
Abstract
Four different welding processes had been investigated and compared to each other in joining aluminium extrusion for a battery tray panel in the automotive industry. Friction Stir Welding (FSW), Metal Inert Gas Welding (MIG), Laser Beam Welding (LBW) and Laser MIG Hybrid Welding (LMH). Weld properties had been analysed by metallographic cross sections, tensile tests and fatigue tests after initial visual inspection. Simultaneously to the mechanical properties data for a carbon footprint evaluation had been gathered as well. The energy consumption, feed rates for welding consumables and shielding gas flow which had been analysed were appropriate. The GaBi software database for life cycle assessment was used for final evaluation. Significant differences had been identified proving tremendous differences for a carbon neutral production.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

1 Introduction
The high use of aluminum in the automotive industry, especially for EV battery trays, results in an increasing demand for welding of aluminum alloys. These welded joints often made of hollow extrusions have to meet high requirements in terms of their tightness, strength, and crash behavior. In addition, it should be possible to fully automate a welding process to ensure high reproducibility of the welded parts. Thus, the selection of welding methods for the production of the battery trays is a challenging task.
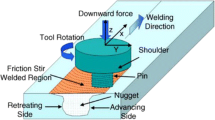
To weld aluminum extrusions for a battery tray panel, the automotive industry currently prefers friction stir welding (FSW) (Meyer 2019), which ensures excellent quality and high reproducibility of the welded joints and does not require expensive weld preparation. Despite the advantage of FSW, competing welding methods should also be considered. Since laser beam welding (LBW) has been widely adopted into the automotive industry due to its high processing speed and process flexibility, it can nowadays also be used for welding of the battery tray panels (TRUMPF 2021). A further welding method now used for battery tray production is laser-MIG hybrid welding (LMH) (Fronius 2020), which offers the gap-bridging ability and easy weld-seam preparation of MIG welding, as well as the low heat input, deep penetration, and speed of laser welding. Although FSW, LBW and LMH have proven to give quality welded joints used in automobile fabrication, their application is limited by the high cost of equipment. Therefore, the arc welding method such as metal inert gas welding (MIG) with its low cost compared to other welding techniques and high energy efficiency, therefore, remains a useful welding process in the automotive (Ogbonna et al. 2019).
To choose the adequate welding process, the processes should be compared to each other regarding quality, cost and time as well as the environmental friendliness. The quality of the welded joints made by different welding methods can be evaluated by visual inspection, macroscopic examination, tensile and fatigue tests. In order to get reliable results, all the welding processes should be tested for same joints typology and equal material. Evaluation of the cost and time is based on RIFTEC’s and HAI’s many years of experience in welding of aluminum alloys as well as the earlier research. Environmental impact of the different welding processes has been evaluated using the life-cycle assessment methodology (LCA).
2 Materials and Methods
In this study, 1200 × 400 × 12 mm hollow extrusions made of EN AW-6063 T6 were selected as a base material. The chemical composition and mechanical properties of the base material are given in Table 1 and Table 2 respectively.
Four single sided butt welds and one double sided butt weld have been produced by each welding method. The desired weld penetration was 3 mm. The specific welding parameters used for each welding method are described below.
FSW was performed at HAI Ranshofen by using a double-spindle FSW machine integrated in a fully automated line for serial manufacturing of battery tray panels. No special treatment or optimisation was applied to the welded parts. Hence these parts illustrate the serial conditions on a real industrial level. Two hollow extrusions were welded simultaneously from both sides at a welding speed of 3 m/min.
Unlike FSW, LMH, LBW and MIG trials have been performed at scientific institutions by using universal welding machines and fixtures. In addition, less time was available for the selection of the welding parameters and process optimization. Therefore, welding parameters and welding fixtures used for fusion welding methods in this work were not applicable for a series production.
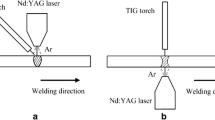
LMH was performed at SLV Halle GmbH. The welding was carried out by using a high-power diode laser LASERLINE LDF 15,000-60 at a welding speed of 2.2 m/min, the MIG welding power source QINEO PULSE 600, Argon gas at flow rate of 18 l/min, and filler wire was AlSi5 1.2 mm diameter.
LBW was performed at the Chair of joining and welding technology Brandenburg University of Technology (BTU) Cottbus-Senftenberg. The welding was carried out by using the laser machining center Reis Robotics equipped with 15 kW fiber laser IPG Photonics at a welding speed of 1.5 m/min, Argon gas at flow rate of 20 l/min, and filler wire was AlMg4,5Mn 0.8 mm diameter.
MIG was performed at the Chair of joining and welding technology Brandenburg University of Technology (BTU) Cottbus-Senftenberg. The welding was carried out by using the power source Fronius TPS 500i at a welding speed of 0.9 m/min, Argon gas at flow rate of 15 l/min, and filler wire was AlMg4,5Mn 1.2 mm diameter.
Welding methods have been compared regarding the quality, cost, time, and environmental friendliness. Each welding method can score from one to five points for each criterion. Evaluation results are summarized using radar charts.
To evaluate the quality of the welded joints, visual inspection, macroscopic examinations, tensile test, and fatigue test were carried out. The specimens for destructive testing were cut from two welded joints made by each welding method. Tensile test and fatigue test specimens have been prepared according to the standard DIN EN 50,125:2009-07 (Form H). All fatigue test specimens (14 pcs) and first set of tensile test specimens (6 pcs) have been machined on both sides to avoid the influence of the weld surface roughness on the fatigue und tensile test results. Second set of the tensile test specimens (6 pcs) has been machined on the side of the weld root only. Bending test specimens (6 pcs) have been prepared according to the standard DIN EN ISO 7438. Three samples each were taken from the beginning, middle and the end of the weld seam for macroscopic examination. Figures 1 and 2 illustrate the position of the tensile test and fatigue test specimens.

