
Abstract
This work is devoted to the research of circular feed devices for a metal-cutting machine with backlash-free worm gear of increased wear resistance. A spatial model of a rotary table with a gap compensation mechanism as sliding supports in the integrated CAD KOMPAS-3D environment has been developed. A design scheme is proposed, and the efforts required to create a guaranteed hard contact are determined. The effectiveness of the proposed method for compensating the gap due to the worm displacement relative to the wheel is substantiated. The phenomena associated with a decrease in the intensity of wear and arising in the engagement of a worm gear with limitations on rigidity are investigated. A mathematical model of a two-parameter problem of optimizing the wear rate using Lagrange multipliers is formed. The concept of increasing the resource of a mechanical transmission due to the availability of gapless contact between the worm and the wheel is analyzed. The authors conclude that using sliding supports will reduce the time for adjusting machine tools and make the process of manufacturing housing parts more economical. An analytical apparatus for determining the main parameter of the worm gear by the minimum wear criterion is created. The assumption about the rational area of using this design of the backlash-free transmission for the rotary table at low gear ratios and the use of quadric-thread worms is substantiated.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
For automated manipulation of workpieces of various sizes and shapes in multi-operational CNC machines, rotary and stepping tables of various designs are used [1]. The widespread use of the multi-operational machine is primarily due to the high concentration of processing at one workplace [2, 3]. In the context of a constant change in the configuration [4] of machined parts and the use of machines of various standard sizes, it is promising to design and manufacture a line of rotary tables equipped with hydromechanical drives [5].
The rotary table has a significant effect on the rigidity of the structure and the positioning error of the machine. Calculation of the balance of the relative compliance of the machine tool carrier system showed that the workpiece and its elastic connections with the rotary table make up 22% of its total compliance. In this case, loading by the forces of the nodes’ weight and the forces arising in the processing zone [6]. Simultaneously, the relative compliance of the rotary table reaches 36%. The elastic connections of the rotary table with the cross table of the machine, on which the workpiece is mounted, are up to 10% under the same loading conditions [7].
In turn, the parameters of rigidity and positioning accuracy of the rotary table are formed mainly by the worm gear. As it is known, increased wear and scoring of worm gears are associated with high rubbing speeds and unfavorable sliding direction relative to the contact line. The intensity of wear also depends on the value of contact stresses, which makes the calculation for worm gears contact stresses the main one, and for bending stresses is performed as a checking one.
The positioning accuracy of the table and the inconsistency of the worm wheel movement is associated with the presence of engagement gaps caused by their wear during operation. The misalignment of the rotations of the worm gear elements causes inaccuracy in the positioning of the machine-forming units. Various design solutions related to the development of a backlash-free worm gear are used in the machine tool industry. The direction of research concerns the modernization of the production technology of worm gear elements and the use of special devices to compensate for the gaps in the worm gear. The problems with these two approaches to the complication of both the manufacturing process and the design of the backlash-free worm gear are related. The influence of such design and technological solutions on the wear resistance and performance of the table and workpiece feed mechanisms requires additional research.
2 Literature Review
Several works are devoted to the design and operation of gear mechanisms that implement the table and workpiece feed movement in the process of shaping and positioning on CNC drilling-milling-boring machines.
Work [8] is devoted to using various design options for multi-axis rotary tables with a diameter not exceeding 100 mm. It proposes a design that compensates for the gap in the worm gear (“Anti-Blacklash Gears” [9]). Compensation by re-adjusting using adjusting screws to reduce the lateral clearance between the worm and the worm wheel is carried out. The authors of [8] consider an alternative option - a spring-loaded worm gear engagement (“Spring Loaded Gear Mesh”). This option, in particular, in the design of a 5-axis small-sized rotary table in the layout for the vertical machining center of the Haas OM-2 model is used.
The authors of [10] researched the contact surfaces’ geometry wheel tooth and proposed a new design solution in the form of a single or double helix to increase the contact length and, consequently, reduce the level of contact stresses.
