
Abstract
The performed analysis of a large number of scientific studies in the field of building structures reinforcement with prestressed carbon composites showed this subject matter to be relevant, and the authors’ proposed solution allows for more efficient use of prestressed composites. The paper presents a new method of forming a composite where the pre-tension of a carbon unidirectional tape is applied The deformed surface state is determined by the correlation method of digital images. The stress-strain state of a carbon composite under a carbon tape prestressing and gradual removing of tensile stresses is studied. The results of the conducted research proved that the carbon tape pre-tensioning during the molding process can be successfully applied to increase the strength and deformation characteristics of carbon composites. The limited effectiveness of carbon composites use in the reinforcement of building structures associated with the perception of only temporary loads and deformation parameters of the material, can be expanded by using pre-tension of a carbon tape while creating a composite on the structure surface.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Carbon composite
- CFRP (Carbon Fiber Reinforced Plastic)
- Prestress
- Composite reinforcement
- Tensile strength
- Fiber tensile
- Stress-strain state
- Therma-threading
1 Introduction
Currently, the use of carbon composite materials in the reinforcement of building structures is widespread. Unidirectional carbon tapes with various surface densities are widely used for the composite reinforcement [1,2,3,4,5,6,7,8,9].
The traditional method of reinforcement consists of the reinforced element surface preparing and pasting the loaded sections with carbon composite. Cavities, chips, ulcers are filled with epoxy spackle and the surface is smoothed down. The tape is pre-wetted on both sides in a binder, placed on the structure and rolled out with a roller to remove excess glue and air. Due to this method of composite reinforcement the carbon tape retains its weaving shape at all stages of reinforcement: wetting, forming, rolling out and strength accumulating of the epoxy binder.
The test results comparison of carbon lamellas and carbon composite formed by the traditional method [10] showed that the decrease in strength and deformation characteristics depends on the structure of the composite. The plain weave type used in the production of the carbon tape bends strands of carbon fiber in the form of waves. In turn, carbon lamellas are produced by forming a composite by reinforcement with straight carbon strands extended immediately before forming. The given difference in the composite structure can reduce the modulus of elasticity by 2–3 times, and the strength by two times. The strength and deformation characteristics of carbon composites can be increased, the carbon tape pre-stressing being applied. The influence of pre-tensioning of carbon lamellas using various anchor systems is presented in [11,12,13,14].
The purpose of the work is to increase the strength and deformation characteristics of carbon composites by applying carbon tape pre-stress.
To achieve this goal, the main tasks of the study were set:
-
to determine the maximum level of the carbon tape pre-stress in order to perform the technological process of creating a composite;
-
to determine the residual stress in the carbon fiber after the strength of the binder is attained;
-
to investigate the stress-strain state of a carbon composite under carbon tape pre-stress and stepwise removal of tensile stresses.
2 Materials and Equipment
The authors used a Carbon Wrap® Tape 530/150 as reinforcement of composite. An innovative product is specially designed for reinforcement of ribbed floor slabs, T-beams of bridge spans with a small rib width, beam elements of frame structures, trusses and small-sized structures (Table 1).
The matrix of a composite is a two-component Epoxy binder CarbonWrap® Resin 530+ for the impregnation of external reinforcement systems with increased surface density of carbon filler (Table 2).
The use of the VIC-3D digital optical measurement system made it possible to obtain data on the sample surface displacements in three coordinate axes while loading [15].
The test bench for the carbon tape prestressing (Fig. 1) is made of two shafts for winding the carbon tape ends and a lever system for hitching weights, that does not change the prestressing value at the tape deformation (relaxation, straightening of the threads, slipping on the support or tightening). The choice of the loading system in the form of a lever and loads is based on the experience of experimenters describing the manual hydraulic system of the tape prestressing [14]. The described system did not maintain the required pressure during the composite forming process due to the carbon tape creeping.

Test stand
3 The Carbon Tape Structure in the Composite
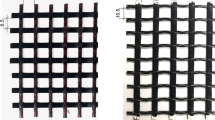
Images from an optical microscope of the carbon composite reinforcement among the weft threads allowed the tape structure evaluation. When the composite is made by the traditional method, the tape has curved carbon fibers (Fig. 2a). The method of tape prestressing allows us to straighten the carbon fibers in a strand (Fig. 2b), as well as to straighten the warp thread—the carbon strand i.e. therma-threading, the weft thread being bent.

