
Abstract
The article presents the conditions for ensuring the quality parameters of the machining of surfaces of hydraulic cylinder rod during machining and using the methods of surface plastic deformation. Modern machines and equipment should have a good performance in various conditions of their use. Improvement of performance characteristics can be achieved both through the constructive improvement of machines, the use of new structural materials and the use of advanced technology for manufacturing parts and through the development of new tool designs and improvement of existing ones. The article analyzes the static and dynamic characteristics of the tool system for combined cutting and deforming processing, which affect the accuracy parameters of the machining quality. The processes of combined machining and surface plastic deformation of non-rigid parts of the shaft class are considered, and the results of the study of technological parameters of processing for cutting and deforming rod treatment are presented which are obtained during production tests. Traditionally, non-rigid parts are machined by turning, followed by grinding and polishing. However, turning and abrasive machining often provide the required quality parameters of these parts (JT7 … 8, Ra < 0.16 .., 0.32 micron) as unstable and have low productivity, and as a result these processes are not used for manufacturing these parts. The use of tools and tool systems for the combined cutting and deforming machining can improve the accuracy of the shape and size of the processed non-rigid part, to ensure a small amount of surface roughness and to improve the physical and mechanical properties of the surface layer of the part.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Purpose of work—increased productivity while ensuring the required quality parameters of machining of non-rigid parts.
Subject of research—the processes of combined machining and surface plastic deformation of non-rigid parts, as well as the study of technological parameters of processing in the tool system for cutting and deforming processing of the said parts and the influence of structural elements of the tool system on the machining error in the system.
Object of research—tool system for combined cutting and deforming treatment of non-rigid parts.
Urgency—practical value it consists in the development of the design of the tool system for cutting and deforming processing of non-rigid parts and recommendations for the selection of technological modes of cutting and deforming processing of non-rigid parts necessary to obtain the required parameters of the product.
2 Problems of Achieving Quality in the Processing of Long Shafts
Rod is a part of the hydraulic cylinder (Fig. 1).

Rod design
The development of new high-performance and improvement of existing designs of tools and tool systems in the manufacture of non-rigid parts with the possibility of using them for various types of production is a task of great scientific and practical importance. The solution of the problem of stabilizing the machining process during cutting will ensure the specified resistance of the cutting too [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18].
Rod refers to the type of long non-rigid shafts, the condition l/d = 10 … 20 is satisfied: diameter 60d9; length 4050 mm; surface roughness Ramax 0.32 microns; hard chrome coating thickness hmin 20 microns. Part material—Steel 45 GOST 23270-89. Hardness is HB269 in a condition of delivery.
For a tight connection with the working cylinder by means of bushings with seals it is necessary the high quality of the guide surface of the rod. The main task in the finishing treatment of hydraulic cylinder rods is to achieve the stability in obtaining the required dimensions and surface roughness.
We analyze the processing of part “Rod” (Fig. 1). Rough Stock—Pipe 73X15-35 GOST 23270-89.
Since the outer surface of the rod works in an aggressive environment and must withstand heavy loads, then running, polishing and chroming the outer surface are used to harden the surface layer of the part, to increase its wear resistance and to provide the required surface roughness.
-
Problems with processing part “Rod”:
-
(1)
using a fixed steady to reduce the spinning of the rough stock during the turning leads to stop the machine and rearrange the steady;
-
(2)
pressing leads to a barrel shape in the middle of the shaft and causes the tool to vibrate;
-
(3)
using a soldered tool does not give a stable receipt of the roughness parameter in the finishing turning operation;
-
(4)
after the operation of running, the fiber delamination of the surface is observed, which has to be removed with a sandpaper.
3 Tasks that Need to Be Solved to Achieve Quality in the Processing of Long Shafts
To improve the processing efficiency of the guide surfaces of the rod it is necessary to solve the following tasks:
-
1.
To ensure the specified roughness parameter Ramax 2.5 microns for the finishing turning operation, it is necessary to choose a new design of the turning tool.
-
2.
To reduce vibrations that impair the quality of processing, it is recommended to use anti-vibration cutting tool holders.
-
3.
It is proposed to turn the turning at the turning center PЦM8000 with a through-slide and a moving steady (Fig. 2).
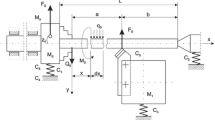
Fig. 2 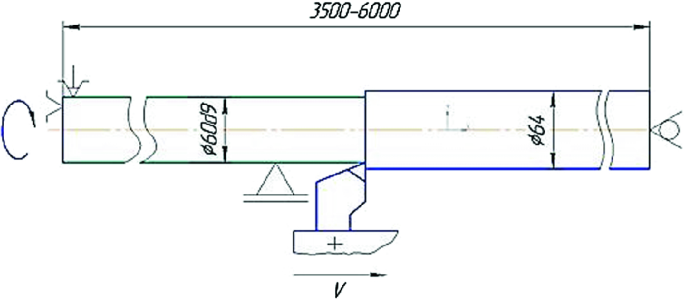
The scheme of the operation

Under the action of cutting forces and its own weight, the stock bends, vibrates. Consequence: the destruction of the cutting plate of the cutter, the deterioration of the quality of processing, reduced performance. To avoid these shortcomings, the treatment with a moving rest is applied [19,20,21,22,23,24].
