
Abstract
A hydraulic model with a similarity ratio of 1:4 was used to simulate the blowing parameters of 65t electric arc furnace (EAF). The molten bath stirring effects of different bottom blowing arrangements and flow rates under different combined blowing conditions were studied. On this basis, orthogonal experiments were designed to study the effects of bottom blowing rate, side blowing rate, and bottom blowing arrangement on the mixing time of molten bath. The results showed that the bottom blowing arrangement has little effect on the mixing time of molten pool. Under the condition of combined blowing, the degree of influencing factors on mixing time from big to small was the side blowing rate, bottom blowing rate, and bottom blowing arrangement. The industrial experiment showed that, compared with traditional process, the combined blowing process can increase the decarbonization rate and reduce the consumption of iron and steel materials.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
The electric arc furnace (EAF) has played a very important role in the modern steelmaking process. However, a prominent disadvantage in the process of EAF steelmaking is that the stirring of the molten pool is weak and the smelting time is long. The heat generated by the arc directly heats the molten steel in the upper part of the molten pool, while the molten steel near the bottom and outside the arc zone are heated mainly by convective diffusion of heat. The bottom blowing technique for EAF steelmaking process was proposed to promote the molten bath fluid flow, accelerate the metallurgical reaction, and improve the quality of molten steel.
As the EAF steelmaking is a high-temperature and high-pressure process, and it is accompanied by high-power electric energy transmission, water models and numerical simulations have been widely used to study the metallurgical effects of EAF steelmaking [1,2,3,4]. Wei [1] established a mathematical model and water model to study the physical and chemical properties of molten bath with bottom blowing, and the results showed that bottom blowing could promote mass transfer and increase the capacity of EAF production. Schade [5] compared the major effects of bottom blowing with traditional melting conditions without bottom blowing in Lukens steel company. Li [6] studied the effect of bottom stirring condition on the rising height of the EAF bath and the mixing characteristics of bottom blowing in EAF through water model experiments. Li [7] studied the fluid flow and mixing process in a bottom stirring EAF experimentally and numerically and found that with the bottom blowing nozzles moving off-center, the angular velocities were increased, and the stirring efficiency was improved significantly.
Combined blowing technology of EAF combines the characteristics of side blowing and bottom blowing of EAF, which can improve the productivity of EAF and the quality of steel, reduce energy consumption. In the present study, a hydraulic model with a similarity ratio of 1:4 was used to simulate the blowing parameters of 65t EAF. The molten bath stirring effects of different bottom blowing arrangements and flow rates under different combined blowing conditions were studied.
Hydraulic Experiment
In this study, a hydraulic model experiment was carried out to analyze the effect of combined blowing on the molten bath stirring in EAF, whose instruments were shown in Fig. 1. The side and bottom blowing gas were injected into the hydraulic bath through three oxygen lance and three porous plugs. The side oxygen lance consisted of stainless steel, while the porous plugs consisted of copper rod and plexiglass. The KCl was applied as the tracer and two conductivity electrodes were set at different locations to record the mixing time by monitoring the hydraulic electronic conductivity in the molten bath. In order to make sure that the experiment results were reliable, two experiments were carried out for each experimental scheme, and the results should deviate less than 10%.

Combined blowing experimental instruments of hydraulic model experiment
Table 1 lists the dimensions of hydraulic model which was scaled down by a ratio of 1:4. The hydraulic and compressed air were, respectively, used to represent the molten steel and the combined blowing gases (oxygen and argon).
As previously reported, the fluid flow and mixing are caused by momentum transfer by blowing gases and liquids [8,9,10,11]. To ensure the similarity between the hydraulic model and real EAF, the modified Froude number of two models should be maintained, and the equations can be expressed by Eqs. (1)–(2).
where ρlw, ρlp, ρgw, and ρgp are, respectively, the liquid density of the hydraulic model, the liquid density of the prototype, the gas density of the hydraulic model, and the gas density of the prototype, kg m−3; dw and dp are the nozzle diameters of the hydraulic model and the prototype, m; Hw and Hp are the molten bath depth of the hydraulic model and the prototype, m; uw and up are the gas velocities of the hydraulic model and the prototype, m s−1; Qw and Qp are the gas flow rates of the hydraulic model and the prototype, m3 h−1; g is the gravity acceleration, m s−2. Dw and Dp are the molten bath hydraulic diameter of the hydraulic model and the prototype, m, and it can be calculated by Eq. (3).
where D is the molten bath hydraulic diameter, m.
