
Abstract
Although FRPs are usually fabricated to near net shapes after curing, post-machining operations are necessary to assure that the composite parts meet dimensional tolerance, surface quality and other functional requirements. Owing to the material’s unique anisotropic characteristics, it is a challenge to machine FRPs without machining damage. Machining damages can arise in each phase of the material, including matrix cracking, fibre fracture, fibre pull-out, fibre-matrix debonding and delamination. Orthogonal cutting is a common machining process for better understanding of the mechanisms of common processing methods. Traditional machining operations, such as turning, milling and drilling, are still the primary processing mode of FRPs. With considerations to processing demands and material performance of different composite materials, developing the corresponding special cutter is the key technology to prolong the cutter’s service life and improve processing quality.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

1 Introduction
Performances of composite materials are significantly different from those of traditional metal materials as there are a series of difficulties in processing composite materials. Considering the processing demands of composite materials, the material removal processes are explored deeply based on analyzing the characteristics and performance of the materials during machining. It is the premise to study high-quality and high-efficiency processing technology of composite materials. Currently, traditional processing technologies are still extensively used to process composite materials, mainly including turning, drilling and milling. In particular, the cutting tools’ abrasion problem becomes very prominent due to the high strength of the fibre and low heat conductivity coefficient of the resin matrix.
During the past decades, fibre reinforced polymer (FRP) composites are increasingly demanded in various industries (such as aircraft, spacecraft, automobile, marine, and sporting goods) for high-performance. Although composite materials, especially the FRPs based on long fibre-reinforced resin, could be fabricated in a near-net shape via prepreg lay-up and autoclave processes, the prepared composite materials have to be machined, thus achieving the needed geometric and dimensional accuracy. At present, traditional machining is still the primary processing mode of composite materials. Since properties of FRPs are significantly different from metal materials, material removal mode, generation of machining damage, processing conditions and cutter specification in traditional machining of metal materials are challenging to be used in machining composite materials. Hence, problems in material removal of composite materials are significantly different. For instance, for the composite formed by prepregs’ layered pavement, delamination is often generated during drilling of laminated composites. Otherwise, the angle between fibre direction and cutting direction has a significant influence on the machining quality. The properties of the composite are different along fibre direction, perpendicular to fibre direction or other directions. Additionally, as fibres’ properties vary significantly, cutting parameters and cutting tools should be changed accordingly to the machined material (CFRP, GFPR and AFRP).
Many reliable and effective machining techniques have been developed for metal materials. However, it is not an appropriate decision to machine FRPs by directly applying those techniques. Although turning, drilling and milling are widely used in machining processes to shape FRPs, the machining parameters and machining tools for shaping FRP have been developed by considering the machining characteristics of FRPs.
2 Characteristics of Conventional Machining of FRPs
FRP is a type of heterogeneous material that is bonded and solidified using fibre and resin matrix according to specific design requirements. During traditional machining of composite materials, several properties of FRPs should be concerned as follows:
-
(1)
Low interlayer strength. Composite materials are mainly paved by prepreg layer by layer. The properties of the resin matrix mainly decide the interlayer strength of materials. However, composite materials’ interlayer strength is low due to the relatively poor mechanical properties of the resin, which can easily cause delamination during processing [1].
-
(2)
Anisotropy. Since the fibres are paved toward a particular direction, fibre reinforces the composite materials’ mechanical properties along the longitudinal direction of the fibre. However, composite materials’ horizontal mechanical properties remain poor, resulting in the strong anisotropy of the properties of composite materials.
-
(3)
Difficult to machine the reinforcing fibres. Reinforced fibres generally have some processing difficulties due to their high strength and low heat conductivity coefficient. For example, the hardness of carbon fibre is about 648 HV [2], which is marginally higher than the ordinary high-speed steel (about 602 HV). Therefore, cutters are quickly worn during machining, thus shortening the tool life. When machining of CFPR by high-speed steel twist drill, each drill must be re-sharpened or changed after drilling 2–3 holes.
-
(4)
High cutting temperature. Since heat conductivity coefficients of carbon fibre, aramid fibre and epoxy resin are low, the heat conductivity coefficient of composite materials, especially the interlayer heat conductivity coefficient is significantly low (<1.04 W/m K [3]) than that of ordinary metal materials (heat conductivity coefficient of 45# steel is 50.2 W/m K). It is easy to cause accumulation of heat in the cutting zone, resulting in the excessive temperature.
-
(5)
Heat sensitivity of the resin matrix. High temperature can influence the performance of carbon fibre, but it may significantly affect the resin. The glass transition temperature of standard epoxy resin is about 150–200 °C. Softening temperature and curing temperature of epoxy resin are the same. If the cutting temperature is higher than the resin’s glass transition temperature, the resin will be softened, chemical decomposition and degradation occurs even at moderate temperatures. The resin degradation could cause debonding of the fibre/matrix interface, leading to severe defects and deterioration of the overall performance of composite materials [4].
-
(6)
Dry cutting. Since epoxy resin matrix is a macromolecular chain structure with abundant spaces inside, water molecules enter into composite materials through resin spaces or along with the carbon fibre/resin interface when the composite is in a liquid environment. The hydrolysis breakage of the chemical bond between fibre and resin might occur. The fibre/matrix interface is damaged due to resin expansion once water molecules accumulate on the carbon fibre/resin interface, thus reducing the composite’s overall performance [5]. Hence, the cooling liquid is often not allowed in the processing of composite.
At present, the main technical difficulties when machining composite components include:
-
(1)
Difficulty to obtain the required quality. The preparation of composite components determines the anisotropy of mechanical properties and low interlayer strength. High strength and low heat conductivity, reinforced fibres are elementary to produce fuzzing, tearing and other damages in machining, and even cause a scrap of expensive parts [6].
-
(2)
Serious tool wear. Due to the high hardness of fibre and low heat conductivity of FPRs, tool wear is rapid during machining. The cutting zone temperature is high and concentrated at a narrow region close to the tool cutting edge. Therefore, the flank surface of the cutter is usually seriously worn during the short cutting time. This influences the shape, size accuracy of products, and surface quality and claims a high production cost [7].
-
(3)
High processing cost and risks. Most of FRPs are expensive, and their manufacturing cost is always high. However, these composite components can be hardly repaired upon unsatisfying holes or machining accuracy and quality in subsequent processing. It was reported that, in the aircraft industry, the rejection of parts made of composite laminates due to drilling-induced delamination damages during final assembly was as high as 60% [8].
-
(4)
Dust pollution in the operating environment and damages to the equipment. Clouds of dust produced by machining composite materials are extremely harmful to workers health as well as equipment. Notably, carbon fibre has high electrical conductivity and can cause short-circuit of the peripheral electronic control system or a power grid in addition to the understandable environmental pollution.
3 Removal Mechanisms
The damage forms and failure modes of FRPs are deeply affected by their microstructures’ changes and the interfacial properties, including fibre orientation, volume fraction, voids and cracks. It might generate new damages during the cutting process at the week points in the FRPs due to the high cutting force. Since composite is composed of the reinforced phase (fibre) and continuous phase (epoxy resin), composites’ removal process is more complicated than that of homogeneous materials. Moreover, geometry and cutting angle of the cutter is adjustable in a practical cutting process. For example, cutting angle at different positions of the cutting edge varies during the drilling of FRPs using a standard twist drill. Thus, an uneven cutting force is applied to the FRPs, which can cause a complex stress state in the FRPs. The anisotropy of FRPs can be affected much by the complex stress state to form new damages.
Fibres are paved according to a specific direction and thereby form composite reinforced by long fibres. In other words, axial and transverse performances of fibre differ significantly. Unidirectional composite in which fibres are paved toward a consistent direction has strong anisotropy. In cutting mode analysis, the anisotropy of materials can be simplified into two models: cutting perpendicular to the axis of fibre in multi-layers (orthogonal machining [9]) and cutting in a layer (parallel cutting), as shown in Fig. 1 [10].