It should be noted that the contact interaction of the gears and the structural component is also influenced by the technological component associated with the quality of the formation of the gear tooth rear surface. When processing the back surface of the relief tooth by grinding, it is rather complicated to select the cutting mode. In this regard, the ideas of choosing and optimizing the grinding process presented in [11] are of interest.
The operation of the proposed variant of the gearbox [12] is associated with wear processes [13] and the probability of breakdowns. For analyzing these operational phenomena and prevent possible breakdowns, it is rational to use the method of thermal imaging observation with the Termovision Processing software [14].
In work [15], the problems of CNC machines diagnostics and measurement accuracy using laser interferometric measuring systems are considered. The assessment of various types of errors associated with the main shaping movements is given. A large share of errors associated with the repeatability of dimensions during the operation of machines is shown. The wear degree of the machine tools drive mechanisms is considered one of the error generators [16].
For the dynamic characteristics and their relationship with the wear of the contacting surfaces, the approach proposed in [17] is interesting. The result of wear is uneven engagement (with impacts). For reducing the vibration level during separate and parallel boring and turning tools on a particular processing stand, a mechanism for introducing additional axial vibrations in the feed direction is proposed. In this variant, the possibility of decreasing (with axial vibrations of specific parameters) by 3–4 times the vibrations of the shaping units of the machine is shown experimentally. The consequence of this increases in the resource of the worm gear and the rotary table as a whole.
Questions of geometry, kinematics, and thermal phenomena of worm gears with a cylindrical worm in works [18] The study of contact lines, the curvature of working surfaces, and localization of contact in works were considered [19].
However, these researches related to worm gears with regulated lateral and radial engagement clearances [20]. This article presents the results of a backlash-free worm gear research of increased wear resistance as applied to metal-cutting machines, where synchronization of the worm rotation and the wheel is required, including when reversing.
As [21, 22] stated, one of the leading research goals of mechanical transmissions is developing a three-dimensional working model for studying the geometry for evaluating the ratios of many tooth geometric parameters and visual identification. A method for creating a gearwheel using the composition of the designer’s toolkit should include and worm gearing three-dimensional model in the corresponding integrated CAD systems [23]. The performance of the worm gear also depends on the heat dissipation and the removal of wear products from the working area using liquid lubricants. In this regard, an interesting approach is presented in the work [24].
An analysis of the above works showed the directions to improve the performance criteria of the drive mechanisms for the rotary tables of metal cutting machines are associated with creating non-clearance engagement worm transmissions and improving their designs. A large reserve in improvement by searching for the optimal ratio of transmission parameters to maximize the effective operation of machine tools equipment can be achieved.
Based on the analysis of the problem under consideration, to increase the efficiency of machine tools with rotary tables, we formulate the following research goal:
To develop a procedure for finding the optimal design of a worm gear with increased wear resistance for a rotary table of a machine tool by determining the optimal ratio of the engagement parameters of this gear.
For achieving this goal, the following tasks have been proposed:
-
1.
To develop three-dimensional models of the rotary table with the non-clearance engagement of the machine in CAD KOMPAS-3D.
-
2.
Investigate the influence of the input parameters of the worm gear and determine their optimal ratio in terms of the criterion of maximum wear resistance.
3 Research Methodology
Let us consider designing a specialized multioperational CNC machine of the second standard size, milling-drilling-boring type based on the MC200PF4 model. The machine for processing complex housing parts by various cutting methods is intended: milling, drilling, countersinking, and reaming.
The rotary controlled table in the form of an independent unit mounted on the machine table in two positions with horizontal and vertical axes, depending on the surface location is made.
