
Abstract
Efficient encapsulation techniques and development of special delivery systems enhance the stability of target compounds, enabling their processing and application. Supercritical fluid extraction of emulsions (SFEE) is a promising alternative to process natural target compounds, due to its suitability to encapsulate poorly water-soluble compounds in an aqueous suspension, providing products with controlled particle size, stability and without toxicity. This chapter provides technological aspects and recent data (2016–2018) on the application of SFEE delivery systems to encapsulate compounds of great interest to the food and non-food industry.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


4.1 Introduction
The microencapsulation in the food industry provides a protective barrier to sensitive target compounds, masking unpleasant tastes and smells and stabilizing and increasing the bioavailability of the bioactive compound [1]. Conventional techniques for particle formation have been proposed in the literature (spray-drying, jet milling, liquid antisolvent precipitation, solvent evaporation, emulsification, and lyophilization). However, these methods suffer from many drawbacks, mainly lack of control over particle morphology, particle size and particle size distribution (PSD), difficulty in the elimination of the solvents used and possible degradation due to high temperatures employed [2].
Aspects regarding particles are a crucial factor for processing and consumption. For instance, particles should be around 0.1–0.3 µm for intravenous delivery, 1–5 µm for inhalation delivery, and 0.1–100 µm for oral delivery [3].
Emulsion freeze-drying and solvent evaporation are expected to be fabrication techniques of drug or polymer suspensions. However, both techniques require huge amounts of organic solvent, that limits the production of suspensions, because of high costs with energy and removal of solvent, and purification of the suspension [4].
As an alternative to conventional particle formation processes, the described class of hydrophobic target compounds is suitable for crystallization by the use of through solvent extraction from oil in water (o/w) emulsion. The hydrophobic compound is first dissolved in a suitable organic solvent, and the solution is then dispersed in water, so as to form an o/w emulsion [5].
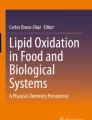
A fluid is defined as supercritical when its temperature and pressure exceed critical values (Fig. 4.1). Its solvency power is enhanced due to its higher density, which is very similar to those of liquids (0.1–0.9 g cm−3 at 7.5–50 MPa). The advantages on the use of CO2 as solvents are its non-toxicity, non-flammability, low critical temperature and pressure (Tc = 304.2 K, Pc = 7.38 MPa), low cost, and it is a GRAS (Generally Regarded as Safe) solvent [6].

Pressure-temperature phase diagram of a single substance
Supercritical fluid extraction of emulsions (SFEE) combines conventional emulsion processes with the unique properties of supercritical fluids to produce tailor-made micro- and nanoparticles. The basis of this process relies on the use of supercritical CO2 to rapidly extract the organic solvent from an oil in water emulsion, in which a target compound and its coating polymer have been previously dissolved. Once the solvent is removed, both compounds precipitate, generating a suspension of particles in water [7].
4.2 Supercritical Fluid Extraction of Emulsions (SFEE)
In the SFEE, an oil in water (o/w) emulsion is formulated by the dissolution of target compound of interest (solute) in an organic solvent. This solution is dispersed by a surfactant material in a continuous aqueous phase. Then the emulsion is contacted with a supercritical fluid, in order to rapidly extract the organic phase from the emulsion. The supercritical fluid must be chosen to have high affinity for the organic solvent, meanwhile negligible affinity for the active compound. Due to the rapid supersaturation of the dissolution medium by the active compound, this compound is precipitated in sub-micrometric scale, encapsulated by the surfactant material [8].
The SFEE is an evolution of supercritical antisolvent (SAS) process because it is specifically suitable to encapsulate poorly water-soluble drugs in an aqueous suspension, through the combination between emulsion techniques and the SAS precipitation [9].
Emulsion techniques generally require large quantities of organic solvents, and their removal involves additional separation techniques and the use of high temperatures. In addition, SAS is not able to produce particles within the nanometric scale, and the resulting products have an increased tendency for particle agglomeration [10]. To overcome these disadvantages the removal of organic solvents during the process enables the production of nanoscale particles that improve the solubility of the aqueous solutions [11].