Two cutting models during machining of unidirectional composites a orthogonal machining, b cutting in a layer
Orthogonal machining is mainly used to study anisotropy in composite processing. However, stress on materials during turning and drilling is significantly different from orthogonal machining. Material removal is not dominated by orthogonal machining but is dominated by cutting in a layer. Especially, multi-layer materials were cut in the same time by the main cutting edge in drilling. Cutting in a material layer is indeed the consequence of one section of the main cutting edge. Therefore, the drilling can be defined as cutting the corresponding fibre layer by a multi-stage main cutting edge. It can be decomposed into several cutting processes of cutting in a layer. Since the cutting speed used in drilling a composite is generally high, and the feeding rate is relatively low, the axial feeding rate when the cutter rotates by one cycle (feeding rate per turn) is relatively small [11]. Although drilling has both orthogonal machining and cutting in a layer, cutting in a layer may take the dominant role in drilling composites. The cutting mode of the main cutting edge of an ordinary twist drill can be simplified into orthogonal machining similar to turning.
3.1 Influence of Fibre Direction
The mechanical behaviours between composite and cutter mainly are influenced by material anisotropy and angle of the cutter. In composites, fibres are the main component that bears the cutting force and resin is mainly to transmit forces among fibres. Hence, material failure modes can be analyzed mainly from the perspective of stress on fibres.
3.1.1 Fibre Direction: 0°
Fibre direction is 0° which indicates cutting direction parallel to the fibre direction. When the tool cuts fibres at a certain speed, the principal cutting force is generated. The principal cutting force is generated by the interaction between the rake face of the cutter and materials. Therefore, the principal cutting force is perpendicular to the rake face of the tool.
The principal cutting force further generates the cutting force perpendicular to the fibre direction and parallel to the fibre direction. The stress state inside the uncut layer’s material is the compressive stress σ0 along with the fibre orientation and the in-plane shear stress (τp). The cutting force perpendicular to the fibre direction is perpendicular to the direction of the fibre layer and points to the material surface, while the cutting force parallel to the fibre direction imposes compressive stresses on the fibre.
When the fibre direction is 0°, fibres bend by the cutting force of the tool. The carbon fibre is broken by extrusion or bending, forming powdery chips. However, directions of the bending deformation and position of cracks are influenced by the cutter’s angle significantly. Material removal mechanism of CFRP when fibre direction is 0° is shown in Fig. 2.

Material removal mechanism of FRP when fibre direction is 0°
3.1.2 Fibre Direction: 45°
The fibre direction 45° indicates the angle between cutting direction and fibre direction is 45°. When the fibre direction is 45°, the principal cutting force can be decomposed to cutting force perpendicular to the fibre direction and cutting force parallel to the fibre direction. The angle between fibres and tool movement direction is viewed as a blunt angle (Part I), while the angle between the other part of fibres and movement direction of the cutter is viewed as a sharp angle (Part II). Material removal mechanism of FRP when fibre direction is 45° is shown in Fig. 3.

