
Abstract
The paper discusses findings presenting the effect of traverse speed on the surface quality, obtained due to the procedure of processing with the use of abrasive waterjet (AWJ). The analyses of surface deviations were carried out for the samples of three different materials, i.e. steel S235JR, aluminium alloy PA6 and PE WUHD 1000, applied to sample cuttings within the range of traverse speeds from 25% up to 200% by using a 25% gradient. The traverse speed corresponding to 100% was factory-defined for each tested material. Barton garnet was used as an abrasive material; mesh 80. The study was conducted with the maintenance of constant water jet pressure and the abrasive mass flow rate of 350 MPa and 148 g/min, respectively. According to the guidelines of EN ISO 9013:2017-04 standard, the analysis of two parameters characterizing a cutting-site groove shape was made, namely thickness diminution (Δa) and deviation from perpendicularity or inclination (u). Hence, surface deviation values were found in terms of macrogeometry. Based on the conducted studies, the effect of the AWJ processing speed values on the geometry of a produced groove was defined and depicted as a trendline. Also, we have drawn conclusions on the possibilities to find an optimum machining speed for a given material, which would enable us to obtain the most favourable final geometry. The authors are therefore convinced that it is possible to obtain favourable surface finish of semi-products after the AWJ machining.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Before further processing, the majority of materials need to be prepared. Very frequently, they need to undergo cutting. At the contemporary stage of technological development, materials can be applied to cutting by using a variety of machines. In the practice, the cutting can produce waste (using a turning lathe; frame-, disk-, band- or abrasive cutters, oxygen and plasma ones) or be waste-free (using scissors or impact-related). Apart from the above mentioned commonly used methods of cutting, there are plenty of other methods considered as unconventional, which have been more and more popular in industrial plants. This is the case especially in the war, aircraft and electronic industries when it comes to the manufacture of press tools, templates, mold cavities or dams, where special almost unprocessable materials, products made of special ceramics and composites are used [1,2,3]. This principle also refers to elements of inconsiderable dimensions, of small roughness, as well as products of demanding properties as to their superficial layer.
Main unconventional methods of material cutting include the following: abrasive waterjet (AWJ) machining, cutting with a string armoured with an abradant, laser processing, anode-mechanical cutting, and electroerosive machining (cutting out).
2 Abrasive Waterjet (AWJ) Machining
Waterjet was first used as a tool in ore mining in 1940. The advantages of waterjet lead to the development of this technology and an increase in its use in industrial practice. On one hand, it allows shaping very soft materials (rubber, fiber composite materials, foam materials, cellulose mass etc.), on the other – very hard ones [4] (steel, metals and non-iron alloys, alloys, ceramics, glass, titan).
The rule of developing jet consists in using water to speed up abrasive grains (most frequently garnet).
After being mixed with water in a mixing chamber and formed in a so-called mixing tube, the abradant forms a water-abradant jet of a specific diameter [5] capable of cutting hardest materials [6]. The phenomenon of the so-called ejector abradant suction is taking place. A very big velocity of water under big pressure causes the underpressure below the nozzle of the mixing tube [7]. This results in an automatic suction of the abradant to the chamber, where it is mixed with water. The water-abradant mixture is then formed in the mixing tube and directed into the machining site. An important benefit of AWJ machining is little effect of strains on the element that is being machined. It gives enormous possibilities of manufacturing parts whose well-thickness is of about 0.5 mm with no concerns that these could break. An extremely positive phenomenon is the fact that it is the force of the jet itself that acts on the machined material, suppressing it to the grid. Special plastic pads which protect the part that is being cut out against falling on the bottom of the bath may be used while cutting out very small elements.
In the literature on the subject matter, an effect of AWJ machining on surface roughness [8,9,10] has been investigated, especially with reference to the machining velocity [11]. Spatial parameters connected with surface topography [12] have been used in the roughness assessment. The analysis is being carried out also with regard to emerging vibrations [13] and the re-usage of the material [14]. Taking into consideration varying reliability and comparability of the measurements’ results [15], different metrology techniques, both contact and contactless [16], can be used to analyze surface roughness on the microscale. Given that, it seems very interesting and justifiable to make an approach aimed at predicting surface quality obtained as a result of AWJ machining while particular process parameters are taken into account [17].
There are fewer publications in the literature on changes in the geometry on the macroscale [18]. Defining the effect of machine cutting speed on surface macrogeometry was therefore the major motivational factor of the conducted studies. The AWJ is known as a machining method utilizable for the cutting of almost all types of materials without taking risk of any thermal deformations [9]. However, having made a literature review we failed to find any comparative studies on the effect of machine cutting speed on surface macrogeometry in the case of materials considerably distinct as to their physicochemical properties. Our article also provides readers with a valuable knowledge from the field of technological process development depending on a processed material, with a simultaneous production of satisfactory surface macrogeometry.
Various metrology techniques may be used for macroscale measurements. Most frequent are optical measurements which use optical scanners, measurement microscopes, and recently also computed tomography (CT) [19]. In our preliminary work, we attempted to use optical scanning techniques, taking into account their usefulness on both macro- and meso-scales [20, 21].
3 Materials and Methods
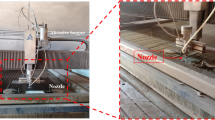
ATMS Water Jet TK-1010-FA machine has been chosen for the experiment. It is a three-section workstation: big pressure section, the system of mechanic head movement, and the system of programming and steering of the machine. From the point of view regarding the cutting process accuracy aspects, its mechanic part plays a pivotal role. Its construction consists in an open boom system mounted on a stationary basis, on which the moving of perpendicularly situated beams against one another takes place. Next, an axis of each beam corresponds to the Cartesian system axis, using the right hand rule. A digital drive coupled with a ball screw enables repositioning in a given axis. The sole reposition, however, occurs on the profiled linear slide bearings. This section of the station is presented in Fig. 1.

