
Abstract
The reduction of petroleum-based components is an important issue in the polymer-industry. The long-term-effects of using these materials and their disposal procedures on the environment are critical. The main focus is increasing due to the use of renewable, wood- and bio-based raw materials in polymeric matrices. In this study, lignin-sulfonate (LGS) is used, a cheap feedstock from biomass, to develop sustainable polymers for consumption in additive manufacturing (AM). Today, there is very limited utilization of wood-based materials substituted for petroleum-based polymers for the fused deposition modeling (FDM). As petroleum-based polymers are used often, the purpose is to find a sustainable composite for FDM. Therefore, the polymer acrylonitrile–butadiene–styrene (ABS) is combined with lignin as a next generation bio-based composite. To determine the thermal properties, the mentioned materials ABS and LGS are first examined using thermal gravimetric analysis (TGA) and differential scanning calorimetry (DSC). In order to determine whether the addition of lignin has a positive effect on layer adhesion in the FDM process, the results are compared with a conventional ABS Filament by using defined parameters. The main objective of adding bio-based materials in polymeric matrices for creating a printable green filament with sufficient adhesion properties can be made. The results suggest that bio-based filaments can be made as a more sustainable and low-cost material.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The use of sustainable components is a major topic in automotive applications. The renewable material wood, being used in combination with various materials such as technical polymers, offers a high potential for producing innovative components and alternative automotive materials with an improved CO2 footprint. This research and development are essential for aiming the global climate goals. As a first step into emission-free mobility, the innovation of sustainable components based on circular economy techniques in the automotive industry will be explored. Next to new solutions for vehicle concepts and energy sources, the topics weight reductions and sustainable production are also essential for a future-oriented and ecological mobility (Mainka et al. 2015).
Technical requirements for future components in the automotive industry focusing on lightweight construction, resource- and cost efficiency. The use of renewable raw materials, such as wood and bio-based polymers will increase. Several studies mentioned the use of lignin, as a waste product of the pulp and paper industry with a high production volume, for industrial applications (Asada et al. 2005; Cazacu et al. 2004; Thielemans and Wool 2005). The sustainable material wood, as the most common renewable material in our environment, offers a high potential for applications in the automotive industry with regard to the specific mechanical properties. Used in combination with technical polymers the hybrid structure can be further optimized and adjusted to component-specific requirements (Song et al. 2018).
Lignin, as waste product from the pulp and paper industry and next to cellulose the second most abundant plant based renewable material in wood structures, has been a research topic for more than 50 years (Freudenberg and Neish 1968). It’s heterogeneous structure and non-uniform quality concludes in different chemical and physical modification steps to convert it in an effective product. As a result, the associated processes become more energy and also cost intensive and the successful commercialization failed (Kadla et al. 2002; De Wild et al. 2009; Azadi et al. 2013; Ragauskas et al. 2014; Steward 2008). During the last decades the integration of lignin within polymeric matrices enabled the preparation of lignin-based composites for industrial applications. But these applications focusing on conventional manufacturing methods such as injection molding or casting (Thakur 2014; Rozman et al. 2000; Toriz et al. 2002; Tran et al. 2016; Saito et al. 2012).
The Additive Manufacturing (AM) technologies have spread rapidly in the last decade. The most common used technology in AM is the Fused Deposition Modeling (FDM). FDM uses thermoplastic filaments melted at high temperature and solidified when cooling. In most use cases the objects are built from the bottom to the top (Go and Hart 2016; Kalsoom et al. 2016). All processes are digitized and computer-controlled, no additional costs are required for design complex geometries and structures. Less waste and chemicals are produced in comparison to traditional manufacturing processes. Therefor FDM is a promising and sustainable technology with high energy efficiency and low environmental effects (Wimmer et al. 2015; Campbell et al. 2011). Actually, there is very low utilization of bio-based materials substituted for petroleum-based polymers (Bhatia and Ramadurian 2017). In addition to the mentioned low environmental effects by using these new techniques, there is now a growing interest in bio-based, bio-compatible and bio-added material for 3D-printing. Unlike regular thermoplastics, wood-based materials are challenging to melt processes (Nguyen et al. 2018; Wimmer et al. 2015; Bhatia and Ramadurian 2017; Gardan and Roucoules 2014; Henke and Treml 2013).
Due to its mechanical performance and good FDM compatibility the thermoplastic polymer Acrylonitrile butadiene styrene (ABS) is one of the most common used 3D-printing filaments (Bhatia and Ramadurian 2017; Nguyen et al. 2018).
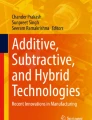
In this study Lignin-sulfonate (LGS) and petrol-based ABS was composed to develop a sustainable filament for the FDM process. Due to their different chemical-, thermal- and mechanical properties the objective was to create a suitable process for combining those materials. At the end the developed material had comparable mechanical performance to common petroleum-based materials and excellent 3D-printability. As a limitation, it has to be mentioned that the olfactory perception of the manufactured objects has to be classified as negative. The sulphonic acid group of the LGS, which is shown in Fig. 1, emits the characteristic odor of sulfur.