Material removal mechanism of FRP when fibre direction is 45°
The cutting force parallel to fibre direction induces Part I’s material into compressive stress and Part II material into tensile stress. Meanwhile, the cutting force perpendicular to the fibre direction can be decomposed to the plane’s force along with the fibre direction layer and the force perpendicular to the fibre direction layer. Therefore, deformation of Part II is significantly larger than that of Part I.
When the reinforced fibre is carbon fibre, a brittle material, small deformation can cause fibre cracks. Moreover, cracks are mainly generated at the position where it has the highest curvature. Hence, in Part II, fibres are easy to produce cracks, whereas fibres in Part I are challenging to be cracked. Stresses at two sides of carbon fibre are different at the highest curvature ratio position. It is compressive stress on one side and tensile stress on the other side. The cracks produced on one side of tensile stress are easy to be propagated, while cracks on the side of compressive stress are challenging to be propagated. Hence, the failure of carbon fibre is mainly caused by generation and propagation of cracks induced by fibres’ bending stress.
The cutting force between fibres and the tool can cause the failure of the resin base simultaneously. Bending of Part I makes resin matrix bear compressive stress and thereby produces compressive deformation. Consequently, cracks produced and propagated perpendicular to fibre directions at the fibre-resin interface area. Bending Part II makes the resin matrix develop tensile deformation due to tensile stress in the cutting zone. As a result, the debonding phenomenon between fibre and resin is produced, as well as cracks parallel to fibre in the resin.
3.1.3 Fibre Direction: 90°
Fibre direction is 90° which indicates a cutting direction perpendicular to the fibre direction. When the fibre direction is 90°, the principal cutting force is perpendicular to fibres’ axis. The principal cutting force can be decomposed to the cutting force on the plane of the fibre layer and perpendicular to the fibre layer’s plane. Stresses and deformations of fibres at two sides of the cutter are the same. Fibres might produce cracks at the contact position with the cutter on both sides. The resin matrix in front of the cutter bears compressive stress, thus producing cracks perpendicular to fibres. On the contrary, both sides of resin bear a tensile force produced by fibre deformation, thereby generating cracks parallel to the fibre direction. Material removal mechanism of CFRP when fibre direction is 90° is shown in Fig. 4.

Material removal mechanism of FRP when fibre direction is 90°
3.1.4 Material Removal Modes Along with Different Fibre Directions
The relationship between cutter and material is very complicated in the cutting process, and many factors influence it. Experimental observation and results analysis is complicated. The single-particle scratch is the most basic unit in complicated actual cutting. Studying the cutting mechanism based on single-point cutting tools’ cutting behaviour is an effective means of understanding the complicated cutting effect.
Scratch test is to scratch along the testing material surface at a certain speed by using a single-point cutting tool. It is a kind of simulation test, and it is close to practical processing. Scratch test is an intuitive and useful mean to study the rupture failure law of materials in the cutting process.
To study the removal mechanism of FRPs, a scratch test was carried out. A unidirectional CFRP of T300/5208 was used in the scratch test. The volume fraction and diameter of carbon fibre are about 60% ± 5% and 7 μm, respectively. The resolution of both positive pressure and scratching force are 3 mN. The pressure head is a diamond Rockwell head with a diameter of 200 μm. Firstly, the pressure head pre-scans the profile of the workpiece surface at a positive pressure of 0.9 N. Secondly, the scratch test was carried out using a linear loading. The positive load is applied linearly at a rate of 0.9 ~ 50 N. The length of the scratch is 20 mm, and the scratching speed is 10 mm/min.
The scratch test was carried out in different angles layer to study the material damage and removal process during scratching along different fibre directions. The angle between the fibre direction and scratching direction was set 0°, 30°, 45°, 60° and 90°. In the scratching process, the scratch instrument recorded positive vertical pressure, horizontal scratching force, scratch depth and changing of acoustic emission signals.
The variation of scratching force along different fibre directions during the linear loading of 0.9 ~ 50 N of pressure head is shown in Fig. 5. With the increase of scratch depth and an abundant fibre bundle breakage, the scratching force along different fibre directions changed considerably. When the included angle between fibre direction and the scratching direction was 90°, the fibre stresses at two sides of the pressure head were same and could not yield to the left or right of the pressure head. Hence, the fibre can only be deformed along the perpendicular direction of the fibre. When the deformation reached a certain degree, the fibre bundle developed tensile failure. The scratching force’s force was used for deformation of fibre bundle and resin, and the scratching force was the maximum under all angles. The fibre deformations at two sides of pressure head were different when the angle was 30°, 45° and 60°. The fibre bundle tended to be yielded from the pressure head, as the included angle between fibre and scratching direction was an obtuse angle. Firstly, the fibre bundle was bent because of the considerable normal stress, as the included angle between fibre and scratching direction was an acute angle. Therefore, it can be concluded from difficulties for fibre bundle yielding that when the fibre direction was 30°, the scratching force was the lowest, followed by 45° and 60° successively. The deformation of 0° fibre bundle was different from those under other angles. When the fibre direction was 0°, the fibre bundle was bent and finally broken to respond to the axial compressive force.

Variations of the horizontal scratching force with the scratching displacement under different fibre directions
The scratching force under the same scratching depth can reflect difficulties for fibre cutting along different directions. It can be seen from Fig. 6 that scratching force is similar along different fibre directions given a small scratching depth, given a large scratching depth, the scratching force along 60° of the fibre direction was the highest, and the fibre bundle was the most difficult to be cut. The scratching force along 30° was the second-highest, and the fibre bundle was the second most difficult to be cut. The scratching force changed consistent with the scratching depth when the fibre direction was 0° and 90°, but the scratching force reached the minimum when the fibre direction was 45°.

