
Abstract
One of the process-related advantages of 3D concrete printing (3DCP) is the exact placement of concrete. It only seems logical, that the production method has to be developed further so that a specific concrete with specific properties can be actively placed where it needs to be. For this purpose, a suitable technology has been developed, which makes it possible to print foam concrete in different densities by extrusion method. (150–1000 kg/m3).
This innovation opens up new areas of shaping and manufacturing of effective building structures. In contrast to conventional casting of concrete, construction components can now be composed of predefined zones that have different building physic, static and structural requirements due to the corresponding concrete type. (gradient concrete structures).
The research at hand determines the requirements along the entire process chain through several prototypes. The results provide information about the feasibility of 3DP with adaptive foam concrete. With the possibility of grading the properties of the concrete within each building component, lighter and more sustainable buildings can be realized while conserving valuable resources.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Foam concrete (FC) is a material that is slowly gaining attention in the field of Digital Fabrication with Concrete (DFC). As a lightweight cementitious material with excellent binder/volume ratio and insulating properties, FC has great potential to be an ideal addition in DFC. It seems particularly desirable to further develop FC so that it can be used in 3D concrete printing (3DCP) [1,2,3,4].
The precise and delicate handling of concrete as a material was unusual, but it did not take long before this process-related property was recognized to be a great opportunity. The build-up process makes it possible to adjust the quantity and quality of the printing material to the local required parameters [5].
The research at hand provides valuable information about the feasibility of adaptive foam concrete (AFC) in 3DCP and presents applications that use AFC to reduce CO2 equivalents in building industry. The aim of the work was to determine the technical requirements along the process chain and to gather initial experience by means of prototype production. The development of the printing system for AFC took place in two phases. After initial findings using a prototype, the experience gained was used to produce a more advanced printing system. The FC was made by the pre-foaming method [2]. The achievable densities were limited by the delivery rate of the foam generator. It was possible to produce FC in the density range of 150–1000 kg/m3.
2 Experimental Setup
The dry material is automatically mixed by the mortar mixing pump (1) and temporarily stored in a material container. The protein foam is supplied just in time by means of the foam generator (2). The two machines are interconnected so that the desired FC density can be easily changed at any time. It is defined by the ratio of the feed rates of the cement paste and protein foam. The low-destructive mixing of the two material components is then ensured by using a static mixer (3). The foam concrete (A) is conveyed into the printing nozzles mixing chamber where the setting accelerator (B) is injected. The accelerator pump (4) is responsible for metering. In the mixing chamber, homogenization is again performed by a rotating mixing shaft. A pinch valve in front of the nozzle outlet enables starting and stopping operations. The replaceable nozzle tips are responsible for shaping the deposited foam concrete layer (Fig. 1).

(1) mortar pump; (2) foam generator; (3) static mixer; (4) accelerator pump; (5.1) printing nozzle; (5.2) printing nozzle with material buffer
Printing nozzle variant 5.2 has an intermediate material buffer to ensure continuous printing with FC even over long conveying distances. The feed rate is controlled by an additional pump within the printing nozzle. The connected machine components are controlled via the central robot system. The modification of the respective densities was done by hand, but can be embedded in the machine code.
3 Material Design
3.1 Raw Material
As main material for the solids in the first development phase was a CEM I 52.5 N and a fine limestone powder (type I) were selected. A synthetic product and a protein-based product were used as foaming agents. The used alkali-free accelerator had to be mixed with water before insert. The dosages of solids varied between 25% and 55%. In the second development phase, the objective was to select materials which allow a production of foam concrete (density < 200 kg/m3) and conventional concrete (density ≈ 2200 kg/m3) out of one recipe. The used cement, the protein foaming agent and the accelerator with a solids content of 50% are out the first phase. In addition, the recipe contains a latent hydraulic binder, a limestone powder (type II), sand with a grading between 0.1–0.4 mm and a proportion of a powdered superplasticiser. The values of the particle size analysis of the solids are in Fig. 2.

