
Abstract
Machining of composite materials still represents a challenge in terms of controlling the process, especially to eliminate or minimise damage to the machined workpiece. Numerical models represent a powerful tool, usually used to investigate and optimize the process. For this reason, an overview of the state of the art of numerical techniques for simulating machining of composite materials at a macro-scale and micro-scale level is provided. Models based on the finite element method and mesh-free methods are discussed; advantages and drawbacks are highlighted. Finally, current models’ ability to predict chip morphology, chip formation mechanisms, machining force and damages in the ma-chined workpiece is discussed.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

1 Introduction
Machining composite materials still represents a challenge in controlling the process, especially eliminating or minimising damage to the machined workpiece. Numerical models represent a powerful tool, usually used to investigate and optimize the process. For this reason, an overview of the state of the art of numerical techniques for simulating machining of composite materials at both macro-scale and micro-scale level is provided. Models based on the finite element method and mesh-free methods are discussed, together with the advantages and drawbacks. Finally, current models’ ability to predict chip morphology, chip formation mechanisms, machining force and damages in the machined workpiece is discussed.
The inhomogeneous and anisotropic nature of composite materials still represents a challenge in terms of machinability. Defects can arise during machining in each phase of the material. This involves the fibre, matrix, and fibre-matrix interface. The presence of such flaws can compromise surface integrity and lead to poor component in-service performance. The importance of minimizing or eliminating workpiece damage following machining has led industries and researchers to investigate these processes.
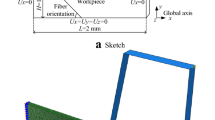
In the case of analysing conventional machining methods, processes such as drilling and milling represent complex operations. For instance, in the milling process, the local angle ϑ between the tool velocity vector and the fibre direction changes continuously during machining due to the tool revolution, as shown in Fig. 1, making the process challenging to investigate. Indeed, it has been observed that the chip formation mechanisms during machining of FRPs change depending on the fibre orientation, and so affecting the final quality of the component. In order to facilitate comprehension of events taking place during machining of FRPs and better understand the effect of fibre orientation, the following simplification is usually realised: a complex three-dimensional operation (e.g. milling) is downgraded to a multiple and simpler two-dimensional operation, which is represented by the study of the orthogonal cutting of FRPs for different fibre orientations [1].

Schematic of milling on FRP materials [1]
Experimental studies on machining of FRPs represent a fundamental step to assess the tool-workpiece interaction and the material deformation and failure under specified machining conditions. However, the experimental approach can be expensive because of the cost of the material itself and the availability of expensive equipment to obtain and analyse the information about the process. In addition, the equipment available and the current technology also determine the level at which it is possible to analyse the process, often representing a limit in the ability to obtain the required and desired information, in particular at a micro-scale level. For these reasons, predictive models could help to overcome some of the limits, even if they still require the necessary experimental tests for validation purposes and assessing their degree of reliability. Different approaches, encompassing analytical, empirical and numerical methods, have been utilised to investigate composite materials machining [2].
Analytical approaches are usually based on strong assumptions, limiting their application [3,4,5]. Material removal complexity, due to different phases with which different failure mechanisms are connected, and the fibre orientation’s strong influence is difficult to capture using an analytical model. Many parameters involved and the complexity of their interaction make the development of an analytical model very challenging. The analytical approach has proven to be incapable of considering this complexity; thus, a few models have been developed, which were mainly only able to predict cutting force and thrust force.
Empirical approaches require experimental calibration [6,7,8]. This restricts the application to the range used for calibration. In addition, only the cutting force and thrust force can be obtained.
In contrast to previous approaches, numerical models represent a powerful tool, able to analyse the process at different levels of complexity. They seem to be the most flexible tool for studying CFRP machining and can provide detailed information at different spatial levels (from macro-scale to micro-scale) that could be difficult to obtain using different approaches (experimental, analytical and empirical). An example is a study of bouncing back, which represents the elastic recovery experienced by the workpiece after machining. It is well known for affecting the thrust force and the actual depth of cut, and since it takes place at the micro-scale level, it is difficult to investigate experimentally. Despite the advantages offered by numerical models, they still require validation by means of experiments and eventually, experimental tests, to obtain the specific material data (e.g. fibre, matrix and fibre-matrix interface properties). For the reasons mentioned above, numerical models’ employment to investigate composite materials machining has become of fundamental importance.
The present chapter aims to provide an overview of the state of the art of numerical techniques for simulating machining of composite materials, and highlight advantages and drawbacks for each. Hence, this will provide a guideline for the model development, based on the information about the process of relevant interest to the user. A brief description of the chip formation mechanisms that occur when cutting FRPs is provided to facilitate the understanding of the simulation results.
2 Chip Formation Mechanisms of FRP Composites
The ability to interpret and understand results provided by numerical simulations and to improve current numerical models and techniques is strictly linked to the knowledge acquired about the process, derived from experiments. To this end, a brief description of the chip formation mechanisms when machining FRPs is provided in the present section.
Usually, orthogonal cutting is used to study the removal mechanisms when machining composite materials. Several chip formation mechanisms have been identified depending on fibre orientation (ϑ) and tool rake angle (α) [1, 9, 10], as shown in Fig. 2. For fibre orientation ϑ = 0° and a positive rake angle, the tool progression causes fibre-matrix interface damage with consequent fibre failure due to bending (Type I). For a negative rake angle, fibre failure due to buckling takes place (Type II). For 0° < ϑ < 75° and independently from the rake angle, the chip formation mechanism is caused by compression induced shear across the fibre axis, and shear fracture of the fibre-matrix interface along the fibre direction (Type III). The chip formation mechanism for 75° < ϑ < 90° is characterized by compression induced fracture perpendicular to the fibre axis, and interface fracture due to shear along with the fibre-matrix interface (Type IV). For ϑ > 90° the chip formation mechanism involves considerable out-of-plane displacement; intra-laminar shear at the fibre-matrix interface; and bending deformations due to compression exerted by the tool, which leads to fibre and matrix failure usually below the cutting plane (Type V).