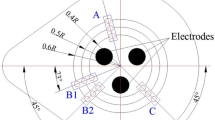
The oxygen lance and bottom blowing arrangements are shown in Fig. 2, four different bottom blowing arrangements (A1A2, A1B2, B1A2, and B1B2) will be analyzed in this study. Based on Eqs. (1)–(3), the parameters of combined blowing are shown in Table 2.

The combined blowing arrangements in EAF model
In this study, the mixing time was defined as the time when the conductivity between the two electrodes converged and remained stable. The mean mixing time (Tmix) was calculated by Eq. (5).
where T1 and T2 are the mixing time of the two experiments for each experimental scheme, s.
Results and Discussion
Analysis of Hydraulic Model Experiment Results
Orthogonal test design and analysis method is the most commonly used method of process optimization test design and analysis, and is the main method of partial factor design. Based on probability theory, mathematical statistics, and practical experience, orthogonal test is a scientific calculation method for dealing with multi-factor optimization problems efficiently. It arranges test schemes by using standardized orthogonal table and calculates and analyzes the results. In this experiment, three variables (side blowing flow rate, bottom blowing flow rate, and bottom blowing arrangements) were taken into consideration and 16 groups of orthogonal experiments were designed by SPSS (Statistical Product and Service Solutions). The experimental results are shown in Table 3.
In multivariate analysis of variance, it is required that the data must conform to the normal distribution of the population, and then the data samples should satisfy the homogeneity of variance. Therefore, the NPar test is carried out by SPSS software to determine whether the result is in conformity with normal distribution. As shown in Table 4, it can be seen that Z = 0.582, P = 0.887 > 0.05, which are in agreement with the normal distribution of the whole population.
The significance level P > 0.05 can be found by the difference homogeneity test, so it can be inferred that the homogeneity of variance of the analysis data is valid and the variance analysis can be carried out, as shown in Table 5.
When the significant level P is less than 0.01, the factors have a remarkable impact on the experimental results; when the significant level is in the range between 0.01 and 0.05, the factors have an important impact on the experimental results; when the significant level is greater than 0.05, the factors have no significant impact on the experimental results. As can be seen from Table 5, the significant level P of side blowing flow rate and bottom blowing flow rate is less than 0.01, which means that the two factors have a remarkable impact on the mixing time. But the degree of influence varies greatly, the F value of side blowing flow rate is 439.172 and that of bottom blowing flow rate is 223.164. It can be seen that side blowing flow rate has the greatest influence on mixing time, followed by bottom blowing flow rate. The significant level of bottom blowing arrangements was 0.134, which is bigger than 0.05, so the influence of bottom blowing arrangements on mixing time was not significant. The influence of three factors on mixing time is in the order of side blowing flow rate > bottom blowing flow rate > bottom blowing arrangements.
Table 6 lists the single factor descriptive statistics of the variables. It shows that the mixing time is the smallest when the side blowing flow rate is 24.8 Nm3 · h−1. The average value is largest when the side blowing flow rate is 12.4 Nm3 · h−1, and the minimum average mixing time of the bottom blowing flow rate is 3.53 NL·min−1. The significant level P is less than 0.05 between the three levels of 12.4, 18.6, and 24.8 Nm3 · h−1, which reflects that there are significant differences on mixing time by the side blowing flow rate. Similarly, there has no significant impact on mixing time between the bottom blowing flow rate is 2.82 NL · min−1 and 3.53 NL · min−1 (P > 0.05), but have remarkable difference among other flow rates (P < 0.01). The average mixing time was smallest when the bottom blowing position was B1A2, and there was no significant difference among the bottom blowing arrangements (P > 0.05).
Figure 3 shows the chart of mixing time variation trends. By observing and comparing the average mixing time under different combined blowing flow rates, it can be found that the mixing time of the EAF also follows the rule that the mixing time decreases with the increase of combined blowing flow rate. From the above results, the optimum scheme of water model orthogonal test is side blowing flow rate 24.8 Nm3 · h−1, bottom blowing flow rate 2.82 NL · min−1, and bottom blowing arrangements B1A2.

Chart of mixing time variation trends
Analysis of Industrial Test Results
The results of hydraulic simulation experiment show that the combined blowing can effectively stir the molten pool. In order to further study the industrial application effect of combined blowing, the smelting data of 550 heats with combined blowing and without bottom blowing were counted.