Extension arm system used to move the cutting head [22].
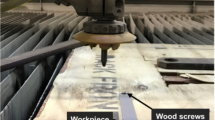
A cutting head installed on the test machine is an IDE head. The head construction enables a manual change of the tilt angle against the plane of the machined material (in the ‘Z’ and ‘X’ planes of the machine). The machine used in the experimental work is designed to cut diverse materials. Therefore, three different material samples of the same height were used in our study. Material blocks of the following dimensions were used in our experiment: length 400 mm, width 150 mm and height 35 mm. The samples were preliminarily prepared by means of the chip cutting method using milling. Materials for the samples were as follows: S235JR (St3S) Steel, PA 6 aluminium alloy and PE WUHD 1000 polyethylene.
To the best of our knowledge, in order to make an in-depth analysis of the feed rate effect on cutting quality, for each studied sample we have decided to perform seven test cuts within the range from 25% up to 200%, with increments every 25%. The baseline speed (100%) was defined in factory for each of the materials as the content of abrasive, due to the optimization of the cutting process. The parameter subjected to change was the feed rate. For each of the speed rates the abrasive flow rate remained unchanged at 148 g/min. The constant process parameters are shown in Table 1.
The appearance of samples after the cutting is shown in the following figures: steel S235JR (Fig. 2), aluminium alloy PA6 (Fig. 3), PE WUHD 1000 (Fig. 4).

Sample S235JR.

Sample PA6.