Variations of the horizontal scratching force with the scratching depth under different fibre directions
Scratching depth can reflect the difficulty for pressure head to press in materials under different fibre directions. In Fig. 7, the scratching depth changes significantly when the positive pressure varies within 0.9 ~ 50 N under different fibre directions. When the fibre direction was 90°, the scratching depth achieved the highest growth rate. This was mainly because with the increase of positive pressure, the scratching force bent the fibre bundle, and it was torn along the fibre direction, which was easier for pressing in of the pressure head. Similarly, when the fibre direction was 0°, the bottom fibre was easy to crack after long-term pressing of the pressure head against the same fibre bundle, and the scratch depth increased quickly in the late stage of scratching. When the fibre direction was 30°, 45° and 60°, the fibre bundle at the bottom of the pressure head was changing randomly, and it was challenging to be fractured. Therefore, the scratching depth was relatively small. Specifically, the fibre bundle suffered similar normal and tangential forces when the fibre direction was 45°. Consequently, the fibre bundle was easily deformed and cut, resulting in the relatively high scratching depth.

Variations of the scratching depth with the scratching displacement under different fibre directions
3.2 Influence of Cutting Angle of the Cutter
Stresses on materials are different under different cutting angles of the cutter, resulting in different materials’ mechanical behaviours. Mechanical behaviours of materials under different cutting angles of the cutter were studied. Cutting angle of the cutter includes a positive rake, zero rake and negative rake.
3.2.1 Positive Rake
During the cutting process under positive rake, materials accumulate on the cutter’s rake face under the effect of cutting force. Moreover, the cutting force peels the fibre from the matrix. When the fibre deformation reaches a certain extent, fibres might be broken and removed. The rigidity of peeled fibre beam is relatively low, so some fibre beams are difficult to be eliminated and retained on the cutting surface, finally forming fuzzing (as shown in Fig. 8).

Material removal mechanism of FRP when cutting angle of the cutter is positive
3.2.2 Negative Rake
During the cutting process under negative rake, cutting force points to the inside of the materials under the cutter’s rake face. Fibres are squeezed by the cutting force and thereby produce bending deformation. Cracks might be produced and propagated on fibres when the deformation reaches a certain extent. Fibres are removed from the cutting zone as chips after breakage. In the cutting process, fibres are crushed down and challenging to form fuzzing and cutting surface quality is relatively good (as shown in Fig. 9).

Material removal mechanism of FRP when cutting angle of the cutter is negative
Cracks are easily produced at the resin-fibre interface under different cutting angles. Cracks are formed at the fibre-resin interface under the effect of cutting force. With the increase of cutting force, cracks begin to propagate from the interface. Moreover, cracks at different fibre interfaces are connected into a large crack. Under negative rake, the cutting force points to the inside of the base. Cracks in brittle materials are easy to propagate toward the free surface, that is, material surface. Therefore, materials can be eliminated effectively.
4 Classification of Conventional Machining Processes of FRPs
The geometric size of the composite component based on FRPs is close to the desired size. They may require machining to facilitate dimensional control for easy assembly and so on. Traditional machining of composite materials mainly includes turning, milling, and drilling. Moreover, some new processing techniques based on traditional processing means like helical milling and ultrasonic-assisted cutting have been developed to address existing problems based on traditional processing techniques.
4.1 Turning Processes
Cylinder or tubular workpieces made of FRPs need turning to gain high surface quality and the desired geometric size. A high-quality turning surface can improve strength properties, such as fatigue strength, corrosion resistance, assembly tolerance, wear rate and coefficient of friction etc. [12].
Some FRP components are tubular workpieces with low rigidity, thin-walled tubular workpiece, and cylinder workpiece with low rigidity, which has to be supported by certain rigidity during machining [13].
Tool angle and fibre direction are two essential factors that influence the turning quality of composite materials. Henerichs et al. [14] carried out a turning test of CFRP by using carbide cutter with different rake and relief angles. At the same time, processing quality and cutting force under different fibre directions were studied. They found that the cutter’s relief angle influenced the cutting force more than the rake angle. Moreover, the cutting force was negatively correlated with the relief angle. The angle between cutting direction and fibre direction affects the tool wore significantly. The tool wear was light when the fibre direction was less than 90°.
Workpiece quality is influenced by fibre direction, as shown in Fig. 10. For the fibre direction is 0° (θ = 0°), the machining surface shows only few fibre breakages and low roughness. Delamination does not occur. Fibre directions of θ = 30°, 60° and 90° show less spring-back and hence less wash out of matrix material. However, fibre directions of θ = 30°, 60° and 90° appear to be the most critical orientations as they cause the highest process forces, the most intensive wear and workpiece damage. Machining fibre direction θ = 135° results in a saw tooth-shaped profile.

Machined surface using a tool (10°, 7°) with different fibre direction a θ = 0°, b θ = 30°, c θ = 60°, d θ = 90° [14]
The cutter life is generally short during turning using traditional uncoated carbide cutter. To increase the service life of the cutting tool, coated carbide cutter, CBN (Cubic Boron Nitride) cutter [15] and PCD (Polycrystalline Diamond) cutter [16] have been developed. Although the service life of CBN cutter and PCD cutter is long, they claim high cost. At present, the coated carbide cutter is most widely used.
4.2 Drilling Processes
4.2.1 Observations When Drilling FRPs
Composite laminates are usually used as structural materials and need to be connected to other metal or composite structures by a mechanical connection. As an essential final manufacturing process for composite laminates, the drilling process is extensively used for producing riveted and bolted joints for fastening the composite structure with other components. For rivets and bolted connections, damaged-free and precise holes must be drilled in the components to ensure high connection strength and precision.
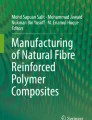
For composite laminates, elasticity modulus and tensile strength along the horizontal direction (the fibre direction) are high. In contrast, the elasticity modulus and tensile strength along the thickness direction of the laminate are low. The laminate is easy to produce bending deflection under the drill top, pressing the chisel edge during drilling. The exit morphology during the CFRP drilling (Fig. 11) reflects that the laminate of composite material suffers the top pressing effect of the chisel edge and develops bending deformation first. The fibre is pulled. Subsequently, the main cutting edge is cut. In this process, the chisel edge provides a substantial top pressing effect with almost no cutting action.

