
Abstract
3d printing is a manufacturing process based on the addition of material layer by layer until the completion of workpieces. The rapid development of additive manufacturing, in recent years, is due to its many advantages, including material consumption and waste minimization, use of pure raw materials, low post-processing requirements, time and cost reduction, high customization of the finished product, fast prototyping, and freedom of design. So, exploiting the huge potential of these innovative technologies, it is possible to propose their application also in some fields of engineering for which they have never been considered, such as seismic and structural engineering. In fact, the most common metallic materials typically employed for those applications (steel, aluminium, titanium and nickel alloys), can be used to produce elements with outstanding structural properties by 3D printing technologies. In this aim, this paper shows the main outcomes of an experimental campaign finalized to an extensive mechanical characterisation of 17-4PH stainless steel, one of the most widely used metallic materials for Selective Laser Melting (SLM) technology. In particular, the effects of one of the main printing parameters, i.e. scanning times, on the material mechanical behaviour are evaluated by means of tensile strength tests.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Additive manufacturing, intended as the process of manufacturing parts via layer-by-layer superimposition from three-dimensional model data, has revolutionised the way of creating products and has a significant potential for the development of manufacturing technologies in engineering. This is due to the innovative inherent characteristics that other production methods cannot offer. In fact, this technology can introduce high degree of freedom in designing, increase the performance of components while maintaining their lightweight qualities, and reduce material costs and processing times.
Specifically, metallic materials and their alloys have received particular attention due to the possibility of producing near net shape components. 3D printing techniques, which differ in terms of methods, materials and equipment, have evolved considerably in recent years and enable manufacturing and logistical processes to be transformed [1, 2]. Although various methods of 3D printing have been developed since the 1980s, Selective Laser Melting (SLM) has become very widespread as it allows a completely dense metal part to be obtained by melting the powder [3].
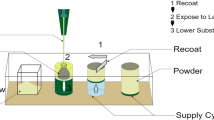
SLM uses one or more high-power laser beams to scan the metal powder located on the building plate. Once a layer of solid metal is realized, the building plate holding the workpiece is lowered and powder is layered on top. The melting with the laser resumes for a new layer. Layer after layer the desired geometry is 3D printed as previously defined by computer aided design (CAD), until completion [4, 5].
In the framework of a wider research project, focused on the implementation of 3D printing processes for the production of special energy dissipation devices for the seismic protection of buildings, this paper reports the results of a part of the experimental campaign carried out with the aim of discovering the influence of one of the most relevant process parameters, i.e. the scanning time, on the mechanical performance of the 17-4 Precipitation Hardening stainless steel.
Specifically, the research activity concerns a method of geometric and topological optimization that, through the implementation of modern additive manufacturing processes, allows the realization of metallic dampers. The shapes resulting from this optimisation process have unconventional geometries that can only be achieved using modern 3D printing techniques. The aim is to design new special devices to be installed in the structures of buildings in order to promote optimum dissipative behaviour, using technologies that are still little used in the field of structural engineering.
The purpose of the tests is to identify the most efficient process parameters to be applied in future tests for complete material characterisation and damper production. The results of X-ray diffraction analysis will be presented, with a view to evaluating the impact of residual stresses on the performance of the material. The tests were carried out on both heat-treated and as-built specimens, to highlight the effects of heat treatment, which is generally implemented to mitigate the residual stresses that typically occur during additive manufacturing processes and to increase the ductility of the material.
2 Details of the Experimental Campaign
2.1 Production Criteria
The specimens were produced with SLM 280, an industrial 3D printer manufactured by SLM Solutions GmbH, based in Germany. The system provides a build chamber of 280 × 280 × 320 mm and a powerful laser technology, which works with a maximum power of 400 W. To avoid metal oxidation, the process takes place in an inert gas atmosphere guaranteed by the presence of Argon gas. Moreover, it is possible to heat the building plate up to 200 ℃ to reduce eventual internal stresses in printed pieces, while the temperature inside the chamber can reach a temperature of up to 65 ℃. During the production process, the temperature of the platform was 100 ℃, while the temperature inside the construction chamber varied between room temperature in the initial phase and 30–35 ℃ during the printing process. At the end of the production process, no surface treatment is carried out on the samples.
