
Abstract
The publication describes a concept of improvement of real-time data acquisition from selected production processes, taking into consideration the specific character of a European iron foundry. The authors indicate the direction of improvement in the control of production processes, taking into account the current automatic moulding line downtimes resulting from the foundry production capacity. The main objectives were to improve the methods of data acquisition according to the original guidelines and design a new, homogeneous database with the functionality of electronic recording of a required number of parameters. The prepared data were used to define flow charts and statistical models, and further to forecast defects caused by alloy-mould contact. The scientific approach described by the authors can also be used in other foundries with a similar production profile, as a tool supporting the decision making processes regarding monitoring and control of selected production processes.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Casting is one of the most complex manufacturing technologies. The final product must fulfil a number of customer’s technical requirements, referred to as customer technical acceptance requirements (C-TAR) [1]. Currently, the global production of castings amounts to more than 100 mln tons, with the annual growth at ca. 3% since 2013. The world leaders are China (46 200 thousand tonnes), the United States (10 884 thousand tonnes) and India (10 021 thousand tonnes). Iron alloy castings (steel and cast iron) still have the largest share in the production, mainly for the machine industry [2]. Over 65% of castings are made of grey cast iron, ductile cast iron and malleable cast iron. The global market trend is also reflected in Europe and Poland (in 2014, production of cast iron exceeded 645 thousand tonnes per year, what gives 61% of castings) [3].
The trend is determined not only by an attractive price compared to steel or aluminum castings, but above all by good strength properties, the possibility of utilization in high temperatures and resistance to thermal shocks, good castability and a broad range of possible applications. Owing to these properties, iron alloy castings are commonly used in many industries, including construction, automotive and metallurgical industries [4]. A breakdown of castings produced in 2014 by type of metal is shown in Fig. 1.

Breakdownof castings produced in 2014: (a) in the world, (b) in Poland (own work based on [2]).
Commercial use of simple grey irons was a major factor triggering the industrial revolution (Industry 1.0). The range of cast irons available nowadays is wide, from grey irons through compacted graphite irons, spheroidal graphite (known as ductile) irons, to wear-resistant white irons [5]. The final shape of castings is influenced by indirect (partial) processes, such as green sand preparation, production of both half moulds and their assembly, preparation of a melt of proper chemical composition, pouring process and finally, collision-free casting knocking [6, 7]. It should be emphasized that end-users of castings expect the fulfillment of increasingly restrictive technical requirements. It is particularly noticeable in the automotive industry, where castings must be fit for use in serial production in an automated manufacturing environment [8]. To meet customer expectations, foundries increasingly often install state-of-the-art moulding lines of the DISAMATIC or DISA MATCH type, which integrate several of the indirect foundry processes mentioned before (authors focus only on the formation of alloy-mould contact defects).
In view of the above, modern foundries generate large quantities of electronic and hard-copy data, often insufficiently utilized in the construction of knowledge about processes and products [9, 10]. Key sources of information about the company, customer requirements and ongoing production (process parameters) are often wasted. In the era of industry 4.0, proper acquisition, processing, analysis and archiving of data become increasingly important as factors facilitating early response to disturbances in production processes, especially in the face of dynamically changing customer requirements related to the variability of product series manufactured on automated moulding lines [11].
As part of statistical processes control with participation of the foundry expert, the most important sources of information on partial foundry processes should be selected and the methodology of collecting related parameters (chronology, frequency, acquisition method) developed. Only then, ongoing (on-line, e.g., with the use of SPC methods – Statistical Process Control) or historical (off-line) analysis of properly organized data by modern data analysis methods can effectively contribute to a significant improvement of knowledge about the process, and thus facilitate its follow-up monitoring. Advanced analysis of selected parameters makes it possible to control the parameters in order to obtain the anticipated final product quality.
The paper discusses reorganization of ongoing acquisition of data from selected production processes, taking into account the specific character of a selected European foundry. The possibilities of improving the control of production processes are presented. Utilizing the authors’ experience in this area [1] it will contribute to improvement of the quality of manufactured products and reduction of the number of defective products. The paper presents a new concept of foundry data acquisition in combination with a methodology of identification of possible factors affecting the alloy-mould contact defects.
