
Abstract
In today’s unpredictable markets, knowing where to focus development resources in manufacturing systems is critical for manufacturers. However, the effort required to completely assess a manufacturing system’s ability to accommodate changes i.e., its changeability, is a resource intensive task whose outcome is not well understood in industry. This leads to companies being hesitant in applying extensive analysis methods. Therefore, this study presents the findings from applying an adapted and practitioner-oriented method for preliminary assessment of a manufacturing system’s changeability, taking product and process characteristics as inputs. The method was applied in two manufacturing companies (Case A and Case B) which differ in scope and motivation. Focusing on assessing their current changeability, Case A found that the method provided a practical approach to map existing process capabilities while Case B found that no additional changeability was needed to accommodate planned product introductions. While the method proved to be versatile for different scopes and motivations, issues of capacity and scalability are not considered in the method. Furthermore, defining complete equipment capabilities is a challenge, especially for larger more complex systems, presenting the need for an efficient method to achieve this.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Manufacturing companies are challenged with an increasingly turbulent and complex environment, due to reduced product life cycles, rising demand fluctuations [1], and increasing frequency of new product introductions [2]. These aspects, leading to challenging product evolution, have a significant impact on the evolution of manufacturing systems [3].
A solution to these challenges is developing changeable manufacturing systems; changeability allows accomplishing early and foresighted adjustments of the manufacturing processes, minimizing the effort required to change the structure of the manufacturing systems [4] and typically rely on the concepts of flexibility and reconfigurability.
Furthermore, the increasing unpredictability around product evolution leads manufacturers to question, at different stages of a manufacturing system’s life cycle, whether current capabilities are sufficiently changeable, or adaptations should be made. Furthermore, to ensure competitiveness and responsive reactions to sudden changes, manufacturers should be supported by practitioner-oriented methods to assess their changeability, so to rapidly identify where and how the system should be adapted [5,6,7,8].
The assessment of changeability is a complex task, where the requirements of current and new products should be considered in relation to the capabilities of the manufacturing system. With a focus on expected changes in product variety, Schou et al. [9] introduced a method to model and map relations between products and their related manufacturing system. The method is comprised of 10 sequential steps:
-
1.
“Establish a product (family) model representing the current variety.
-
2.
Enrich the product model with attributes that are likely to change in the future.
-
3.
Map the equipment and processes required to manufacture the product.
-
4.
Determine the logical relations between components and processes.
-
5.
For each component, evaluate whether changes to each component attribute would be possible to accommodate in the existing system by making hard or soft changes.
-
6.
For each product attribute, determine what a change in the processes and equipment would imply for relevant processes and equipment.
-
7.
Formalize relations between components and processes by formulating constraints/combination tables in declarative programming or in a configurator
-
8.
Assign default values to variable in the current system setup
-
9.
Running the configurator now allows inputting new values for variables and evaluating whether the new product family would be manufacturable in the system with or without changes, and which class of changes this would require in each process
-
10.
If an attribute/capability is not present in the model, return to Step 2” [9]
Nevertheless, the method proposed by Schou et al. [9] requires significant effort in collecting and analyzing relevant information, which as outlined earlier may prove an infeasible starting point for companies interested in assessing their changeability. Therefore, this study aims to address the following research question:
“What are the industrial insights from applying an adapted and practitioner-oriented version of the method proposed by Schou et al.?”
2 Method
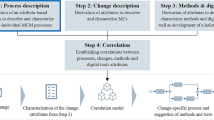
This section presents the practitioner-oriented method, based on Schou et al. [9], for assessment of manufacturing changeability. The method covers five steps as illustrated in Fig. 1.

The five steps and sequence of the proposed method for changeability assessment.
Step 0 is delimitation to a specific area with respect to a family of products or parts and the related manufacturing processes that are assessed to be critical based on qualitative insights. This refers to an area which (i) currently constrains capabilities, (ii) has historically been prone to changes, or (iii) is expected to be changed in the future. The delimitation generates a practical starting point for small- and medium-sized enterprises (SMEs) with limited resources to identify immediate changeability issues.
Step 1 is to define the characteristics that determine if the product or part family can be manufactured in the delimited processes. They refer to capability requirements which (i) are critical for functionality changes of processes and their constituents, and (ii) are likely to change with new product or part introductions. For identified characteristics, the unit of measure is noted. For measures where the range of values is specified on a scale, such as dimensions, the minimum and maximum values are noted. However, for categorical values, such as material types, all are noted. For those measures which are common in the family, single values are stated.