Particle size analysis of the selected solids
3.2 Mix Design
The composition of the recipe is designed for a smooth transition from normal concrete to foamed concrete during the process. No adaptations are made to the mix during the changeover from normal concrete to FC. Only the dosage of the hardening accelerator has to be adapted to the cement content. The cement content of 1 m3 concrete is 700 kg. The fast reacting cement in combination with the hardening accelerator provides the required early strength, but can be sufficiently processed by adding in the other constituents. The latent hydraulic binder ensures increased final strength. By adding the superplasticiser, the water content of the recipe can be reduced, with positive effects on the early and final strength. The fine sand fraction in the recipe is essential for the workability of the mixture. A coarser sand grain is hardly possible for use in foamed concrete due to sedimentation problems.
Fresh State Properties.
The first phase of development with cement and limestone powder (type I) showed a much more stable performance of the protein-based foaming agent as the synthetic product. The FC from the protein agents achieved densities of 180–550 kg/m3. The FC was not capable of being printed at this stage due to the insufficient pressure device. In the second phase, on the already adapted equipment, AFC could be printed in densities of 150–1000 kg/m3. Without adding the foam, concrete with a density of approximately 2200 kg/m3 is printed with the same recipe.
Hardened Properties.
The 28 d compressive strengths (fcm,28d) of the specimens from the first phase of cement and limestone powder (type I) reached 0.1–0.4 MPa at a density of 180 kg/m3, depending on the different compositions of cement and limestone powder. The specimens with a density of 550 kg/m3 achieved a fcm,28d of 2 MPa. The AFC printed on the adapted equipment in the second phase had 3 density levels (see Fig. 3). The density variants of 150 kg/m3 and 280 kg/m3 have only low strength values and can only be used for filling and insulation purposes and not for structural applications. The part of the AFC with a density above 1000 kg/m3 reached a fcm,28d of 1.9 MPa and can thus be statically stressed. The mix without foam achieves an fcm,28d of 62.1 MPa.

Printed specimen of adaptive foam concrete (AFC) with varying density conversion during the printing process. (1) 150 kg/m3; (2) 280 kg/m3; (3) 1070 kg/m3
4 Applications
Due to its material properties in wet and dry state, the current applications of FC can be found in the fields of thermal insulation, cavity filling, compensation layers, precast concrete and block production. The intention to use printed AFC in a formwork-free construction process, where the stability of the material allows it to be stacked in an additive process, opens up a wide range of new applications.
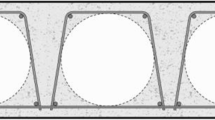
Figure 4–5 shows application concepts for printed AFC in the precast concrete industry. The total mass of those components is to be reduced by means of load-appropriate, inserted AFC parts. The required strengths are to be achieved via geometry and adaptive material density. The respective densities vary according to the loads occurring in each case due to being walked on or the concrete being poured afterwards. Also within each of the components.

(1) floor slab; (2) element slab; (3) balcony slab; (4) cavity wall

Prototype of an element slab with printed AFC – 150 to 280 kg/m3
5 Conclusions and Outlook
It was possible to develop a printable recipe with one composition of solids and adjustable liquid components, which covers a density variation of 150–2200 kg/m3. (Fig. 5–6) By adjusting the accelerator dosage and adding protein foam, all requirements of 3DCP are met. Depending on the density, the concrete can be used as a load bearing or as a filling or insulating component. The technology enables the manufacture of gradient concrete structures in principle. The development of the recipe is not complete and certainly still offers potential for optimisation in the areas of increasing the compressive strength and reducing the CO2 equivalent.
The developed 3D printing system for AFC enables a good basis for further research. Improvements are to be made above all in the area of the print nozzle since the surface accuracy is negatively affected by material buildup within the nozzle tip and mixing shaft.

Left: foam concrete - 600 kg/m3, Right: print concrete without foam - 2200 kg/m3
References
Markin, V., Nerella, V.N., Schröfl, C., et al.: Material design and performance evaluation of foam concrete for digital fabrication. Materials (Basel, Switzerland) 12(15), 2433 (2019)
Markin, V., Krause, M., Otto, J., et al.: 3D-printing with foam concrete: FROM material design and testing to application and sustainability. J. Build. Eng. 43, 102870 (2021)
Bedarf, P., Dutto, A., Zanini, M., et al.: Foam 3D Printing for Construction: A Review of Applications, Materials, and Processes. (2021)
Mechtcherine, V., Markin, V., Will, F., et al.: CONPrint3D ultralight – production of monolithic, load-bearing, heat-insulating wall structures by additive manufacturing with foam concrete. Bauingenieur 94, 405–415 (2019)
Bos, F., Wolfs, R., Ahmed, Z., et al.: Additive manufacturing of concrete in construction: potentials and challenges of 3D concrete printing. Virtual and Physical Prototyping 11(3), 209–225 (2016)
Acknowledgments
The work was carried out in cooperation with the company MAI International GmbH, which specializes in industrial products in the field of 3DCP.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Schmid, R., Hansemann, G., Autischer, M., Juhart, J. (2022). Adaptive Foam Concrete in Digital Fabrication. In: Buswell, R., Blanco, A., Cavalaro, S., Kinnell, P. (eds) Third RILEM International Conference on Concrete and Digital Fabrication. DC 2022. RILEM Bookseries, vol 37. Springer, Cham. https://doi.org/10.1007/978-3-031-06116-5_4
Download citation
DOI: https://doi.org/10.1007/978-3-031-06116-5_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-06115-8
Online ISBN: 978-3-031-06116-5
eBook Packages: EngineeringEngineering (R0)