
Abstract
Due to many advantages, composite materials are more and more widely used in the production of high-strength machine parts. An example of such an element is a hydraulic cylinder. Conventional hydraulic cylinders are made of steel, which, after appropriate treatment, ensures satisfactory conditions of cooperation between the inner surface of the cylinder and the piston seal. In the case of a cylinder made of composite material, it is necessary to check the tribological properties of the material surface and the potential selection of a material to act as an internal liner. Four materials were selected in the study - epoxy resin, polyurethane resin, CFRP and a commercial material used for sliding elements. Ball-on-disk tests were carried out and wear traces were observed using a non-contact profilometer.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Composite materials are gaining wide interest among mechanical designers due to their desirable properties, such as an excellent strength-to-weight ratio, the ability to manufacture complex shapes, corrosion resistance and resistance to magnetic fields [1]. The main industry branch driving progress in this area is the transport industry, especially the aviation and automotive industries. The use of composite materials allows to reduce the weight of vehicles, which directly translates into their efficiency, increased load capacity and, consequently, higher profitability [2, 3]. Other branches of the machine industry also see an opportunity for development in composite materials. One example is a hydraulic drive, where composite materials can be used to reduce the weight of accumulators and actuators.
One of the main advantages of the hydraulic drive is the high energy-to-weight ratio of the system. Conventional cylinders, however, are massive components made of steel. This is due to safety reasons and the necessity to withstand multiple, cyclic internal pressure loads [4, 5]. Making such an actuator from composite materials would allow for a radical reduction of its mass (even by 80%) while maintaining its operating parameters [6, 7].
A very important issue in the operation of a composite cylinder is to ensure appropriate tribological cooperation between the inner surface of the cylinder and the piston seal. In the case of composite cylinders, this is done by using an inner layer called a liner made of a material with good tribological properties. Another advantage of using a liner is the tightness of the cylinder, which cannot always be achieved with the composite only (weepage effect).
Plastics have long been used in the construction of gears and other elements, including gerotor pumps and the processes of their wear, are documented [8]. The usefulness of polymeric materials, and composite materials, in particular, has been proven many times not only in terms of design but also in terms of tribology. Combined with good mechanical properties, their high usefulness has been proven due to good wear resistance and self-lubricating properties. Thermoplastic materials, thermosets, and composites, [9, 10] are tested and used in various ways and their structure, composition, additives [11, 12] or the method of producing elements made of them [13] are modified. The promising results of these experimental studies are not clearly reflected in real objects, i.e. actuators, due to the focus on the material and not the real object, which is a much more difficult and time-consuming task. To transfer the results of laboratory research to real objects, it is necessary to choose the best material for this application, in the light of the adopted criteria, and then test the object made of the best material - the purpose of the research described in this paper is to choose the best material for further work, i.e. execution of the actual actuator and verification of assumptions. In the past, studies of materials for tribological coatings in composite actuators were carried out, but they did not take into account the influence of the composite substrate on the behaviour of materials during the test [14].
Four materials were selected in the study - epoxy resin, polyurethane resin, CFRP and a commercial material used for sliding elements (Belzona 1111 Super Metal). Ball-on-disk tests were carried out and wear traces were observed using a non-contact profilometer.
2 Materials and Methods
2.1 Materials
The materials were selected due to their availability, ease of processing and promising mechanical and tribological properties supported by a literature review. The first material was Huntsman Araldite LY1564 epoxy resin with Aradur 3487 amine hardener, the second material was Sika F180 two-component polyurethane, and the third was the commercially available Bezlona 1111 Super Metal. The basic mechanical and thermal properties of the materials are presented in Table 1. The substrate for the tested materials was an epoxy carbon laminate made by the vacuum bag method of 8 layers of carbon fabric with a twill weave and Araldite LY1564 epoxy resin with Aradur 3487 hardener. After the laminate was made, the surface was covered with coatings of the tested materials. Uncoated carbon epoxy laminate (CFRP) samples were also tested for comparison.
2.2 Methods
Tribological tests were carried out using the ball-on-disk method on the T-11 tribotester produced by the Łukasiewicz Research Network – The Institute for Sustainable Technologies in Radom. The samples were disks 1” in diameter and 6 mm in height. Bearing balls made of 100Cr6 steel with a diameter of 1/4” were used as counter-samples. The balls were made in accuracy class 10, and their hardness was 60–62 HRC. During the tests, the friction force was recorded. The temperature during the test was 21 ℃. The test parameters were selected in such a way as to reflect the actual operating conditions of the piston-cylinder pair:
-
Load - 9.81 N,
-
Linear speed - 0.3 m/s (which corresponded to 573 rpm),
-
Friction path - 2,160 m (corresponding to a test time of 2 h).
-
Ambient conditions were controlled and unchanged during all tests.
After testing, all samples were subjected to friction trace observations using the Leica DCM8 contactless profilometer. Confocal measurements were made with the Leica Scan 6.5 software, at a magnification of 20x (Leica EPI 20x lens). For each sample, 4 measurements were made every 90 degrees. The post-processing of the results was performed with the Leica Map 7.4 software.
3 Results
Six samples of each type of material were tested. Figure 1 shows exemplary (representative) plots of the friction force during the test. For epoxy resin, a clear increase in friction force is visible after about 10 min, followed by a period of significant peaks reaching almost 6 N. This is due to the initial lapping of the surface necessary to stabilize the wear process. The friction force was the most stable for the F180 material. No sudden peaks were recorded for it, and with time the value of the friction force decreased slightly.

