of both CaCO3 sources was confirmed using qualitative X-ray diffraction (XRD) with a Bruker D8 Advance X-ray diffractometer. Cu Kα X-ray radiation (wavelength 1.5406 Å) was used to scan from 5° to 90° 2θ with a step size of 0.02° and a dwell time of 1.5 s per step. The resulting patterns were analyzed with the Bruker DIFFRAC.EVA software that was equipped with the International Center for Diffraction Data (ICDD) PDF-4 AXIOM 2019 database [33] to identify phases.
2.3 Portland Limestone Cement Paste Studies
Hydration Kinetics
Cement pastes with a water-to-cement (w/c) ratio of 0.65 were mixed according to the mixture proportions given in Table 1. A w/c = 0.65 was chosen due to the anticipated workability concerns of high-CaCO3 replacement percentage mixtures at lower w/c ratios, especially for samples containing biogenic CaCO3. CaCO3 was dry mixed with cement by hand for 5 min. Dry cement mixtures were then added to water and thoroughly mixed by hand for at least 2 min. A polycarboxylate-based superplasticizer (SP) was added dropwise to the 35% biogenic CaCO3 PLC paste up to 0.18 g until a thick paste consistency was achieved. SP was only necessary for the 35% E. huxleyi cement paste, as acceptable workability was achieved for remaining pastes.
Approximately 7 g of paste was added to each of two glass ampoules and sealed for ICC analysis across from a corresponding reference sample (siliceous sand). ICC was operated at 25 ℃ using an 8 channel Thermometric TAM Air calorimeter. For each CaCO3 source, heat of hydration data were collected for a control mix (OPC), a 5%, 15%, and 35% CaCO3 replacement mix. Heat of hydration and total heat data were collected for at least 72 h. Data were then normalized by weight of cement powder in each sample.
Compressive Strength Testing
Following mixing, 16.5 g of cement paste were poured into a silicone 1 cm3 cube mold tray. A small metal rod was used to ensure even spreading of cement paste to the cube corners. The tray was then placed in a > 94% humidity chamber (created according to a modified ASTM E104 standard) and cured for 24 h. Cubes were then removed from the humidity chamber and placed in a supersaturated Ca(OH)2 solution. Samples were tested at 7 days using an Instron Universal Testing machine with a 50 kN load cell and a 0.1 mm/sec compression rate. Samples were tested in triplicate.
3 Results
3.1 CaCO3 Characterization
Particle Size and Scanning Electron Microscopy
Reagent grade CaCO3 exhibited a significantly larger particle size than that of biogenic CaCO3 grown from E. huxleyi (Fig. 1). Particle size analysis revealed that the median particle sizes (d50) of the reagent-grade and biogenic CaCO3 were 18.8 ± 0.274 µm and 1.77 ± 0.17 µm, respectively, which is an order of magnitude difference. The differences in particle size are evident in the SEM micrographs shown in Fig. 1.
Although some small, angular particles are seen for reagent grade CaCO3 (Fig. 1b), the majority of particles are much larger than those seen for E. huxleyi CaCO3 (Fig. 1c, d). The microstructures of biologically architected CaCO3 appear much more intricate than the more granular and rigid microstructure of reagent grade CaCO3. It can be inferred from these SEM micrographs that biogenic CaCO3 also exhibits higher surface area than reagent grade CaCO3 due to decreased particle sizes and their biologically architected, intricate shapes.
X-ray Diffraction
XRD results (Fig. 2) show nearly identical phases present for both reagent grade and biogenic CaCO3. Both samples exhibit distinct peaks at expected angles characteristic of the calcite phase of CaCO3, with minor peaks associated with additional, minor phases in each sample, specifically those shown near 27° 2θ.

Scanning electron micrographs of (a-b) reagent grade CaCO3 compared to (c-d) biogenic CaCO3 from E. huxleyi.

X-ray diffraction results of reagent grade CaCO3 compared with biogenic CaCO3 from E. huxleyi. All significant peaks align with the calcite phase of CaCO3 for both reagent grade and biogenic CaCO3.