The interaction between drill and workpiece during drilling out (diameter: 8 mm, cutting parameters: S = 3000 rpm, f = 150 mm/min) [17]
4.2.2 Variations of Cutting Force and Cutting Temperature During the Drilling
Since delamination is easy to be generated in drilling and influences the usability of materials, cutting force is believed the main cause of delamination. Therefore, cutting force during the drilling has been focused on by many researchers [1].
The typical thrust force curve during the drilling is shown in Fig. 12 (the feeding rate, rotating speed and diameter of the drill were 150 mm/min, 3000 r/min and Φ8 mm) [18]. The drill-exit surface is defined as the reference plane, and the drilling depth is defined as the distance between the chisel edge and the reference plane. Five representative positions have been analyzed in detail during the drilling process: Position One (P-I), when the drill chisel edge just reaches the reference plane; Position Two (P-II), when half of the main cutting edge passes the reference plane; Position Three (P-III), when the entire main cutting edge just passes the reference plane; Position Four (P-IV), when the minor cutting edge passes the reference plane by 1 mm; and Position Five (P-V), when the minor cutting edge passes 3 mm through the reference plane.

Variation of thrust force curve with cutting depth a thrust force at different drilling depths, b schematic diagram of the corresponding drilling positions [18]
The drill-exit temperature peaked in the hole centre and gradually decreased outward, as shown in Table 1. The drill exit’s temperature rise can be mainly attributed to the heat transferred from the drill and the machined materials. The peak temperature at P-I was about 58.2 °C for UD (unidirectional) CFRP and 54.3 °C for MD (multidirectional) CFRP. As drilling progressed, the temperatures kept increasing, peaked 105.4 °C in UD CFRP when the chisel edge was about 0.25 mm beyond the reference plane. For MD CFRP, a higher peak temperature (122.5 °C) took place at a similar location. The highest temperatures in the drilling of UD and MD CFRPs at P-II were above 160 °C. As the hole was being enlarged during drilling, the cutting velocity increased, leading to more cutting heat that further increased the cutting temperature (up to 210 °C from P-II to P-III).
4.2.3 Machining Quality of Drilling Surface
Typical damages caused by drilling are mainly fuzzing, tearing and delamination are shown in Fig. 13.

Typical damages of CFPR caused by drilling [19]
-
(1)
Fuzzing. Fuzzing is generated by the failure of cutting of fibre. Due to the high strength of fibre, fuzzing is one of the common and most intuitive damages in the processing of FRPs.
-
(2)
Tearing and delamination. Tearing is formed by a large-scaled separation between the part of materials on the surface and the bulk. Delamination refers to the degumming and separation of different layers caused by interlayer stress or manufacturing defect. Since tearing is the cracking between the surface material and the matrix materials, some scholars defined tearing as delamination damage. Size of the delamination (or tearing) is determined through surface observation [20].
-
(3)
Mixed damages: Sometimes, a specific processing surface might have either the mixed defect of fuzzing, tearing and delamination, or internal micro-cracks or fibre pull-out. This is attributed to many reasons, such as different strengths of interlayer bonding agent, different performances of the fibre under different angles, as well as defects during material and component preparation, such as impurities, pores, etc.
Among typical machining damages of FRPs, delamination is the most critical damage and challenging failure mode during composite laminates drilling. Delamination production will decrease the fatigue life and load-carrying capacity of the composite component significantly [21]. During the drilling process, delamination is mainly produced at the entrance and exit of the hole. Severe delamination is often generated at the exit. At the exit of the hole, the remained material is easy to produce large deformations as a response to the thrust force. When the drill approaches the exit side of the hole, the uncut plies beneath the drill become more susceptive to deformation and in particular bending of this area due to the thickness’s decrease. When the thrust force is higher than the material layers’ interlaminate strength, the delamination is produced [22].
Hole wall quality is an essential factor that influences the utilization of materials. In particular, hole wall quality can influence the connection strength and fatigue life of composite structures. The machining quality of hole-surface depends on both cutting force and cutting temperature. Increasing temperature in the composite can change its properties, thus generating severe damage during the cutting process. Moreover, irreversible changes in composite performance occur quickly at temperatures that higher than glass transition temperature, which further decreases the usability of materials [23].
Fibre/matrix cracking, porosity formation and layer separation were shown on the hole surfaces, as shown in Fig. 14 [24]. Delamination and matrix loss/melt were observed from the early stages of drilling. The low thermal conductivity of composite materials induces that high temperature is easily generated during drilling, which is a contributory factor concerning resin melt. However, the damage is liable at lower temperature associated with the onset of plastic deformation.

Internal hole damage forms: a from hole exit, hole number 250 (speed: 3200 r/min, feed: 640 mm/min, drill: conventional); b test 3, sectioned hole, first hole (speed: 9600 r/min, feed: 960 mm/min, drill: conventional); c absence of resin between layers (porosity) and d resin loss [24]
Besides, small parallel grooves were generated under some conditions, as shown in Fig. 15. This may induce the interlaminar separation between fibre layers. Also, this may increase the surface roughness values associated with the holes.

3D topographic maps for the last hole drilled in CFRP [25]
Subsurface damage may be generated during machining; even good surface quality is obtained. Therefore, the subsurface is an essential factor during machining quality evaluation.
Fibre direction has a significant influence on the subsurface damage. Subsurface damage in fibre layer near the CFRP hole exit is shown in Fig. 16. When the cutting angle was fixed at 0°, there was transverse breakage on the subsurface CFRP hole wall. The strength of the matrix declined in response to the fibre layer’s high cutting temperature at the outlet, thus causing the fibre to be crushed by the tool. At the cutting angle of 45°, there were regular breakage pits on the processed surface. The maximum depth of carbon fibre pitting was 24.8 μm. At the cutting angle of 90°, the subsurface of the hole walls developed two forms of damage: microcracks and debonding.

