
Abstract
This paper describes the evaluation of thermal deformation of the CFRP-aluminum fastening structure using stereo DIC (stereo digital image correlation). This structure is used at the FOB (Fixed Optical Bench) of the astronomical satellite “ASTRO-H.” The fastening structure is heated up with a self-made thermostat, and the in-plane displacements on the three-dimensional surface of it are measured using stereo DIC. Then, the strains are evaluated and the results are compared with those obtained by FEM. By comparing experimental results with those of finite element analysis, the finite element model is improved, then analysis of thermal deformation of the fastening structure is made more accurate and easily.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
5.1 Introduction
Space structures with observations such as artificial satellites require a highly accurate and large-scale structural system in order to suppress alignment errors in the orbit of observation equipment. Since space structures are often large, even minute errors can appear as serious measurement errors when measuring and observing objects, so high accuracy is required. However, these instruments are very costly to experiment on an actual scale; the validity of the analysis model is important. Alignment error factors after launch of thermal deformation are more dominant because artificial satellites orbit the near earth orbit and repeat shade and sunny.
The X-ray astronomical satellite “ASTRO-H” developed by JAXA is an artificial satellite that observes high-temperature, high-energy celestial bodies using X-ray telescopes and so on. Since the soft X-ray telescope mounted on this satellite has a long focal length of 5.6 m, the telescope and the X-ray imaging detector must be installed separately. To achieve this, FOB (Fixed Optical Bench) is installed. FOB is a truss structure that combines three plates, top, middle, and lower, with tubes made of CFRP [1, 2]. The three plates and tubes are connected by a member called a tube fitting made of aluminum alloy (Fig. 5.1). In order to prevent the FOB from expanding and contracting in the longitudinal direction and falling in the lateral direction due to heat input in the orbit, the CFRP of the tube has a devised fiber orientation so that the coefficient of thermal expansion is negative, by offsetting with the positive coefficient of thermal expansion of the tube fitting, the longitudinal direction of the FOB as a whole falls within the coefficient of thermal expansion of about 0.1 ppm or less. However, in a comparison between the thermal deformation measurement results and the analysis results of ASTRO-H conducted in 2012, a significant difference was found in the translational displacement of the top plate. The analysis error of the top plate on which the telescope is mounted causes misalignment of the optical axis of the telescope and the detector. Then, the cause was investigated for improvement, the analysis error of the truss part of the FOB that supports the top plate was considered. More detailed correlation of the model was needed.

Fixed optical bench [1]
Therefore, in this study, we focus more on the fastening part, by using the stereo image correlation method [3, 4], which enables non-contact and full-field measurement, thermal strain measurement on the three-dimensional surface of the fastening body of CFRP and aluminum alloy is performed. We aim to establish a thermal deformation analysis method for the fastening structure by correlating the model by comparing the experimental results with the finite element analysis.
5.2 Thermal Deformation Measurement Test Device
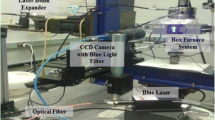
First, a thermostatic chamber is prepared for thermal deformation measurement. Figure 5.2a shows a schematic drawing of the thermostatic chamber and the experimental equipment. A silicon rubber heater is used for heating, and the temperature is controlled by voltage control using the slide trans RSA-10 of Tokyo Rikosha Co., Ltd. In addition, two fans are installed on the bottom of the thermostatic chamber to circulate the air and remove thermal fluctuations. The test piece is placed on a wooden table that stands directly above the heater. Furthermore, the surface temperature of the test piece is obtained by attaching a K-type thermocouple with Kempton tape and using the data logger TDS-530 manufactured by Tokyo Sokki Co., Ltd. In addition, ISTRA-4D manufactured by DANTEC DYNAMICS is used for displacement measurement.

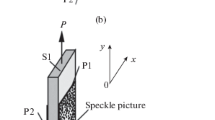
Thermal deformation measurement test: (a) test equipment, (b) shape of specimen, (c) thermocouple measurement positions
5.3 Thermal Deformation Measurement Test Method
The thermal deformation of the fastening structure test piece was measured, and the thermal deformation behavior of the fastening structure was investigated. As shown in Fig. 5.2b, the test piece consists of CFRP and A5056. CFRP is made by laminating 17 plain weave prepregs at 0/90 and molding at 130 °C. It has a cylindrical shape with a length of 120 mm, an outer diameter of 79.7 mm, and a thickness of 3 mm. The A5056 is a cylindrical one with a length of 60 mm, an outer diameter of 90 mm, and a thickness of 5 mm. They bonded with an epoxy adhesive Hysol EA 9396 and cured at room temperature. Therefore, the CFRP test piece is wrapped in A5056. The temperature condition was heating from room temperature to around 90 °C. Figure 5.2c shows the position where the thermocouple is attached, and the dotted line shows that it is inside the test piece.
5.4 Thermal Deformation Measurement Result
Figure 5.3 shows (a) x-direction displacements, (b) y-direction displacements, (cc) z-direction displacements, Fig. 5.4 shows (a) maximum principal strains, (b) minimum principal strains, (c) maximum shear strains, (d) principal directions. The temperature difference before and after deformation was 67.1 °C.