Perrut et al. [12] proposed and patented the processing of a water-in-oil emulsion that is the reverse of Chattopadhyay et al. [11] patent, which use SC-CO2 to eliminate the organic solvent from oil-in-water emulsions. Furthermore, the process/proposed by Perrut et al. [12] uses SC-CO2 to remove the organic solvent and the water.
The SFEE process developed by Ferro Corporation [13] has been validated through a myriad of successful feasibility projects and it is available for licensing. SFEE expands on established emulsion-based particle precipitation process/SCF extraction technique by combining particle engineering flexibility with the efficiency of large-scale continuous SCF extraction to produce 10 nm to 100 µm particles of small actives, lipids, polymers and some biologicals for controlled release, improved dissolution, nano-suspensions, and injectables.
Della Porta et al. [14] proposed, by using a countercurrent packed column, the SFEE process in a continuous operating mode for the production of polylactic-co-glycolic acid (PLGA) microparticles. This process design takes advantage of the large contact area between the SC-CO2 and emulsion enabling the control in particle formulation into narrow size distributions in only a few minutes.
The experimental setup and principles of the SFEE process are similar as those of supercritical antisolvent (SAS), but in SFEE, the antisolvent SC-CO2 remove the solvent from the droplets of an oil-in-water (O/W) or a water in oil (W/O) emulsion. The solute remains in a suspension stabilized by a surfactant agent to avoid aggregation of droplets.
The differences between the SAS and SFEE processes are as follows: (a) in SFEE, an emulsion containing the substance to be precipitated dissolved in its dispersed phase is injected, whereas in SAS, a simple solution of the substances is injected; (b) SFEE requires additional steps to produce a powdery product because an aqueous product is formed; (c) the preparation of the initial materials is more complex in SFEE; and (d) emulsion droplet size distribution is a controlling parameter in addition to the other parameters involved in the SAS process (e.g., pressure, temperature, flow rate, and solute concentration) [10].
Using the same pressure, temperature, and solution flow rate for both the SFEE and SAS methods, Shekunov et al. [15] observed a substantial difference in the resulting size and shape of the particles. The SFEE produced prismatic crystals with a volume-weighted diameter typically between 0.5 and 1 µm, whereas SAS produced longer crystal dimensions of between 20 and 200 µm and a volume-weighted diameter above 10 µm. Thus, a 10-fold reduction in the particle size was achieved using SFEE compared with the particles produced using SAS.
4.2.1 SFEE Procedures
Before initiating the SFEE process, an O/W or W/O emulsion must be prepared with the aid of surfactants. The emulsion should be stable, avoiding the coalescence phenomenon. A phase equilibria study of the complete system should be performed to know the proper operation conditions that should be carried out in the biphasic zone, to create a stable emulsion with no aggregation of particles [16].
The surfactant materials must serve in the SFEE process as surfactant to stabilize the emulsion and as coating material in the dried particles. When using a polymer devoid of emulsification properties as a coating material, such as poly-lactic-co-glycolic acid (PLGA), the use of surfactants is necessary to stabilize the emulsion. Polyvinyl alcohol (PVA) is the most popular surfactant used in the production of PLGA-stable nanoparticles in the SFEE.
There are a number of mechanisms available for the production of emulsions. High-speed stirring mixers, high-pressure homogenization, and ultrasonication have been used to form fine emulsions for use in the SFEE process [17, 18]. Microfluidization is an additional alternative for preparing submicron emulsions.
The prepared emulsion is injected in the SFEE apparatus, which can be performed in the same apparatuses used for SAS process (presented in Fig. 4.2), after slight modifications. As soon as the emulsion is introduced into the SC-CO2 phase, the mass transfer of the organic solvent proceeds by two parallel pathways: (1) by direct extraction upon contact between SC-CO2 and the organic phase and (2) by diffusion of the organic solvent into water followed by consequent extraction of the solvent from the aqueous phase into SC-CO2. There is also an inverse flux of CO2 into the droplets leading to expansion of the organic phase and creating local supersaturation and precipitation of solutes [15]. The final product of SFEE consists of aqueous micro- or nanosuspensions.