2 General Characteristic of the Casting Processes Automation
Determination of the optimal level of automation, i.e., the duration of manual and automated manufacturing processes, is a very important and challenging part of the design of technological processes used in the production of castings. Automation has a particular impact on production efficiency, as it determines the labor intensity, number of personel and type of equipment required, and, above all, production costs [12]. Currently, single-position and two-position through-flow machines with two interchangeable modeling tool kits are used on casting lines to manufacture the lower and upper half-moulds. In some lines, technologies of automatic pouring (e.g. DISA POUR from the Danish company DISA or equipment from the German company WÖHR), automatic positioning of cores (e.g. DISA CORE from DISA), and automatic knocking out of castings in multi-purpose rotating drums (e.g. DISA COOL from DISA) are used. The use of knocking-out methods preceded by separation of the mould and removal of the casting from the green sand by means of a manipulator is becoming increasingly common. It is a particularly important aspect, considering the green sand circulation cycle. This knocking out method shortens the time of exposure of the green sand to the thermal effect of the casting, and thus reduces its thermal wear and tear [13].
The most economical method of serial and mass production of moulds in the case of medium-sized (up to several hundred kg) and small-sized (up to several dozen kg) castings is flaskless moulding. The cost-effective production size limit is determined only by the expense of model tooling, because owing to the automated retooling system, models can be replaced without production downtimes. This type of line finds a wide range of applications, especially in the production of cast iron castings in sand moulds.
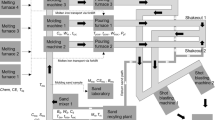
The research into a new concept of data acquisition presented in this paper was carried out in a European foundry which uses the DISA MATCH 28/32 automated moulding line from DISA [13] with a horizontal mould division. An overview sketch is shown in Fig. 2.

Scheme of operation of the DISA MATCH moulding line: 1 – starting position, 2 – closing chambers, 3 – rollover, 4 – blow and squeeze, 5 – matchplate stripping, 6 – drag out for core setting, 7 – mould close, 8 – mould push out (own work based on [14]).
The basic version used in the foundry consists of a forming machine and a conveyor for transporting moulds. The green sand is blown in by means of compressed air into a rectangular steel chamber where the model plate is located. Then, the green sand is pressed at a pressure of 3–5 bar to the model plate, what leads to detail reproduction on two parts of the moulds after separating them from the model plate. Finally, cores and a ceramic (e.g. foam) filter can be placed in the half-mould seat, which reduces the number of non-metallic inclusions. The halves of the moulds are assembled and the ready casting mould is removed by the manipulator onto the conveyor belt. The cycle is repeated until the model plate needs replacement. Next, the moulds are filled with liquid alloy and placed on the cooling conveyor which moves at the same rate as the production conveyor. At the end of the cooling conveyor, moulds with castings go to the DISA COOL machine, which separates the castings from the green sand. Application of this technology eliminates the need for a separate shake-out, sand cooler or casting cooler [14].
Further in the paper, the research problem is presented and the research methodology used by the authors is described.
3 Research Problem and Methodology
In the foundry under analysis, the authors identified problems caused by limited control of production process parameters. Improper values of selected parameters can have a significant impact on the number of castings rejected by the customer (products with so-called critical defects). Alloy-mould (A-M) contact surface defects, such as burns, sand holes or unacceptable surface roughness, occurring at the contact interface of the liquid alloy with the casting mould, were found to be frequent. These defects are not acceptable at the stage of internal quality control (castings ends up as recyclable scrap for remelting).
Considering the above, it is necessary to establish appropriate foundry practices, starting from proper design of the mould, through the preparation of possibly the most structurally homogeneous green sand, to the control of other process parameters which, when at inappropriate values, generate alloy-mould contact defects, such as the temperature of the liquid alloy or air humidity/temperature at the pouring station [5, 15,16,17].
The objective of the research was to estimate the most important production parameters (input data) causing the above-mentioned defects. In the first stage, the groups of parameters having the greatest impact on the defects caused by alloy-mould contact were identified. In the course of detailed research, the authors applied three types of statistical analyzes to test different groups of correlated parameters in the aspect of alloy-mould contact defects formation. A scheme of the adopted research methodology is shown in Fig. 3.

Adopted research methodology.