Friction force during the test for samples from the tested materials.
Figure 2 shows the maximum friction force recorded for individual materials during the test, while Fig. 3 shows the average friction force during the test. Comparing the two graphs, it can be noticed that the difference between the maximum and average friction force was: for Epoxy 63%, for F180 22%, for Super Metal 38% and for CFRP 32%. Both values were the smallest for F180 and the largest for Epoxy. After performing an analysis of variance with Tukey's post hoc test, differences were found between Epoxy and the rest, and between F180 and Super Metal. However, it cannot be said that at the 5% significance level there is a difference between F180 and CFRP.

Maximum friction force during the test.

Average friction force during the test.
Figure 4 shows the friction energy necessary to perform the test with the given parameters. This parameter was determined as the area under the diagram of friction force as a function of displacement. Numerical integration was performed with the Wolfram Mathematica program. After performing an analysis of variance with Tukey's post hoc test, differences were found between Epoxy and the rest, and between F180 and Super Metal. However, it cannot be said that at the 5% significance level there is a difference between F180 and CFRP.

Friction energy during ball-on-disk test.
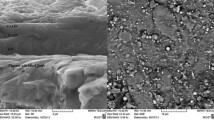
Figure 5 shows sample cross-sections through the friction path, while Figs. 6, 7, 8 and 9 show 3D scans of the friction path surface.

Cross-sections through the friction path for materials: a) Epoxy, b) F180, c) Super Metal, d) CFRP.

3D scan of the friction path surface for Epoxy material.

3D scan of the friction path surface for F180 material.

3D scan of the friction path surface for Super Metal material.

3D scan of the friction path surface for CFRP material.
Figure 10 shows the width of the friction trace for the tested materials, while.
Figure 11 shows the depth of wear.

Friction trace width.