Influence of fibre orientation and tool rake angle on the chip formation mechanisms [1]: a θ = 0° − α > 0°; b θ = 0° − α < 0°; c θ = 45° − α > 0°; d θ = 45° − α < 0°; e θ = 90° − α > 0°; f θ = 135° − α > 0°
The chip formation mechanisms described are typical of machining carried out using a sharp cutting edge (nose radius of a few micrometres). When machining with a round cutting edge, a different chip formation mechanism has been observed for ϑ = 90° [1, 11]; where the tool is not able to cut the fibre at the contact point, but it exerts compression loading on the sample causing fibre bending and failure below the cutting plane. When machining with a round cutting edge, it is possible to identify a part of the workpiece compressed under the tool. After the tool has passed, the material exhibits an elastic recovery. The amount of spring back the material undergoes is called bouncing back.
3 Classification of Numerical Modelling Techniques
Numerical modelling of a physical problem is composed of three main steps [12]: problem definition (idealisation and simplification of the problem); a mathematical model (definition of equations governing the problem); computer simulation (solving the mathematical model using numerical methods).
Different numerical methods have been implemented in simulations in order to predict tool-workpiece interaction, material deformation and failure, and machining force when machining FRPs. They can be mainly classified in the following categories:
-
Finite element method (FEM)
-
Mesh-free method (MM).
Mesh-free methods used so far in the literature for simulating machining of FRPs are smoothed particle hydrodynamics (SPH), the discrete element method (DEM) and the Galerkin method.
Independently on the numerical method chosen, it is possible to use three different approaches in order to model the composite material in a numerical analysis [2, 13]:
-
Macro-mechanical approach
-
Micro-mechanical approach
-
Meso-scale approach.
The macro-mechanical approach involves representing the composite workpiece as an equivalent homogeneous material (EHM), whose properties can be derived using the rule of mixtures [14] from the knowledge of matrix and fibre material properties. The macro-mechanical approach can provide general information on the chip formation mechanisms, damage, and machining force prediction [15,16,17,18].
In contrast, the microscopic or micro-mechanical approach accounts for each material phase separately [19,20,21]; thus enabling more detailed simulation and analysis of material deformation and defect formation during machining. The micromechanical model represents a powerful approach to analysing processes at the microscopic level. However, it is still computationally prohibitive for simulating machining operations involving multiple materials, such as drilling, where the EHM approach has been widely used [22,23,24]. This led several researchers to develop a mesoscale formulation [25,26,27]. Here, the microscopic model is implemented in the vicinity of the tool, while the EHM approach is used for the rest of the model to provide the necessary stiffness while minimising the computational cost. The advantage of using the mesoscale approach was highlighted in Rentsch et al.’s [28] work, where a comparison with the EHM approach was realized for the orthogonal cutting of UD-CFRP, as shown in Fig. 3. It was highlighted that the mesoscale approach provides further insight into the material removal mechanisms. It was used to investigate the matrix deformation and failure that plays a vital role in the material removal process.

Matrix damage distribution during orthogonal cutting of UD-CFRP for (left) the macroscopic approach; and (right) the mesoscale approach [28]. Reprint with kind permission from Elsevier—licence number 4587551218547
Material models and failure criteria implemented in simulations depend on the approach chosen (macro-mechanical or micro-mechanical); in fact, they have to represent the material phase for which they are used.
Numerical simulations developed so far mainly try to replicate the experimentally observed chip formation mechanisms and predict machining force and damages or defects in the workpiece after machining. The chosen approach (macro-mechanical or micro-mechanical) affects the level at which it is possible to analyse the process and information provided in the output. When machining FRPs, defects can arise at the macro-scale and the micro-scale level; they involve matrix cracking, matrix burning, fibre fracture, fibre pullout, fibre-matrix debonding and delamination [10, 29]. In particular, matrix burning takes place when the temperature during machining exceeds the glass transition temperature of the matrix; debonding represents the detachment between the fibre and the matrix within a single-ply; delamination represents the detachment between two consecutive plies, and fibre pullout takes place when a fibre is removed from the matrix leaving a void. Therefore, defects such as debonding and fibre pullout can be predicted and studied only when a micro-mechanical approach is used. Instead, defects such as delamination are usually studied using a macro-mechanical approach due to the larger amount of material involved (two or more plies).
When developing a numerical model, geometrical assumptions also affect the researchers’ ability to investigate the machining of FRPs. A two-dimensional model allows a reduction of the computational cost of the analysis. However, it does not permit reproducing out-of-plane failure mechanisms and the simulation of quasi-isotropic laminates, which are commonly used for structural applications in the industry [17]. Such limits can be overcome using a three-dimensional model, which also allows simulating complex machining operations, such as drilling and milling.
4 Finite Element Modelling When Cutting FRP Composites
The finite element method has been the first and the most employed method for simulating composite materials machining. The degree of the complexity of models has increased over the years thanks to the growing computational power of computers; and to the improvement of the experimental equipment available to study the process, which has become able to provide more information, e.g. at the micro-scale level that can be used for the models’ validation. An overview of models employing the finite element method is provided in the following.
4.1 Macro-Mechanical Approach
When the macro-mechanical approach is employed, an orthotropic homogeneous material with a pre-defined crack path allows several researchers to use the chip formation. Two fracture planes were considered by Arola et al. [30] as shown in Fig. 4, where the secondary shear plane was located ahead of the cutting tool at a distance equal to the mean primary fracture length.

Macro-mechanical finite element model implementing pre-defined fracture planes [30]. Reprint with kind permission from ASME
Fracture planes were modelled with double nodes initially bonded together in pairs. Debonding occurred when the fracture criterion, reported in Eq. 1, was satisfied.
The symbols \({\sigma }_{n}\), \({\tau }_{1}\) and \({\tau }_{2}\) represent the in-plane normal and shear stress across the interface and the transverse shear stress, respectively. Instead, \({\sigma }^{f}\), \({\tau }_{1}^{f}\) and \({\tau }_{2}^{f}\) are the in-plane normal and shear strength and the transverse shear strength (out of plane) of the composite material. When the failure criterion ratio f reached the unit value, the overlapping nodes underwent debonding.
A similar approach was used by Bhatnagar et al. [31] and Nayak [32], who developed two-dimensional simulations of orthogonal cutting on GFRP for fibre angles 0° ≤ ϑ ≤ 90°, where duplicate nodes were positioned along the trim plane. Unlike Arola et al.’s [24] model, where a pre-defined secondary shear plane was located ahead of the cutting tool, a contour plot of the Tsai-Hill failure criterion was used to visualise the crack propagation in the workpiece. Chip release took place where the Tsai-Hill contour met the sample’s free edge when two consecutive nodes experienced debonding on the trim plane. A single fracture plane was also used by Arola and Ramulu [33], with secondary fracture promoting chip release identified employing Tsai-Hill and maximum stress criteria.
Venu Gopala Rao et al. [34] implemented a sacrificial layer, as well, with the node separation condition described similarly to that reported in Eq. (1). An estimation of chip release and damages in machined material was obtained using the Tsai-Wu failure criterion. In particular, the chip release occurred when the Tsai-Wu failure criterion was satisfied ahead of debonded nodes reaching the free edge of the sample.
Drawbacks of approaches based on a pre-defined sacrificial layer to simulate the chip formation include knowledge a priori of the chip formation mechanisms and the path followed by the crack during cutting. Such information is generally desired as output in a numerical model.
No pre-defined fracture plane was used by Lasri et al. [35]. The Hashin-Rotem's failure criterion [36] was implemented, and material stiffness properties’ degradation was carried out according to the failure condition satisfied [35, 37]. Analysis’ results show the damaged area and the failure mode responsible for it (Fig. 5). Since a user-defined subroutine was used to implement the material’s constitutive model, user-defined field variables were used and linked with different failure mechanisms.