In the process of processing the movable lunette moves with the cutter, which allows you to place the Cams of the lunette in close proximity to the cutting zone and thus almost eliminate the deflection of the workpiece. Chips under this condition moves to the left, which is required. The lunette is exposed on the processed surface by means of a short mandrel. One end of the mandrel is fixed in the cartridge, and on the other end, pre-verified with the indicator, set the Cams of the lunette.
4 Theoretical Studies of Options to Achieve Quality in the Processing of the Shaft
The surface under the Cams should be periodically lubricated to reduce friction. Since in the process of processing the part is heated and it is necessary to weaken the compression of the rear center, it is proposed to conduct processing in the direction from the cartridge to the tailstock, that is, from left to right (Fig. 2).
-
Two variants of the tool are considered:
-
(1)
Lamina STAR-LINE cutter: holder ST-SXJBL 2525 M06, carbide inserts ST-VBMT 060404L NN LT 10 and ST-DBMT 060404L NN LT 10 with a cutting angle of 55° and 35°, respectively.
-
(2)
Mitsubishi cutter: holder CTGPL 2525 with plates TPGR 160308L NX 2525 and TPGR 160304L NX 2525, plate material is metal-ceramic NX 2525 [25].
To select a tool with the best performance, an analysis of the solid model of cutters has been carried out using the Solidworks software (Fig. 3) [26].

Solid-state cutter model CTGPL2525 after generation of finite element mesh
As a result of static analysis, the following values are obtained: stress, displacement and deformation of the composite cutter. For specified machining conditions when turning the outer surface of the Ø60 stem (−0.12; −0.18), Mitshubishi cutter (holder CTGPL2525, plate TPGR 160308L NX 2525) is recommended.
Experimental industrial processing has been carried out to check the performance and stability of the resulting dimensions and surface roughness, to determine the period of resistance of the plates. The roughness of the surface of the rough stock after finishing has been measured. The full-factor experiment 23 has been set up. It has been revealed the dependence of the roughness value of the machined surface after finishing turning on three factors—the rotational speed of the rough stock n, the depth of cut t and the feed of the cutting tool S.
Following experimental processing conditions: assembly part—rod; rough stock- Trumpet 73X15-35 GOST 23270-78; number of parts—48; diameter of treated surface ∅60d9; length of the treated surface/part length,—3769/3942 mm; tolerance of the treated surface cylindrical rod along the entire length of 0.01 … 0.02 mm. The cutting modes are n = 214/250 rpm, t = 2/1.5/1.2 mm, S = 0.26/0.3/0.33 mm.
When increasing or decreasing the feed value, a decrease in the resistance period of the cutting edge of the plate has been observed. Reducing the supply leads to wear on the back surface of the tool and to reduce its durability. The increase in feed leads to higher temperatures in the cutting zone and to wear on the front surface. To prevent strong heating of the cutting plate abundant cooling of the coolant “Cimstar 536” is used.
However, the impact of the feed on tool life is disproportionately small compared to the cutting speed. Cutting speed recommended by the manufacturer is 200 … 300 m/min. Cutting speed when processing rods ∅60d9 is · 40 m/min. The vibration has not arisen during the experimental processing.
-
Based on the processing carried out, it has been established:
The roughness of the guide surface of the rod is ∅d60d9 Ra 9.43 … 9.47 microns; cylindrical tolerance over the entire length of 0.01 … 0.02 mm. Resistance period is T = 470 min on one cutting edge of the plate TPGR 160308L NX 2525 with a radius of the tip R = 0.8 mm, which corresponds to 8 processed parts. The plate has 3 cutting edges.
5 Experimental Studies of Options to Achieve Quality in the Processing of the Shaft
Experimental studies were carried out to determine the dependence of the roughness on the technological factors of the surface plastic deformation treatment process. For the experimental study, a special knurling with a damping element was used.
Two “Rod” parts have been tested, outer diameter ∅60d9. Surface roughness corresponds to the drawing, there is no fiber delamination.