Step 2 is to define the processes for manufacturing the delimited product or part family. It is done by mapping the processes and their interrelations. An aggregated mapping is proposed where processes are noted for their function e.g., grinding which can be decomposed to granular operations depending on the chosen delimitation.
Step 3 is to define the manufacturing processes which may be impacted by changes (i) between existing products/parts or (ii) from new product/part introductions. The critical characteristics and manufacturing processes are inputs for this step. A matrix is proposed to be applied for the mapping where qualitative data is entered. If a relation exists between a characteristic and a process, there is a potential impact of change on that process, and the relation is marked with “x”. Although, if there is a higher degree of uncertainty, the relation is to be marked with “(x)” instead.
Step 4 is to define the impact of changing product/part characteristics in each manufacturing process. First, the processes’ capability ranges are defined with respect to characteristics that carry an impact. This can be done by defining the processes’ exact capability range, which is determined by their constraining constituents where data can be collected from their specifications. The range of existing characteristics can be used as a substitute, as they are within the processes’ current capability range. Subsequently, the impact of changing between existing product characteristics to be processed within the current capability range is defined with respect to the required changeover time and cost. Moreover, the impact of converting to new product characteristics beyond the current capability range is defined in terms of lead-time and cost of new equipment.
2.1 Comparison of Methods
The focal method of this paper, relative to the method by Schou et al. [9], share a set of similar steps although they vary on aggregation level in terms of analyses and required data. The following paragraphs details common and varying elements between the methods’ respective steps.
An initial divergence is present, as the focal method explicitly requires delimitation to a critical area. This contrasts to the broad coverage of the comparative method which increases the extent of analyses and required data. In step 1 the comparative method requires modelling of the (i) product variety of a family, (ii) the related break-down structure into components, and (iii) specified characteristic across. This contrasts to the focal method where critical characteristics are defined and specified for those that are subject to change, which does not include values expected by new products, which is required in the comparative method. Expectations or trends of future product/part characteristics are applied implicitly with regards to the fourth step of the focal method upon the comparison with the current capability range to derive required system changes. This is reasoned as the specifications are uncertain and most likely bound to change, making it suitable to remain unspecified until required by the analysis as (i) it is not needed until that point, and (ii) to minimize complexity and reiteration to reduce resources.
Subsequently, both methods propose mapping of related manufacturing processes, where the comparative method also decomposes the processes to equipment, which is delimited from in the focal method. Thereafter, Schou et al. [9] propose to map interrelations between the impacting characteristics and related processes, using similar matrices. However, the granular decomposition of the comparative method also requires mapping across lower levels e.g., components to equipment. This is not defined explicitly by the focal method, but rather proposed to be considered implicitly, to simplify the analyses.
However, in the pursuit of increased practical relevance, to generate the most relevant insights with minimum resource investment, a risk materializes regarding uncaptured critical knowledge. The latter relates to the fact that it is the constituents, such as equipment, within the processes that constrain their capabilities which requires definition of interrelations between components and constituents as proposed by the comparative method. However, such a comprehensive analysis can be daunting for SMEs entering the field with budget and time constraints. For this reason, the focal method sacrifices level of detail to increase the useability for practitioners, thereby facilitating rapid and easy identification of immediate critical areas where changeability issues arise. This is presumed to drive the motivation of SMEs to pursue further, more comprehensive, analysis.
The focal method defines the capability range in the fourth step, and the comparative method defines it in previous steps. One of the key aspects where they diverge is on how the change impact is measured: whether defined or specified. The comparative method defines it in terms of four changeability classes: (i) flexibility, (ii) soft changeability, (iii) changeoverability, and (iv) reconfigurability. In contrast, the focal method instead aims to specify the exact impact in terms of time or cost, whereas the latter is indirectly referenced by the required constituents e.g., new equipment.
These steps, regardless of method, are considered the core of changeability mapping Schou et al. [9]. The comparative method provides four additional steps which are excluded from the focal method due to the research objective. The objective does not require the formalization of relations and assignment of values in a configurator to automatically predict changes in manufacturing systems. Instead, the selected manual approach is deemed more practically applicable, and reasonable, for SMEs.
3 Findings
The method was applied in two industrial cases, hereafter respectively named Case A and Case B. Case A is a large sized company producing different kinds of metering solutions, while Case B is a small sized company producing sporting goods. In both cases, the manufactured product is not complex, this also affects the relatively low complexity in the resource domain. The companies have different reasons for interest in the method: being a large company, Case A has different manufacturing systems and resources currently dedicated to specific part families; however, there are specific part families, like the one analyzed in this paper, which share many commonalities with other part families, thus they expect that different manufacturing resources have similar capabilities. Knowing the capabilities of the existing resources and being able to compare them would bring value to the company due to demand fluctuations. Case B expects that a specific product family will undergo changes due to a rising demand for products that are bigger in size compared to the existing variety. Therefore, Case B used the method to investigate the impacts of changes in specific product parameters on the manufacturing resources.