Chemical structure of lignin-sulfonate
At first, the manufacturing process of lignin-based filament is investigated. To determine the thermal properties, the mentioned materials ABS and LGS are first examined using thermal gravimetric analysis (TGA) and differential scanning calorimetry (DSC). Based on the thermal properties, both materials are mixed in different weight percent, with a lignin content up to 40 weight percent (WT%). Important tensile tests according to DIN EN ISO 527-2 were printed and the microscopic examination of the fractured surface are made.
2 Experimental
2.1 Materials
The used ABS is a conventional polymeric filament for the FDM process. The used filaments were commercialized by Ultimaker Holding B.V. and purchased from a reseller for 3D-Printing applications. The used lignin is magnesium lignosulphonate gained from the magnesium bisulphite process. The lignin was sourced by the paper production at Sappi Biotech GmbH in Germany.
2.2 Composite Processing
The filament has been shredded into pellets and both materials were mixed at 210 °C and 300 rpm by using a Coperion ZSK18 ML extruder (Fig. 2). LGS powder is added to the process behind the solid-feed section and was added after the ABS. The mixing time was at least 20 min and four different composites were made out of lignin. In each process the amount of Lignin in the filament was increased of about 10 wt%. It was started at 10 wt% Lignin at ends with 40 wt% Lignin.

Configuration of the extruder-screw
The manufactured blends were stored at room temperature in a closed tank. After a mandatory drying process, the blends were manufactured by a 3Devo Precision 350 extruder to a proper 3D-Printing filament. Due to the four adjustable heating-zones the material was extruded between 205 and 220 °C. The screw works at about 7 rpm and the filament diameter was set to 2.85 mm ± 0.1 mm.
2.3 Thermal Analysis
The tests are made at normal climate, the preconditioning was done according to DIN EN ISO 291 at 23 °C and relative humidity of 50% for at least 16 h. Thermal characteristics of all samples were quantified by a thermo-gravimetric analyzer (TG 209 F1 Libra Netzsch-Gerätebau GmbH) according to DIN EN ISO 11358 with sample weight of 90 mg. To remove moisture, the sample was loaded and kept isothermal at 100 °C for 20 min. From 30 to 600 °C the measurements were performed in nitrogen atmosphere, then ramped to 900 °C by using oxygen atmosphere and a ramp rate of 20 K/min.
By using a differential scanning calorimeter (DSC 204 F1 Phoenix ASC Netzsch-Gerätebau GmbH) the glass transition temperature (Tg) and heat capacity change (Cp) were investigated. The measurements were performed according to DIN EN ISO 11357 in nitrogen atmosphere. After removing the thermal history with the first cycle, the second cycles were almost identical. To measure the Tg and Cp of these samples the second cycles were used.
2.4 Printing Process
The filaments are printed to specimens in accordance to DIN EN ISO 527 Type 1A using the FDM process. They are printed in the xy-plane and the z-direction, also shown in Fig. 3, to compare the mechanical properties of the specimens in different printing directions.