Position of the tensile test and fatigue test specimens

Position of the tensile test specimens, bending test specimens, and metallographic cross-sections
Environmental impact of the different welding processes has been evaluated using the life-cycle assessment methodology (LCA). Within a LCA the quality of the underlying data on materials, processes, energy, and transport is crucial to produce valuable and reliable results. While most LCA database providers source their data from aging literature or laboratory research-based content, LCA database used in this research (GaBi software) is built on primary industry data and in close cooperation with associations, providing a reliable environmental data foundation.
3 Results and Discussions
Figure 3 shows the surface appearance of the welds made by FSW, LMH, LBW and WIG welding respectively.

Appearance of the joint welded by a FSW, b LMH, c LBW and d MIG
FSW produces a relatively smooth surface of the weld seam without spatter and excess weld metal above the height of the parent metal. However, some of the material may be pushed out as toe flash on the workpiece surface at the edge of the weld seam. The width of the FSW weld remains constant along the welding line and corresponds to the tool shoulder diameter. In contrast to joint welded by FSW, joints welded by fusion welding methods exhibit a rougher weld surface, spatter on the workpiece surface, excess weld metal as well as irregular weld width.
Four types of surface welding imperfections were found on the welded parts. In order to measure “sensitivity” of the welding process to the occurrence of specific surface imperfections, the number of the welds affected by specific imperfection has been counted. Results have been summarized in the diagram (Fig. 4).

Frequency of occurrence of welding defects
Since spatter and toe flash have a similar appearance i.e. excess material on the surface has to be removed by grinding or machining, they belong to one types of surface imperfections. Spatter have been found on all the joints made by LMH, LBW, and MIG, while toe flash was presented only on the one FSW joint. The second most frequently occurring surface imperfection is undercut found on LBW (four welds), LMH (three welds), and MIG (one weld) joints. Three MIG joints and one LMH joint exhibit surface porosity. Surface longitudinal cracks have been found on the welds made by LMH (one weld) and LBW (one weld). Thus, FSW has the lowest sensitivity to the occurrence of specific surface imperfections.
Figure 5 shows macroscopic sections taken from the middle of the weld seams.