Comparison of the damage when machining at ϑ = 45° between (left) numerical model implementing Hashin-Rotem's failure criterion; and (right) experimental image [37]. Reprint with kind permission from Elsevier—licence number 4587551053844
In particular, variables SDV2 and SDV3, reported in Fig. 5, were associated with fibre-matrix interface shear failure and fibre failure, respectively. The model is able to predict: the primary fracture plane formation, which propagates in a direction orthogonal to the fibre axis; and the secondary fracture plane, whose formation is due to the shear failure of the fibre-matrix interface.
In the models described above, tool advancement causes excessive deformation of elements and subsequent analysis interruption at some point of the machining. Two different techniques have been used to avoid analysis failure. An adaptive mesh technique was used by Mkaddem et al. [38]. It consists of repositioning the nodes in zones where elements reach a high level of distortion, and for this reason, it is generally computationally expensive. Differently, Soldani et al. [39] and Santiuste et al. [18] implemented properties’ stiffness degradation once damage took place, with subsequent deletion of failed elements from the analysis. The latter technique makes it easier to visualise the path along which the cracks propagate. Nowadays, deletion of failed elements from the analysis is generally used.
Three-dimensional models have been developed by several researchers, simulating the composite as a homogeneous orthotropic material. The necessity of three-dimensional models was highlighted by Cantero et al. [16] when simulating cutting on quasi-isotropic laminates. Results showed significant out-of-plane stresses leading to delamination between different layers, representing a critical issue that can be adequately studied only by means of a 3D model. Damages in fibre, matrix and delamination during analysis are shown in Fig. 6.

Material damage during machining using a three-dimensional numerical model [16]. Reprint with kind permission from AIP Conference Proceedings—licence number 4587541138393
A comparison between two-dimensional and three-dimensional models was carried out by Santiuste et al. [40]. It was found that the difference between 2 and 3D models’ results reduces when decreasing the laminate thickness. The three-dimensional model predicts significant delamination, which is one of the most important causes for component rejection at the final stage of composite component manufacture.
A three-dimensional Tsai-Hill criterion, followed by material degradation until failure with element deletion from the analysis, was used by Venu Gopala Rao et al. [15]. Cutting force and thrust force obtained for fibre orientation 15° ≤ ϑ ≤ 90° were compared with experimental results, showing good agreement for different depths of cut.
Santiuste et al. [17] implemented a three-dimensional model using Hou's theory, followed by material degradation until failure with element deletion from the analysis. Differently from the models previously mentioned, the delamination between plies was modelled by means of both Hou's criterion and cohesive elements for comparison purpose. A schematic of the model, boundary conditions applied, and cohesive elements’ implementation is shown in Fig. 7.

Schematic of the model for orthogonal cutting of UD-CFRP material [17]. Reprint with kind permission from SAGE Publications—licence number 4587550660220
Cohesive elements were positioned between consecutive plies; they were used to simulate the adhesion between them and consequently their eventual detachment during cutting, representing delamination damage. The results showed significant improvement in delamination damage prediction when using cohesive elements. In particular, it was highlighted how Hou’s model underestimates the extension and amount of delamination damage. For this reason, the cohesive elements are usually used nowadays for simulating the interface between different plies. Santiuste et al. [17] also showed the three-dimensional model's capability to investigate the influence of the plies’ staking sequence on the delamination damage.
4.2 Micro-Mechanical and Mesoscale Approaches
Unlike the macro-mechanical approach, the micro-mechanical and mesoscale approaches require the implementation of material models in terms of failure criteria and stiffness degradation for each phase of the composite material (fibre, matrix and fibre-matrix interface). Models developed up to date are generally two-dimensional [26,27,28, 41].
The composite materials implemented in numerical models mainly consist of glass or carbon fibres and an epoxy matrix. The epoxy matrix’s mechanical properties are highly dependent on strain rate, temperature, and loading conditions [42,43,44,45]. This can usually be simplified and represented by a static stress–strain curve if the cutting speed is sufficiently low [26, 41]; which assures a low strain rate and low heat generation between tool and workpiece. In numerical models, the epoxy matrix is generally described as an elastoplastic curve to failure. The plastic region is defined employing Von Mises yield criterion and isotropic hardening [41, 46,47,48]. Material stiffness degradation can also be implemented until material failure takes place [25,26,27].
While glass fibres are isotropic and strain rate dependent [27], carbon fibres are orthotropic in nature and strain rate independent [29, 49, 50]. Over the past years, few experimental works have been carried out in order to assess fibre properties implemented in numerical analysis, causing a limitation in the employment of material models for their simulation. The Marigo model describes the brittle failure of carbon fibres by Dandekar and Shin [29];. In contrast, transversely isotropic and perfectly elastic behaviour, followed by maximum principal stress failure criterion was implemented by Abena et al. [41] and Venu Gopala Rao et al. [26]. Calzada et al. [25] imposed fibre failure occurring when stress along the fibre direction exceeds the fibre tensile strength for ϑ = 0° and ϑ = 135°, or compressive strength for ϑ = 45° and ϑ = 90°. A progressive damage model by Hashin was used for both the matrix and fibre by Rentsch et al. [28]; good results were found in terms of matrix/fibre failure mode, but the significant discrepancy between numerical and experimental cutting force and thrust force was attributed to the chosen material model.
The bond between fibre and matrix is usually realized by implementing a cohesive zone model. It was already utilised in a macro-mechanical approach by Santiuste et al. [17] to study the out-of-plane failure during orthogonal cutting of long fibre reinforced polymer (LFRP) composites. It was also implemented to simulate delamination for more complex machining operations, such as drilling [51, 52], and for impact problems on composites [53, 54].
In the micro-mechanical approach, modelling the matrix-fibre link is crucial for simulating the phases’ debonding. It can be realized using cohesive elements [26, 27, 29, 41] or defining the cohesive property in the contact between the fibre and the matrix [55]. A comprehensive and detailed study on the cohesive zone models was carried out by Abena et al. [56], where a qualitative and quantitative comparison was also realised.
Cohesive elements based on the traction–separation law are generally used to simulate very thin adhesive layers of bonded surfaces; implemented with a thickness value of zero [26, 27]. This approach's limitation has been highlighted by different works [25, 41, 56, 57] and resides in its inability to represent damage initiation and propagation to failure under compression; furthermore, the inability to produce any stress related to a membrane response [58]. In contrast, elements representing the surrounding phases (matrix and fibre) are able to fail under compression and membrane response and therefore, are deleted during the analysis. Hence, the cohesive elements could remain in the model even if their surrounding elements fail. When this happens, the cohesive elements lose their purpose, since they do not link the matrix and fibre anymore. They also usually experience excessive distortion since their nodes become free to move, as shown in Fig. 8.