The images from the carbon composite microscope among the weft therma-threadings: a without prestressing, b with prestressing
3.1 Preparation and Testing
A “load” moment perceived by the tensile force in the tape on the shoulder of the gripper shaft radius was transmitted to the movable gripper with the help of a lever system. The prestressing was performed by deadweights, that in turn prevented stress decreasing in the composite during relaxation (scutching, sliding on the canvas or tightening).
The strength of the epoxy binder being gained, stress relief, i.e. prestress removal from the carbon reinforcement of the composite was carried out in six stages, equal in value to the load.
Stereoscopic images of the carbon composite working zone were recorded in the process of relief. A speckle image is applied to the recording zone to determine the deformed state. Five stereoscopic images were taken at each stage of prestressing for data statistical processing. Image processing was carried out in the VIC-3D software product.
3.2 Results of Prestress Relief from Carbon Composite
The diagram of gradual prestress relief in the composite is shown in Fig. 3. Three broken lines are combined on the diagram: actual stresses—stresses in the composite reduced to a thickness of 0.6 mm, planned stresses—stresses at the stages of linear relief, stress difference—the broken line showing the percentage difference between the planned and actual stress reduction.

The diagram of prestress relief
In case of using the loads with a mass of 2 kg, there is a deviation of actual stresses by 50.8% from the planned stresses at the 5th stage and 29.3% one at the 4th stage. The given deviation is compensated when constructing the deformation diagram “σ–ε”.
The total length of the prestressed tape between the axes of the tensioning rolls was 1256 mm. The registration zone of deformations was 316 × 150 mm (Fig. 4) and it was located in the middle of the pre-tensioned tape. Therefore, the defined displacements along the X-axis are a half of the prestressed tape total displacements (Fig. 5).

Isofields of the X-axis values of carbon composite working zone with tape prestressing

Graphs: displacements along X-axis, difference of outermost strands displacements in absolute and relative values
The analysis of the obtained data on the absolute displacement along the X-axis showed their unevenness between the outermost strands of the carbon tape, i.e. between the top and the bottom strands, the maximum value of 4.55% being determined at the 5th stage of relief (Fig. 3).
General Displacements
Figure 6 shows the patterns of longitudinal relative deformations in a carbon composite at all stages of prestress reduction.

Patterns of longitudinal relative deformations at prestress reduction stages. Line L0-L0—cross-section along the middle strand of carbon tape
Cyclic repetition of zones with maximum and minimum values of relative deformations with an approximately 115 mm pitch is observed in the images of longitudinal relative deformations (Fig. 6, stage 4) and the graph chart of longitudinal relative deformations distribution along the L0-L0 cross-section (Fig. 7) at the 4th stage of relief. The zones of about 50 mm wide run at 60° to the longitudinal axis of the carbon tape due to uneven reduction.

The graph chart of the distribution of longitudinal relative deformations along the L0-L0 cross-section at the 4th stage of prestress reduction
Figure 8 shows the distribution of longitudinal relative deformations along the L0-L0 cross-section at all stages of prestress reduction.

The graph chart of distribution of longitudinal relative deformations along L0-L0 cross-section at all stages of prestress reduction
To increase frequency of zones with the decrease in their width is observed in the images of longitudinal relative deformations at the 5th and the 6th stages of relief.
Statistical processing of longitudinal relative deformation data resulted in constructing a graph chart of the reduction in total carbon composite deformations (Fig. 9). The broken line of actual stresses is also duplicated in the graph chart. The bending shape of the broken stresses and deformations coincides. The stress graph is shown in a symmetrical form for clarity and logic of reducing both stresses and deformations during relieving.

The graph chart of total deformations
The stress-deformation “σ–ε” diagram while relieving (Fig. 10) is linear that reflects the elastic behavior of carbon reinforcement.