Step 1.
In both cases, key product characteristics were identified based on workshops with production engineers which resulted in the characteristics listed in Table 1. In both cases, nine different characteristics were identified and despite the products being very different in nature, several similarities of the identified characteristics are apparent. In both cases, the geometric dimensions of the product and material types used are important determinants of compatibility with production equipment. Other physical product properties are likewise identified such as part weight and product strength. Thus, while the study includes only two cases which are very different, several common characteristics are identified across the cases.
Step 2.
Having identified the key product characteristics, Step 2 focuses on mapping the relevant production processes for the two cases. Figure 2 illustrates simplified process flows for the two cases. Despite the part in Case A being only a subassembly of the complete product, the production process comprises 12 relevant steps compared to the 7 steps of the product in Case B. Manual and automated processes are identified as relevant in both cases, while their share of manual processes differs substantially (17% for Case A and 57% for Case B).

Mapped production process steps for the two cases. Note: only processes within the scope of this study are mapped.
Step 3.
After the product characteristics and production processes have been identified, relations between the two aspects are mapped in Step 3. Table 2 shows the resulting relations for Case A. It should be noted that while the method prescribes the use of product characteristics for this step, the case company opted for use of physical product components. The original approach, as described in Sect. 2 was applied in Case B (not shown).
The number of relations between product components/characteristics and related processes assist in the subsequent changeability mapping. Additionally, this information may also provide other helpful insights. For example, summing relations across columns indicates the criticality of changing a product characteristic in terms of the impact it may have across the production process and vice versa when summing across rows. Other aspects may be deduced from the information contained within these matrices, including how integrated the production process or equipment design is.
Step 4.
The last element of the analysis, Step 4, focuses on the specific changeability of each production process from multiple aspects. Changeability may be analyzed according to current changeability only – as was done for Case A, see Table 3 – according to changeover and setup times, or according to future needs for changeability – the focus of the analysis in Case B, Table 4.
Based on the motivation of Case company A for performing this analysis, taking a descriptive focus on current changeability formed the scope of their project. The company found that the process of mapping product characteristics against production processes revealed that while some aspects of the production was very flexible, the constraining factor of their production lines was the diameter of the product, shown in Table 3 for the palleting process. This product characteristic relied on dedicated equipment throughout all production processes, and thus restricted the changeability of the production line substantially as changing diameter would require reconfiguration of most of the production processes. The insights gained from this analysis resulted in the discovery that production lines were typically designed around this product characteristic.
In Case company B, the motivation for performing the changeability mapping analysis was oriented more towards a predictive scope than a descriptive. The company was interested in investigating whether their production processes would support new product variants with changed product characteristics. Results from analyzing the production equipment revealed that the production processes employed by the company were very flexible with little need for extending flexibility to accommodate the planned product changes.
4 Discussion
One of the trade-offs in the proposed method concerns the suitable aggregation level. An aggregated level of manufacturing processes is desired to simplify the analysis. However, it is the processes’ constituents, such as the equipment, which constrain their capabilities [9, 10]. The proposed method does not explicitly support direct identification of what these equipment constraints are, only where they are located, although indirectly via the identification of the change impact. This indirect identification requires that the process is enabled by one-or-few types of equipment. However, in more complex processes, with an increasing amount, the link would be less apparent, where a mapping to capabilities of equipment would be suitable. This is also proposed in the method by Schou et al. [9] although both lacks industrial validation, where they also lack a specification of the exact capabilities and the impact with regards to changeability. Moreover, black-boxing of the equipment’s influence carries additional implications as issues in material handling and storage equipment is not supported to be identified, due to the exclusion of inter-relationship between processes.
Another trade-off concerns the initial delimitation to a critical area, which does simplify the method, however, also requires a certain context. This critical area is presumed to be more apparent (i) when the break-down structure is less complex with respect to both domains, and (ii) within small- and medium-sized enterprises, where there is a more direct relationship between management and the workforce. However, for large-scale global manufacturing enterprises it would presumably be more beneficial to conduct a more exhaustive and comprehensive analysis, due to the complexity, and the uncertainty of where the critical areas arise, especially in fast moving and uncertain environments with frequent changes.
