
Abstract
The packaging is responsible for the production of a great amount of waste in the world. Every product comes with different levels of packaging to protect the product during shipping, store the content in the warehouse, and show the product to customers in retail shops. Therefore, the designer of packaging is more and more involved in a responsible analysis while defining the package configurations for a product. This paper proposes an approach to support the packaging configurations considering life cycle data, analytical structural analysis, and parametric cost modeling. Rules, formulas, and specific standards are formalized into a Knowledge Base. As a case study, the methodological approach has been applied to design the packaging of a household appliance. The results show the possibility to reduce the cost and environmental impacts of packaging by a responsible approach.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The main function of the packaging is to protect the product during the different transportation phases. Packaging should have characteristics that add convenience in distribution, handling, stacking, using, reusing, recycling, and ease of disposal [1]. Globalization and worldwide market have been increasing the need for good transportation between the different actors in the production chain, producers, customers, and end-users [2]. In the pre-and post-consumer logistics activities, the packaging is considering one of the principal sources of consumption and environmental impact [3]. In the traditional packaging, the main materials employed are corrugated paper board [4], card, wood, and plastics such as polyurethane (EPU), polyethylene (EPE), polypropylene (EPP), and expanded polystyrene (EPS) [5]. Paper and corrugated boards are among the most widely used materials in the packaging [6, 7]. Corrugated board boxes are used to protect products against damage that may arise from handling, transportation, storage, hazards, and environmental conditions [8]. For the interior parts packaging, considering the need to have lightweight, easy manufacturability, and cushioning properties that guarantee good energy absorption, the EPS is the most used material [9]. The packaging configurations with corrugated board boxes and interiors in EPS are widely applied in hi-tech products to reduce damage related during the transportation phase as vibration and impacts [10]. In the scientific literature, there are various studies that investigate non-fossil-origin materials to find alternative solutions to EPS. In Europe, the design of packaging must consider the directives provided by the European Commission (EC). These EC directives have the target of achieving a market where all plastic placed is either reusable or recyclable in a cost-effective manner by 2030 [11]. Even if a lot of plastics used in the packaging of consumer goods are recyclable, an approach based on responsible design is suitable to achieve a higher reduction of environmental impacts [12]. In the literature, responsible design activities for packaging are most focused on the selection and testing of environmental-friendly materials. In this context, a specific normative has been also provided in Europe for testing the packaging recoverable through composting and biodegradation [7]. As discussed by Tencati et al. [3], it is important to adopt solutions that aim at improving the packaging design by minimizing the relative environmental impacts with a life cycle perspective. Several scholars adopt the Life Cycle Assessment (LCA) method to support the Design for the Environment activities. However, these LCA-based approaches do not propose design support in the sizing and configuration of new packaging solutions. To overcome the highlighted limits, the paper proposes an approach to configure the scheme of packaging evaluating cost, environmental impacts, and structural behavior during the conceptual phase. The outcome method is a tool to support the engineer in the responsible design of the packaging. The remainder of the paper describes the research approach in Sect. 2. A test case with results is reported in Sect. 3 to validate the proposed approach. Finally, Sect. 4 shows discussions and conclusions.
2 Materials and Method

The proposed design approach.
The definition of the early packaging configuration implies the definition of the primary product protection, the cushioning selection, the pallet for the logistics scheme, etc. After this level of analysis, the second step regards the analytical analysis of three important characteristics such as structural behavior, cost, and environmental impacts.
The approach aims at optimizing the main analytical parameters related to the objectives that maximize the structural performance and the reduction of cost and environmental impacts Fig. 1. The next design phase regards the validation of the packaging study. After that, there is the phase of the details design called Modeling. Here the packaging is modeled using a 3D CAD tool before realizing the prototype for the final test phase.
2.1 Structural Study
The structural analysis regards the study of the external cardboard box and the interior parts with cushioning properties. The cardboard box [13] has been verified considering the analytical calculation of the Box Compression Test (BCT), which has been defined by the McKee test [14]. The BCT test includes the calculation of Edge Crush Test (ECT), which is a test method used to measure the cross-direction crushing of a sample of corrugated board. The simplified form of the McKee formula (1) is most used by practitioners.
BCT is specific test for the corrugated board to obtain data and information on the ability of a board configuration to resist crushing. The ECT resistance (2) is expressed in kilonewtons per meter, and it is calculated by the following equation where F is the maximum force (measured in newtons).
The interior parts of the packaging increase the level of product protection during the transportation and handling phases. EPS parts are very common cushioning materials in packaging. The design of a cushioning part is related to the fragility rating, represented by the Fragility factor. The Fragility factor (G) is evaluated by analyzing the deformation energy related to a drop. Equation 3 describes how the Fragility factor is defined. While the terms a and g represent the deformation and gravity accelerations (m/s2), the terms h and d represent the drop height and the deformation value (mm).
In the literature, medium electronic appliances are considered moderately fragile with an average Fragility factor of about 80–120 G’s. In this study, 115 G’s has been considered as a Fragility factor for cooker hoods. As a check, the ultimate tensile stress of the cushioning material (σmax, MPa) has been compared in (4) with the maximum stress achieved after a drop considering the Fragility factor of the product. The stress calculated in (4) considers the total mass of the packaging (m, kg), the gravity acceleration (g, m/s2), the contact area (A, m2), and the Fragility factor (G).
After this verification, the Fragility factor has been used for sizing the minimum thickness of the cushioning material. The minimum thickness (s, m) has been evaluated by the maximum deformation after a drop. This value is calculated considering Eq. (5).
This equation derives from Eq. (3), but it includes the buffer factor (C) which has been added to considers the compressibility of the cushioning material. The buffer factor is a value between 2.5 and 3.5 for EPS packaging. In this study, the buffer factor is 3.5 and the drop height is 0,8 m.
3 Test Case
To investigate the packaging redesigning process and shows the advantages of proposed methodology, hood family (vertical hoods, specifically, a series of hoods with the same external shape) were selected. The starting scheme of hood packaging is described in Fig. 2. The external part of packaging is a corrugated board. The internal parts consist of four lateral heads (2), one package base (1) in EPS, one corrugated board U-bar for the chimney protection (5).