4 Data Preparation for Analysis
The authors proposed to select, on the basis of expert knowledge, key production parameters, and statistically analyze their impact on the formation of alloy-mould defects. In the company under analysis, all information concerning orders, production reports, production and model specifications, number of defective castings, etc., was processed in the internal company software system Inferro®. Data from production processes were recorded manually. For example, the liquid alloy temperature was measured with a lance (in the casting ladle, about 2–3 min before pouring) and the reading written down in a paper notebook; green sand samples were sent to the laboratory by means of a pneumatic air tube transport system, where their properties were examined and the results written down in another paper notebook.
Finally, all the data collected manually (in paper documentation) or recorded in computer databases were copied/migrated to one central database designed by the authors in Excel 2013. The dataset was named “Rollercoaster”, to illustrate the pattern of changes of the input parameters from the foundry processes (soaring or plunging rapidly). For further analyses, historical data from real casting processes for a period of 8 months (January–September 2018), which describe the process parameters (input data), and information on the quality of castings in the form of specific defects (output data), were used. The most often produced product in the period, of a net weight of 7.6 kg (exclusive of the gating system and risers), was chosen. The corresponding mould contained 4 castings made of EN-GJS 500-15 ductile cast iron.
For data protection, the values of process parameters presented in the paper have been normalized. The input data selected by the expert method are summarized in Table 1.
In the case of output data, defects caused by the contact of the liquid alloy with the casting mould immediately after pouring, such as sand holes and surface roughness beyond tolerance limits, were selected. A description of the defects, developed on the basis of the literature [15,16,17], is presented in Table 2.
It follows from the table above that parameters of the green sand and the pouring temperature can potentially cause the defects selected by the authors. It should be emphasized that readings of the selected parameters from the DISA MATCH moulding machine in most of the records are constant (unvariable) and the authors’ analysis shows that for the selected period (8 months), they do not have a significant impact on the occurrence of the mentioned defects. Nevertheless, guidelines regarding operating parameters of the DISA MATCH machine in relation to selected properties of green sand are proposed in the next chapter, where results of the tests performed are discussed.
5 Results Analysis
Ultimately, the mutual significance of the following input parameters: green sand and liquid alloy temperature (input data parameters, InPar), and their impact on the end product quality: the occurrence of the alloy-mould contact defects (output data parameters, OutPar) were examined. The analyses presented below were referred to the working conditions and manufacturing capacity of the DISA MATCH molding machine. The analyses were conducted on the {Rollercoaster} dataset developed in an EXCEL sheet; the dataset was cleaned to obtain complete data without any errors, values of low variability, etc. A description of the analyses conducted is presented below:
-
CA-AverageInPar – Correlation Analysis, where the average values of input parameters calculated for a day were compared with the percentage share of defects per day (one input parameter and one output parameter value per day),
-
EDA-RC-AverageInPar – Exploratory Data Analysis (EDA) with use of Run-Charts graphs visualization (RC), where the average values of input parameters calculated for a day were compared with the percentage share of defects per day (one input parameter and one output parameter value per day),
-
EDA-RC-AllInPar – Exploratory Data Analysis (EDA) with use of Run-Charts graphs visualization (RC), where all single values of input parameters calculated for a day were compared with the percentage share of defects per day (many input parameter values and one output parameter value per day).
5.1 CA-AverageInPar
At the initial stage of the analysis, the authors conducted a correlation analysis (a statistical method r-Pearson, r-P) to examine the relationship between system parameters. The results are presented in Table 3.
More than 20 relations were obtained, described by the r-Pearson correlation coefficient calculated for the average values of the input and output parameters of the day. The method of calculation followed from the manner of acquisition of data on casting defects – the percentage share of defective castings per production day. It should also be emphasized that the results obtained for green sand in relation to the temperature of the liquid alloy were isolated in the table, because the green sand preparation and melting processes are independent of each other and have no direct cause-and-effect relationship (MouldParam-Tpour).
The analysis of correlation between the input parameters provided interesting results. The r-Pearson coefficient values varied from −0.50 to 0.71. The following correlation coefficient values were obtained for the mutual relations between input parameters: r-P(P-C) = 0.71, r-P(CS-C) = −0.49, r-P(TS-C) = −0.50. Only the first case can be deemed to have confirmed foundry practice.