Printing strategies for specimens
In general, low printing speeds and higher temperatures produce better results (Johansson 2016). Therefore, an Ultimaker equipped with a 0.4 mm diameter nozzle was used to print the filaments and the chosen geometries were sliced by an Ultimaker specific Cura-Software. To avoid possible warping effects when printing with ABS the fan-speed was set to 0% and the Ultimaker’s building space is completely capsuled for better layer adhesion. Due to the results from the thermal analysis, we used a specific set of printing parameters in this study. The printing temperature was set to 230 °C, bed temperature was set to 110 °C in accordance to the measured glass transition temperature and the sprinting speed was about 15 mm/s to avoid damages by printing in z-direction due to leveraging effects.
2.5 Mechanical Measurements
The tensile tests are also made at normal climate, the preconditioning was done according to DIN EN ISO 291 at 23 °C and relative humidity of 50% for at least 16 h. The tensile mechanical properties of the studied materials were received with a uniaxial fixture using the Z250 Xtens ZwickRoell. Test conditions and parameters were chosen according to DIN EN ISO 527–2. The measured data were analyzed by using the TestXpert software provided by ZwickRoell.
2.6 Optical Analysis
In order to gain a deeper level of knowledge for the characterization of the material, microscopic analyses were performed. The filaments used to produce the test specimens, the fractured edges and the surfaces of the tensile specimens were evaluated. The filaments were inspected by an Axio Imager 2 microscope from the Carl Zeiss Microscopy GmbH.
3 Results and Discussion
3.1 Thermal Properties
In Fig. 4 the thermograms from the TGA were shown to evaluate the thermal stability of ABS in comparison with different lignin contents. The residual mass at 900 °C is shown for each filament. The material properties strongly depend on the structure formation within the composite. By comparing the different adhesive systems, it is shown that in the temperature range up to 200 °C the composites remain stable. Some smaller mass changes below this temperature takes place. Due to the fact, that the only difference between each sample is the amount of LGS, there might be condensation effects between the components in which water evaporates at the lower temperatures. The second visible reactions are shown at about 270 °C as the first polymeric degradation and stops at 420 °C. That means, that the curves deviation from the pure ABS depends on the LGS content and the relocation of early thermal degradation takes place by increasing the amount of LGS at lower temperatures. From about 420 to 600 °C the curves split up into four different mass change stages, which cause on an increase of the lignin content. The thermal stability of the compound system increases as the percentage of lignin increases. Above temperatures of 600 °C, a plateau is reached, that means a constant mass sets up, at that point the atmospheric gas was changed from nitrogen to oxygen in order to burn off the remaining components. The remaining ash, is an an-organic residual mass. For larger lignin contents, the residual mass correlates with the LGS content in the matrices. While the reference sample has a residual mass of about 0.0%, the sample with 40 wt% lignin has a residual mass of about 3%. The sensitivity to high temperatures decreases, due to the shown high temperature durability of the polymer structure. The thermo-gravimetric results show that LGS can only slightly improve the thermal stability of the ABS at high temperatures.