For further theoretical substantiation of ways to reduce vibrations during cutting and the development of devices for their implementation it is required the development of effective methods for studying the processing of long non-rigid shafts and hardware. The solution of the problem of stabilization the machining process during cutting will ensure the specified resistance of the cutting tool with high productivity. We have proposed several new designs of damping cutters, qualitatively improving the processing of materials [27,28,29,30,31,32,33]. Experimental studies have been conducted to determine the dependence of the roughness value when machining with a dampening cutter. The results obtained suggest that when turning such tools of long non-rigid shafts, it is possible to ensure the roughness of the processed surface and increase the productivity of the process due to the cutting speed.
To prevent the appearance of fiber delamination during the running process, the design of a rolling tool with a dampening head has been developed and laboratory tests have been carried out.
We have proposed several designs of cutters that reduce vibration levels, including those associated with shock loads. A feature of the design of the cutter is the presence of grooves along the perimeter of the holder for better adhesion to the composite material on a polymer basis. The uniformity of the gaps between the tool holder and the inner walls of the glass is selected technological screws. The gaps are filled with a mixture of self-vulcanizing liquid rubber with a filler of different size fractions. Tests of cutters of standard and modified design at various modes of processing of a shaft for the purpose of identification of parameters of roughness of the processed surface and determination of value of natural frequencies of fluctuations of a turning cutter are carried out.
Experimental studies have been conducted to determine the dependence of the roughness in the treatment of a damping cutter. The roughness of the treated surface is achieved in accordance with the requirements. The productivity of the process is increased due to the cutting speed.
6 Conclusion
Experimental production and laboratory studies of turning and rolling of the guide surface of the rod were carried Ø60d9. During production tests revealed the following. In the lathe machining of the guide surface, the cutters were used:
-
(1)
Lamina STAR-LINE cutter: holder ST-SXJBL 2525 M06, carbide inserts ST-VBMT 060404L NN LT 10 and ST-DBMT 060404L NN LT 10.
-
(2)
Mitsubishi CTGPL 2525 with plates TPGR 160308L NX 2525 and TPGR 160304L NX 2525, plate material is metal-ceramic NX 2525.
The roughness of the workpiece surface after finishing was measured.
The full-factorial experiment 23 was put. The dependence of the roughness of the machined surface after the turning on three factors—the workpiece rotation frequency n, the cutting depth t, and the feed of the cutting tool is determined.
The conducted production studies have revealed that:
-
(1)
with an increase in the feed value of the cutting tool above the interval 0,20 … 0,40 mm/rev and the cutting depth of more than 2 mm there is an increase in the roughness of the treated surface;
-
(2)
when speed increase above 47 m/min, there was vibration of the cutter.
-
Resistance of the cutter №1 T = 210 min, which corresponds to the processing of 3 parts.
-
Resistance of the cutter №2 T = 470 min, which corresponds to the processing of 8 parts.
-
Resistance of the cutter №3 T = 140 min, which corresponds to the processing of 1–2 parts.
Recommended cutter №2 Mitsubishi CTGPL 2525 with plates TPGR 160308L NX 2525 and TPGR 160304L NX 2525, plate material is metal-ceramic NX 2525.
In the processing of surface plastic deformation applied special plastic deformation tool with a damping element. Roughness according to requirements.
Experimental laboratory studies of the turning treatment of the guide surface of the rod with a damping cutter were carried out. The roughness of the machined surface in accordance with the requirements and increase the productivity of the process due to the cutting speed.
References
Kudryashov YA, Yatsun EI, Pavlov YV et al (2010) Methods for achieving the reliability of high-pressure hydraulic cylinders of drilling rigs. In: Proceedings of the Samara scientific center of the Russian Academy of Sciences, pp 401–403
Yemel’yanov SG, Remnev AI, Yatsun EI et al (2011) The influence of the formation of growths during turning on the tool life and the quality of the treated surface. STIN, Moscow, pp 30–34
Malykhin VV, Pavlov YV, Yatsun EI et al (2011) Improving the stability of the turning process damping cutter. News SWSU, Kursk, pp 122–126
Kudryashov YA, Remnev AI, Yatsun EI et al (2011) Modeling and calculation of surface roughness when turning with cutters with composite inserts. In: Proceedings of the Samara scientific center of the Russian Academy of Sciences, Samara, pp 975–979