The values of the printing process parameters set for the manufacturing of the specimens used in the experimental tests are the following:
-
Laser beam diameter: 75 μm;
-
Laser beam power: 200 W;
-
Laser scanning speed: 800 mm/s;
-
Layer thickness: 30 μm;
-
Laser scanline spacing: 80 μm;
-
Hatch distance: 120 μm;
-
Minimum scanning time: Variable;
-
Scanning pattern: Stripes.
2.2 Test Sample Manufacturing
The studied material is 17-4PH stainless steel, also known as 630 steel in accordance with AISI standards. The metallic raw material, supplied by SLM Solutions, is in powder form with spherical particles of size 10–45 μm. The nominal chemical composition is given in Table 1 [6, 7]. It is a precipitation-hardened martensitic stainless steel, strengthened by precipitation of spherical copper particles within the martensitic matrix. The 17-4PH steel, together with the 15-5PH steel, is one of the most widely used PH grade steels in additive manufacturing [8, 9].
Due to their austenitic/martensitic microstructure and their weldability characteristics, precipitation-hardened steels are suitable for a number of different applications in various fields of engineering (aerospace, chemical, nuclear).
In terms of mechanical properties, 17-4PH stainless steel shows relatively high tensile and impact strength, fracture toughness and good corrosion resistance at service temperatures, typically below 300 ℃ [10, 11]. The nominal mechanical features of the additive manufactured metal for two different printing directions are given in Table 2 [6, 7].
In order to assess how the production process and its parameters influence the mechanical behaviour, tensile tests were carried out on a total of 18 specimens [11] whose main production parameters are summarized in Table 3. Tensile specimens were designed according to the ASTM A370 – “Standard Test Methods and Definitions for Mechanical Testing of Steel Products” [12].
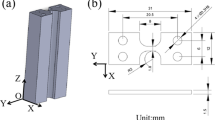
All the samples, whose geometric and dimensional characteristics are shown in Fig. 1, present the classic “dog-bone” shape with a 2.5 mm thick rectangular cross-section.

Geometric features of tensile test specimens.
The scanning time, defined as the time required for the fusion of a 2D slice of the part, was chosen as the variable to monitor: three different scanning times (45 s, 50 s and 65 s) were applied for specimens produced horizontally 5° inclined [13, 14].
Half of the test specimens were subjected to an annealing heat treatment, achieved by keeping the specimens in an oven at a temperature of 650 ℃ for 2 h and then cooling to room temperature in the switched-off oven [11, 15].
2.3 Tensile Test Procedure
The tensile tests were executed at room temperature using a Galdabini Sun60 universal testing machine with a maximum load capacity of 600 kN. A speed of 6 mm/min was set for the test, performing a speed control. The failure of the sample was selected as the parameter for the end of the test. The strain of the specimens was recorded using Penny & Giles linear displacement sensors which, when coupled with an electronic control unit, can measure stroke lengths of up to 100 mm.
2.4 Measurement of Residual Stresses
The high cooling and heating rates of the powder layers typical of the selective laser melting process cause the development of residual stresses within the material. The occurrence of these residual stresses could influence the mechanical behaviour of the final product [16, 17]. X-ray diffraction (XRD) analyses, using the GNR StressX system, were carried out on both as-built and heat-treated specimens, with the aim of quantifying such phenomena. The XRD analyses were performed with Cr kα radiation, within the φ range from −40° to +40° with a step size of 30–60 s.
3 Findings and Discussion
3.1 Tensile Behaviour
The results of the tensile tests in terms of the stress-strain diagrams of the as-built and heat-treated (HT) specimens with scanning times (T) of 45 s, 50 s and 65 s are shown in Fig. 2. For each triplet of specimens with the same scanning time, the most significant result is reported. The values of yield stress σy, ultimate tensile strength σu and failure strain εu are obtained from the curves.
3.2 Impact of Scanning Time
The yield stress σy showed values of 677 MPa, 651 MPa and 541 MPa for samples produced with scanning times of 45 s, 50 s and 65 s respectively. On the other hand, different scanning times did not lead to significantly different results about ultimate tensile strength. In fact, the failure stress σu exhibited values of 1265 MPa for samples processed with scanning times of 45 s and 50 s, and 1273 MPa for samples processed with a scanning time of 65 s. Failure strain εu as well is not greatly influenced by scanning time variations. The ductility measured values were 14.8%, 15.8% and 16% for the samples manufactured with scanning times of 45 s, 50 s and 65 s, respectively.