TGA curve of the ABS filaments with different lignin contents
The flow behavior an the thermal transitiom of these composites are critical factors directly affecting their usability in 3D-printing applications (Nguyen et al. 2018). Figure 6 represent the thermal characteristics for the manufactured blends from 10 wt% lignin up to 40 wt% lignin. The step change at about 110 °C indicates the glass transition temperature (Tg). In this study two independent runs for each sample were made. For the characterization of Tg we only take a look at the second cycle. The first cycle was used to remove the thermal history. With higher amounts of lignin, the glass transition temperature moves slightly to the left side of the diagram. Higher lignin contents cause slightly lower Tg. As all temperatures vary by a maximum of one degree, the deviation can also be caused by measurement inaccuracies. With the use of DSC, it was possible to conclude that high mixtures of ABS and lignin are possible and that the bonding of the two materials takes place in partial amounts. The peak in the evaluation curve indicates lignin, since ABS as a semi-crystalline polymer does not have a melting peak, such a peak is characteristic for the first heating curve of lignin. The peak is the residual moisture of the hygroscopic lignin that escapes from the material by evaporation. At this moment a melting peak is simulated. The amount of required energy in relation to the mass of lignin is greater in the reference than in the composites. This can be explained by the fact that lignin in the composites has already been seen several heating cycles and therefore contains less residual moisture per wt%. Lignin behaves more duroplastic than thermoplastic, no glass transition or melting peak of the material can be identified in the DSC curve. The glass transition of the ABS does not change despite the addition of lignin.

Measured heat flow in DSC for ABS and LGS

Measured heat flow in DSC for different wt% LGS
During the utilization of lignin in the compound materials, it must be ensured that the utilization temperatures are aligned according to the thermally more unstable component, the lignosulphonate. The stability of the material mixed with ABS, is lower than the pure ABS without further additives. The lignin did not deteriorate during processing into a composite at temperatures up to 250 °C for a shorter period of time. The decomposition of the lignin starts at a temperature of 180 °C, the decomposition of the ABS starts at 350 °C. By fabricating this composite at higher temperatures, the properties of the pure lignosulphonate will be reduced due to the absence of the intact component. Due to the thermal stability of the aromatic structures in the lignin, the degradation of the lignin starts early but nevertheless a very high residual mass remains.
3.2 Mechanical Performance
The tensile specimens were printed and tested in accordance to DIN EN ISO 527-2. Therefor the manufactured blends, as mentioned above, were manufactured by a filament extruder to a proper 3D-Printing filament. Due to the four independent adjustable heating-zones we decided to extrude the material between 205 and 220 °C (Fig. 7). The screw turns with 7 rpm and the filament diameter was set to 2.85 mm ± 0.1 mm (Fig. 8). Filaments can only be printed without errors if the diameter deviations are smaller than ±0.10 mm. Diameter deviations greater than ±0.10 mm, results in clogging printer nozzles or over-extrusion during printing. Too small diameters leads in lower extrusion rates and defects due to missing material in the component.

Temperature profile for material extrusion

Filament diameter
By modifying the ABS-based FDM filament with lignosulphonate we are able to produce materials with advanced mechanical performance (Fig. 9). For lower lignin contents (<20 wt%) the good elongation characteristics of ABS, combined with the aromatic structures of lignin causes in reinforcement effects with weaker ductility. Adding high amounts of lignin in the ABS matrix causes in lower ductility and brittle structures with less performance than the pure ABS (Fig. 9). The possible tensile strain of ABS-LGS-6040 is much smaller, than the pure ABS filament. For ABS-LGN-9010 the Tensile Young’s modulus raises from 1.42 ± 0.24 GPa for pure ABS up to 2.19 ± 0.06 GPa. Due to lignin’s very low molecular weight, adding high amounts (>20 wt%) in the ABS matrix causes in brittleness. Analogous to the mentioned strain-rates, the Tensile Young’s modulus decreases from 1.42 ± 0.24 GPa for the pure ABS down to 0.85 ± 0.23 GPa (Fig. 10). The specimens printed in the z-direction have much lower stress- and strain-rates than the specimens printed in the xy-plane. The strain rates from the specimens printed in z-direction are six times lower compared to specimens printed in xy- plane (Figs. 10, 11, and 12). This indicates that the layer adhesion also decreases with increasing lignin content, since the individual layers separate more easily from each other due to delamination.