The diagram of “σ–ε” deformation while relieving in stages
Forming a carbon composite at pre-tensioning of the reinforcing material in the form of a unidirectional carbon tape allows straightening the carbon strands that wrap the adhesive therma-threadings. The shape of the carbon strand was not changing still being straight since the prestress relief was carried out after gaining the epoxy binder strength.
Carbon composite materials have long been used in the construction industry while designing new structures, as well as existing structures strengthening. As a result, the effectiveness of the composites in case of reinforcement was limited by the perceived stresses from the structure additional loading after reinforcement, i.e., the area of temporary loads. The use of carbon tape pre-stress when creating a composite on the structure surface allows creating the effective layered structures using the entire strength resource of carbon fiber.
4 Conclusions
-
1.
Being 17% of the ultimate stresses of the composite, the prestressing of the carbon tape at the level of 205.54 MPa technologically allows for the process of prestressing the dry tape saturating the tape with a binder and holding to the full strength of the matrix, without prestress reducing associated with ruptures of overstressed carbon fibers.
-
2.
The composite matrix from the “Resin 530” binder with an elasticity modulus of 638 MPa allows maintaining about 0.4% of the stress in the carbon tape from the prestressing level.
-
3.
The developed carbon tape prestressing method showed the displacements unevenness of the extreme strands of less than 4.55% of the total longitudinal displacements.
-
4.
Cyclicity and width of the zones of maximum and minimum relative deformations being revealed in the images of longitudinal deformations during relief are dependent on the level of prestress in the composite.
References
Klopotov AA, Kurgan KA, Ustinov AM, Potekaev AI, Tsvetkov NA (2020) Changes in the structure and the phase composition of austenite stainless steel under tensile loads and the dynamics of strain fields in welded joints at macro- and microlevels. AIP Conf Proc 2310:020149
Vlasov VA, Klopotov AA, Plyaskin AS, Ustinov AM, Savintceva ME (2020) Evaluation of strain-stress state of vertical tank reinforced by carbon tyre based on numerical researches in ANSYS PC. IOP Conf Ser Mater Sci Eng 911(1):012009
Ustinov AM, Klopotov AA, Potekaev AI, Volokitin OG, Vlasov YA (2020) Study of the elasto-plastic deformation of the steel/steel adhesive joint using digital image correlation method. Solid State Phenom 303:143–160
Shen Y, Lu S, Li F (2015) An experimental study on concrete flat slabs prestressed with carbon fibre reinforced polymer sheets. Hindawi Publishing Corporation. Adv Mater Sci Eng 2015:792320, 11
Yoshitake I, Tsuda H, Kim YJ, Hisabe N (2015) Effect of thermal distress on residual behavior of CFRP-strengthened steel beams including periodic unbounded zones. Polymers 7(11):2332–2343
Sweedan AMI, Alhadid MMA, El-Sawy KM (2016) Experimental study of the flexural response of steel beams strengthened with anchored hybrid composites. Thin-Walled Struct 99:1–11
Sargazi S, Narmashiri K (2015) Flexural strengthening of steel beams using end-anchored CFRP strips. Indian J Fundam Appl Life Sci 5(S1):3857–3864
Dawood M, Sumner E, Rizkalla S (2006) Strengthening steel bridges with new high modulus CFRP materials. In: Third international conference on bridge maintenance, safety and management (IABMAS’06), pp 1–8
Ghafoori E, Motavalli M (2015) Normal high and ultra-high modulus carbon fiber-reinforced polymer laminates for bonded and un-bonded strengthening of steel beams. Mater Des 67:232–243
Ustinov AM, Klopotov AA, Potekae AI, Abzaev JA, Plevkov VS (2018) izvasu 1(99):58–63
Siwowski T, Piątek B, Siwowska P, Wiater A (2020) Eng Struct 207:110266
Meier U (1995) Constr Build Mater 9(6):341–351
Hosseini A, Ghafoori E, Motavalli M, Nussbaumer A, Zhao X-L (2016) Stress analysis of unbonded and bonded prestressed CFRP-strengthened steel plates. In: Proceedings of the eighth international conference on Fibre-Reinforced Polymer (FRP) Composites in Civil Engineering (CICE 2016), 14–16 December 2016, Hong Kong, China (2016)
Shen Y, Lu S, Li F (2015) Hindawi Publishing Corporation. Adv Mater Sci Eng 2015:792320
Fedorov VS, Kopanitsa DG, Klopotov AA, Abzaev YuA, Ustinov AM et al (2017) J Constr Arch 2(61):79–97
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Plevkov, V., Ustinov, A., Plyaskin, A., Bunkov, V., Silman, Y. (2022). Composite Forming by the Method of Prestressing of Carbon Unidirectional Tape. In: Akimov, P., Vatin, N. (eds) Proceedings of FORM 2021. Lecture Notes in Civil Engineering, vol 170. Springer, Cham. https://doi.org/10.1007/978-3-030-79983-0_10
Download citation
DOI: https://doi.org/10.1007/978-3-030-79983-0_10
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-79982-3
Online ISBN: 978-3-030-79983-0
eBook Packages: EngineeringEngineering (R0)