In CAD KOMPAS [7], the 3D model of a rotary table, consisting of more than 300 parts, is built (Fig. 1). When building the model, a specialized application “Shafts and mechanical transmissions-3D” embedded into the system was used [7]. The computer-aided design system with applications allows implementation of collective end-to-end 3D-design of products for various purposes [25]. With its help, the whole range of necessary work is carried out from the initial three-dimensional preparation of the idea of a new design of the rotary table and detailed modeling of the final product to the automatic creation of documentation and drawings.

A three-dimensional model of a rotary table with a faceplate: a – general view without housing; b – the cross-section.
Zeroing of the side clearances in the worm gearing is possible by displacing the worm in a direction parallel to the axis of the worm wheel, Fig. 2a; b.
For realizing this attempt, in the rotary table, on the housing of which there is a faceplate with a worm wheel fixed on it (the teeth of which engagement with the worm threads), the possibility of a downward shift in sliding supports is realized (Fig. 2b).

Antibacklash worm gearing: a – 3D model; b – design scheme.
The shift by the number of clearances in engagement and fixation in this position by springs and clamping screws is carried out. In this case, the engagement of the threads of the worm with the teeth of the worm wheel will be backlash-free for any amount of wear of the threads and teeth, as well as during reverse. In this case, both sides of the worm thread will simultaneously contact the surfaces of two adjacent teeth of the worm wheel.
For determining the forces acting on the worm, the situation is considered when (at a specific direction of the circumferential force on the worm \({F}_{t1}\), N), it will tend to return to an unbiased position. The forces of the springs \({F}_{s}\) (N) from the equilibrium condition of the system of forces are calculated and shown in Fig. 2b.
By the condition of the balance of forces: \(2{F}_{s}+G={F}_{t1}\):
where \(G\) – the weight of the worm shaft assembly, kg.
After transformations, we get the minimum value of the spring force \({F}_{s}\) (N) required to create a backlash-free engagement:
-
where \({d}_{2}=m\cdot {z}_{2}\) is the pitch diameter of the worm wheel, m; \(\gamma =arctg\left({z}_{1}/q\right)\) – pitch angle of the worm threads, degrees;
-
\({\varphi }^{^{\prime}}\) – the reduced angle of friction in engagement, deg.
-
\(q\) – the coefficient of the worm diameter;
-
\({T}_{2}\) – torque on the wheel shaft, N m.
It should be noted that when deriving relation (1), an approximate version of calculating the efficiency of a worm pair was used: \(\eta \approx tg\gamma /tg(\gamma +{\varphi }^{^{\prime}}).\)
4 Result
The existing standards defining the parameters of the worm gearing for cylindrical worms ZA, Z1, ZN are invariant concerning operating conditions: load mode, and required resource. It means that the choice of the main parameters of the worm gear (WG) is carried out according to uniform recommendations [20].
At the same time, the difference in the service life – long-term or short-term, like the loading T2 (N·m) \({T}_{2}=const\) or \({T}_{2}=var\) in the requirements for dimensions, and thermal conditions, with the same parameter sets, will lead to different results according to the performance criteria of the worm gear.
Optimization of the worm gear design with a cylindrical worm according to the criterion of wear resistance \(J\) is a multivariate task. As the variables to be optimized: the main parameters of the engagement: the number of worms turns \({z}_{1},\) the number of worm wheel teeth \({z}_{2}\), and worm diameter factor \(q\) (the quotient of reference diameter to the axial module) are considered.
In this article, the criterion is quantitatively assessed not by its absolute value but in a comparative aspect − with various combinations of parameters \([{z}_{1},{z}_{2},q]\). For this reason, a calculation method is adopted here [18], where the wear rate \(J\) (N/s) has a linear dependence on the specific load along the contact line of the working surfaces and the speed of their sliding:
-
where \(K=const\) − coefficient of materials wear;
-
\({p}_{n}\) − specific load distributed along the contact line, N/mm;
-
\({V}_{S}\) − the rubbing speed of the worm thread, m/s.