Tensile test data xy-direction

Tensile Young’s modulus

Strain rates in comparison to xy- and z-direction

Stress rates in comparison to xy- and z-direction
3.3 Optical Analysis
In the microscopic images, the lignin is easily identifiable as a component of the composite due to some agglomerates (bright dots in the filament cross-section). It can be concluded that ABS and lignin do not react with each other. In Fig. 13 ABS-LGS-9010 and ABS-LGS-6040 are shown. In the filament with 40 wt% LGS, more larger agglomerates (light brown dots) are visible, compared to the filament with 10 wt% LGS. In addition, the material is more porous, which can be seen by the black dots. It can also be seen that the filament becomes more porous with a larger mass fraction of lignin. This can be seen from the lighter discoloration of the cross-section and the fine pores. Lignin is therefore only enclosed by the matrix. However, intermolecular interactions can occur between the materials. The so-called π-π-stacking results in an interaction between the aromatic structures of ABS and lignin. Due to the delocalized electrons in the aromatic compounds, mesomerism effects occur, leading to high binding forces (Kubik 2005).

Comparison of ABS-LGS-9010 and ABS-LGS-6040
Material strengthening effects can be demonstrated for the specimens produced with the addition of a maximum of 20 wt% LGS in the xy-plane. The specimens prepared in the z-direction experience rapidly worsening mechanical properties with the addition of LGS. Premature material failure occurs, caused of weak layer adhesion. This can also be seen in the microscopic analysis of the fracture surfaces (Fig. 14). The fractures of the z-specimens are located between the layers. Though up to three layers are usually affected by the fracture, the layers are clearly identifiable and not affected in a continuous transition.