Zero thickness cohesive elements: a matrix and fibre elements failure; and b excessive distortion experienced by cohesive elements with further advancement of the tool [56]. Reprint with kind permission from Elsevier—licence number 4599390029035
Researchers have recently tried to overcome these drawbacks by extending the constitutive behaviour of the cohesive elements already implemented in the software [41]; or using traditional continuum elements for the interface [25, 57]. However, it is possible to assert that the previously described behaviour is common to all models reported in the literature in which interface elements are implemented and independently by their ability to experience compressive deformation and failure [25, 41, 57], whenever surrounding elements fail early. Besides, introducing a thickness in the interface elements to simulate the compressive behaviour does not correctly represent the real interface in a composite material. Generally, a composite material is realized via impregnating the fibre in the resin. Hence, the bond between the matrix and fibre is due purely to adhesion rather than a separate third phase having a finite thickness. For this reason, a cohesive model employing zero thickness cohesive elements based on the traction–separation law is a more appropriate solution.
Drawbacks shown by interface elements can be overcome implementing ‘‘surface-based cohesive behaviour”, where the cohesive behaviour is defined in terms of surface interaction property avoiding applying interface elements between the fibre and matrix phases. However, Abena et al. [56] highlighted that even if the absence of cohesive elements represents an advantage from a practical point of view, on the other hand, it makes it very difficult to recognise the interface failure, measure the debonding depth, and analyse the interface behaviour. In addition, this approach can be used only when a three-dimensional model is developed. It was also observed that debonding defect formation is almost absent or very low for all fibre orientations, making the matrix-fibre link stronger than cohesive elements based on the traction–separation law [56].
After studying and comparing existing cohesive zone models, Abena et al. [56] suggested a novel cohesive zone model in order to overcome limitations observed. The new approach employs zero thickness cohesive elements based on the traction–separation law, where cohesive elements failure is promoted by damage initiation and evolution due to tension and shear behaviour and surrounding element failure. The latter failure condition is called failure due to connectivity. Two connectivity matrices are obtained using a VUSDFLD subroutine, which stores the connection between cohesive elements and surrounding elements (matrix and fibre). During the analysis, the cohesive elements can deform elastically and experience damage evolution. In the meantime, the matrix and fibre deform under the loads applied during the machining and eventually fail. As one matrix/fibre element fails, a VUSDFLD subroutine searches in the connectivity matrices for the possible connected cohesive element, deleting it from the analysis. This criterion prevents the cohesive element from remaining in the model after the surrounding element fails, losing its purpose and potentially experiencing excessive deformation (Fig. 9).

Cohesive elements’ deletion due to the surrounding element (matrix and fibre) failure [56]. Reprint with kind permission from Elsevier—licence number 4599390029035
Several studies have recently focused on developing more accurate and realistic cohesive models compared with the decohesion element with mixed mode capability proposed by Camanho and Davila [59]. For instance, dependence on strain rate has been introduced by May [60], and an elastoplastic phase in the constitutive law has been developed by Salih et al. [61]. Furthermore, new approaches for the interface simulation, such as the smoothed particle hydrodynamics (SPH) method [62], have been implemented. Such cohesive models could be applied to the simulation of machining of composite materials for predicting delamination or debonding.
Different studies have carried out comparable macro-mechanical and micro-mechanical approaches [28, 32, 34]; the advantages of the latter approach have been highlighted. Indeed, significant improvement in machining force prediction was observed by Venu Gopala Rao et al. [34]. In particular, a better agreement of the micro-mechanical model with the experimental results was detected in terms of thrust force prediction, highlighting the importance of considering each phase separately when modelling composite material. The macro-mechanical approach presented a maximum error on the thrust force prediction of ~11 N/mm at a fibre orientation of ϑ = 45°; while the micro-mechanical approach differed only by ~2 N/mm. Finally, comparisons generally show the power of the micro-mechanical approach in analysing the chip formation mechanisms through single phases, providing detailed information on material deformation and failure mechanism during cutting, as shown in Fig. 9.
Three-dimensional models developed are quite limited in number. A three-dimensional model obtained extruding a two-dimensional model in a direction orthogonal to the cutting path (2D-extruded) was realized by Chennakesavelu [55] and Abena et al. [56]. A 2D-extruded model represents an intermediate step between two-dimensional models and the composite material's actual geometry, where cylindrical fibres are present. However, such an approach allows taking into account the three-dimensional effects using a simplified geometry.
Few three-dimensional models implementing cylindrical fibres have been developed [1, 57, 63]. A comparison between a 2D-extruded and a three-dimensional model was carried out by Abena [1] for different fibre orientations (ϑ = 0°, 45°, 90°, 135°). A difference in terms of the material removal mechanism was found for ϑ = 0° and ϑ = 90°.
For ϑ = 0°, in a 2D-extruded model, cohesive elements separate the fibre from the matrix entirely. The tool tends to lift up the fibre and the matrix in contact with the rake face and push down the phases located below the cutting plane. The tool progression causes an increase in the fibre bending deformation and the propagation of cohesive failure (debonding) along the cutting direction. Fibre failure is due to bending, while in the cohesive elements, shear and tensile stresses contribute together to damage initiation and evolutions until failure. Differently, the three-dimensional model does not show debonding with consequent fibre bending until failure. The absence of debonding can be attributed to the change in the geometry, for the three-dimensional model, fibres are embedded in the matrix and surrounded by cohesive elements. Due to the different arrangement of cohesive elements, they absorb the loads’ changes, affecting the chip formation mechanism. Hence, in a three-dimensional model, tool advancement causes a failure of the fibre and matrix due to compression along the fibre axis.
For ϑ = 90°, the three-dimensional model shows a cleaner cut with a crack propagating ahead of the tool orthogonally to the fibre axis; promoting a realistic chip formation mechanism. Differently from the 2D-extruded model, no multi-fracture was observed in the fibres. Cracks originated in the 2D-extruded model because of fibre bending, below the cutting plane, and the tool's compression at the contact point. Hence, damages in the fibre for the three-dimensional model were contained compared with the 2D-extruded model.
For ϑ = 45° and ϑ = 135°, the chip formation mechanism was similar in both the 2D-extruded and three-dimensional models. However, the phases’ different arrangement and geometry made the workpiece more compact for the latter, with less bending deformations shown for both orientations. Generally, the cohesive elements’ failure and damaged areas were more extended in the 2D-extruded model than in the 3D model. The more compact behaviour during the cutting of the three-dimensional model caused a general increase in the cutting forces for all fibre angles, allowing a better prediction at ϑ = 0° and ϑ = 90° to be obtained. Instead, the thrust force is generally underestimated for both models.
A significant underestimation of thrust force has been observed and highlighted in several other works [25, 41, 57]. In particular, Calzada et al. [25] reported underestimating the thrust forces, which was one order of magnitude lower than the experimental values. This underestimation has been attributed to the failure and subsequent deletion of elements during the analysis along the cutting path; thereby causing relaxation in the force component due to the loss of contact between the tool and the workpiece [25, 41].
Quasi-static and explicit simulations have been carried out. A quasi-static simulation, involving the orthogonal cutting of UD-FRP at different fibre orientations and machining parameters, was developed by Venu Gopala Rao et al. [26, 34]. A tool displacement boundary condition was specified. The drawback of implementing a quasi-static analysis is that the model is limited to predicting failure only in the first fibre via an iterative approach. It is, therefore, unable to simulate chip formation progression. Unlike quasi-static analysis, dynamic simulations can predict the failure mechanism and illustrate material deformation during the chip formation process [25, 29, 41]. In such cases, a boundary condition based on tool velocity is typically implemented.
Independently on the approach chosen, macro-mechanical or micro-mechanical, the cutting tool is usually simulated as a rigid body [25,26,27, 41]; as its elastic modulus (e.g. Young’s modulus for a tungsten carbide tool is in the range 500–700 GPa [64]) is much bigger than that of the fibres (e.g. Young’s modulus along the fibre direction for carbon fibre is 230 GPa [10]) and the matrix (e.g. Young’s modulus for an epoxy matrix is in the range 2.6–3.8 GPa [10]). An elastic material model was used by Ramesh et al. [65] in order to investigate the stress level in the tool during cutting. However, this model represents a simplistic approach; in fact, an appropriate elastoplastic material model should be associated with the tool to obtain more reliable information on deformation and stress. Then deletion of failed elements could be added to simulate the tool wear during cutting.
5 Mesh-Free Modelling When Cutting FRP Composites
Models for simulating machining of composite materials usually employ the finite element method. The necessity of a mesh induces limitations in the capability of such a method to investigate the process. Firstly, the large deformation the material undergoes during cutting usually causes issues with a convergence of the solution. To avoid excessive deformation of the elements, when the failure condition is reached, the element is removed from the analysis. This causes a non-physical material loss, which is also usually followed by a loss of contact between the tool and the workpiece, affecting chip formation mechanisms, machining force and depth of cut. Deletion of elements due to failure allows the simulation of crack formation and growth in the workpiece, with element size affecting the minimum dimension of the crack that can be simulated. However, it is challenging to simulate cracks with arbitrary and complex paths, and also breakage of the material into a large number of fragments.
Mesh-free methods are usually employed in order to overcome the limitations related to the FE method. The workpiece is described as a cloud of particles, and it does not require any element connecting them. As for the FE method, mesh-free methods can implement macro-mechanical, micro-mechanical and mesoscale approaches. Mesh-free methods used for simulating machining of composite materials are mainly the following: smoothed particle hydrodynamics (SPH); the discrete element method (DEM) and the element-free Galerkin method (EFG).
5.1 Smoothed Particle Hydrodynamics
Being part of the mesh-free methods’ family, the SPH method can handle large deformations and material opening due to tool action without element deletion. It has been successfully used for simulating orthogonal cutting in metals [66,67,68,69,70]. Particles used for representing the workpiece are linked through a specific constitutive behaviour assigned by the user. Material properties’ degradation after the failure condition has been reached, allows particles to separate and therefore, the composite material to be cut.
A three-dimensional model for the orthogonal cutting of UD-CFRP implementing the SPH method was developed by Abena and Essa [63] using a mesoscale approach. Results were compared with those obtained employing a FE method and against experiments carried out by Calzada et al. [25]. The SPH method was more capable of simulating the chip formation mechanisms (Fig. 10). In general, the chip morphology predicted by the SPH method seemed to be more accurate when compared with high-speed camera images, being more prone to generate a continuous chip (Fig. 10). For all fibre orientations, damage extension was found larger when employing the SPH method due to the presence of damaged material around the tool, which causes an increase of material involved in the cutting.