Expanded expressions for the parameters on the right side of Eq. (2):
-
where \({l}_{\Sigma }\approx \mathrm{1,3}\cdot {d}_{1}/\mathit{cos}{\gamma }_{W}\) − minimum total length of contact lines, mm;
-
\({F}_{n}=(2\cdot {T}_{2}/{d}_{2})/(\mathit{cos}{\alpha }_{n}\cdot \mathit{cos}{\gamma }_{W})\) − normal force in the engagement of the worm threads with the teeth of the worm wheel, N.
-
\({V}_{S}={\omega }_{1}\cdot {d}_{1}/(2\cdot \mathit{cos}{\gamma }_{W})\) − rubbing speed of the worm threads, m/s.
We introduce new variables: \(y=q/{z}_{2}\) and \(s=q/{z}_{1}\), which will allow the three-parameter function \(J=J({z}_{1},{z}_{2},q)\) to be replaced by a two-parameter one \(J=J(y,s)\).
After substituting these ratios into Eq. (2) after accounting for \({a}_{w}=f\left({z}_{2},q,{T}_{2}\right)\), we obtain a calculation formula for the wear rate \(J,\) which will be a two-parameter objective function of optimization by the wear resistance criterion:
here \(C=\frac{{K}_{H}}{2.6\cdot \mathit{cos}{\alpha }_{n}}\cdot \frac{{T}_{2}\cdot {\omega }_{1}}{{a}_{W}}=const,\) since we are considering worm gears of the same dimensions \(({a}_{W}=const),\) load level \(({T}_{2}=const)\) and initial kinematics \(({\omega }_{1}=const).\)
Thus, the task is reduced to the fulfillment of the condition: \(J(y,s)=min.\)
To minimize a function of two variables \(J(y,s)\), we will use the Lagrange multiplier method to optimize two-parameter functions. The equation of connection \(g = g\left(y,s\right) = 0\) between the optimization parameters \(y\) and \(s\) based on the following relationships are obtained:
Whence it follows that:
Lagrange function \(L=L(s,y)\): \(L=J+\lambda \cdot g,\)
after substitution in it \(L\) and \(g\) from formulas (3) and (4), takes the form:
here \(\lambda \) − the unknown constant of the Lagrange function.
According to the Lagrange method, we compose a system of three equations:
In expanded form, system (6) will be written as follows:
As a result of solving the system of Eqs. (7), the optimal value of one of the varied parameters was obtained:
(the second root for \(y\) having a minus sign in front of the root is discarded since, for any gear ratios, it gives deliberately unacceptable values concerning power worm gears).
Another variable parameter − \(s\) is obtained using the constraint Eq. (4)
The objective function \(J(s)\) graph and graphical dependence of the variable parameter \(y\) on the gear ratio \(u\): \(y=y\left(u\right)\) – formula (9) is shown in Fig. 3. The function \(s=s\left(u\right)\) is easy to construct from the obtained values \(y\) using the constraint equation \(s=u\cdot y\) or directly from the formula (10).
For the convenience of calculating values \(y\) at different gear ratios, the graph \(y=y(u)\) (Fig. 3) is approximated by a power law: \(y(u)\approx 1.05\cdot {u}^{-0.69},\) wherein approximation error less than 1%. The numerical values of the parameters according to the criterion of working capacity are systematized in Table 1.

Objective function: Curve notation.1: \(u=8;\) 2: \(u=20;\) 3: \(u=40;\) 4: \(u=63\).
5 Conclusion
Thus, the modernized design of the rotary table of metal-cutting machine tools of the boring-milling-boring type using a backlash-free worm gear is proposed. A schematic diagram of a worm gear with a gap compensation mechanism when operating in the form of spring-loaded sliding bearings has been developed.
A three-dimensional model of the assembly rotary table structure of the machine was built using the specialized application “Shafts and mechanical transmissions-3D” in CAD KOMPAS-3D. The efforts required to create a guaranteed hard contact have been determined.