Subsurface damage in fibre layer near the CFRP outlet (helical milling): a subsurface damage at 0° cutting angle; b subsurface damage at 45° cutting angle; c subsurface damage at 90° cutting angle; d subsurface damage at 135° cutting angle [26]
Furthermore, there was severe fibre bending behaviour near the hole walls. Microcracks are the consequence of the squeezing and bending fibres on the processed surface due to the vertical compressive stress. When the stress exceeds the carbon fibre’s ultimate strength, the fibre-matrix interface on the processed surface may develop bending breakages, thus causing microcracks on the subsurface. At the cutting angle of 135°, there was severe subsurface damage. The maximum depth of subsurface damage was 45.2 μm. Subsurface damage was mainly manifested as bending breakage of fibres, causing cracks to diffuse toward the materials’ internal structure. Since cutting temperatures close to the outlet were high, the matrix strength declined and decreased the bonding strength between fibre and matrix. This allows the fibre to bear a higher degree of bending deformation, which reduces chips’ formation but favours crack initiation.
4.3 Milling Processes
A milling experimental study was carried out to study material removal in the milling process of FRPs and influencing factors of processing quality. A CFRP material was used in the experiment. The reinforced carbon fibre is T300, and the matrix material is AG-80 resin. A blind slot was milled by using a carbide milling cutter. The surface quality of the CFRP plate milled under different fibre directions is shown in Fig. 17 (feed per tooth, rotating speed, and milling depth are 0.01 mm/z, 4500 r/min and 0.9 mm, respectively).

Surface quality of CFRP milled under different fibre directions a 0°, b 45°, c 90°, d 135°
Machining quality at two sides of the slot is smooth when θ = 0°, without evident fuzzing. Since the compressive strength of carbon fibre is higher than the tensile strength of resin, resin develops interlayer separation when the squeezing reaches a certain extent. As the squeezing increases continuously, the separated carbon fibre breaks off when the bending stress reaches the ultimate bending strength of carbon fibre, forming a cutting chip. Moreover, the rupture tends to extend toward the fibre direction. Hence, the milling quality at two sides of the blind slot is smooth.
A shear force perpendicular to the fibre direction is produced to respond to cutter’s squeezing effect to the material when θ = 90°. The carbon fibre is cut off when the shear stress exceeds the shearing strength of carbon fibre. Later, the carbon fibre is separated from matrix resin upon the squeezing effect of the cutter’s rake face, which produces cutting chip.
When θ = 45°, carbon fibre not only undertakes shear force perpendicular to the fibre direction but also bears tensile stress along the direction of carbon fibre. Hence, many un-cut carbon fibres are produced, which form fuzzing. The quantity of fuzzing when θ = 45° is significantly higher than that when θ = 90°. The machining quality on the sidewall when θ = 90° is better than that when θ = 45°.
Under θ = 135°, the machining quality on the sidewall of the blind slot is inferior, manifested by long fuzzing and fibre tearing. Fuzzing is significantly longer than those during milling along with other directions.
During milling, along with different fibre directions, the machining quality on the right-side wall of the blind slot is higher than that on the left sidewall. When the milling tool cuts in the workpiece from the left side, the milling tool’s rotating direction is opposite with the feeding direction of the workpiece. The thickness of the cutting layer increases gradually from zero to the peak, indicating that it belongs to the up milling. When the milling tool cuts out of the workpiece from the right side, the milling tool’s rotating direction is the same as the feeding direction of the workpiece. The cutting layer thickness decreases gradually from the maximum to zero, indicating that the processing belongs to the climb milling. At the beginning of up milling, the cutting layer’s thickness is zero, and it is smaller than the cutting edge radius. The cutter tooth squeezes and slides for a short distance on the machining surface. The cutter produces strong friction on the workpiece surface, and it cannot produce cuttings effectively, which further influence the surface machining quality. The material can only be cut when the cutting layer’s thickness is higher than the cutting edge radius. During climb milling, the cutter tooth will not produce squeezing and slippage phenomena when the thickness of the cutting layer decreases from the peak to zero, resulting in the good surface quality of workpieces.
To study the evolution of fibre cutting angle, typical surface morphologies during the orthogonal milling tests of UD-CFRP laminate are shown in Fig. 18 [27]. When the fibre cutting angle is 0°, a majority of the carbon fibres expose on the machined surface indicating the occurrence of fibre-matrix debonding. When the fibre cutting angle is 15°, fibre-matrix debonding is also observed, but the debonding length is smaller than that at the fibre cutting angle of 0°. Besides, the fibre fractures are parallel to the cutting velocity, and the fracture morphologies are rough due to the occurrence of the compression-induced fibre fractures. When the fibre cutting angle is 40°, the saw-tooth surface is generated, caused by the surface cavity defects. When the fibre cutting angle is 70°, bending induced fibre fractures were observed. When the fibre cutting angle is 120°, most of the fibre fractures are smooth, indicating the occurrence of the shear-induced fibre fractures. When the fibre cutting angle is 150°, the fibre fractures are perpendicular to the fibres’ longitudinal direction, which can be attributed to the cutting edges’ compression action.