3.3 Effects of Heat Treatment
A comparison of the as-built and heat-treated specimens showed that the heat treatment changes the stress-strain performance of the additive manufactured metallic material, as can be seen in Fig. 2.
The annealing treatment caused an increase in yield strength, which ranged from approximately +65.3%, +74.9% and +99.3% for samples produced with scanning times of 45 s, 50 s and 65 s, respectively. With regard to the tensile strength, the heat treatment did not produce any relevant differences in the experimental results. In fact, for the scanning times of 45 s, 50 s and 65 s, the ultimate tensile strengths fluctuated by approximately −0.75%, +1.6% and −1.6%, respectively. The heat treatment also resulted in a decrease in the failure strain, with a reduction of approximately −34.5%, −32.9% and −35.6% for the samples printed with scanning times of 45 s, 50 s and 65 s.

Engineering stress-strain curves: a) As-built samples; b) Heat-treated samples.
3.4 X-ray Diffraction Analyses Results
In order to identify the presence of residual stresses (RS), X-ray diffraction analyses were carried out. The residual stresses, which develop due to the specific features of the printing process, were measured both in the parallel (90°) and orthogonal (0°) directions with respect to the longitudinal axis of the specimen. Table 4 contains a summary of the results of the XRD analysis and the relative standard deviation (SD) values. Different scanning times did not cause noteworthy variations in residual stresses values. In detail, the samples with a scanning time of 45 s showed an average residual stress of 275 MPa in the parallel direction and 116 MPa in the orthogonal direction, while the samples with a scanning time of 50 s exhibited average residual stresses of 203 MPa in the 0° direction and 60 MPa in the 90° direction. Lastly, the samples produced with a scanning time of 65 s displayed average residual stresses of 214 MPa in the parallel direction and 44 MPa in the perpendicular direction.
Heat treatment resulted in homogenisation and decreased residual stresses, notwithstanding the selected additive manufacturing parameters. The samples with a scanning time of 45 s showed an average residual stress value of 110 MPa in the parallel direction and 50 MPa in the orthogonal direction (−60% and −57% compared to the as-built samples). The samples with a scanning time of 50 s displayed average residual stresses of 111 MPa in the 0° direction and 44 MPa in the 90° direction (−45% and −26% compared to the as-built samples). At least, the specimens processed with a scanning time of 65 s presented average residual stresses of 115 MPa in the parallel direction and 46 MPa in the perpendicular direction (−46% and +5% compared to the as-built specimens).
4 Conclusions
In this paper, the impact of scanning time on the tensile properties of 17-4PH stainless steel specimens manufactured by selective laser melting (SLM) was investigated.
Furthermore, the effects of an annealing heat treatment on the mechanical behaviour of the material were examined.
Based on the experimental results, the following main findings can be found:
-
1.
The heat treatment enhanced the tensile strength and reduced the failure strain and thus the ductility;
-
2.
The greatest yield properties are displayed by the specimen processed with a scanning time of 45 s for both heat-treated and as-built specimens;
-
3.
The highest average ultimate tensile strength values were exhibited by the specimens with a scanning time of 45 s and 50 s, for the as-built and annealed specimens, respectively;
-
4.
The highest ductility was achieved by the specimens manufactured with scanning times of 50 s and 65 s;
-
5.
The heat-treated specimens with the highest mean failure strain values were those produced with a scanning time of 45 s.