Unfortunately, no proof has been found to confirm the hypothesis of the impact of input parameters on the alloy-mould contact defect formation. For green sands, an inexplicable dependence was obtained for TS-Defect = 0.13, which does not confirm the knowledge resulting from foundry theory and practice. Higher tensile strength of the green sand sample should reduce its friability, which is the direct cause of the aforementioned defects. However, the value is negligible and can be ignored in further analysis. The same value of the correlation coefficient was obtained for the Tpour-Defect, which means that higher temperature promotes the formation of defects on the surface of the casting. According to the standards [15,16,17] and foundry practice, high temperature is conducive to the formation of selected alloy-mould contact defects. High temperature of pouring and low strength of a wet mould can greatly facilitate erosion of the mould. Penetration of cast iron into the green sand texture often intensifies the alloy-mould contact reaction. However, again, the value is negligible and can be ignored in further analyses.
The above results prompted the authors to continue in-depth statistical analyses. For this purpose, data were divided into two groups by the acquisition period and a correlation analysis was conducted again according to the following guidelines:
-
CA-ColdPerdiod (data for the period January–April),
-
CA-WarmPeriod (dane for the period May–August).
Taking into account the additional factor of periodicity of data acquisition, the correlation analysis yielded different results for the periods. Many input and output parameters showed a much greater interaction in one of these periods than for all 8 months (it should be noted that the influence of weather conditions on the course of foundry processes has already been taken into account, among others in [18]). The most accurate results are summarized in Table 4.
In addition, the difference between the values of r-Pearson coefficient for the two determined periods was calculated for easy identification of changes in interdependencies between the relevant parameters. The relatively high correlations between input parameters in one of the periods, as mentioned above, were confirmed. The following values were obtained: r-P(P-C) = 0.85 for the warm period and r-P(CS-C) = −0.47, r-P(TS-C) = −0.64 for the cold period. The value for the warm period may result from the fact that relatively high temperature prevailing in the production hall may accelerate evaporation of water from the green sand. This may in turn translate into a more rapid increase in its permeability and thus compactibility. The values for cooler days are lower. It means that despite a fairly high level of compactibility, the values of the CS and TS parameters decrease. The same inverse dependency can be observed in the warm period. There is no explicit explanation of this phenomenon; however, it should be assumed that in the warm period, the texture of green sand containing appropriate quality bentonite may have a better moulding ability.
Information on the impact of data acquisition periodicity on the formation of alloy-mould contact defects was obtained. Depending on the air temperature in the production hall, the TS (inexplicable) parameter still has a more or less significant impact on the formation of defects. For the Tpour (explainable) parameter, a relatively high value of the r-Pearson coefficient was obtained, amounting to 0.60 for the warm period. It may mean that in the warm period, the liquid alloy transported in the ladle to the pouring station is not cooled down to a safe temperature. High temperature of the liquid alloy causes its erosion into the texture of green sand.
It is also worth mentioning that the impact of the M and P parameters on the formation of defects is inversely proportional to the occurrence of defects in cold and warm periods. In the future, the influence of selected green sand parameters on the formation of alloy-mould contact defects in warm and cold periods should be investigated.
Further analyses should also take into account possible changes of the DISA MATCH moulding machine settings, in particular the pressure of blowing and squeezing the green sand in half-moulds. In the case under analysis, the important working parameters of the moulding machine listed in Table 1 did not show high statistical variability. However, consideration should also be given to the fact that green sand sample tests may not be complete in terms of testing the impact of green sand on the formation of alloy-mould contact defects, if settings of the blowing and squeezing pressure of the forming machine are too low or too high. Therefore, the research should be extended to include further examples where the settings of the DISA MATCH machine are statistically significant enough to compare them with the other input parameters.
In the next stage of the research, the authors showed a trend of changes in the values of input parameters and the output parameter in comparison with the values of correlation coefficients obtained in Sect. 5.1 (Table 4). The data can be used for a visual presentation of specific cases of mutual interdependence for input/output parameters in any selected daily time interval. The results for selected production days are presented in Sect. 5.2.
5.2 EDA-RC-AverageInPar
In order to compare the correlation between selected parameters and the trend of changes in the average values of these parameters, the Exploratory Data Analysis (EDA) tool was used. As part of the author’s analysis of EDA-RC-AverageInPar, visualization using Run-Charts was used for the average values of input parameters and the percentage share of defects from one production day. It allowed to illustrate how the value of the r-Pearson correlation coefficient affects the trend of changes in the values of input parameters accompanying the appearance of alloy-mould contact defects.