3.2 Cement Paste Studies
Hydration Kinetics
Isothermal conduction calorimetry results are shown in Fig. 3. The rate of heat evolution and cumulative heat evolved were similar for the 5% and 15% PLC with reagent grade CaCO3 filler, as compared to the OPC control. A slight increase and leftward shift of the main hydration peak was evident for the 35% PLC with reagent grade CaCO3 filler. The cumulative heat also increased slightly with each increased addition of reagent grade CaCO3 filler. PLC with 5% biogenic CaCO3 exhibited a slight main hydration peak increase, as well as a slight cumulative heat increase, which was lower than the increase exhibited by 5% reagent grade CaCO3 PLC (see Fig. 3). PLC with 15% biogenic CaCO3 showed a significant heat increase and leftward shift of the main hydration peak. Notably, PLC with 35% biogenic CaCO3 and SP showed a significantly delayed rate of heat evolution, reaching a maximum around 20 h, roughly 12 h later than other PLC pastes with lower amounts of biogenic CaCO3. Both 15% and 35% biogenic CaCO3 PLC exhibited increased cumulative heat at 72 h as compared to OPC and 5% biogenic CaCO3 PLC paste, with 35% biogenic CaCO3 PLC reaching approximately the same cumulative heat as 15% biogenic CaCO3 PLC despite significantly delayed hydration. PLC with 35% biogenic CaCO3 also shows a significant increase in the second hydration peak, associated with the reaction of C3A and the formation of a calcium aluminate phase (ettringite).
Compressive Strength
The lowest 7-day compressive strength was observed for the 35% reagent grade CaCO3 pastes. The 5% and 15% reagent grade CaCO3 pastes displayed comparable strengths slightly lower than that of OPC. Contrarily, the highest compressive strength was observed for the 15% biogenic CaCO3 PLC paste by a large, statistically significant margin. Both 5% and 35% biogenic CaCO3 PLC pastes displayed similar strength, the latter of which is lower than that of OPC. At all tested replacement values of 5% or greater, PLC pastes with biogenic CaCO3 showed increased compressive strength over their reagent grade CaCO3 counterparts. Pastes with both types of LF at a 5% replacement value had comparable compressive strengths and did not show excessively decreased compressive strengths compared to OPC (Fig. 4).

Rate of heat evolution (mW/g cement) and cumulative heat evolved (J/g cement) for portland limestone cement mix designs with (a-b) reagent grade CaCO3 limestone filler or (c-d) biogenic CaCO3 limestone filler produced by E. huxleyi.

A7-day compressive strength (in MPa) of PLC cement pastes (1 cm3 cubes) containing 5%, 15%, or 35% reagent grade or biogenic CaCO3 as limestone filler.
4 Discussion
ASTM C595 currently defines the LF requirement as having > 70% CaCO3 by mass, similar to the EN 197–1 requirement of > 75% CaCO3 by mass [31, 32]. EN 197–1 also dictates that the limestone shall contain no more than 0.50% total organic carbon (TOC) by mass. By these definitions, biogenic CaCO3 produced by E. huxleyi as used in this study meets these requirements and is thus a suitable filler material for PLC according to current industrial standards. However, neither standard directly addresses particle size. Both PSD and SEM results reveal that biogenic CaCO3 has a much smaller particle size than reagent grade CaCO3, in addition to a much more complex structure. While reagent grade CaCO3 is larger and more granular, biologically architected CaCO3 has intricate ring-like structures. The difference in particle size, shape, and surface area contributed to nucleation effects during cement hydration, most clearly observed in pastes designed with 35% replacement with both biogenic and reagent grade CaCO3.
The replacement of cement with 35% biogenic CaCO3 LF yielded a comparable maximum rate of heat evolution and cumulative heat. However, maximum rate of heat evolution was delayed by roughly 12 h as compared to the remaining PLC pastes studied. The addition of SP to the 35% biogenic CaCO3 paste most likely contributed to its significantly delayed hydration, a phenomenon well-documented in literature [17, 18]. The mechanism of hydration retardation by polycarboxylate-based SPs, such as the one used in this study, is largely based on sorption to solid phases, as well as steric and electrostatic dispersion mechanisms [19]. Javadi et al. found that high charge density in the form of carboxylate ions on the SP backbone led to higher SP adsorption onto cement grains and resulted in the longest retardation of hydration reactions [20]. Because the main hydration peak still occurred at 20 h mark, the presence of SP does not appear to significantly affect cumulative heat development at the 72-h timepoint.