Cross sections a FSW, b LMH, c LBW and d MIG
The evaluation of the imperfections has been carried out according to ISO 25239-5:2020 (FSW) and DIN EN ISO 6520-1 (fusion welding methods). The FSW joint exhibits a high degree of continuity and no internal imperfections. In addition, it is apparent in this macrograph that FSW has good gap-bridging ability. LMH weld has also no internal imperfections. However, the weld depth was not constant along the weld line and greater than required. Joints welded by LBW exhibit cracks in the weld metal and porosity. MIG presents porosity as well as excess weld metal. Moreover, the weld depth was not constant and less than required.
Figure 6 shows the results of the tensile tests for (a) samples machined on both sides and (b) samples machined on one side.

Tensile test results for joints welded by FSW, LMH, LBW, MIG and BM. a Samples machined on both sides b Samples machined on one side
Results of the tensile tests show a similar behaviour for both sets of samples. As mentioned above, FSW produces welds without defects associated with fusion welding. Moreover, FSW creates fine recrystallized microstructure in the weld nugget. This results in excellent mechanical properties of its joints. Mechanical properties of the LMH joints are located at a slightly lower level as the FSW. LBW joints exhibits the lowest mechanical properties due to presence of the internal imperfection in its joints such as cracks and porosity.
Fatigue test was carried out in a resonant testing machine RUMUL MIKROTRON with a stress ratio R of 0.1 (pulsating tensile load) and a test frequency of 99 Hz. For each welding process, 14 fatigue test specimens (DIN EN 50,125:2009-07, Form H) were used to create S–N (stress-life) curve. Results of the fatigue test for FSW, LMH, LBW, and MIG, as well as base material (BM) are shown in Fig. 7.

S–N curves for joints welded by FSW, LMH, LBW, MIG and BM
Large spread in the fatigue test results for LMH and LBW joints do not allow the creation of meaningful S–N curves for these welding processes. Apparently, the reason for this is the presence of internal imperfection in these joints such as cracks and porosity. However, the stress amplitude can be evaluated to compare them with other welding processes. LBW and LMH joints exhibit the lowest fatigue strength. FSW joints show a considerably better fatigue performance than other welding methods and their S–N curve is similar to base material level.
In order to measure how environmentally friendly each welding process is, greenhouse gas emissions expressed as carbon dioxide equivalent (carbon footprint) have been calculated by using LCA with GaBi Software database. The results for the four welding processes are shown in Fig. 8 as CO2 equivalent per meter weld length.

Carbon footprints
The carbon dioxide (or greenhouse gas) emission in welding arises primarily from three sources: (1) energy consumption, (2) filler metal, and (3) shielding gas. If we consider the energy consumption impact only, MIG is the most environmental-friendly welding process. However, the high consumption of filler metal in MIG welding results in a fivefold increase in carbon dioxide emission. Laser-based welding processes require significantly less filler metal but consume more energy than FSW and MIG processes. The fact that FSW consumes relatively little energy and does not involve the use of filler metal and shielding gas provides it with an advantageous position over its competitors. In this analysis, we used an average Germany's electricity generation mix to evaluate CO2 emissions from energy consumption. If CO2-neutral energy was used, the energy consumption contribution to carbon footprint would be almost eliminated for all welding processes.
Based on the results described above, RIFTEC’s and HAI’s years of experience in welding of aluminum alloys as well as the earlier research, the comparison of the welding processes regarding quality, cost, time, and environmental friendliness are all summarized in radar charts (Fig. 9).