Typical surface morphologies observed in the orthogonal milling of the UD-CFRP laminate disk [27]
5 Cutting Tools for Conventional Machining of FRPs
Selection of cutting tools mainly considers cutter materials and geometric parameters. Optimization of the cutter materials and geometric parameters mainly decreases cutting force and cutting temperature, aiming to assure the machining quality and machining efficiency. Currently, the demands for drilling are the largest in the processing of composite materials. Therefore, researches on cutting tool mainly concentrate on drilling cutter.
To improve the drilling quality of FRPs, many scholars proposed cutters with different geometric shapes, including tooth-shaped drill, candle-shaped drill, stepped drill and special-shaped drill [28]. Some drill bits with special drill geometries have been shown to produce lower delamination than conventional twist drills. Drill bit with special geometries is shown in Fig. 19.

The use of pilot hole strategies before finish sizing can considerably reduce thrust force due to the absence of contact between chisel edge and work material, thus further reducing delamination. The step drill bit with a suitable structure can avoid the initial damage exceeding the drill diameter effectively and have a good quality of the final hole. Furthermore, a one-shot drill bit is commonly applied for drilling CFRP parts to effectively reduce thrust force and improve drilled hole quality.
Although new drilling cutter can decrease machining damage, wearing the cutting tool, which is mainly produced of high-speed steel or carbide is still severe. Jain and Yang [31] proposed the cutting tool for core drilling to prolong the service life of the cutter and decrease thrust force produced by the chisel edge of the twist drill. The cutting edge of the core drill was fixed on the cutter body through super-hard abrasive particle sintering or electroplating, which assured the cutter’s service life. Tsao and Hocheng [32] improved the core drill. Nevertheless, the core drill’s hollow design makes the centre of the cutter easy to be blocked, which shortens the service life and processing efficiency of the cutter.
The electroplating diamond grinding-drilling combined cutter, formed by the organic combination of the traditional twist drill (or saw drill and candlestick drill) and diamond grinding, is a kind of composite cutter with promising prospects, as shown in Fig. 20. It has attracted great attention of production enterprises due to integrating processing procedures, and high machining quality. The front carbide drilling head (drilling the bottom hole) of the composite drilling cutter can gain a long service life through the secondary cutter sharpening. Hence, the cutter’s service life is mainly determined by the service life of the electroplating diamond abrasive materials in the back end of the cutter (chambering and reaming).