Schematic diagram of the SFEE apparatus. 1—CO2 cylinder; 2—CO2 Filter; 3—Blocking valves; 4—Manometers; 5—Cooling bath; 6—CO2 pump; 7—Heating bath; 8—solution (solute/solvent) reservoir; 9—HPLC Pump; 10—Thermocouple; 11—Precipitation vessel; 12—Temperature controllers; 13—Filter; 14—Line filter; 15—Micrometering valve with a heating system; 16—Glass flask; 17—Glass float rotameter; 18—Flow totalizer
Water can subsequently be removed by conventional drying processes, such as spray drying, lyophilization, and microwaving. The high temperature used in most conventional dryers is unsuitable for drying suspensions of some target compounds because it degradates such compounds. This step can also promote destabilization of the nanoparticles dissolved in water, increasing the particle size. The final particle size is controlled mainly by the properties of the emulsion, and not by the operating parameters of the SFEE process, such as pressure, temperature, processing time and solvent/antisolvent flow rates.
4.2.2 Applications
Supercritical Fluid Extraction of Emulsions (SFEE) is an encapsulation technology that combines conventional emulsion processes with the unique properties of supercritical fluids to produce tailored micro- and nanoparticles [7, 9]. Process optimization has been investigated for the effective encapsulation of valuable constituents, like fish oil [19, 20], pharmaceuticals [21, 22] and edible oil [23] (Table 4.1).
4.2.3 Effects of Operational Conditions in SFEE Process
4.2.3.1 Temperature and Pressure
Temperature may change the hydrophilic character of the surfactant, or even the loss of its surfactive character [28]. The stability of the emulsion may reduce when the pressure is increased. Although the temperature has a minor effect, stability is related to the creaming effect.
The operating pressure and temperature conditions are selected to facilitate the maximum extraction of the organic solvent of the emulsion with minimal loss of the solute and polymer due to dissolution in CO2 and to avoid the loss of any emulsion that may wash out in the CO2 stream. For instance, high temperatures and pressures modify the surfactant-organic phase interactions, affecting the stability of the emulsion [11, 14].
Depending on the system studied, process conditions should be applied carefully. For instance, Falco et al. [29], Della Porta et al. [30] and Cricchio et al. [26] performed experiments with poly-lactic-co-glycolic acid (PLGA) emulsions at 80 bar and 310 K to enhance the extraction of the oily dispersed phase of the emulsion. These conditions assured the complete miscibility of ethyl acetate in SC-CO2 whereas, the continuous phase of the emulsion (i.e., EA-saturated aqueous phase) is slightly soluble in SC-CO2. Moreover, using this process conditions, the difference in density between the emulsion and SC-CO2 is very large (~1 g/cm3 for the liquid phase, 0.310 g/cm3 for CO2), favoring the counter-current operation in the packed column.
4.2.3.2 Emulsion Properties
The primary parameters responsible for particle size control are the emulsion droplet size, solute/solution concentration and organic solvent content in the emulsion [15]. The stability of the emulsion is associated with interfacial tension. For instance, increasing the interfacial tension increases the mass transfer of CO2 to the drop, and the emulsion becomes destabilized.
Contact between the emulsion and CO2 to achieve precipitation through the antisolvent effect must occur over a short period of time to minimize the emulsion destabilization prior to precipitation. However, the removal of the remaining organic solvent may be slower because emulsion destabilization is no longer an issue after the particles have been produced [31].
The increase in solvent concentration in the emulsion increase aggregation of droplets, resulting in larger particles. The increase in particle size based on the solute concentration is likely due to an increase in the surface tension of the organic solution, resulting also in emulsions with larger droplets.
The increasing of surfactant concentration decreases the particle size. However, continuously increasing the amount of surfactant in water decreases the polydispersity index of the final product [17].