When the SPH method was employed, the degradation of material properties after the failure condition was reached allowed particles to separate during cutting. In this way, non-physical material loss observed in FE models was avoided, ensuring tool-workpiece contact during the whole cutting process, and improving the thrust force prediction. The thrust force is affected by bouncing back [10], representing the amount of elastic recovery the workpiece undergoes after the tool has passed.
The thrust force’s contribution is due to the pressure the workpiece applies to the tool clearance face due to the elastic recovery after cutting. The bouncing back, i.e. the elastic recovery, also influences the depth of cut [10]. Differently from the FEM method where the element deletion usually leads to a gap between the tool clearance face and the machined surface, bouncing back and its effect on thrust force and the depth of cut can be simulated and studied when using the SPH method. The SPH model developed by Abena and Essa [63] predicted bouncing back equal to the cutting edge radius (~5 µm) when machining at fibre orientation θ = 0° (Fig. 11) and a depth of cut of 15 µm, in agreement with the literature. Therefore, the actual depth of cut was found to be of ~10 µm, instead of the set depth of cut of 15 µm.

Bouncing back amount calculated when employing the SPH method at fibre orientation θ = 0° [63]. Reprint with kind permission from Elsevier—licence number 4599390103074
The SPH method generally showed a better prediction in terms of cutting force than the FE method, with improvements reaching ~30% at θ = 0° [63]. Thrust force improved using the SPH method for all fibre orientations. In particular, the improvement was ~30% for θ = 90° and θ = 135°, and ~26% for θ = 0° when compared to the FE method [63].
Finally, results obtained by Abena and Essa [63] showed that the SPH method could provide additional and vital information that it is not possible to obtain using the FE method, e.g. bouncing back; and it also allows achievement of a more accurate simulation of cutting of composite materials. However, differently from the FE method, the SPH method is not able to provide any information on the fibre-matrix interface, e.g. debonding damage, due to its inability to implement a cohesive model.
5.2 Discrete Element Method
The discrete element method (DEM) is a numerical technique used to simulate the behaviour of assemblies of particles, first introduced by Cundall and Strack [71]. Particles can have different sizes and shapes and interact with each other through the contact implemented in the simulation. Contact properties (e.g. friction, damping, cohesion) affect the behaviour of the assembly of particles.
Iliesu et al. [21] employed the discrete element method to simulate the orthogonal cutting of UD-CFRP composites at the micro-scale level. To this end, they appropriately set the contact between particles in order to simulate fibre and matrix. The contact acted as a solid link between particles to simulate solid material. In particular, each fibre was simulated using two rows of particles across the diameter. Differently, no particles were used to model the matrix, which was simulated in terms of contact properties between adjacent particles of two consecutive fibres. For this reason, debonding between fibre and matrix could not be studied.
The model's behaviour during analysis is reported in Fig. 12. The developed model was able to capture the physical mechanism of chip formation. The cutting force and thrust force trends were found to be similar to the experimental results, even if underestimated or overestimated depending on the fibre orientation. It was highlighted that 80% of the computational time was spent searching for particles’ contact and resulting forces, which was identified as a drawback of the DEM method.