The Run-Charts were developed by the author’s method [19], which relies on the trend of changes in the value of input parameters to the limits of tolerance assumed by technological services. In the paper referred to above, it was proposed to normalize all input parameter values to the range determined by the upper and lower tolerance limits adopted. Further scaling of those tolerance limits to one defined range allows to visualize changes of many parameters in one graph simlutaneously.
In the case under analysis, the tolerance limits for green sand had not been set by the technological services. Therefore, it was proposed that the “temporary” limits of tolerance be related to the limits resulting from the natural variability of the process. For this purpose, data records which did not contain any alloy-mould contact defects were selected, and by means of the statistical method, the upper and lower reference limits for each input parameter (Reference Line, RL) were estimated. The formula (1) for the calculation of these reference limits is shown below.
where:
-
RL – reference line for any input parameter,
-
xNDi – the next value of the InPar in the {Rollercoaster} for data records with OutPar: Defect = 0,
-
N – number of records in the analyzed set {Rollercoaster} assuming Defect = 0,
-
SND – standard deviation for all xND values and any input parameter,
-
cperiod – periodicity coefficient taking into consideration variability of the RL depending on the season of the year.
In the next stage of the EDA-RC-AverageInPar analysis, all input parameter values were normalized in relation to the RL boundaries according to formula (2). Taking into account the fact that the RL can have min/max values differing for individual parameters even several hundred times, [NURL-CALIB = (−)1; NLRL-CALIB = (+)1] scaling was used additionally to facilitate visualization of only one reference value for the limits of RL. NURL value is represented as the NURL-CALIB, and NLRL value as the NLRL-CALIB. The results for selected days in the cold period (days 1 to 8) and the warm period (days 9 to 18) are shown in Fig. 4.

An example chart made as part of the EDA-RC-AverageInPar analysis showing the trend of changes in the input parameters values over time for selected days, compared with alloy-mould contact casting defects.
where:
-
xRL-NORM – normalized value of InPar taking into consideration the lower/upper reference limits,
-
xi – the next value of InPar in the {Rollercoaster} set for data records with OutPar: Defect = 0,
-
NURL, NLRL – upper/lower reference value of parameter,
-
NURL-CALIB, NLRL-CALIB – calibration value for NURL and NLRL.
The chart above shows that exploratory data analysis can facilitate visualization of trends in process parameter values in comparison with the fraction of defected castings. An example chart for selected days from cold and warm periods is shown. Some rules discovered at the stage of correlation analysis are confirmed (Sect. 5.1). Selected cases, strongly correlated for r-P(P-C) = 0.85 in the warm period and r-P(TS-C) = −0.64 in the cold period are shown in Fig. 5a and b.

Comparison between r-Pearson correlation coefficients for selected input parameters and the trend of changes in their values.
The graph shows a positive (Fig. 5a) and negative (Fig. 5b) mutual correlation between two pairs of parameters. In the first example, permeability increases in line with the increase of compression strength. Figure 5b shows a different situation, where compression strength decreases in line with the increase of shear strength. Figure 6 shows selected trends of the effect of high pouring temperature in the warm period on the formation of alloy-mould contact defects. These graphs can be used to locally track the trend of changes in the values of selected input parameters to improve the forecasting model.

Impact of pouring temperature on the occurrence of alloy-mould contact defects.
It should be noted that the above-mentioned analyzes apply to average values of input and output parameters and do not make it possible to trace the history of data acquisition for specific series of castings produced in one day. Further, the authors attempted to link the daily percentage share of alloy-mould contact defects with the trend of changes in the values of FEF parameters for particular series of castings made during the day. This allowed to draw specific conclusions about the chronology and frequency of data acquisition (input parameters) in relation to their mutual correlation and the influence on the output parameter.
5.3 EDA-RC-AllInPar
As part of the EDA-RC-AllInPar analysis, the trend of changes in the values of two input parameters for selected periods in relation to individual casting series was shown. It highlights the chronology of data acquisition and/or foundry manufacturing capacity (e.g., automated moulding line downtimes). Figure 7 presents the Run Charts graph of a trend in the changes of two strongly correlated parameters in the warm period: permeability and compactibility. The results were compared with the values of the r-Pearson coefficient for a selected period of 5 days.