Further limitations, also apparent in Schou et al. [9], are that the requirements and capabilities regarding capacity and scalability hereof is excluded, as only functionality, changeoverability and convertibility hereof is in focus. This can be increasingly complex in environments where uncertainty in capacity and functionality requirements and capabilities are interlinked, where simulation could be beneficial to evaluate the best course of action with regards to impact mitigation.
Aforementioned limitations and trade-offs indicate that one-size does not fit all, with respect to the methods as objectives and contexts can vary to a high extent. Therefore, further research is proposed on construction and industrial validation of methods which cater for limitations, to support industry in achieving the appropriate means for analyzing changeability, requirements, capabilities, mapping, impact, and mitigation hereof. If possible, a changeable method would be suitable.
5 Conclusion
This paper has presented a practitioner-oriented method for preliminary assessment of manufacturing system changeability based on domain expert input. Drawing inspiration from an existing method, this study reduced the scope and extensiveness of the original method by Schou et al. [9] to make it applicable for resource-efficient assessments of changeability in a practical setting. The proposed four-step method was applied in two manufacturing companies of different sizes with vastly different products. The output of the method provided sufficient basis for decision making in both cases, whether the focus was on assessing current changeability (Case A) or assessing needs for additional changeability for future product generations (Case B). It was furthermore found that the practicality of the applied method ensured continued engagement of both companies, which are now planning to apply the method to other products and manufacturing systems.
References
Echsler Minguillon, F., Schömer, J., Stricker, N., et al.: Planning for changeability and flexibility using a frequency perspective. CIRP Ann. 68, 427–430 (2019). https://doi.org/10.1016/j.cirp.2019.03.006
Niroomand, I., Kuzgunkaya, O., Bulgak, A.A.: Impact of reconfiguration characteristics for capacity investment strategies in manufacturing systems. Int. J. Prod. Econ. 139, 288–301 (2012). https://doi.org/10.1016/j.ijpe.2012.05.012
ElMaraghy, H., Monostori, L., Schuh, G., ElMaraghy, W.: Evolution and future of manufacturing systems. CIRP Ann. 70, 635–658 (2021). https://doi.org/10.1016/j.cirp.2021.05.008
ElMaraghy, H., Moussa, M., ElMaraghy, W., Abbas, M.: Integrated product/system design and planning for new product family in a changeable learning factory. Procedia Manuf. 9, 65–72 (2017). https://doi.org/10.1016/j.promfg.2017.04.008
Bortolini, M., Galizia, F.G., Mora, C.: Reconfigurable manufacturing systems: literature review and research trend. J. Manuf. Syst. 49, 93–106 (2018). https://doi.org/10.1016/j.jmsy.2018.09.005
Zidi, S., Hamani, N., Kermad, L.: New metrics for measuring supply chain reconfigurability. J. Intell. Manuf. (2021).https://doi.org/10.1007/s10845-021-01798-9
Khanna, K., Kumar, R.: Reconfigurable manufacturing system: a state-of-the-art review. Benchmarking 26, 2608–2635 (2019). https://doi.org/10.1108/BIJ-05-2018-0140
Singh, A., Gupta, S., Asjad, M., Gupta, P.: Reconfigurable manufacturing systems: journey and the road ahead. Int. J. Syst. Assur. Eng. Manage. 8, 1849–1857 (2017). https://doi.org/10.1007/s13198-017-0610-z
Schou, C., Sørensen, D.G.H., Li, C., et al.: Determining manufacturing system changes based on new product specifications. J. Glob. Operar. Strateg. Sourcing (2020).https://doi.org/10.1108/JGOSS-10-2019-0060
Brunoe, T.D., Andersen, A.L., Sorensen, D.G.H., et al.: Integrated product-process modelling for platform-based co-development. Int. J. Prod. Res. 58, 6185–6201 (2020). https://doi.org/10.1080/00207543.2019.1671628
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Kjeldgaard, S., Andersen, R., Napoleone, A., Brunoe, T.D., Andersen, AL. (2023). Facilitating Manufacturing System Development: Mapping Changeability Capabilities in Two Industrial Cases. In: Valle, M., et al. Advances in System-Integrated Intelligence. SYSINT 2022. Lecture Notes in Networks and Systems, vol 546. Springer, Cham. https://doi.org/10.1007/978-3-031-16281-7_59
Download citation
DOI: https://doi.org/10.1007/978-3-031-16281-7_59
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-16280-0
Online ISBN: 978-3-031-16281-7
eBook Packages: EngineeringEngineering (R0)