Electroplated diamond drilling-grinding combined cutting tool a step-core-twist drill, b step-core-saw drill, c step-core-candlestick drill [33]
6 Review Questions
-
(1)
What are the main machining difficulties in traditional machining of different FRPs?
-
(2)
Discuss the influence of cutting heat on cutting force and processing quality.
-
(3)
Which are primary factors that influence the service life of cutter in machining of composite materials?
-
(4)
How to design the cutter for different types of composite materials?
-
(5)
What are the similarities and differences between grinding and drilling for composite materials?
-
(6)
Discuss the influence of tool geometry on cutting force and cutting temperature.
-
(7)
Discuss the influence of tool material on tool life and machining quality.
-
(8)
Discuss the valuation of machining quality and how to monitor the machining quality during machining?
-
(9)
Discuss the typical surface damage may be generated during turning.
-
(10)
Discuss the subsurface damage may be generated during milling.
-
(11)
Discuss the crack generation at different location of cutting edge during drilling using traditional twist drill.
-
(12)
Discuss the role thermal conductivity of the cutting tool and workpiece in affecting tool life and machining quality.
-
(13)
Discuss the role of fibre direction in determining the chip formation mechanism and the resulting surface topography in milling unidirectional composites.
-
(14)
Discuss the effects of cutting speed and feed rate on cutting force in drilling FRPs.
-
(15)
Discuss the difference of machining temperature during milling of CFRP and AFRP.
-
(16)
Discuss the influence of plate thickness on the machining quality during drilling of CFRP.
References
Geng, D., Liu, Y., Shao, Z., Lu, Z., Cai, J., Li, X., Jiang, X., Zhang, D.: Delamination formation, evaluation and suppression during drilling of composite laminates: a review. Compos. Struct. 216, 168–186 (2019)
Rawat, S., Attia, H.: Wear mechanisms and tool life management of WC-Co drills during dry high speed drilling of woven carbon fibre composites. Wear 267(5–8), 1022–1030 (2009)
Freeman, W.-T., Kuebeler, G.-C.: Composite Materials: Testing and Design (Third Conference). ASTM International (1974)
Chatterjee, A.: Thermal degradation analysis of thermoset resins. J. Appl. Polym. Sci. 114(3), 1417–1425 (2009)
Selzer, R., Friedrich, K.: Mechanical properties and failure behaviour of carbon fibre-reinforced polymer composites under the influence of moisture. Compos. Part A 28(6), 595–604 (1997)
König, W., Graß, P.: Quality definition and assessment in drilling of fibre reinforced thermosets. CIRP Ann. Manuf. Technol. 38(1), 119–124 (1989)
Xu, W., Zhang, L.: Tool wear and its effect on the surface integrity in the machining of fibre-reinforced polymer composites. Compos. Struct. 188, 257–265 (2018)
Stone, R., Krishnamurthy, K.: A neural network thrust force controller to minimize delamination during drilling of graphite-epoxy laminates. Int. J. Mach. Tools Manuf. 36(9), 985–1003 (1996)
Li, H., Qin, X., He, G., Price. M.-A., Jin, Y., Sun, D.: An energy based force prediction method for UD-CFRP orthogonal machining. Compos. Struct. 159, 34–43 (2017)
An, Q., Cai, C., Cai, X., Chen, M.: Experimental investigation on the cutting mechanism and surface generation in orthogonal cutting of UD-CFRP laminates. Compos. Struct. 230, 111441 (2019)
Liu, D., Tang, Y., Cong, W.-L.: A review of mechanical drilling for composite laminates. Compos. Struct. 94(4), 1265–1279 (2012)
Vasudevan, H., Rajguru, R., Tank, K., Shetty, N.: Optimization of multi-performance characteristics in the turning of GFRP(E) composites using principle component analysis combined with grey relational analysis. Mater. Today Proc. 5(2), 5955–5967 (2018)
Davim, J.-P., Mata, F.: A new machinability index in turning fiber reinforced plastics. J. Mater. Process. Technol. 170(1–2), 436–440 (2005)
Henerichs, M., Voß, R., Kuster, F., Wegener, K.: Machining of carbon fiber reinforced plastics: influence of tool geometry and fiber orientation on the machining forces. CIRP J. Manuf. Sci. Technol. 9, 136–145 (2015)
Rajasekaran, T., Palanikumar, K., Vinayagam, B.-K.: Application of fuzzy logic for modeling surface roughness in turning CFRP composites using CBN tool. Prod. Eng. 5(2), 191–199 (2011)
Sivasankaran, S., Harisagar, P.-T., Saminathan, E., Siddharth, S., Sasikumar, P.: Effect of process parameters in surface roughness during turning of GFRP pipes using PCD insert tool. Procedia Eng. 97, 64–71 (2014)
Hou, G., Zhang, K., Fan, X., Luo, B., Cheng, H., Yan, X., Li, Y.: Analysis of exit-ply temperature characteristics and their effects on occurrence of exit-ply damages during UD CFRP drilling. Compos. Struct. 231, 111456 (2020)
Fu, R., Jia, Z., Wang, F., Jin, Y., Sun, D., Yang, L., Cheng, D.: Drill-exit temperature characteristics in drilling of UD and MD CFRP composites based on infrared thermography. Int. J. Mach. Tools Manuf. 135, 24–37 (2018)
Su, F., Zheng, L., Sun, F., Wang, Z., Deng, Z., Qiu, X.: Novel drill bit based on the step-control scheme for reducing the CFRP delamination. J. Mater. Process. Technol. 262, 157–167 (2018)
Hrechuk, A., Bushlya, V., Ståhl, J.-E.: Hole-quality evaluation in drilling fiber-reinforced composites. Compos. Struct. 204, 378–387 (2018)
Persson, E., Eriksson, I., Zackrisson, L.: Effects of hole machining defects on strength and fatigue life of composite laminates. Compos. Part A Appl. Sci. Manuf. 28(2), 141–151 (1997)
Ho-Cheng, H., Dharan, C.K.H.: Delamination during drilling in composite laminates. J. Eng. Ind. (Trans. ASME) 112(3), 236–239 (1990)
Wang, B., Yang, B., Wang, M., Zheng, Y., Hong, X., Zhang, F.: Effect of cutting temperature on bending properties of carbon fibre reinforced plastics. Sci. Eng. Compos. Mater. 26(1), 394–401 (2019)
Shyha, I.-S., Aspinwall, D.-K., Soo, S.-L., Bradley, S.: Drill geometry and operating effects when cutting small diameter holes in CFRP. Int. J. Mach. Tools Manuf. 49(12–13), 1008–1014 (2009)
Shyha, I.-S., Soo, S.-L., Aspinwall, D.-K., Bradley, S., Perry, R., Harden, P., Dawson, S.: Hole quality assessment following drilling of metallic-composite stacks. Int. J. Mach. Tools Manuf. 51(7–8), 569–578 (2011)
Wang, B., Wang, Y., Zhao, H., Sun, L., Wang, M., Kong, X.: Effect of a Ti alloy layer on CFRP hole quality during helical milling of CFRP/Ti laminate. Compos. Struct. 252, 112670 (2020)
Wang, C., Liu, G., An, Q., Chen, M.: Occurrence and formation mechanism of surface cavity defects during orthogonal milling of CFRP laminates. Compos. Part B Eng. 109, 10–22 (2017)
Hocheng, H., Tsao, C.-C.: Effects of special drill bits on drilling-induced delamination of composite materials. Int. J. Mach. Tools Manuf. 46(12–13), 1403–1416 (2006)
Jia, Z., Zhang, C., Wang, F., Fu, R., Chen, C.: An investigation of the effects of step drill geometry on drilling induced delamination and burr of Ti/CFRP stacks. Compos. Struct. 235, 111786 (2020)
Wang, F., Qian, B., Jia, Z., Fu, R., Cheng, D.: Secondary cutting edge wear of one-shot drill bit in drilling CFRP and its impact on hole quality. Compos. Struct. 178, 341–352 (2017)
Jain, S., Yang, D.-C.-H.: Delamination-free drilling of composite laminates. J. Eng. Ind. 116(4) (1994)
Tsao, C.-C., Hocheng, H.: Parametric study on thrust force of core drill. J. Mater. Process. Technol. 192–193, 37–40 (2007)
Tsao, C.-C.: Investigation into the effects of drilling parameters on delamination by various step-core drills. J. Mater. Process. Technol. 206(1–3), 405–411 (2008)
Acknowledgements
The editors would like to thank all the contributors (especially to Quan Wen from Northeastern University in China), who participated in scholarship and a desire to help in their busy schedules. This research is also supported by the National Natural Science Foundation of China (Grant No. 51875367).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Wang, B., Gao, H. (2021). Conventional Machining Processes of Fibre Reinforced Polymer Composites. In: Shyha, I., Huo, D. (eds) Advances in Machining of Composite Materials. Engineering Materials. Springer, Cham. https://doi.org/10.1007/978-3-030-71438-3_3
Download citation
DOI: https://doi.org/10.1007/978-3-030-71438-3_3
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-71437-6
Online ISBN: 978-3-030-71438-3
eBook Packages: EngineeringEngineering (R0)