The use of superplasticizers is not uncommon in the cement industry. SP addition reduces water demand in PLC, though simultaneously retards hydration significantly [17]. However, SP addition may have a positive effect on mechanical strength. Ghosh et al. found that SP addition enhanced mechanical strength while reducing water demand by 20% [21]. In this study, the mix design containing 35% biogenic CaCO3 showed the most pronounced water demand (nucleation and filler effect) and required superplasticizer (SP) addition (0.05 g/g CaCO3). These results are consistent with literature suggesting that LF finer than cement particles induces nucleation and filler effects [3, 8, 22]. While traditional LF typically increases workability and may decrease water demand, fine LF such as biogenic LF used here augments the nucleation effect and increases water demand. The 35% biogenic CaCO3 PLC paste was the only paste to require SP addition, demonstrating the phenomenon that a smaller particle size and increased surface area of the LF leads to increased water adsorption onto LF surfaces, as well as increased nucleation of cement hydration products.
Compressive strength testing revealed that the 15% biogenic CaCO3 PLC paste showed the highest compressive strength compared to all other mixtures, likely due to increased nucleation. Though the PLC paste containing 35% reagent grade CaCO3 showed significantly decreased compressive strength compared to the 5% reagent grade CaCO3 PLC paste, the 35% biogenic CaCO3 PLC paste had (i) a higher compressive strength compared to its reagent grade counterpart due to enhanced nucleation and (ii) comparable compressive strength to the 5% biogenic CaCO3 PLC paste. It is possible that both LF sources experienced some particle agglomeration, especially at high replacement percentages, which would reduce the propensity for nucleation [23, 24], and the inert filler effect is likely most responsible for decreased strength in both pastes with 35% replacement compared to OPC.
The advantages of using biogenic CaCO3 as limestone filler are numerous. While traditional mined limestone takes centuries to regenerate, biogenic limestone is an unlimited resource on the human timescale. The mining of limestone in quarries causes dust emissions and erosion, impacts groundwater flow, contamination, and overall water quality and, in the majority of cases, increases CO2 emissions due to operational energy demand and the need for product transportation [26, 27]. The cultivation of biogenic CaCO3 has the potential to be conducted on-site at cement production plants, bypassing the need for transportation-related CO2 emissions. Perhaps most significantly, biogenic CaCO3 has a significantly reduced carbon footprint as compared to mined limestone, as it actively consumes CO2 during its production and has the potential to be an opportunity for carbon storage in PLCs [28]. In order to optimize use of biogenic CaCO3 as an LF and reduce CO2 emissions, future studies should be conducted to test various microorganism culturing parameters. The optimal strain of E. huxleyi should be determined to maximize CaCO3 production. Though some studies have explored scale-up practices for similar algal cultures, laboratory-scale classification and best culturing practice need to be determined before industrial scale-up can occur [29, 30].
5 Conclusions
To conclude, 5%, 15%, and 35% biogenic CaCO3 PLC pastes showed enhanced hydration and increased strength compared to both OPC and their reagent grade CaCO3 PLC counterparts. The 35% biogenic CaCO3 exhibited the highest compressive strength (~29 MPa). All PLC pastes containing biogenic CaCO3 exhibited 7-day compressive strengths > 20 MPa. Enhanced hydration and increased strength are attributable to the smaller particle size and higher surface area of the biogenic CaCO3 compared to reagent-grade CaCO3. While biogenic CaCO3 shows promise as an LF for PLC production, biogenic CaCO3 production at the lab scale must be optimized before scale-up to industrial levels and application can occur. Cost analyses should be conducted to compare cost savings of using biogenic CaCO3 in lieu of traditional limestone. However, the advantages of biogenic CaCO3 and its capability to greatly reduce CO2 emissions during PLC production cannot be ignored. The potential of PLCs with biogenic CaCO3 should be further examined to fully characterize and compare its mechanical properties and environmental impact to traditional PLCs.