Visualization of the EDA-RC-AllInPar analysis, showing the trend of changes in the input parameters values for selected days and series compared with alloy-mould contact casting defects.
A strong correlation between any set of parameters for a selected warm/cold period can be highly variable for one day. A strong correlation of P-C relationships is obtained for Day 1 and Day 2, of a value of r-P = 0.72 and r-P = 0.63, respectively. For the next two days, this relationship seems random and no positive or negative correlation can be identified. For Day 5, the average relationship between P-C parameters is r-P = 0.47 and may reflect the low trend of changes in compactibility.
Additionally, variability of input parameter values over time is shown, reflecting the irregular chronology of data acquisition within one day for a specific assortment. The irregularity is caused by the periodicity of casting series. The assortment under analysis was casted at various time periods during the day. This is a common practice in the foundry industry, related directly to the manufacturing capacity. The analyzed products were casted cyclically, both in the morning and afternoon hours. In the meantime, products of a different type were casted, what may have required other settings of the input parameters.
EDA-RC-AllInPar type analyzes are designed to show the duration of intervals between the processes of casting the same assortment, and how the time factor (within one day) could contribute to disturbances of selected input parameters in terms of their new settings (tolerance limits). As mentioned in Sect. 5.2, the foundry did not take into account the tolerance limits of green sand input parameters for the period under analysis, what should constitute an additional reason for their determination. Then, results of daily analyzes could be related to various ranges of input parameters changes.
6 Conclusions
Enhanced data analysis can provide valuable information on interrelations of process parameters and their impact on the final product quality. In the presented case, for the warm period, the rules discovered as part of the correlation analysis are confirmed. In addition, a trend of changes in parameter values during one day is observed – a fact which may substantiate efforts aimed at improving the procedures of acquisition of selected data, including the frequency of data acquisition in the electronic database. Improvement of data acquisition in the foundry is absolutely necessary to be able to conduct quick statistical analyses in the future.
Analyzes of the impact of selected production parameters and casting conditions on the final casting quality have shown that frequency of data acquisition from technological processes is very important at the stage of developing reliable conclusions. The number of complete data records was not impressive, therefore the obtained results need supplementation with new cases.
The correlation analysis (CA-Average InPar) proved a significant impact of the pouring temperature on the formation of metal-mould defects. The conclusion is confirmed by the information contained in selected standards applicable to casting defects. This is particularly important in a situation where temperatures higher than recommended are recorded (Tpour > 1420 ℃) and the transport time of the ladle to the pouring station is much shorter than the assumed 3 min. As a result of the analysis, information on dependence of selected green sand parameters with metal-mould defects (results inversely correlated in cold/warm periods) was obtained.
It was also established that the strongest correlated average values of parameters (shown in the Table 3) had the highest correlation coefficient in the cold period. This is particularly noticeable in the case of P-C parameters r-P = 0.85 - the interdependence of permeability and compactibility is stronger for cooler green sand. This finding may substantiate a decision to reduce the frequency of recording one of those parameters and instead increase the frequency of recording another significant parameter during winter.
The EDA-RC-AverageInPar and EDA-RC-AllInPar analyzes additionally provided information on the trend of changes in values (average/individual) of all analyzed input parameters in comparison with the output parameter (for selected days). The results confirmed previous cases recorded as part of the extended correlation analysis, which allowed to formulate further conclusions regarding the improvement of data acquisition procedures in the analyzed foundry in connection with specific production processes. Taking into account the key parameters of green sands (Table 1, GSpar), the authors propose to increase the frequency of taking readings of the M parameter to one measurement every 30 min. Moisture largely affects permeability and compactibility. In comparison with the EDA-RC-AverageInPar analysis, the EDA-RC-AllInPar analysis can be used for reorganization of data acquisition in particular periods: summer/winter (the M parameter can represent the P or C parameter, assuming their statistical significance).
In conclusion, the lack of electronic acquisition and/or control of selected parameters may partly result from the current organization of production. In the majority of cases, it applies to departments related to the DISA MATCH moulding line, such as the moulding shop or melting plant. Daily manufacturing schedules cannot be based mainly on the production capacity of the moulding line, if the intermediate processes are unable to meet its demand (e.g., deliver a certain amount of green sand to the forming station or the necessary amount of liquid alloy to the pouring station). Otherwise, frequent downtimes of the DISA MATCH moulding line can be expected, due to, e.g., delays in the delivery of cores or liquid alloys. Automated data acquisition would improve the validity of data and facilitate quick process visualization for ongoing monitoring of possible irregularities (deviations of parameter values from the assumed specification limits).