Fractured surfaces
4 Conclusion
In this work, the mechanical and thermal properties of lignin-based compounds are characterized for FDM printing in comparison to petroleum-based filaments. The composition of lignin filaments has an effect on the properties of the composite material and change the mechanical characteristics. It can be shown, that lignin as a bulk material in petroleum-based matrices can increase strength. The microscopic test of the produced filaments shows inhomogeneities by high level lignin contents due to agglomeration effects. Higher the lignin contents in the filament, causes in more frequently defects and blockages in the printer nozzle. Furthermore, lignin appears to be highly abrasive. The printer nozzle had to be replaced after several prints of the filament in order to be able to print further components with the material. The strong directional dependence of the printed structures also must be taken into account. This can be solved by constructive modifications to the geometry. Altogether, it shows that the bio-based additive lignin can be added to conventional ABS filaments up to high lignin amount of 40 wt% and this improves particularly the mechanical properties and the use of hybrid bio-based materials.
References
Asada, C., Nakumura, Y., Kobayashi, F.: Waste reduction system for production of useful materials from unutilized bamboo using steam explosion followed by various conversion methods. Biochem. Eng. J. 23(2), 131–137 (2005)
Azadi, P., Inderwildi, O., Farnood, R., King, D.: Liquid fuels, hydrogen and chemicals from lignin: a critical review. Renew. Sustain. Energy Rev. 506–523 (2013)
Bhatia, S., Ramadurian, K.: 3D Printing and Bio-Based Materials in Global Health. Springer Link (2017)
Campbell, T., Williams, C., Ivanova, O., Garrett, B.: Could 3D Printing Change the World? Technologies, Potential and Implications of Additive Manufacturing. Atlantic Council (2011)
Cazacu, G., Mihaies, M., Pascu, M., et al.: Polyolefin/ligninsulfonate blends. Ind. Crops Prod. 20(204), 205–219 (2004)
De Wild, P., Van de Laan, R., Kloekhorst, A., Heeres, E.: Lignin valorisation for chemicals and fuels for pyrolysis and hydrodeoxygenation. Environ. Prog. Sustain. Energy 461–469 (2009)
Freudenberg, K., Neish, A.: Constitution and biosynthersis of lignin. Springer Verlag (1968)
Gardan, J., Roucoules, L.: 3D printing device for numerical control machine and wood deposition. J. Eng. Res. Appl. 123–131 (2014)
Go, J., Hart, A.: A framework for teaching the fundamentals of additive manufacturing and enabling rapid innovation. Addit. Manuf. 76–87 (2016)
Henke, K., Treml, S.: Wood based bulk material in 3D printing processes for applications in construction. Eur. J. Wood Wood Prod. 71, 139–141 (2013)
Johansson, F.: Optimizing Fused Filament Fabrication 3D Printing for Durability. Tensile Properties & Layer Bonding. Blenkinge Institute of Technology (2016)
Kadla, J., Kubo, S., Venditti, R., Gilbert, R., Compere, A., Griffith, W.: Lignin based carbon fibres for composite fibre applications. Carbon 2913–2920 (2002)
Kalsoom, U., Nesterenko, P., Paull, B.: Recent developments in 3D printable composite materials. RSC Adv. (2016)
Kubik, S.: Lehre - Supramolekulare Chemie - Intermolekulare Wechselwirkungen. https://www.chemie.uni-kl.de/fachrichtungen/oc/kubik/index.php?lan=de&lev1=0tea&lev2=oc9&lev3=all (2005)
Mainka, H., Täger, O., Körner, E., et al.: Lignin—an alternative precursor for sustainable an cost-effective automotive carbon fibre. J. Mater. Res. Technol. 283–296 (2015). Elsevier Editora Ltda
Nguyen, N., Bowland, C., Naskar, A.: A general method to improve 3D-printability and inter-layer adhesion in lignin-based composites. In: Applied Materials Today 12, pp. 138–152. Elsevier, Oak Ridge (2018)
Ragauskas, A., Beckham, G., Biddy, M., Chandra, R., et al.: Lignin valorization: improving lignin processing in the biorefinery. Science 709–720 (2014)
Rozman, H., Tan, K., Kumar, R., Abubakar, A., et al.: The effect of lignin as a compatibilizer on the physical propersties of coconut fiber-polypropylene composites. Eur. Polym. J. 1483–1494 (2000)
Saito, T., Brown, R., Hunt, M., Pickel, J., Messmann, J., et al.: (2012). Turning renewable resources into value-added polymer: development of lignin-based thermoplastic. Green Chem. 3295–3303 (2000)
Song, J., Chen, C., Zhu, S.: Processing bulk natural wood into a high-performance structural material. Nature 554, 224–228 (2018)
Steward, D.: Lignin as a base material for material applications: chemistry, application and economics. Indus. Crops Prod. 202–207 (2008)
Thakur, V., Thakur, M., Raghavan, P., Kessler, M.: Progress in green polymer composites from lignin for multifunctional applications: a review. Chem. Eng. (2014)
Thielemans, W., Wool, R.: Lignin esters for use in unsaturated thermosets: lignin modification and solubility modeling. Biomacromolecules (2005)
Toriz, G., Denes, F., Young, R.: Lignin-polypropylene composites. Part 1: composites from unmodified lignin and polypropylene. Polym. Compos. (2002)
Tran, C., Chen, J., Keum, J., et al.: A new class of renewable thermoplastics with extraordinary performance from nanostructured lignin-elastomers. Adv. Funct. Mater. (2016)
Wimmer, R., Steyer, B., Woess, J., et al.: 3D Printing and Wood. Pro Ligno (2015)
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Declaration of Conflicting InterestsThe author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
ORCID IDAuthor information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Fiedler, M., Fischer, F., Droeder, K. (2022). Characterization of Layer Properties for Components Made of Lignin Based Filaments Manufactured by Material Extrusion. In: da Silva, L.F.M., Martins, P.A.F., Reisgen, U. (eds) 2nd International Conference on Advanced Joining Processes (AJP 2021). Proceedings in Engineering Mechanics. Springer, Cham. https://doi.org/10.1007/978-3-030-95463-5_11
Download citation
DOI: https://doi.org/10.1007/978-3-030-95463-5_11
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-95462-8
Online ISBN: 978-3-030-95463-5
eBook Packages: EngineeringEngineering (R0)