References
El-Hawary, M., Nouh, K.: Properties and sustainability of concrete containing fillers. Aust. J. Civ. Eng. 16(2), 96–105 (2018)
Liew, J.Y.R., Xiong, M.-X., Lai, B.-L.: Design of steel-concrete composite structures using high-strength materials. Woodhead Publishing (2021)
Wang, D., Shi, C., Farzadnia, N., Shi, Z., Jia, H.: A review on effects of limestone powder on the properties of concrete. Constr. Build. Mater. 192, 153–166 (2018)
Panesar, D.K., Zhang, R.: Performance comparison of cement replacing materials in concrete: Limestone fillers and supplementary cementing materials – A review. Constr. Build. Mater. 251, 118866 (2020)
Irassar, E.F., Violini, D., Rahhal, V.F., Milanesi, C., Trezza, M.A., Bonavetti, V.L.: Influence of limestone content, gypsum content and fineness on early age properties of Portland limestone cement produced by inter-grinding. Cement Concr. Compos. 33(2), 192–200 (2011)
Burgos-Montes, O., Alonso, M.M., Puertas, F.: Viscosity and water demand of limestone- and fly ash-blended cement pastes in the presence of superplasticisers. Constr. Build. Mater. 48, 417–423 (2013)
Tsivilis, S., Chaniotakis, E., Kakali, G., Batis, G.: An analysis of the properties of Portland limestone cements and concrete. Cement Concr. Compos. 24(3–4), 371–378 (2002)
Sato, T., Matoba, Y., Takahashi, N., Koike, H.: Interactive surface that can dynamically change the shape and touch sensation. In: Proceedings of the ACM International Conference on Interactive Tabletops and Surfaces - ITS ’11, 1 (2011)
De Weerdt, K., Haha, M.B., Le Saout, G., Kjellsen, K.O., Justnes, H., Lothenbach, B.: Hydration mechanisms of ternary Portland cements containing limestone powder and fly ash. Cem. Concr. Res. 41(3), 279–291 (2011)
Briki, Y., Zajac, M., Haha, M.B., Scrivener, K.: Impact of limestone fineness on cement hydration at early age. Cem. Concr. Res. 147, 106515 (2021)
İnan Sezer, G.: Compressive strength and sulfate resistance of limestone and/or silica fume mortars. Constr. Build. Mater. 26(1), 613–618 (2012)
Bentz, D.P., Irassar, E.F., Bucher, B.E., Wesis, W.J.: Limestone fillers conservecement, Part 1: An analysis based on Powers’model. Concr. Int. 31, 41–46 (n.d.)
Ferrari, N.: A Milestone for Sustainable Infrastructure – 44 State Departments of Transportation Now Accept Use of Portland-Limestone Cement (2022, May 2). https://www.cement.org/newsroom/2022/05/05/a-milestone-for-sustainable-infrastructure-44-state-departments-of-transportation-now-accept-use-of-portland-limestone-cement
Müller, M.N.: On the Genesis and Function of Coccolithophore Calcification. Front. Mar. Sci. 6, 49 (2019)
Jakob, I., Chairopoulou, M.A., Vučak, M., Posten, C., Teipel, U.: Biogenic calcite particles from microalgae-Coccoliths as a potential raw material. Eng. Life Sci. 17(6), 605–612 (2017)
Tobias Rubner, I.H.: Investigation of Cell Growth and Chlorophyll a Content of the Coccolithophorid Alga Emiliania huxleyi by Using Simple Bench-Top Flow Cytometry. Journal of Bioprocessing & Biotechniques 05(06) (2015)
El-Gamal, S.M.A., Al-Nowaiser, F.M., Al-Baity, A.O.: Effect of superplasticizers on the hydration kinetic and mechanical properties of Portland cement pastes. J. Adv. Res. 3(2), 119–124 (2012)
Chiocchio, G., Paolini, A.E.: Optimum time for adding superplasticizer to Portland cement pastes. Cem. Concr. Res. 15(5), 901–908 (1985)
Lothenbach, B., Winnefeld, F., Figi, R.: The influence of superplasticizers on the hydration of Portland cement. In: Proceedings ofthe 12th ICCC, Montreal, QC, Canada, 9–12 July 2007, pp. W1–W5.03
Javadi, A., Jamil, T., Abouzari-Lotf, E., Soucek, M.D., Heinz, H.: Working mechanisms and design principles of comb-like polycarboxylate ether superplasticizers in cement hydration: quantitative insights for a series of well-defined copolymers. ACS Sustainable Chemistry & Engineering 9(25), 8354–8371 (2021)
Ghosh, R.S., Malhotra, V.M.: Use of Superplasticizers as Water Reducers, 2nd ed., Vol. 1. ASTM (1979). https://www.astm.org/cca10404j.html
Li, W., Huang, Z., Cao, F., Sun, Z., Shah, S.P.: Effects of nano-silica and nano-limestone on flowability and mechanical properties of ultra-high-performance concrete matrix. Constr. Build. Mater. 95, 366–374 (2015)
Kumar, A., et al.: The filler effect: The influence of filler content and type on the hydration rate of tricalcium silicate. J. Am. Ceram. Soc. 100(7), 3316–3328 (2017)
Knop, Y., Peled, A.: Setting behavior of blended cement with limestone: Influence of particle size and content. Mater. Struct. 49(1–2), 439–452 (2016)