Depth of wear.
Comparing 3D scans, cross-section profiles and quantitative data on the depth and width of the abrasion marks, it can be seen that the Epoxy material is characterized by a very smooth surface of the friction mark without surface defects and micro craters. Despite this, it has the highest friction force and the greatest track depth and width. It is likely that the high wear in the first test phase resulted in a large contact area between the test material and the ball, which led to further surface smoothing in the second test phase. This hypothesis is supported by the results of the friction force over time.
The lowest wear was recorded for the F180 material, which was also characterized by the lowest values of friction force and friction energy. The 3D scan shows traces in the direction of the ball's movement over the sample, but the trace depth value itself is minimal. In addition to typical abrasive wear, one can also notice small plastic deformations manifested, among others, by elevations at the edge of the friction trace.
In the case of the Super Metal surface, cracks and chipping can be noticed, leading to the deterioration of tribological properties. Both the friction force and the wear of this material were between Epoxy and F180.
Similar, although smaller, chipping can be observed on the surface of the CFRP material. In this case, however, the friction force and wear were only slightly greater than for the F180.
In all cases, at the sliding contact, the tribological wear is additionally exacerbated by fatigue interactions. The ball sliding on the surface at any given moment is in contact with the coating at that point, similar to rolling a ball or a roller. Compressive stresses occur in front of the ball, and tensile stresses occur after the contact zone, and their size reaches very high values due to the stress concentration. This condition causes a continuous deformation of the coating-substrate system with a frequency related to the rotational speed.
4 Conclusion
The paper presents ball on disk tests of four materials potentially qualifying as materials for internal coatings in a composite hydraulic cylinder. A wear analysis was also carried out using a non-contact profilometer.
The material with the best tribological properties turned out to be F180 polyurethane, which will be used in the production of the cylinder prototype. It was characterized by the lowest wear and the lowest values of friction force and friction energy. The highest values were achieved by Epoxy, which disqualifies it as a sliding coating. Also Super Metal material was characterized by significantly higher values of wear and friction force than F180. Despite the good results obtained for CFRP material, it cannot be used due to the weepage effect in pressure loaded composite parts.
References
Kaw, A.K.: Mechanics of Composite Materials. CRC Press, Boca Raton (2005)
Kim, B., Kim, B., Kim, J., Joe, C.: Study on the development of composite CNG pressure vessels. Cryogenics (Guildf). 38, 131–134 (1998). https://doi.org/10.1016/S0011-2275(97)00123-9
Banerjee, S., Messidoro, P., Ferrarese, A., et al.: Structural health monitoring technology for aerospace composite propellant tank. In: ASME 2011 Conference on Smart Materials, Adaptive Structures and Intelligent Systems, ASMEDC, vol. 2, pp. 563–570 (2011)
Baragetti, S., Terranova, A.: Limit load evaluation of hydraulic actuators. Int. J. Mater. Prod. Technol. 14, 50 (1999). https://doi.org/10.1504/IJMPT.1999.036260
Marczewska, I., Bednarek, T., Marczewski, A., et al.: Practical fatigue analysis of hydraulic cylinders and some design recommendations. Int. J. Fatigue. 28, 1739–1751 (2006). https://doi.org/10.1016/j.ijfatigue.2006.01.003
Mantovani, S.: Feasibility analysis of a double-acting composite cylinder in high-pressure loading conditions for fluid power applications. Appl. Sci. 10, 826 (2020). https://doi.org/10.3390/app10030826
Solazzi, L.: Design and experimental tests on hydraulic actuator made of composite material. Compos. Struct. 232,111544 (2020). https://doi.org/10.1016/j.compstruct.2019.111544
Krawczyk, J.: Functional verification and performance studies of the gerotor pump made of plastics. In: Stryczek, J., Warzyńska, U. (eds.) NSHP 2020. LNME, pp. 386–395. Springer, Cham (2021). https://doi.org/10.1007/978-3-030-59509-8_35
Chihai, R., Ungureanu, C., Cojan, A., et al.: Organic modified epoxy resin. tribologic aspects. In: Padgurskas, J. (ed.) The 10th International Conference BALTTRIB’2019 14–16 November 2019. Kaunas (2019)
Majdič, F., Strmčnik, E.: Tribological aspects of water hydraulics. In: SERBIATRIB ’19 16 th International Conference on Tribology . Kragujevac (2019)
Li, G., Xu, H., Wan, H., et al.: Tribological properties and corrosion resistance of epoxy resin‐polytetrafluoroethylene bonded solid lubricating coating filled with flake aluminum. J. Appl. Polym. Sci. 138, 51003 (2021). https://doi.org/10.1002/app.51003
Zhang, E., Gao, F., Fu, R., et al.: Tribological Behavior of Phenolic Resin-Based Friction Composites Filled with Graphite. Materials (Basel). 14, 742 (2021). https://doi.org/10.3390/ma14040742
Kujawa, M., Kowalewski, P., Wieleba, W.: The Influence of Deformation under Tension on Some Mechanical and Tribological Properties of High-Density Polyethylene. Polymers (Basel) 11, 1429 (2019). https://doi.org/10.3390/polym11091429
Lubecki, M., Stosiak, M., Leśniewski, T.: Comparative studies of tribological properties of selected polymer resins for use in hydraulic systems. Tribologia. 288, 31–37 (2019). https://doi.org/10.5604/01.3001.0013.7764
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Lubecki, M., Stosiak, M., Leśniewski, T. (2022). Antiwear Coatings for Multi-material Composite Hydraulic Cylinder. A Tribological Study. In: Prentkovskis, O., Yatskiv (Jackiva), I., Skačkauskas, P., Junevičius, R., Maruschak, P. (eds) TRANSBALTICA XII: Transportation Science and Technology. TRANSBALTICA 2021. Lecture Notes in Intelligent Transportation and Infrastructure. Springer, Cham. https://doi.org/10.1007/978-3-030-94774-3_18
Download citation
DOI: https://doi.org/10.1007/978-3-030-94774-3_18
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-94773-6
Online ISBN: 978-3-030-94774-3
eBook Packages: EngineeringEngineering (R0)