The average particle size may also decrease with an increased emulsion stirring rate, whereas the particle size distributions generally became narrower [14].
4.2.3.3 CO2 and Emulsion Flow Rate
The CO2 flow rate during SFEE process is directly related to the rate of solvent extraction from the emulsion droplet and solute/polymer losses, which have a significant effect on the encapsulation efficiency and final particle size [18].
Higher CO2 flow rate induces the emulsion wash out from the extraction vessel and part of the water as well as some particles might be lost in the downstream separator (Della Porta et al., 2008). High emulsion flow rate induces high encapsulation efficiency when processing a solute with low solubility in SC-CO2. However, when the solute has high solubility in CO2 the encapsulation efficiency is decreased, due to dissolution in the CO2 plus solvent mixture.
In the nanoencapsulation of vitamin E in polycaprolactone was observed that an increase in CO2 flow rate led to a higher solvent (acetone) extraction rate. Larger flow rates enhanced Reynolds numbers and superficial solvent velocity, which benefited turbulence and external mass transfer. On the other hand, larger flow rates reduced contact time for acetone extraction [28].
4.3 Concluding Remarks
Supercritical Fluid Extraction of Emulsion (SFEE) was recently proposed for the production of biopolymer particles by several authors from oil-in-water emulsions. From a scientific point of view, particle design using the SAS precipitation and SFEE process are sustainable options to obtaining particles with no toxicity, besides controlled particle size and morphology, narrow size distribution and acceptable residual organic solvent content.
The main advantages of these processes are: (a) the processes can take place at near ambient temperatures, thus avoiding thermal degradation of the processed solutes; (b) they are adaptable for continuous operations being possible large-scale mass production of fine particles; (c) they allow solvent (CO2 and organic solvent) recycling. Few reports have compared the particles obtained by both processes, otherwise, it is expected that smaller particle size is obtained by SFEE process with the adequate selection of the process for water removal. On the other hand, several studies have demonstrated the same trend: solute processing by SAS or SFEE improves its dissolution rate.
The most obvious drawback of SFEE is that the resulting suspension is an aqueous product instead of dry particles. Additional steps are required to produce a powdery product if required, which can lead to an increase in particle sizes due to agglomeration. Another limitation of this technique is that it is only suitable for the encapsulation of hydrophobic compounds. Differently of SAS, SFEE is not a one-step process. A previous step is necessary for obtaining an emulsion and a step after SFEE have to be added to produce a dry product if such product specification is required. An advantage for SFEE implementation in the industry site is that both steps could be done in the already available emulsification and drying equipment, sharing part of the possible existing infrastructure.
References
V. Nedovic, A. Kalusevic, V. Manojlovic, S. Levic, B. Bugarski, An overview of encapsulation technologies for food applications. Proc. Food Sci. 1, 1806–1815 (2011). https://doi.org/10.1016/j.profoo.2011.09.265
W. Wang, G. Liu, J. Wu, Y. Jiang, Co-precipitation of 10-hydroxycamptothecin and poly (l-lactic acid) by supercritical CO2 anti-solvent process using dichloromethane/ethanol co-solvent. J. Supercrit. Fluids 74, 137–144 (2013). https://doi.org/10.1016/j.supflu.2012.11.022