Chip formation in orthogonal cutting of unidirectional composite at θ = 90°: (left) DEM simulation; (right) high-speed video image [21]. Reprint with kind permission from Elsevier—licence number 4587550855774
5.3 Element-Free Galerkin Method
The Element-free Galerkin method (EFG) was conceived by Belytschko in 1994 [72]. The method was an improvement of the diffuse element method proposed by Nayroles et al. [73]. The EFG is based on a weak global form of the governing equations. It utilises Moving Least Squares (MLS) approximation in constructing the shape functions. No mesh is required to construct the discretised domain, only an adequately chosen weight function and nodal information. The EFG is well suited for fracture mechanics applications due to the lack of nodal connectivity and robustness with respect to the regularity of nodal distribution (ease of adaptive procedure). One drawback of the standard EFG was the difficulty in applying boundary conditions due to the lack of interpolating property of the MLS shape functions.
Kahwash et al. [74,75,76] proposed steady-state and dynamic models to simulate the orthogonal cutting of unidirectional composites based on the EFG method. The steady-state model is suitable for simulating cutting at low speed with an emphasis on cutting forces. Compared with experimental evidence and other simulations using FEM, a sample of the results is shown in Fig. 13. It can be seen that the trend of cutting forces is consistent between FEM and EFG. However, the force magnitude was generally under-predicted by the EFG. This was attributed mainly to the assumption of sharp tool nose in [74, 75] as opposed to 0.05 mm in the FEM study [35]. The effect of numerical parameters was studied and found that both the domain of influence size and weight function choice has a small effect on the results, indicating its robustness from a numerical point of view.

Comparison of cutting force (left) and thrust force (right) between the EFG, FEM and experimental evidence cutting with \({5}^{\mathrm{o}}\) rake angle and 0.2 mm depth of cut, adapted from [75]. Reprint with kind permission from Elsevier—license number 4864730836751
In Kahwash et al. [76], a dynamic model for orthogonal cutting was presented with several improvements over the steady-state model. The model is capable of modelling high-speed machining, including three failure criteria, non-linear constitutive model, and novel frictional contact force algorithm. The cutting forces were compared against experimental evidence, as shown in Fig. 14. The main cutting force was predicted accurately, but the thrust force was under-predicted as is common in several studies of cutting forces. This could be attributed to the inability to capture the bouncing back effect.

Cutting force (left) and thrust force (right) utilising different failure criteria as compared to experiments, adapted from [76]. Reprint with kind permission from Elsevier—license number 4864731221487
Chip formation was also studied. The choice of failure criterion seems to play a more prominent role in predicting the onset and progression of chip formation than the prediction of cutting forces. Figure 15 shows fibre failure progression using Maximum stress, Hashin and LaRC02 failure criteria. It can be seen that fibre failure in compression, which is expected to be seen when cutting using a 0 rake angle is predicted by LaRC02 failure criteria and to a lesser extent by Hashin.