Table 7 shows the average industrial results of two kinds of flowing patterns. It can be seen that bottom blowing stirring can reduce the content of FeO in slag, thereby increasing the yield of metal and reducing the consumption of iron and steel materials. At the same time, bottom blowing stirring can increase the contact area of [C], [O] in molten steel, accelerate its mass transfer rate, promote the process of carbon–oxygen reaction, increase the decarbonization rate, and reduce the end-point carbon–oxygen deposition. Because of the effect of bottom blowing and stirring, the slagging process is accelerated, the utilization efficiency of lime is improved, and the consumption of lime per ton of steel is indirectly reduced.
Figure 4 shows the distribution of main contents in slag with the two conditions, the content of FeO in slag is reduced by 3.25% under combined blowing conditions compared with the experimental results without bottom blowing. With the increase of bottom blowing, the mass transfer rate from slag (FeO) and molten steel to slag–metal interface is increased, and the reaction (FeO) + [C] = Fe + CO(g) is intensified. Therefore, the content of FeO in slag and the oxidation of slag are reduced.

Distribution of main contents in slag
Conclusion
In this study, a hydraulic model with a similarity ratio of 1:4 was used to simulate the blowing parameters of 65t EAF, and the conclusions can be expressed as follows:
-
(1)
By comparing the average mixing time under different combined blowing flow rates, it can be found that the mixing time of the EAF also follows the rule that the mixing time decreases with the increase of combined blowing flow rate.
-
(2)
By measuring the mixing time of different schemes, the optimum combined blowing scheme is selected as follows: side blowing flow rate 24.8 Nm3 · h−1, bottom blowing flow rate 2.82 NL · min−1 (corresponding to prototype flow 2000 Nm3 · h−1, bottom blowing flow 150 NL · min−1), and bottom blowing arrangement B1A2.
-
(3)
Through the orthogonal scheme analysis, the influence of each factor on mixing time is in the order of side blowing flow rate > bottom blowing flow rate > bottom blowing arrangements.
-
(4)
The industrial test results show that under combined blowing conditions, the molten pool can be better stirred, the decarbonization and dephosphorization rate can be increased, and the consumption of iron and steel materials can be reduced.
References
Wei GS, Zhu R, Dong K, Ma GH, Cheng T (2016) Research and analysis on the physical and chemical properties of molten bath with bottom-blowing in EAF steelmaking process. Metall Mater Trans B 47B:3066–79
Liu FH, Zhu R, Dong K, Bao X, Fan SL (2015) Simulation and application of bottom-blowing in electrical arc furnace steelmaking process. ISIJ Int 55(11):2365–2373
He CL, Zhu R, Dong K, Qiu YQ, Sun KM, Jiang GL (2011) Three-phase numerical simulation of oxygen penetration and decarburisation in EAF using injection system. Ironmaking Steelmaking 38(4):291–296
Dong K, Zhu R, Liu WJ (2011) Bottom-blown stirring technology application in consteel EAF. Adv Mater Res 36:639–643
Schade CT, Schmitt R (1991) Evaluation of bottom stirring in lukens’ electric arc furnace. Iron Steelm 18:23–28
Li LF, Jiang MF, Duan ZY (1996) Study on bottom blowing stirring characteristics of electric arc furnace. Steelmaking 12(2):49–52
Li BK (2000) Fluid flow and mixing process in a bottom stirring electrical arc furnace with multi-plug. ISIJ Int 40(9):863–869
Zhu MY, Inomoto T, Sawada I, Hsiao TC (1995) Fluid flow and mixing phenomena in the ladle stirred by argon through multi-tuyere. ISIJ Int 35(5):472–479
Singh V, Kumar J, Bhanu C, Ajmani SK, Dash SK (2007) Optimisation of the bottom tuyeres configuration for the BOF vessel using physical and mathematical modelling. ISIJ Int 47(11):1605–1612
Zhou XB, Ersson M, Zhong LC, Yu JK, Jönsson P (2014) Mathematical and physical simulation of a top blown converter. Steel Res Int 85(2):273–81
Luomala MJ, Fabritius MJ, Härkki JJ (2004) The effect of bottom nozzle configuration on the bath behaviour in the BOF. ISIJ Int 44(5):809–16
Acknowledgements
The work was supported by the National Natural Science Foundation of China (Nos. 51734003 and 51604022).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Wu, X., Zhu, R., Wei, G., Dong, K., Yang, L. (2020). Hydraulic Model Study of Combined Blowing in 65t Electric Arc Furnace (EAF). In: Peng, Z., et al. 11th International Symposium on High-Temperature Metallurgical Processing. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-36540-0_1
Download citation
DOI: https://doi.org/10.1007/978-3-030-36540-0_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-36539-4
Online ISBN: 978-3-030-36540-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)