The problem is formulated, and a mathematical model for optimizing the design of the worm gear elements by the criterion of wear resistance is built. The efficiency of representing this problem as a two-parameter task is shown by introducing derivatives of variables and solving it using Lagrange multipliers.
The research of the transmission's main parameters influence on the level of wear resistance was carried out. It is shown that the optimal values of the worm diameter coefficient at which the minimum wear rate is ensured. The condition of sufficient rigidity of the worm shaft is considered as a limitation.
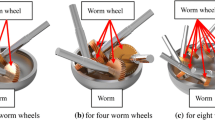
The optimal values of the worm diameter coefficient \(q\) (and hence associated with it \({z}_{1}\) and \({z}_{2}\)), at which the minimum intensity of wear \(J=min\) is ensured, have been determined. The minimum is reached for small gear ratios \(u\approx 8...10\), which corresponds to worms (\({z}_{1}=4\)).
The development of research in optimizing the worm gearing wear rate assumed in the direction of creating such a backlash-free worm engagement, in which the gap compensation will be carried out by compressing the springs and using sliding bearings of a new design.
References
Brecher, C., Fey, M., Daniels, M.: Modeling of position-, tool- and workpiece-dependent milling machine dynamics. High Sped Mach. 2, 15–25 (2016)
Li, J., Song, Y., Liu, Y.: Development of post-processing system for three types of five-axis machine tools based on solid model. In: Proceedings of the ASME 2017 12th International Manufacturing Science and Engineering Conference collocated with the JSME/ASME 2017 6th International Conference on Materials and Processing, vol. 3: Manufacturing Equipment and Systems, Los Angeles, California, USA , pp. 118–132 (2017). https://doi.org/10.1115/MSEC2017-2665
Krol, O., Sokolov, V.: Parametric modeling of transverse layout for machine tool gearboxes. In: Gapiński, B., Szostak, M., Ivanov, V. (eds.) MANUFACTURING 2019. LNME, pp. 122–130. Springer, Cham (2019). https://doi.org/10.1007/978-3-030-16943-5_11
Kong, J., Cheng, X.: Modal analysis of CNC lathe’s spindle based on finite element. Adv. Eng. Res. 148, 318–321 (2017)
Rogovyi, A., Korohodskyi, V., Medvediev, Y.: Influence Bingham fluid Viscosity on energy perfomances of a vortex chamber pumb. Energy 218, 119432 (2021). https://doi.org/10.1016/j.energy.2020.119432
Dassanayake, M., Tsutsumi, M.: High perfomance rotary table for machine tool applications. Int. J. Autom. Technol. 1, 343–347 (2009)
Krol, O., Sokolov, V.: 3D modelling of angular spindle’s head for machining centre. J. Phys. Conf. Ser. 1278, 012002 (2019). https://doi.org/10.1088/1742-6596/1278/1/012002
Bass, D., Riedl, R., Slagle, N.: 4th and 5th Axis Rotary Table. Mechanical Engineering Department. Polytechnic State University, San Luis Obispo, California (2016)
Mauro, G.: Anti-Backlach Mechanism for a Rotary Stage. US Patent 6,016,716A (1996).