Progressive fibre damage at \(\theta =3{0}^{o}\) using maximum stress (a, b, c), Hashin (d, e, f) and LaRC02 (g, h, i) [76]. Reprint with kind permission from Elsevier—license number 4864731221487
6 Summary
Machining of FRP composites still represents a challenge due to their inhomogeneous and anisotropic nature. Numerical methods are generally used to investigate the process at different scale levels and obtain predictions on variables of interest (e.g. type of damage, damage extension and machining force) when modifying the process’ parameters (e.g. cutting speed, depth of cut and tool geometry).
Geometry assumptions (two-dimensional or three-dimensional model) and scale level of the simulation (macro-mechanical or micro-mechanical approach) affect the researchers’ ability to investigate the process and the type of variables available in the output.
Different numerical methods have been used to simulate machining of FRP composites, each presenting advantages and drawbacks. The most used is the finite element method, which allows the implementation of cohesive zone models to simulate the bond between different plies and model the fibre-matrix interface. Therefore, the FE method enables the study of defect formation in terms of delamination and debonding. The main drawback of the FE method resides in the necessity of element deletion in order to simulate material opening and chip formation. This causes a non-physical material loss and a loss of contact between tool and workpiece. Hence, the FE method cannot simulate bouncing back and its effect on thrust force and depth of cut.
Mesh-free methods can overcome such limitations, being able to handle large deformations without element deletion. In particular, the SPH method has proved to be capable of predicting the bouncing back amount; therefore improving the prediction of thrust forces and providing a reliable measure of the actual depth of cut. Moreover, the prediction of chip type and chip formation mechanisms improved when compared to the FE method. Other mesh-free methods have also been used for simulating the machining of FRP composites. The discrete element method has captured the physical mechanism of chip formation for different fibre orientations; however, it presents a high computational cost due to the search for the particles’ contact and resulting forces. The Element-free Galerkin method was also applied to the machining of composites. The advantages of the method include accurate prediction of cutting force, ease of setting up the model and robustness concerning irregular nodal distribution.
Differently to models based on the FE method, mesh-free methods generally do not directly implement a cohesive zone model. For this reason, information on fibre-matrix interface behaviour is usually not available.
Finally, simulation of machining of FRP composites has improved over the past years. It will continue to do so by implementing other/novel available numerical methods, and the development of new material models for each phase of the material (e.g. fibre, matrix and fibre-matrix interface). The growing availability of material properties and in general of experimental data will also be fundamental to this journey.
7 Review Questions
-
(1)
What is the process usually used to simplify the study of machining of FRP composites?
-
(2)
What are the advantages of using numerical simulations to investigate FRP composites machining when compared with other available techniques?
-
(3)
What is the effect of geometrical assumptions, two-dimensional or three-dimensional models, on the ability to investigate machining of FRP composites?
-
(4)
What are the numerical methods usually used for simulating machining of FRP composites?
-
(5)
What are the approaches that can be used for implementing composite materials in a numerical simulation?
-
(6)
What are the advantages when using a macro-mechanical approach?
-
(7)
What are the advantages when using a micro-mechanical approach?
-
(8)
Why is a mesoscale approach usually used in the simulation of machining of FRP composites?
-
(9)
What is the cohesive zone model used for in macro-scale and micro-scale approaches?
-
(10)
What are the advantages and limitations of the usually used cohesive zone models, especially for simulation of debonding between fibre and matrix?
-
(11)
What does “failure due to connectivity” mean for cohesive elements?
-
(12)
What is the difference between quasi-static and explicit simulations in terms of results?
-
(13)
Why are thrust forces generally underestimated when using the FE method?
-
(14)
Which mesh-free methods are usually used for simulating machining of FRP composites?
-
(15)
What are the advantages and limits of the SPH method when compared to the FE method?
-
(16)
What does the bouncing back represent? How is the machining of FRP composites affected by bouncing back? How is it possible to simulate bouncing back?
-
(17)
What is the discrete element method? How can the discrete element method be used for simulating machining of FRP composites? What is the main drawback when implementing the discrete element method?
-
(18)
How can the tool be modelled when simulating machining of FRP composites?
-
(19)
How are the shape functions constructed in the element-free Galerkin method? What is the information needed for constructing them?
References
Abena, A.: Advanced modelling for the orthogonal cutting of unidirectional carbon fibre reinforced plastic composites. Thesis (PhD) University of Birmingham (UK) (2017)
Che, D., Saxena, I., Han, P., Guo, P., Ehmann, K.F.: Machining of carbon fiber reinforced plastics/polymers: a literature review. J. Manuf. Sci. Eng. 136, 1–5 (2014)
Zhang, L.C., Zhang, H.J., Wang, X.M.: A force prediction model for cutting unidirectional fibre-reinforced plastics. Mach. Sci. Technol. 5, 293–305 (2006)
Jahromi, A.S., Bhar, B.: An analytical method for predicting cutting forces in orthogonal machining of unidirectional composites. Compos. Sci. Technol. 70, 2290–2297 (2010)
Everstine, G.C., Rogers, T.G.: A theory of machining of fiber-reinforced materials. J. Compos. Mater. 5, 94–106 (1971)
Langella, A., Nele, L., Maio, A.: A torque and thrust prediction model for drilling of composite materials. Compos. A Appl. Sci. Manuf. 36, 83–93 (2005)
Kalla, D., Sheikh-Ahmad, J., Twomey, J.: Prediction of cutting forces in helical end milling fiber reinforced polymers. Int. J. Mach. Tools Manuf. 50, 882–891 (2010)
Karpat, Y., Bahtiyar, O., Deger, B.: Mechanistic force modelling for milling of unidirectional carbon fiber reinforced polymer laminates. Int. J. Mach. Tools Manuf. 56, 79–93 (2012)
Wang, D.H., Ramulu, M., Arola, D.: Orthogonal cutting mechanisms of graphite/epoxy composite Part I: unidirectional laminate. Int. J. Mach. Tools Manuf. 35, 1623–1638 (1995)
Sheikh-Ahmad, J.Y.: Machining of polymer composites. Springer Science+Business Media (2009)
Pwu, H.Y., Hocheng, H.: Chip formation model of cutting fiber-reinforced plastics perpendicular to fiber axis. J. Manuf. Sci. Eng. 120, 192–196 (1998)
Yip, S.: Handbook of materials modeling. Springer Science+Business Media (2007)
Dandekar, C.R., Shin, Y.C.: Modeling of machining of composite materials: a review. Int. J. Mach. Tools Manuf. 57, 102–121 (2012)
Chawla, K.K.: Composite Material: Science and Engineering. Springer Science+Business Media (2012)
Venu Gopala Rao, G., Mahajan, P., Bhatnagar, N.: Three-dimensional macro-mechanical finite element model for machining of unidirectional-fiber reinforced polymer composites. Mater. Sci. Eng. A 498:142–149 (2008)
Cantero, J.L., Santiuste, C., MarÍn, N., Soldani, X., Miguélez, H.: 2D and 3D approaches to simulation of metal and composite cutting. AIP Conf. Proc. 1431, 651–659 (2012)
Santiuste, C., Olmedo, A., Soldani, X., Miguélez, H.: Delamination prediction in orthogonal machining of carbon long fiber-reinforced polymer composites. J. Reinf. Plast. Compos. 31, 875–885 (2012)
Santiuste, C., Soldani, X., Miguélez, H.: Machining FEM model of long fiber composites for aeronautical components. Compos. Struct. 92, 691–698 (2010)
Nayak, D., Singh, I., Bhatnagar, N., Mahajan, P.: An analysis of machining induced damage in FRP composites—a micromechanics finite element approach. AIP Conf. Proc. 712, 327–331 (2004)
Dandekar, C.R., Shin, Y.C.: Multiphase finite element modelling of machining unidirectional composites: prediction of debonding and fiber damage. J. Manuf. Sci. Eng. 130, 1–12 (2008)
Iliescu, D., Gehin, D., Iordanoff, I., Girot, F., Guetiérrez, M.E.: A discrete element method for the simulation of CFRP cutting. Compos. Sci. Technol. 70, 73–80 (2010)
Palani, V.: Finite Element Simulation of 3D Drilling in Unidirectional CFRP Composite. Thesis (M.S.) Wichita State University (2006)