Starting packaging used for a standard vertical cooker hood.
Test case study includes three different models. The first model, called Case A, is the reference and current packaging. Case B and Case C have been analyzed to demonstrate the advantages of the proposed methodology. These two cases regard the redesigning of the EPS base to measure the advantages (if any). Since each cooker hood belongs to a product family, each packaging structure has been analyzed for two deferment sizes: 60 cm and 90 cm, the length of the product. Figure 3 describes the geometry of the EPS base used in the packaging model called Case A. This model is the reference packaging already described in Fig. 2. The main components of this packaging consist of an EPS base (Fig. 3), four cardboard lateral heads (Fig. 2), and an external cardboard box.

The EPS base analyzed in Case A for the sizes 60 cm (on the left) and 90 cm (on the right).
Figure 4 shows the EPS base redesigned for the model Case B. Even if the maximum dimensions on the base plan XY are the same, the vertical geometry related to the Case B model is different. The objective of this redesign is to eliminate the employment of the four lateral heads made in cardboard. This EPS base also shows a simplified geometry that reduces undercuts improving the positioning and fixing of the product. The advantages of this EPS model are the reduction of cardboard material and the use of the same sizing for the external box.

The EPS base analyzed in Case B for the sizes 60 cm (on the left) and 90 cm (on the right).
The 60-cm base achieves a weight of 336 g (before it was 272 g). The 90-cm base achieves a weight of 516 g (before it was 396 g). This third case (Case C) shows a complete redesign of the packaging base, substituted with a molded pulp solution to optimize environmental impacts and cost. One of the advantages of this solution is the elimination of EPS parts, about 40% of the total cost. On the other hand, molded pulp is a recycled material and comes from the waste of paper, carton boards, etc. This recycled material also shows properties such as high recyclability and several times, acceptable mechanical properties, and the possibility to be molded in different shapes (Fig. 5).

The redesigned packaging base in molded pulp (Case C) for the 60-cm size.
3.1 Results
For the structural behavior, according to UNI EN ISO 4180:2010 and ISTA (International Safe Transit Association), three different tests have been performed on physical prototypes. These tests are stacking/compression (evaluated by BCT), fall test, and vibration test (UNI EN ISO 2233:2001). Table 1 shows the results of these packaging tests. The value of BCT was obtained according to standard FEFCO N° 50. This value indicates the maximum vertical load expressed in kilograms for cardboard. The Fall test has been carried out according to ISO 2248:1985 standard. Each model passed the fall and vibration test. Moreover, the achieved BCT value was similar for each model. The BCT values are close because the box dimension is the same and only a little difference in the cardboard composition has been applied in each model.
A life cycle approach has been used to evaluate the environmental impacts and estimate the packaging cost. The functional unit used in the LCA study is “to protect the product”. In particular, the analyzed protection of cooker hoods is complied with EN and ISO standard. Considering the aim of the study, the system boundaries include the production of raw material, all transport of material and components, and the process for the realization of the packaging component [15]. The end of life has not been considered.
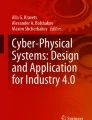
The primary data has been collected through measurements and surveys with experts, the secondary data has been retrieved from the literature and LCA databases such as Ecoinvent. Table 2 reports the flows related to the different packaging models. Each model has a similar external cardboard box but a different interior base. The method ReCiPe 2016 mid-point - Hierarchist (H) version has been chosen and used to assess the environmental impacts. The assessment (Fig. 6) shows the greater impact contribution of the starting packaging model over the redesign models (B and C) in all categories. Moreover, Case C shows a reduction of environmental impacts. The average reduction is about 10% in each category.
The redesign of the packaging base described in Case B and C reduces the use of EPS materials and avoids the employment of the four lateral heads. Moreover, the proposed solutions also achieve the same mechanical performance as the reference model (Case A). These solutions show a cost reduction of 6,7% for Case B and 17% for Case C (Table 2).