Malashchenko, V., Strilets, O., Strilets, V., Kłysz, S.: Investigation of the energy effectiveness of multistage differential gears when the speed is changed by the carrier. Diagnostyka 20(4), 57–64 (2019). https://doi.org/10.29354/diag/112397
Syzyi, Y., Ushakov, O., Slipchenko, S., Basova, Y., Ivanova, M.: Simulation of the contact temperature in the cylindrical plunge grinding process. Diagnostyka 21(2), 77–86 (2020)
Krivosheya, A.V., Voznyy, V.V., Melnyk, V.E.: Analysis of the gear tooth gearing by the module m = 2.625 mm of hydraulic pumps. J. Eng. Sci. 4(1), A11–A15 (2017). https://doi.org/10.21272/jes.2017.4(1).a2
Babak, V.P., Bilchuk, Y.Y., Shchepetov, V.V.: Increased wear coatings due intrastructural self-correction. J. Eng. Sci. 6(1), C11–C15 (2019). https://doi.org/10.21272/jes.2019.6(1).c3
Kozłowski, T., Błażej, R., Sawicki, M., Kirjanów, A., Konieczna, M.: Automatic analysis of themrograms as a means for estimating technical of a gear system. Diagnostyka 17(2), 43–48 (2016)
Józwik, J., Czwarnowski, M.: Angular positioning accuracy of rotary table and repeatability of five-axis machining center DMU 65 monoblock. Adv. Sci. Technol. Res. J. 9(28), 89–95 (2015)
Józwik, J., Kuric, I., Łukaszewicz, A.: Analysis of the table motion of a 3-axis CNC milling machine tool at start-up and braking. In: Tonkonogyi, V., et al. (eds.) InterPartner 2019. LNME, pp. 108–117. Springer, Cham (2020). https://doi.org/10.1007/978-3-030-40724-7_11
Oborskyi, G., Orgiyan, A., Tonkonogyi, V., Aymen, A., Balaniuk, A.: Study of dynamic impacts at combined operations of the thin turning and boring. In: Tonkonogyi, V., et al. (eds.) InterPartner 2019. LNME, pp. 226–235. Springer, Cham (2020). https://doi.org/10.1007/978-3-030-40724-7_23
Błażej, R., Sawicki, M., Konieczna, M., Kozłowski, T., Kirjanów, A.: Automatic analysis of thermograms as a means for estimating technical of a gear system. Diagnostyka 17(2), 43–48 (2016)
Marshek, K.M.: Design of Machine and structural parts. Amazon Publishing, Seatle (1987)
Litvin, F.L., Qi, F., Fuentes, A.: Computerized Design, Generation, Simulation of Meshing and Contact of Face-Milled Formate Cut Spiral Bevel Gears. NASA/CR (2001)
Bjionowski, B.: A practical approach for modelling a bevel gear. Geartechnology March/April, 68–75 (2015)
Pavlenko, I., Neamtu, C., Verbovyi, A., Pitel, J., Ivanov, V., Pop, G.: Using computer modeling and artificial neural networks for ensuring the vibration reliability of rotors. CEUR Workshop Proc. 2353, 702–716 (2019)
Ivanov, V., Dehtiarov, I., Pavlenko, I., Liaposhchenko, O., Zaloga, V.: Parametric optimization of fixtures for multiaxis machining of parts. In: Hamrol, A., Kujawińska, A., Barraza, M.F.S. (eds.) MANUFACTURING 2019. LNME, pp. 335–347. Springer, Cham (2019). https://doi.org/10.1007/978-3-030-18789-7_28
Rogovyi, A., Khovanskyi, S., Hrechka, I., Gaydamaka, A.: Studies of the swirling submerged flow through a confuser. In: Ivanov, V., Pavlenko, I., Liaposhchenko, O., Machado, J., Edl, M. (eds.) DSMIE 2020. LNME, pp. 85–94. Springer, Cham (2020). https://doi.org/10.1007/978-3-030-50491-5_9
Dervoort, W.H.: Modern Machine Shop Tools, Their Construction, Operation and Manipulation, Including Both Hand and machine Tools. Creative Media Parthners, London (2018)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Krol, O., Sokolov, V. (2022). Optimal Choice of Worm Gearing Design with Increased Wear Resistance for Machine’s Rotary Table. In: Tonkonogyi, V., Ivanov, V., Trojanowska, J., Oborskyi, G., Pavlenko, I. (eds) Advanced Manufacturing Processes III. InterPartner 2021. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-91327-4_1
Download citation
DOI: https://doi.org/10.1007/978-3-030-91327-4_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-91326-7
Online ISBN: 978-3-030-91327-4
eBook Packages: EngineeringEngineering (R0)