P. York, U.B. Kompella, B.Y. Shekunov, Supercritical Fluid Technology for Drug Product Development (CRC Press, 2004)
Y. Murakami, Y. Shimoyama, Supercritical extraction of emulsion in microfluidic slug-flow for production of nanoparticle suspension in aqueous solution. J. Supercrit. Fluids 118, 178–184 (2016). https://doi.org/10.1016/j.supflu.2016.08.009
J. Kluge, L. Joss, S. Viereck, M. Mazzotti, Emulsion crystallization of phenanthrene by supercritical fluid extraction of emulsions. Chem. Eng. Sci. 77, 249–258 (2012). https://doi.org/10.1016/j.ces.2011.12.008
G. Brunner, Supercritical fluids: technology and application to food processing. J. Food Eng. 67 (2005). https://doi.org/10.1016/j.jfoodeng.2004.05.060
C. Prieto, C.M.M. Duarte, L. Calvo, Performance comparison of different supercritical fluid extraction equipments for the production of vitamin E in polycaprolactone nanocapsules by supercritical fluid extraction of emulsionsc. J. Supercrit. Fluids 122, 70–78 (2017). https://doi.org/10.1016/j.supflu.2016.11.015
G. Lévai, J.Q. Albarelli, D.T. Santos, M.A.A. Meireles, Á. Martín, S. Rodríguez-Rojo, M.J. Cocero, Quercetin loaded particles production by means of supercritical fluid extraction of emulsions: process scale-upstudy and thermo-economic evaluation. Food Bioprod. Process. 103, 27–38 (2017). https://doi.org/10.1016/j.fbp.2017.02.008
G. Lévai, Á. Martín, S.R. Rojo, M.J. Cocero, T.M. Fieback, Measurement and modelling of mass transport properties during the supercritical fluid extraction of emulsions. J. Supercrit. Fluids 129, 36–47 (2017). https://doi.org/10.1016/j.supflu.2017.01.015
M.J. Cocero, Á. Martín, F. Mattea, S. Varona, Encapsulation and co-precipitation processes with supercritical fluids: fundamentals and applications. J. Supercrit. Fluids 47(3), 546–555 (2009). https://doi.org/10.1016/j.supflu.2008.08.015
P. Chattopadhyay, B.Y. Shekunov, J.S. Seitzinger, R. Huff, Particles from Supercritical Fluid Extraction of Emulsion. USA Patent (2004)
M. Perrut, J. Jung, F. Leboeuf, Method for Obtaining Solid Particles from at Least a Water Soluble Product. USA Patent (2004)
Ferro, Ferro Corporation (2019). http://www.ferro.com
G.D. Porta, N. Falco, E. Reverchon, Continuous supercritical emulsions extraction: a new technology for biopolymer microparticles production. Biotechnol. Bioeng. 108(3), 676–686 (2011). https://doi.org/10.1002/bit.22972
B.Y. Shekunov, P. Chattopadhyay, J. Seitzinger, R. Huff, Nanoparticles of poorly water-soluble drugs prepared by supercritical fluid extraction of emulsions. Pharm. Res. 23(1), 196–204 (2006)
A. Tabernero, E.M.M. del Valle, M.A. Galán, Supercritical fluids for pharmaceutical particle engineering: methods, basic fundamentals and modelling. Chem. Eng. Process. 60, 9–25 (2012)
M. Furlan, J. Kluge, M. Mazzotti, M. Lattuada, Preparation of biocompatible magnetite–PLGA composite nanoparticles using supercritical fluid extraction of emulsions. J. Supercrit. Fluids 54(3), 348–356 (2010)
D.T. Santos, Á. Martín, M.A.A. Meireles, M.J. Cocero, Production of stabilized sub-micrometric particles of carotenoids using supercritical fluid extraction of emulsions. J. Supercrit. Fluids 61, 167–174 (2012)
F.T. Karim, K. Ghafoor, S. Ferdosh, F. Al-Juhaimi, E. Ali, K.B. Yunus, M.H. Hamed, A. Islam, M. Asif, M.Z.I. Sarker, Microencapsulation of fish oil using supercritical antisolvent process. J. Food Drug Anal. 25(3), 654–666 (2017). https://doi.org/10.1016/j.jfda.2016.11.017