The comparison of the three model of packaging in terms of ReCiPe characterization.
4 Conclusion
This paper proposed a study, development, and application of a methodological approach to support the sustainable design of packaging for household appliances. The aim of this approach is to fill the distance between the eco-design guidelines and the packaging requirements. The final objective is to reduce the environmental impacts by introducing a new design method, new shape, new material.
This paper compares three packaging solutions for cooker hoods in terms of environmental impacts, cost, and structural behavior. While structural testing has been performed on physical prototypes, LCA and LCC studies have been carried out using life cycle tools. Before the physical prototyping, the BCT values have been estimated using an analytical approach. Focusing on the proposed test case, two solutions of packaging have been proposed. These solutions achieve the same level of the structural behavior of the reference model (Case A); however, Case B and C show some advantages in terms of environmental impacts and cost reduction. The results described in this paper may be used by appliances manufacturers to improve performances and design solutions of their different packaging.
References
Fadiji, T., Coetzee, C.J., Berry, T.M., Opara, U.L.: Investigating the role of geometrical configurations of ventilated fresh produce packaging to improve the mechanical strength – Experimental and numerical approaches. J. Food Packag. Shelf Life 20, 100312 (2019)
Reuters: Alibaba’s Singles’ Day Sales Smash Record With $25 Billion Haul. http://fortune.com/2017/11/11/china-singlesday-alibaba-2/. Accessed 25 Jan 2021
Tencati, A., Pogutz, S., Moda, B., Brambilla, M., Cacia, C.: Prevention policies addressing packaging and packaging waste: some emerging trends. Waste Manage. 56, 35–45 (2016)
Chen, J., Zhang, Y., Sun, J.: An overview of the reducing principle of design of corrugated box used in goods packaging. Procedia Environ. Sci. 10, 992–998 (2011)
Landi, D., Postacchini, L., Cicconi, P., Ciarapica, F.E., Germani, M.: Study and design of sustainable packaging for household hoods. In: Proceedings of the ASME Design Engineering Technical Conference (2018)
Zaheer, M., Awais, M., Rautkari, L., Sorvari, J.: Finite element analysis of paperboard package under compressional load. Procedia Manufact. 17, 1162–1170 (2018)
Eriksson, D., Korin, C., Thuvander, F.: Damage to carton board packages subjected to concentrated loads. In: 19th IAPRI World Conference on Packaging, pp. 172–182 (2014)
Navaranjan, N., Johnson, B.: Modelling and experimental study of creep behaviour of corrugated paperboard. In: 60th Appita Annual Conference and Exhibition, pp. 43–50, Melbourne, Australia (2006)
Ling, C., Cardiff, P., Gilchrist, M.D.: Mechanical behaviour of EPS foam under combined compression-shear loading. Mater. Today Commun. 16, 339–352 (2018)
Kun, G., Xi, W.: Design and analysis of cushioning packaging for home appliances. Procedia Eng. 174, 904–909 (2017)
EC 2018: A European strategy for plastic in a circular economy (2018). http://ec.europa.eu/environment/circular-economy/pdf/plastics-strategy.pdf
Landi, D., Cicconi, P., Germani, M.: Analyzing the environmental sustainability of packaging for household appliances: a test case. Procedia CIRP 90, 355–360 (2020)
ISO 3037:2013: Corrugated fibreboard —Determination of edgewise crush resistance (unwaxed edge method)
McKee, R.C., Gander, J.W., Wachuta, J.R.: Compression strength formula for corrugated boxes. Paperboard Packag. 48(8), 149–159 (1963)
Wikström, F., Williams, H., Verghese, K.: The influence of packaging attributes on consumer behaviour in food-packaging life cycle assessment studies - a neglected topic. J. Clean. Prod. 73, 100–108 (2014)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Landi, D., Cicconi, P. (2022). An Approach for the Responsible Design of the Packaging Employed in Household Appliances. In: Rizzi, C., Campana, F., Bici, M., Gherardini, F., Ingrassia, T., Cicconi, P. (eds) Design Tools and Methods in Industrial Engineering II. ADM 2021. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-91234-5_39
Download citation
DOI: https://doi.org/10.1007/978-3-030-91234-5_39
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-91233-8
Online ISBN: 978-3-030-91234-5
eBook Packages: EngineeringEngineering (R0)