Sample PE WUHD 1000.
To evaluate the quality of shaping by cutting, including abrasive waterjet cutting, the following standard is used: EN ISO 9013: 2017-04 Thermal cutting - Classification of thermal cuts - Geometrical product specification and quality tolerances. In order to unequivocally assess the results of the conducted research, methodology included in this standard was used, and in accordance with its content results were determined.
According to the scheme of the carried out research on the groove shape in the case of perpendicular cutting for AWJ machining, characteristic values are the following quantities (Fig. 5):

Thickness diminution and deviation from perpendicularity or inclination (vertical cutting) [23].
Based on these characteristic values, the analysis of the cutting head feed rate effect on the groove geometry was carried out. The measurements were made on the station equipped with Stemi 508 microscope coupled with a digital camera and dedicated software. Methodology of the analysis was shown in Fig. 6.

The methodology of sample analysis and values corresponding to the speed at the level of 25% of the assumed speed.
4 Results and Discussion
On the basis of the performed analyses, the results were obtained, which are shown below in a tabular and graphic form in order to highlight the trend of changes during changes of the traverse speed for the tested material. The values Δa are presented separately for the top and bottom part of the sample.
For the sample made of S235JR material measurement results (Table 1) and the trend of the deviation of the cut profile walls from the plumb line (Fig. 7) and the edge loss on the input and output of the jet (Fig. 8) are as follows:

Analysis results for the steel S235JR – parameter u.

Analysis results for the steel S235JR – parameter Δa.
For the sample made of PA6 measurement results (Table 2) and the trend of the deviation of the cut profile walls from the plumb line (Fig. 9) and edge loss on the input and output of the jet (Fig. 10) are as follows:

Analysis results for aluminium alloy PA6 – parameter u.

Analysis results for aluminium alloy PA6 – parameter Δa.
For the sample made of PE WUHD 1000 material measurement results (Table 3) and the trend of the deviation of the cut profile walls from the plumb line (Fig. 11) and edge loss on the input and output of the jet (Fig. 12) are as follows (Table 4):

Analysis results for polypropylene PE WUHD 1000 – parameter u.

Analysis results for polypropylene PE WUHD 1000 – parameter Δa.
Data analysis made on the basis of a series of test cuttings gives a preview of the trend occurring along with increasing the working feed rate during the AWJ cutting. Collecting (Fig. 13) the carried out analyses for each of the tested materials on one chart, clearly demonstrates that along with a growing cutting rate, the deviation of the cut material wall perpendicularity in relation to the axis of the abrasive waterjet increases, referred to as parameter u. The clear fact should be also taken into account that at low traverse speeds a similar phenomenon takes place, too. However, it is of decreasing nature along with growing speed, until the optimum speed for a particular workpiece is reached. After crossing this optimum speed, the geometry of the groove deteriorates in relation to the axis of abrasive waterjet. For materials of a higher density this course is more easily visible and unequivocal. Comparing the obtained results one should expect that such a scheme will be duplicated for other materials available for the AWJ treatment, while bearing in mind that in an analogous manner it will reflect the working feed rate parameter with respect to the mechanical properties of workpiece.

The results of analyses for all the materials – parameter u.
Performed tests with regard to the deformation and loss of material at the edges of the grooves from the input and output of the jet also demonstrate a relationship between the influence of the working feed rate and the deformation for a particular type of material (Fig. 14), but it is no longer so evident as in the case of the perpendicularity of the walls with respect to the axis of the jet. However, it can be observed that for this parameter (Δa) there is also such a traverse speed, at which the loss of the edge of material or deformation reach the minimum values. Analysing the two parameters, a relationship between the deviation from the axis of the cut material wall, and the loss or deformation of the cut material’s edge can be easily seen. Namely, for the two measured parameters there is such a speed for which the deviation is the smallest. Furthermore, this speed for both the parameters is present within the same range, making it the optimum speed in the AWJ machining process for a given material. Due to a continuous development of the technology described here, it should be presumed that the greater the pressure the increase of machining speed for workpiece material will be possible, while maintaining or even increasing current accuracy values.