References
Abdulhameed O, Al-Ahmari A, Ameen W, Mian SH (2019) Additive manufacturing: challenges, trends, and applications. Adv Mech Eng 11:1–27. https://doi.org/10.1177/1687814018822880
Herzog D, Seyda V, Wycisk E, Emmelmann C (2016) Additive manufacturing of metals. Acta Mater 117:371–392. https://doi.org/10.1016/j.actamat.2016.07.019
Singh R et al (2019) Powder bed fusion process in additive manufacturing: an overview. Mater. Today Proc. 26:3058–3070. https://doi.org/10.1016/j.matpr.2020.02.635
Karar GC, Kumar R, Chattopadhyaya S (2021) An analysis on the advanced research in additive manufacturing. In: Pandey PM, Kumar P, Sharma V (eds) Advances in production and industrial engineering. Lecture notes in mechanical engineering. Springer, Singapore, pp 229–277. https://doi.org/10.1007/978-981-15-5519-0_19
Gokuldoss PK, Kolla S, Eckert J (2017) Additive manufacturing processes: selective laser melting, electron beam melting and binder jetting-selection guidelines. Materials (Basel) 10. https://doi.org/10.3390/ma10060672
SLM Solutions: Material Data Sheet Stainless Steel 17-4PH/1.4542/A564
Andreacola FR, Capasso I, Pilotti L, Brando G (2021) Influence of 3D-printing parameters on the mechanical properties of 17-4PH stainless steel produced through Selective Laser Melting. Frat. ed Intregrità Strutt. 58:282–295. https://doi.org/10.3221/IGF-ESIS.58.21
Carneiro L, Jalalahmadi B, Ashtekar A, Jiang Y (2019) Cyclic deformation and fatigue behavior of additively manufactured 17–4 PH stainless steel. Int J Fatigue 123:22–30. https://doi.org/10.1016/j.ijfatigue.2019.02.006
Yu Z et al (2020) Effect of laser remelting processing on microstructure and mechanical properties of 17-4 PH stainless steel during laser direct metal deposition. J Mater Process Technol 284:116738. https://doi.org/10.1016/j.jmatprotec.2020.116738
Murr LE et al (2012) Microstructures and properties of 17-4 PH stainless steel fabricated by selective laser melting. J Mater Res Technol 1:167–177. https://doi.org/10.1016/S2238-7854(12)70029-7
Giganto S, Zapico P, Castro-Sastre MÁ, Martínez-Pellitero S, Leo P, Perulli P (2019) Influence of the scanning strategy parameters upon the quality of the SLM parts. Procedia Manuf 41:698–705. https://doi.org/10.1016/j.promfg.2019.09.060
ASTM: ASTM A370-20 (2020) Standard Test Methods and Definitions for Mechanical Testing of Steel Products
Larimian T, Kannan M, Grzesiak D, AlMangour B, Borkar T (2020) Effect of energy density and scanning strategy on densification, microstructure and mechanical properties of 316L stainless steel processed via selective laser melting. Mater Sci Eng A 770:138455. https://doi.org/10.1016/j.msea.2019.138455
Hitzler L et al (2017) Direction and location dependency of selective laser melted AlSi10Mg specimens. J Mater Process Technol 243:48–61. https://doi.org/10.1016/j.jmatprotec.2016.11.029
Rafi HK, Pal D, Patil N, Starr TL, Stucker BE (2014) Microstructure and mechanical behavior of 17-4 precipitation hardenable steel processed by selective laser melting. J Mater Eng Perform 23(12):4421–4428. https://doi.org/10.1007/s11665-014-1226-y
Zhang H, Gu D, Ma C, Guo M, Yang J, Wang R (2019) Effect of post heat treatment on microstructure and mechanical properties of Ni-based composites by selective laser melting. Mater Sci Eng A 765:138294. https://doi.org/10.1016/j.msea.2019.138294
Sarkar S, Kumar CS, Nath AK (2019) Effects of heat treatment and build orientations on the fatigue life of selective laser melted 15–5 PH stainless steel. Mater Sci Eng A 755:235–245. https://doi.org/10.1016/j.msea.2019.04.003
Acknowledgements
This research was developed in the framing of the Italian Research Project “3D-DAMPER - Processi di ottimizzazione di dampers metallici innovativi stampati in 3D”, in the meaning of the PON action “Fabbrica Intelligente, Agrifood e Scienza della Vita”, funded by the Italian Ministry for the Economic Development.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Andreacola, F.R., Capasso, I., Brando, G. (2022). Mechanical Characterization of 17-4PH Stainless Steel Manufactured by Means of Selective Laser Melting Technology. In: Mazzolani, F.M., Dubina, D., Stratan, A. (eds) Proceedings of the 10th International Conference on Behaviour of Steel Structures in Seismic Areas. STESSA 2022. Lecture Notes in Civil Engineering, vol 262. Springer, Cham. https://doi.org/10.1007/978-3-031-03811-2_11
Download citation
DOI: https://doi.org/10.1007/978-3-031-03811-2_11
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-03810-5
Online ISBN: 978-3-031-03811-2
eBook Packages: EngineeringEngineering (R0)