Yemel’yanov SG, Remnev AI, Yatsun EI et al (2011) The mechanism of chip formation when cutting metals. J Mech Eng:73–76 (Moscow)
Kudryashov YA, Pavlov YV, Yatsun EI et al (2012) Ensuring the accuracy and quality of products with coatings. Problems of increasing the efficiency of metal working in industry at the present stage, Novosibirsk, pp 14–16
YA Kudryashov, YV Pavlov, YI Yatsun et al (2012) Features of calculation of parameters of roughness at processing by the blade tool. News SWSU, Kursk, pp 158–163
Yatsun EI, Kudryashov YA, Pavlov YV et al (2012) Technological assurance of reliability of high-pressure hydraulic cylinders of drilling rigs, Novosibirsk, pp 181–184
Kudryashov YA, Pavlov YV, Yatsun EI (2012) Improving the efficiency of machining of structurally complex parts with tools from superhard metals. Materials digest of the XXXII International research and practice conference London, 20–25 Sept 2012, pp 25–29
Seleznev YN, Yatsun EI, Khomutov RN (2013) Methods of obtaining mathematical models of the process of turning products on machines with numerical control. News SWSU, Kursk, pp 23–28
YA Kudryashov, Smirnov IM, Yatsun EI (2014) Selection of tools for finishing processes of structurally complex surfaces of parts. High technologies in mechanical engineering, Moscow, pp 10–14
Yatsun EI, Kotov IS, Anikeyeva NP (2016) Study of the resistance of replaceable carbide inserts in the processing of high-alloy steels and wear-resistant cast iron. Chemical and oil and gas engineering, Moscow, pp 21–24
YA Kudryashov, Smirnov IM, Yatsun EI et al (2017) Improvement of tool support of turning processes of structurally complex parts. STEEN, Moscow, pp 23–28
Yatsun EI, Anikeyeva NP, Kotov IS (2017) Study of the life of replaseable inserts during high-speed steel and wear-resistant cast iron machining. Chem Petrol Eng 52(11–12):758–762
Malyhin VV, Yatsun EI, Selesnev YN et al (2017) Development of desing of damping cutting tools. Chem Petrol Eng 52(11–12):763–768
YA Kudryashov, Smirnov IM, Yatsun EI et al (2018) Impruved tools for the turning jf complex surface. Russ Eng Res 38(3):223–228
Kudryashov YA, Yemel’yanov SG, Yatsun EI (2013) Technological support of manufacturing processes of structurally complex parts. Monograph, TNT. Staryy Oskol, p 90
Uchayev PN, Yemel’yanov SG, Yatsun EI (2015) Optimization of application tasks. Staryy Oskol, TNT, p 100
Novikov SG, Malykhin VV, Yatsun EI et al (2016) Damping cutters with adjustable stiffness. International scientific and practical conference “New and non-traditional technologies in resource and energy saving” 23 sent. Odessa, pp 136–139
Novikov SG, Malykhin VV, Yatsun EI (2014) The design of the damping cutter with controlled rigidity. International scientific-practical conference “Physical and computer technologies” 23–24 dek. Khar’kov, pp 75-82
Yemel’yanov SG, Kudryashov YA, Yatsun EI (2012) Precision rationing in mechanical engineering. TNT, Staryy Oskol, p 153
Yatsun EI, Malykhin VV, Zubkova OS (2016) Tool maintenance processes of mechanical processing of hard alloys and composites: monograph. ZAO University book, Kursk, p 78
Kudryashov YA, Smirnov IM, Yatsun EI (2017) Fundamentals of engineering technology. Prometheus, Moscow, p 280
Kudryashov YA, Smirnov IM, Yatsun EI (2017) Fundamentals of Assembly technology of engineering products. Prometheus, Moscow, p 288
Mitsubishi materials corporation. http://www.mitsubishicarbide.com/EU/ru…catalog/catalog.html
Yatsun EI, Malykhin VV, Novikov SG (2014) Vibroacoustic diagnostics of the cutting tool condition and micro-roughness of the treated surface. Handbook, Engineering journal, pp 31–35
YA Kudryashov, Yatsun EI (2015) Cutting of materials. Alpha M, Moscow, p 86
Yatsun EI, Malykhin VV et al (2012) Damping cutter. RF Patent №2457077 S1 MPK51 V23V27/00
Yatsun EI, Malykhin VV et al (2012) Universal damping cutter. RF Patent 2457078
Yatsun EI, Malykhin VV et al (2013) Damping cutter with controlled rigidity. RF Patent 2479385
Yatsun EI, Malykhin VV et al (2014) Damping cutter with controlled stiffness. RF Patent 2535196
Yatsun EI, Malykhin VV et al (2016) Damping cutter. Patent RF 2582403
Yatsun EI, Malykhin VV et al (2016) Universal damping cutter with controlled rigidity. RF Patent 2511193
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Yatsun, E.I., Anikeyeva, N.P., Karnaukhov, I.S. (2020). Tooling Backup of Cutting and Deforming Processing of Non-rigid Shafts. In: Radionov, A., Kravchenko, O., Guzeev, V., Rozhdestvenskiy, Y. (eds) Proceedings of the 5th International Conference on Industrial Engineering (ICIE 2019). ICIE 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-22063-1_6
Download citation
DOI: https://doi.org/10.1007/978-3-030-22063-1_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-22062-4
Online ISBN: 978-3-030-22063-1
eBook Packages: EngineeringEngineering (R0)