Displacement distribution: (a) x–direction, (b) y–direction, (c) z–direction

Strain distribution: (a) maximum principal strains, (b) minimum principal strains, (c) maximum shear strains, (d) principal directions
From Fig. 5.3, the displacement in the z direction increases toward the bottom of the test piece; the difference in the amount of deformation between CFRP and the aluminum alloy is noticeable. On the other hand, the amount of CFRP deformation is larger for the displacement in the x direction. Regarding the displacement in the y direction, there is no difference in the amount of deformation depending on the material, and the entire test piece is deformed uniformly. But since the displacement on the right side of the contour diagram is larger, it can be seen from the results in the x and y directions that the entire test piece is tilted. Furthermore, the y-direction displacement has the largest amount of deformation; it is considered that the y-direction deformation, that is, the axial deformation, is the most sensitive to the behavior of FOB. Next, from Fig. 5.4, the principal strain distribution shows some variations due to displacement measurement errors, but it is almost uniform in many parts. Regarding (a) maximum principal strain and (b) minimum principal strain, it can be seen that the strain distributions are clearly separated between the CFRP portion and the aluminum alloy portion. Next, (c) the maximum shear strain was initially thought to appear near the joint due to the difference in the amount of deformation of the two materials, but it did not appear in this test. The cause of this is thought to be the behavior of the adhesive. I would like to mention this in the future through comparison with analysis.
5.5 FEM Analysis of Fastening Structure
Next, in order to compare with the thermal deformation measurement, FEM analysis of the fastening structure was performed. The nonlinear general-purpose structural analysis program MARC/Mentat was used for the analysis. The analysis model is a 4-node quadrilateral element with 344 nodes and 300 elements, and is an axisymmetric solid model around the y - axis. In addition, the y-direction constraint shown in the figure is included as a constraint condition. The CFRP part was 120 mm long and 3 mm thick, the adhesive part was 60 mm long and 0.15 mm thick, and the A5056 part was 60 mm long and 5 mm thick. The temperature conditions are the same as in the experiments. A5056 and adhesives are defined as isotropic, and CFRP is defined as orthogonally anisotropic materials. The in-plane characteristics are provided by the ACM Engineering Department of Toray Industries, Inc., but the out-of-plane characteristics shown with asterisk (*) are the values estimated by the specimen provider because there are no actual measurement results.
Figure 5.5 shows the analysis results of (a) y-direction displacement and (b) z-direction displacement, (c) x-direction strain, (d) y-direction strain, and (e) z-direction strain. Since this result does not consider the temperature dependence of the material properties, it is considered that the analysis is not so accurate. Therefore, in the future, after measuring the material properties of each material and inputting the results, we plan to pick out the strain value of the part corresponding to the imaging surface of the actual thermal deformation measurement test and compare it with the actual experiment.

Distribution by FE: (a) y–direction, (b) z–direction, (c) x–direction, (d) y–direction, (e) z-direction
5.6 Conclusion
We aim to establish a thermal deformation analysis method for the fastening structure by correlating the model by comparing the experimental results with the finite element analysis. The thermal deformation of the fastening structure was measured, from the displacement distributions, it was shown that the entire test piece behaved as if it were tilted, and that the FOB behavior was highly sensitive to axial deformation. In addition, the strain distribution showed that the test piece was deformed almost uniformly, suggesting that the adhesive might have an effect on the fact that no shear strain appeared at the joint. We established an FEM analysis method for thermal deformation of the fastening structure using an axisymmetric model and examined a comparison method with the experimental results. In the future, we will conduct tensile tests and TMA tests of adhesives with the aim of analyzing the temperature dependence of each material property. After inputting those measurement results into FEM, model correlation will be performed.
References
Awaki, H., Ishida, M., Okajima, T.: X-ray optical system of “Hitomi” Satellite. Monthly Rep Astron. 112, 460–470 (2019)
Ishimura, K., Minesugi, K., Kawano, T., Wada, A., Ishida, M., Natsukari, C., Shoji, K., Tsushima, M., Ikeda, M., Omagari, K., Kumashita, K., Tachikawa, K., Abe, K., Kito, A., Iizuka, R.: Thermal deformation test of ASTRO-H precise large space structures. Lect Space Sci Technol Assoc. 2012, 56 (2012)
Yoneyama, S.: Basic principle of image correlation method and in-plane displacement and strain distribution measurement procedure. Japan Compos Mater Soc. 40, 135–145 (2014)
Yoneyama, S.: Displacement and strain measurement method for 2D and 3D surfaces using image correlation method. Japan Soc Plastic Processi. 55, 979–983 (2014)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Society for Experimental Mechanics, Inc.
About this paper

Cite this paper
Fuchigami, A., Yoneyama, S., Goto, K., Ishimura, K. (2022). Evaluation of Thermal Deformation of Fastening Structure of Carbon Fiber Reinforced Plastic and Aluminum Using Stereo Image Correlation. In: Kramer, S.L., Tighe, R., Lin, MT., Furlong, C., Hwang, CH. (eds) Thermomechanics & Infrared Imaging, Inverse Problem Methodologies, Mechanics of Additive & Advanced Manufactured Materials, and Advancements in Optical Methods & Digital Image Correlation, Volume 4. Conference Proceedings of the Society for Experimental Mechanics Series. Springer, Cham. https://doi.org/10.1007/978-3-030-86745-4_5
Download citation
DOI: https://doi.org/10.1007/978-3-030-86745-4_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-86744-7
Online ISBN: 978-3-030-86745-4
eBook Packages: EngineeringEngineering (R0)