Pelletier-Chaignat, L., Winnefeld, F., Lothenbach, B., Müller, C.J.: Beneficial use of limestone filler with calcium sulphoaluminate cement. Constr. Build. Mater. 26(1), 619–627 (2012)
Ganapathi, H., Phukan, M.: Environmental Hazards of Limestone Mining and Adaptive Practices for Environment Management Plan. In: Singh, R.M., Shukla, P., Singh, P. (eds.) Environmental Processes and Management. WSTL, vol. 91, pp. 121–134. Springer, Cham (2020). https://doi.org/10.1007/978-3-030-38152-3_8
Venkata Sudhakar, C., Umamaheswara Reddy, G., Usha Rani, N.: Delineation and evaluation of the captive limestone mining area change and its influence on the environment using multispectral satellite images for industrial long-term sustainability. Cleaner Engineering and Technology 10, 100551 (2022)
Zondervan, I., Rost, B., Riebesell, U.: Effect of CO2 concentration on the PIC/POC ratio in the coccolithophore Emiliania huxleyi grown under light-limiting conditions and different daylengths. J. Exp. Mar. Biol. Ecol. 272(1), 55–70 (2002)
Hankamer, B., Lehr, F., Rupprecht, J., Mussgnug, J.H., Posten, C., Kruse, O.: Photosynthetic biomass and H 2 production by green algae: From bioengineering to bioreactor scale-up. Physiol. Plant. 131(1), 10–21 (2007)
Gouveia, L., et al.: Microalgae biomass production using wastewater: Treatment and costs. Algal Res. 16, 167–176 (2016)
C01 Committee: Specification for Blended Hydraulic Cements. ASTM International (n.d.)
European Committee for Standardization: Cement Part 1: Composition, specifications and conformity criteria for common cements. BSI Standards (2011). http://106.38.59.21:8080/userfiles/d46365fdde004ea0a5da5d9701142815/files/teckSolution/2019/10/EN%20197-1-2011_3750.pdf
International Centre on Diffraction Data: PDF-4/Axiom 2019 (2019). https://www.icdd.com/pdf-4-axiom/#1512062099603-612b7e4c-35a3
Acknowledgements
This research was made possible by the Department of Civil, Environmental, and Architectural Engineering, the Materials Science and Engineering Program, the College of Engineering and Applied Sciences, and the Living Materials Lab at the University of Colorado, Boulder. This research was supported in part by the Colorado Shared Instrumentation in Nanofabrication and Characterization (COSINC): the COSINC-CHR (Characterization), College of Engineering & Applied Science, University of Colorado Boulder. The authors would like to acknowledge the support of the staff (Tomoko Borsa) and the facility that have made this work possible. This material is based upon work supported by the National Science Foundation under Grant No. CMMI-1943554, the Department of Energy Advanced Research Projects Agency-Energy (ARPA-E) Grant No. DE-AR0001629, and the National Science Foundation Graduate Research Fellowship under Grant No. DGE 2040434. Any opinions, findings, and conclusions or recommendations expressed in this material are those of the authors and do not necessarily reflect the views of the sponsors.
This material is based upon work supported by the National Science Foundation under Grant No. CMMI-1943554, the National Science Foundation Graduate Research Fellowship under Grant No. DGE 2040434, and the Advanced Research Projects Agency - Energy under Award No. DE-AR0001629. Any opinions, findings, and conclusions or recommendations expressed in this material are those of the authors and do not necessarily reflect the views of the National Science Foundation or the Advanced Research Projects Agency.
This material is based upon work supported by the Breakthrough Energy Foundation under Explorer Grant number AWD-22–05-0179.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Ethics declarations
Declaration of Competing Interest
W.V.S. is a listed coinventor on a patent application (PCT/US2020/020863) filed by the University of Colorado on April 3, 2020, related to biomineralized building materials. W.V.S. is a cofounder and shareholder of Prometheus Materials and Minus Materials Inc. And a member of their scientific advisory boards. D.N.B. is a cofounder, consultant to, and shareholder of Minus Materials Inc.
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Murphy, M.C., Beatty, D.N., Srubar, W.V. (2023). Structure and Properties of Portland-Limestone Cements Synthesized with Biologically Architected Calcium Carbonate. In: Amziane, S., Merta, I., Page, J. (eds) Bio-Based Building Materials. ICBBM 2023. RILEM Bookseries, vol 45. Springer, Cham. https://doi.org/10.1007/978-3-031-33465-8_4
Download citation
DOI: https://doi.org/10.1007/978-3-031-33465-8_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-33464-1
Online ISBN: 978-3-031-33465-8
eBook Packages: EngineeringEngineering (R0)