Comparison of the welding processes
Quality. Since FSW is a solid-state joining technique, its welds can be produced with absence of solidification cracking, porosity, undercut, and other defects of fusion welding. This in return results in high mechanical and fatigue properties of the joints welded by FSW. In addition, a relatively low heat input during FSW leads to lower distortion.
Environmental friendliness. As mentioned above, MIG consumes considerably less energy than other welding methods. However, shielding gas and great amounts of filler metal used during MIG produce a lot of greenhouse gases vented to the earth's atmosphere. Thus, MIG welding is not at all “green” technology. During FSW, no consumables such as a shielding gas or filler metal are used, and no harmful emissions such as radiation or metal fumes during fusion welding methods are created. All of this makes FSW more environmentally friendly than competing processes.
Time. The time has been evaluated as the total time spent on the weld preparation, welding, and weld finishing. MIG and LMH processes require the edge preparation prior to welding. In addition, MIG has the slowest welding speed and the lowest weld penetration depth in single pass, which make MIG the most time-consuming welding process. FSW is the fastest process regarding welding speed. Moreover, FSW produces a relatively smooth welding surface without spatter and excess weld metal. This results in a less time for surface finishing of the FSW welds.
Cost. The cost is presented as cost per part and includes investment cost (welding machine and fixtures), consumables (energy, shielding gas, filler metal), and manufacturing cost (productivity, weld preparation, finishing). LMH and LBW require high investment costs due to the expensive welding machines, control systems and safety devices. In addition, these processes consume more energy and require the use of shielding gas and filler metal. However, a higher productivity and less time-consuming weld preparation make LMH and LBW more cost effective than MIG (despite more lower investment cost for MIG). FSW has also high investment costs but lower energy consumption than LMH and LBW. Moreover, it does not require weld preparation and consumables such as a shielding gas or filler metal. Thus, FSW becomes the most cost-effective welding process.
4 Conclusions
In this work FSW, WIG, LBW and LMH have been investigated and compared to each other regarding their quality, cost, time, and environmental friendliness. All the welding processes were tested for same joints typology and equal material. FSW was performed by using a FSW machine integrated in a fully automated line for serial manufacturing. Unlike FSW, competing welding processes have been carried out at scientific institutions by using universal welding machines and fixtures. The quality of the welded joints made by different welding methods have been evaluated by visual inspection, macroscopic examination, tensile and fatigue tests. Evaluation of the cost, time, and environmental friendliness was based on the RIFTEC’s and HAI’s years of experience in welding of aluminum alloys as well as the earlier research. FSW showed the best result for all the comparison criterions. This work is a starting point and invitation for additional input from the welding community. A round robin have been started on basis of these initial data points.
References
Fronius International GmbH.: Laserhybrid welding excels when extrusion press profiles. http://www.fronius.com.tw/en/welding-technology/info-centre/press/ast-alu-menziken (2020). Accessed 22 November 2021
Meyer, A.: Series production of friction stir welded battery trays. In: Paper Presented at the 6th International Conference on Scientific and Technical Advances on Friction Stir Welding & Processing, Université catholique de Louvain, Louvain-la-Neuve (2019)
Ogbonna, O.S., Akinlabi, S.A., Madushele, N., Mashinini, P.M., Abioye, A.A.: Application of MIG and TIG welding in automobile industry. J. Phys. Conf. Ser. 1378, 1–10 (2019)
TRUMPF GmbH+Co.KG.: Battery packs—laser welding and laser cleaning. https://www.trumpf.com/en_INT/solutions/industries/automotive/e-mobility/battery-packs-laser-welding-and-laser-cleaning. Accessed 22 November 2021
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Golubev, I., Meyer, A. (2022). Process Comparison of Friction Stir Welding, MIG, Laser Beam Welding and Laser Hybrid Welding in Joining Aluminium EN AW-6063 T6. In: da Silva, L.F.M., Martins, P.A.F., Reisgen, U. (eds) 2nd International Conference on Advanced Joining Processes (AJP 2021). Proceedings in Engineering Mechanics. Springer, Cham. https://doi.org/10.1007/978-3-030-95463-5_8
Download citation
DOI: https://doi.org/10.1007/978-3-030-95463-5_8
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-95462-8
Online ISBN: 978-3-030-95463-5
eBook Packages: EngineeringEngineering (R0)