C. Prieto, L. Calvo, The encapsulation of low viscosity omega-3 rich fish oil in polycaprolactone by supercritical fluid extraction of emulsions. J. Supercrit. Fluids 128, 227–234 (2017). https://doi.org/10.1016/j.supflu.2017.06.003
Y. Murakami, Y. Shimoyama, Production of nanosuspension functionalized by chitosan using supercritical fluid extraction of emulsion. J. Supercrit. Fluids 128, 121–127 (2017). https://doi.org/10.1016/j.supflu.2017.05.014
W.M. Giufrida, V.F. Cabral, L. Cardoso-Filho, Conti D. dos Santos, V.E.B. de Campos, S.R.P. da Rocha, Medroxyprogesterone-encapsulated poly(3-hydroxybutirate-co-3-hydroxyvalerate) nanoparticles using supercritical fluid extraction of emulsions. J. Supercrit. Fluids 118, 79–88 (2016). https://doi.org/10.1016/j.supflu.2016.07.026
W.J. Lee, C.P. Tan, R. Sulaiman, R.L. Smith, G.H. Chong, Microencapsulation of red palm oil as an oil-in-water emulsion with supercritical carbon dioxide solution-enhanced dispersion. J. Food Eng. 222, 100–109 (2018). https://doi.org/10.1016/j.jfoodeng.2017.11.011
ACd Aguiar, L.P.S. Silva, CAd Rezende, G.F. Barbero, J. Martínez, Encapsulation of pepper oleoresin by supercritical fluid extraction of emulsions. J. Supercrit. Fluids 112, 37–43 (2016). https://doi.org/10.1016/j.supflu.2016.02.009
G. Lévai, Á. Martín, A. Moro, A.A. Matias, V.S.S. Gonçalves, M.R. Bronze, C.M.M. Duarte, S. Rodríguez-Rojo, M.J. Cocero, Production of encapsulated quercetin particles using supercritical fluid technologies. Powder Technol. 317, 142–153 (2017). https://doi.org/10.1016/j.powtec.2017.04.041
V. Cricchio, M. Best, E. Reverchon, N. Maffulli, G. Phillips, M. Santin, G. Della Porta, Novel superparamagnetic microdevices based on magnetized PLGA/PLA microparticles obtained by supercritical fluid emulsion and coating by carboxybetaine-functionalized chitosan allowing the tuneable release of therapeutics. J. Pharm. Sci. 106(8), 2097–2105 (2017). https://doi.org/10.1016/j.xphs.2017.05.005
C. Prieto, L. Calvo, C.M.M. Duarte, Continuous supercritical fluid extraction of emulsions to produce nanocapsules of vitamin E in polycaprolactone. J. Supercrit. Fluids 124, 72–79 (2017). https://doi.org/10.1016/j.supflu.2017.01.014
C. Prieto, L. Calvo, Supercritical fluid extraction of emulsions to nanoencapsulate vitamin E in polycaprolactone. J. Supercrit. Fluids 119, 274–282 (2017). https://doi.org/10.1016/j.supflu.2016.10.004
N. Falco, E. Reverchon, G. Della Porta, Injectable PLGA/hydrocortisone formulation produced by continuous supercritical emulsion extraction. Int. J. Pharm. 441(1), 589–597 (2013). https://doi.org/10.1016/j.ijpharm.2012.10.039
G. Della Porta, F. Castaldo, M. Scognamiglio, L. Paciello, P. Parascandola, E. Reverchon, Bacteria microencapsulation in PLGA microdevices by supercritical emulsion extraction. J. Supercrit. Fluids 63, 1–7 (2012). https://doi.org/10.1016/j.supflu.2011.12.020
F. Mattea, Á. Martín, A. Matías-Gago, M.J. Cocero, Supercritical antisolvent precipitation from an emulsion: β-carotene nanoparticle formation. J. Supercrit. Fluids 51(2), 238–247 (2009)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Copyright information
© 2019 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Santos, D.T. et al. (2019). Recent Developments in Particle Formation with Supercritical Fluid Extraction of Emulsions Process for Encapsulation . In: Supercritical Antisolvent Precipitation Process. SpringerBriefs in Applied Sciences and Technology. Springer, Cham. https://doi.org/10.1007/978-3-030-26998-2_4
Download citation
DOI: https://doi.org/10.1007/978-3-030-26998-2_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-26997-5
Online ISBN: 978-3-030-26998-2
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)