The results of analyses for all the materials – parameter Δa.
5 Conclusions
Abrasive jet machining is getting more and more popular mean of cutting various materials. For the macro-scale evaluation of geometry in the post-cutting section and for the review of superficial sites of unevenness (in micro-scale), a variety of measuring devices, operating based on contact or contactless methods, can be used. The studies presented in this article demonstrate our view on the possibilities of using this specific machining in industrial applications and also for atypical materials.
Our study indicates, among others, that it is possible to determine an optimum range of the traverse speed, at which the final geometry of a processed material would be the best. In the case of steel the minimum values of deviations for the “u” parameter exist at the speed of approximately 20 min/min. A similar tendency is manifested by “Δa” parameter, for which the minimum deviations can be observed within the speed range of 20–30 mm/min. Steel presents greater Δa deviations at smaller speeds, and smaller Δa deviations at greater speeds. In the case of aluminium the scope of speeds at which the “u” parameter deviations are the smallest, is broader than in the case of steel, and equals from 35 up to 80 mm/min. Also, the effect of speed on “Δa” parameter changes, where smaller deviations are found at lower speeds, while greater deviations are observed at higher speeds. Optimum values of the speed for “Δa” parameter are within the range of 65–80 mm/min, at the same time being equivalent to the speed values at which it is feasible to achieve the smallest deviations of the “u” parameter. Bearing in mind the polypropylene (PP), it is possible to determine several values of the speed, at which the “u” parameter deviations are the smallest, their values being 50, 110 and 160 mm/min, respectively. In the case of the PP the effect of speed on the change of values of “Δa” parameter deviations is the weakest compared to the remaining materials discussed. Having analysed accumulative plots, in comparison with steel, it was perceivable that the processing of aluminium and PP could be carried out at greater speeds with the maintenance of the optimum value of “u” and “Δa” parameters. Importantly, the “u” parameter value dramatically increased as soon as the speed of 100 mm/min was exceeded. The greatest values of “Δa” deviations were achieved for the PP, while the smallest for steel.
Due to the irreplaceability of the process and its numerous advantages, the method will be used with growing interest in the procedures of cutting. Another reason for its greater and greater popularity is the fact that the material-based technology experiences an increasing development towards composite materials, which easily undergo the abrasive jet machining nowadays.
References
Kovacevic, R., Hashish, M., Mohan, R., Ramulu, M., Kim, T.J. Geskin, E.S.: State of the art of research and development in Abrasive Waterjet Machining, J. Manuf. Sci. Eng, 119(4B), 776–785
Youssef, H.A., Hassan El-Hofy, H.: Machining Technology. Machine Tools and Operations. CRC Press, Boca Raton (2008)
Miller, D.S.: Micromachining with abrasive waterjets. J. Mater. Process. Technol. 149(1–3), 37–42 (2004)
Cárach, J., Hloch, S., Hlaváček, P., Ščučka, J., Martinec, P., Petrů, J., Zlámal, T., Zeleňák, M., Monka, P., Lehocká, D., Krolczyk, J.: Tangential turning of Incoloy alloy 925 using abrasive water jet technology. Int. J. Adv. Manuf. Technol. 82(9–12), 1747–1752 (2015)
Orbanić, H., Junkar, M., Bajsić, I., Lebar, A.: An instrument for measuring abrasive water jet diameter. Int. J. Mach. Tools Manuf 49(11), 843–849 (2009)
Kinik, D., Gánovská, B., Hloch, S., Monka, P., Monková, K., Hutyrová, Z.: On-line monitoring of technological process of material abrasive water jet cutting. Tehnički vjesnik 22(2), 351–357 (2015)