Isbilir, O., Ghassemieh, E.: Numerical investigation of the effects of drill geometry on drilling induced delamination of carbon fiber reinforced composites. Compos. Struct. 105, 126–133 (2013)
Phadnis, V.A., Roy, A., Silberschmidt, V.V.: A finite element model of ultrasonically assisted drilling in carbon/epoxy composites. Procedia CIRP 8, 141–146 (2013)
Calzada, K.A., Kapoor, S.G., De Vor, R.E., Samuel, J., Srivastava, A.K.: Modeling and interpretation of fiber orientation-based failure mechanisms in machining of carbon fiber-reinforced polymer composites. J. Manuf. Process. 14, 141–149 (2012)
Venu Gopala Rao, G., Mahajan, P., Bhatnagar, N.: Micro-mechanical modelling of FRP composites—cutting force analysis. Compos. Sci. Technol. 67:579–593 (2007)
Venu Gopala Rao, G., Mahajan, P., Bhatnagar, N.: Machining of UD-GFRP composites chip formation mechanism. Compos. Sci. Technol. 67:2271–2281 (2007)
Rentsch, R., Pecat, O., Brinksmeier, E.: Macro and micro process modeling of the cutting of carbon fiber reinforced plastics using FEM. Procedia Eng. 10, 1823–1828 (2011)
Dandekar, C.R., Shin, Y.C.: Multiphase finite element modeling of machining unidirectional composites: prediction of debonding and fiber damage. J. Manuf. Sci. Eng. 130, 1–12 (2008)
Arola, D., Sultan, M.B., Ramulu, M.: Finite element modeling of edge trimming fiber reinforced plastics. J. Manuf. Sci. Eng. 124, 32–40 (2002)
Bhatnagar, N., Nayak, D., Singh, I., Chouuhan, H., Mahajan, P.: Determination of machining-induced damage characteristic of fibre reinforced plastic composite laminates. Mater. Manuf. Process. 19, 1009–1023 (2004)
Nayak, D., Bhatnagar, N., Mahajan, P.: Machining studies of UD-FRP composites part 2: finite element analysis. Mach. Sci. Technol. 9, 503–528 (2005)
Arola, D., Ramulu, M.: Orthogonal cutting of fibre-reinforced composites: a finite element analysis. Int. J. Mech. Sci. 39, 597–613 (1997)
Venu Gopala Rao, G., Mahajan, P., Bhatnagar, N.: Machining of UD-CFRP composites: experiment and finite element modelling
Lasri, L., Nouari, M., El Mansori, M.: Modelling of chip separation in machining unidirectional FRP composites by stiffness degradation concept. Compos. Sci. Technol. 69, 684–692 (2009)
Hashin, Z., Rotem, A.: A fatigue failure criterion for fiber reinforced materials. J. Compos. Mater. 7, 448–464 (1973)
Lasri, L., Nouari, M., El Mansori, M.: Wear resistance and induced cutting damage of aeronautical FRP components obtained by machining. Wear 271, 2542–2548 (2011)
Mkaddem, A., El Mansori, M.: Finite element analysis when machining UGF-reinforced PMCs plates: chip formation, crack propagation and induced-damage. Mater. Des. 30, 3295–3302 (2009)
Soldani, X., Santiuste, C., Muñoz-Sánchez, A., Miguélez, M.H.: Influence of tool geometry and numerical parameters when modelling orthogonal cutting of LFRP composites. Compos. Part A: Appl. Sci. Manuf. 42, 1205–1216 (2011)
Santiuste, C., Miguélez, H., Soldani, X.: Out-of-plane failure mechanisms in LFRP composite cutting. Compos. Struct. 93, 2706–2713 (2011)
Abena, A., Soo, S.L., Essa, K.: A finite element simulation for orthogonal cutting of UD-CFRP incorporating a novel fibre-matrix interface model. Procedia CIRP 31, 539–544 (2015)
Hobbiebrunken, T., Fiedler, B., Hojo, M., Ochiai, S., Schulte, K.: Microscopic yielding of CF/epoxy composites and the effect on the formation of thermal residual stresses. Compos. Sci. Technol. 65, 1626–1635 (2005)
Jordan, J.L., Foley, J.R., Siviour, C.R.: Mechanical properties of Epon 826/DEA epoxy. Mech. Time-Depend. Mater. 12, 249–272 (2008)
Littell, J.D., Ruggeri, C.R., Goldberg, R.K., Roberts, G.D., Arnold, W.A., Binienda, W.K.: Measurement of epoxy resin tension, compression, shear stress-strain curves over a wide range of strain rate using small specimens. J. Aerosp. Eng. 21, 162–173 (2008)
Chen, W., Zhou, B.: Constitutive behaviour of epoxy 828/T-403 at various strain rates. Mech. Time-Depend. Mater. 2, 103–111 (1998)
Dunne, F., Petrinic, N.: Introduction to Computational Plasticity. Oxford University Press Inc (2005)
Rodney, H.: The Mathematical Theory of Plasticity. Oxford University Press (1998)
Hosford, W.F.: Fundamentals of Engineering Plasticity. Cambridge University Press (2013)
Zho, Y., Wang, Y., Xia, Y., Jeelani, S.: Tensile behaviour of carbon fiber bundles at different strain rates. Mater. Lett. 64, 246–248 (2010)
Zho, Y., Wang, Y., Jeelani, S., Xia, Y.: Experimental study on tensile behaviour of carbon fiber and carbon fiber reinforced aluminium at different strain rate. Appl. Compos. Mater. 14, 17–31 (2007)
Phadnis, V.A., Makhdum, F., Roy, A., Silberschmidt, V.V.: Drilling in carbon/epoxy composites: experimental investigations and finite element implementation. Compos. Part A: Appl. Sci. Manuf. 47, 41–51 (2013)
Feito, N., Lόpez-Puente, J., Santiuste, C., Miguélez, M.H.: Numerical prediction of delamination in CFRP drilling. Compos. Struct. 108, 677–683 (2014)
Zhang, J., Zhang, X.: Simulating low-velocity impact induced delamination in composites by a quasi-static load model with surface-based cohesive contact. Compos. Struct. 125, 51–57 (2015)
Zhang, J., Zhang, X.: An efficient approach for predicting low-velocity impact force and damage in composite laminates. Compos. Struct. 130, 85–94 (2015)
Chennakesavelu, G.: Orthogonal machining of uni-directional carbon fiber reinforced polymer composites. Thesis (B.Eng) Golden Valley Institute of Technology (2006)
Abena, A., Soo, S.L., Essa, K.: Modelling the orthogonal cutting of UD-CFRP composites: development of a novel cohesive zone model. Compos. Struct. 168, 65–83 (2017)
Weixing, X., Zhang, L.C., Wu, Y.: Elliptic vibration-assisted cutting of fibre-reinforced polymer composites: understanding the material removal mechanisms. Compos. Sci. Technol. 92, 103–111 (2014)
Abaqus Analysis User’s Guide, chapter 32.5.1, (2013)
Camanho, P.P., Dávila, C.G.: Mixed-mode Decohesion Finite Elements for the Simulation of Delamination in Composite Materials. NASA/TM-2002-211737 (2002)
May, M.: Numerical evaluation of cohesive zone models for modeling impact induced delamination in composite materials. Compos. Struct. 133, 16–21 (2015)
Salih, S., Davey, K., Zou, Z.: Rate-dependent elastic and elasto-plastic cohesive zone models for dynamic crack propagation. Int. J. Solids Struct. 90, 95–115 (2016)
Mubashar, A., Ashcroft, I.A.: Comparison of cohesive zone elements and smoothed particle hydrodynamics for failure prediction of single lap adhesive joints. J. Adhes. 93, 444–460 (2017)
Abena, A., Essa, K.: 3D micro-mechanical modelling of orthogonal cutting of UD-CFRP using smoothed particle hydrodynamics and finite element methods. Compos. Struct. 218, 174–192 (2019)
Ramesh, M.V., Seetharamu, K.N., Ganesan, N., Sivakumar, M.S.: Analysis of FRP using FEM. Int. J. Mach. Tools Manuf. 38, 1531–1549 (1998)
Zahedi, A., Li, S., Roy, A., Babitsky, V., Silberschmidt, V.: Application of smooth-particle hydrodynamics in metal machining. J. Phys: Conf. Ser. 382, 1–5 (2012)
Spreng, F., Eberhard, P.: Machining process simulations with smoothed particle hydrodynamics. 15th CIRP Conference on Modelling of Machining Operations 31:94–99 (2015)
Madaj, M., Píška, M.: On the SPH orthogonal cutting simulation of A2024-T351 alloy, 14th CIRP Conference on Modeling of Machining Operations 8:152–157 (2013)
Zetterberg, M.: A critical overview of machining simulations in Abaqus. Thesis (M.S.) KTH Royal Institute of Technology (2014)
Limido, J., Espinosa, C., Salaün, M., Lacome, J.: SPH method applied to high speed cutting modelling. Int. J. Mech. Sci. 49, 898–908 (2007)
Cundall, P.A., Strack, O.D.L.: A discrete numerical model for granular assemblies. Géotechnique 29, 47–65 (1979)
Belytschko, T., Lu, Y.Y., Gu, L.: Element-free Galerkin methods. Int. J. Numer. Meth. Eng. 37, 229–256 (1994)
Nayroles, B., Touzot, G., Villon, P.: Generalizing the finite element method: diffuse approximation and diffuse elements. Comput. Mech. 10, 307–318 (1992)
Kahwash, F.: Element-free Galerkin modelling for cutting of fibre reinforced plastics. Thesis (PhD) Northumbria University (2017)
Kahwash, F., Shyha, I., Maheri, A.: Meshfree formulation for modelling of orthogonal cutting of composites. Compos. Struct. 166, 193–201 (2017)
Kahwash, F., Shyha, I., Maheri, A.: Dynamic simulation of machining composites using the explicit element-free Galerkin method. Compos. Struct. 198, 156–173 (2018)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Abena, A., Kahwash, F., Essa, K. (2021). Modelling Machining of FRP Composites. In: Shyha, I., Huo, D. (eds) Advances in Machining of Composite Materials. Engineering Materials. Springer, Cham. https://doi.org/10.1007/978-3-030-71438-3_5
Download citation
DOI: https://doi.org/10.1007/978-3-030-71438-3_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-71437-6
Online ISBN: 978-3-030-71438-3
eBook Packages: EngineeringEngineering (R0)