Hreha, P., Radvanská, A., Hloch, S., Peržel, V., Królczyk, G., Monková, K.: Determination of vibration frequency depending on abrasive mass flow rate during abrasive water jet cutting. Int. J. Adv. Manuf. Technol. 77(1–4), 763–774 (2014)
Kovacevic, R.: Surface texture in abrasive waterjet cutting. J. Manuf. Syst. 10(1), 32–40 (1991)
Begic-Hajdarevic, D., Cekic, A., Mehmedovic, M., Djelmic, A.: Experimental study on surface roughness in abrasive water jet cutting. Procedia Eng. 100, 394–399 (2015)
Hashish, M.: Characteristics of surfaces machined with abrasive-Waterjets, J. Eng. Mater. Technol. 113(3), 354–362
Löschner, P., Jarosz, K., Niesłony, P.: Investigation of the effect of cutting speed on surface quality in abrasive water jet cutting of 316L stainless steel. Procedia Eng. 149, 276–282 (2016)
Klichova, D., Klich, J., Zlamal, T.: The use of areal parameters for the analysis of the surface machined using the abrasive waterjet technology. In: Hloch, S., Klichova, D., Królczyk, G.M., Chattopadhyaya, S. (eds.) Advances in Manufacturing Engineering and Materials. Springer, Heidelberg (2018)
Hreha, P., Radvanska, A., Knapcikova, L., Królczyk, G.M., Legutko, S., Królczyk, J.B., Hloch, S., Monka, P.: Roughness parameters calculation by means of on-line vibration monitoring emerging from AWJ interaction with material. Metrol. Measur. Syst. XXII 2, 315–326 (2015)
Schnakovszky, C., Herghelegiu, E., Radu, M.C., Tampu, N.C.: The surface quality of AWJ cut parts as a function of abrasive material reusing rate. In: Modern Technologies in Industrial Engineering, ModTech2015, IOP Publishing, IOP Conference on Series: Materials Science and Engineering, vol. 95, 012004 (2015)
Wieczorowski, M., Cellary, A., Majchrowski, R.: The analysis of credibility and repro-ducibility of surface roughness measurement results. Wear 269(5–6), 480–484 (2010)
Mathia, T.G., Pawlus, P., Wieczorowski, M.: Recent trends in surface metrology. Wear 271(3–4), 494–508 (2011)
Hloch, S., Valíček, J.: Topographical anomaly on surfaces created by abrasive waterjet. Int. J. Adv. Manuf. Technol. 59(5–8), 593–604 (2012)
Kong, M.C., Axinte, D.: Response of titanium aluminide alloy to abrasive waterjet cutting: geometrical accuracy and surface integrity issues versus process parameters. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 223(1), 19–42 (2009)
Gapinski, B., Wieczorowski, M., Marciniak-Podsadna, L., Dybala, B., Ziolkowski, G.: Comparison of different methods of measurement geometry using CMM, optical scanner and computed tomography 3D. Procedia Eng. 69, 255–262 (2014)
Gapiński, B., Wieczorowski, M., Marciniak-Podsadna, L., Swojak, N., Mendak, M., Kucharski, D., Szelewski, M., Krawczyk, A.: Use of white light and laser 3d scanners for measurement of mesoscale surface asperities, In: Diering, M., Wieczorowski, M., Brown, C.A. (eds.) rozdział w: Advances in Manufacturing II, V.5, Metrology and Measurement Systems, pp. 239–256. Springer (2019)
Majchrowski, R., Grzelka, M., Wieczorowski, M., Sadowski, L., Gapiński, B.: Large area concrete surface topography measurements using optical 3D scanner. Metrol. Measur. Syst. XXII(4), 565–576 (2015)
EN ISO 9013:2017-04 Thermal cutting – Classification of thermal cuts - Geometrical product specification and quality tolerances
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Bartkowiak, M., Wieczorowski, M., Swojak, N., Gapiński, B. (2020). The Influence of Traverse Speed on Geometry After Abrasive Waterjet Machining. In: Królczyk, G., Niesłony, P., Królczyk, J. (eds) Industrial Measurements in Machining. IMM 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-49910-5_18
Download citation
DOI: https://doi.org/10.1007/978-3-030-49910-5_18
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-49909-9
Online ISBN: 978-3-030-49910-5
eBook Packages: EngineeringEngineering (R0)