In view of the above, the authors propose the implementation of a suitable A&DM (Acquisition and Data Mining) system supporting the monitoring of changes in process parameter values. The system would streamline the performance of statistical analyzes and visualization of foundry processes, and thus secure early and precise adjustment of relevant parameters to prevent the occurrence of defects.
The authors have planned further analysis of selected data for other casting series. For this purpose, it is necessary to develop a procedure ensuring appropriate frequency of collection and filtering of input data by eliminating outliers from data sets according to various criteria and searching for the most probable model of the impact of relevant input parameters on the metal-alloy contact defect. It follows from an analysis of the literature of the subject that such actions are effective if the first attempts to correlate data do not reveal explicit relations among input/output parameters.
In the future, the authors propose to include additional data sources in analyses, such as, e.g., green sand granularity analysis, sieve analysis, or spectrum analysis. The information obtained from the analyses should be referred to the fraction of defects, preferably – as in the case of input parameters – to particular series of poured moulds, if it is possible in the foundry’s organizational conditions.
References
Ignaszak, Z., Sika, R., Rogalewicz, M.: Contribution to the assessment of the data acquisition effectiveness in the aspect of gas porosity defects prediction in ductile cast iron castings. Arch. Foundry Eng. 18(1), 35–40 (2018)
49th Census of Word Casting Production. Modest Growth in Worldwide Casting Market, December 2015. http://www.globalcastingmagazine.com. Accessed 22 Oct 2018
Foundry Chamber of Commerce Catalog (2017)
Da Silva, R.B., Lima, M.L.S., Pereira, M.F., Abrão, B.S., Da Silva, L.R.R., Bianchi, E.C., Machado, A.R.: A surface and sub-surface quality evaluation of three cast iron grades after grinding under various cutting conditions. Int. J. Adv. Manuf. Technol. 99(5–8), 1839–1852 (2018)
Cambell J., Complete casting handbook, 275–277
Saalem, M., Malik, S., Gottschling, J., Hartman, D.: Advanced quality control in foundry manufacturing process. In: Proceedings, 71st World Foundry Congress (WFC), Bilbao, Spain, vol. 1, pp. 96–108 (2014)
Vijayaram, T.R., Sulajman, S., Hamouda, A.M.S., Ahmad, M.H.M.: Foundry quality control aspects and prospects to reduce scrap rework and rejection in metal casting manufacturing industries. J. Mater. Process. Technol. 178, 39–43 (2018). https://doi.org/10.1016/j.jmatprotec.2005.09.027
Schütz, D., Wannagat, A., Legat, C.: IEEE Trans. Ind. 9(4), 2397 (2013)
Kochański, A.: Data preparation, computer methods in materials. Science 10(1), 25–29 (2010)
Perzyk, M., Biernacki, R., Kochański, A., Kozłowski, J., Soroczyński, A.: Applications of data mining to diagnosis and control of manufacturing processes. Knowledge-Oriented Applications in Data Mining, INTECH Open Science (2011)
Sika, R., Popielarski, P.: Methodology supporting production control in a foundry applying modern DISAMATIC molding line. In: Proceedings of 13th International Conference on Modern Technologies in Manufacturing (MTEM), Cluj-Napoca and AMaTUC, MATEC Web of Conferences, vol. 137 (2017). 05007-1-05007-6
Gliń, W., Stasiak-Betlejewska, R.: Analysis of the production processes automation level in Poland, s.180
Fedoryszyn, A.: Assessment of systems for mechanisation of casting production. Arch. Foundry Eng. 7(3), 83–86 (2007)
Ajax Foundry. The DISA MATCH Moulding Principle, Sydney-Australia. http://www.ajaxfoundry.com.au/services.html. Accessed 9 Nov 2018
Henon, G., Mascre, C., Blanc, G.: Investigation of the cast products quality. International Committee of Foundry Technical Associations, France (1986)
PN-85 H-83105. Casting Division and terminology of defects, Poland (1985)
Baler, J., Koppen, M.: Manual casting defects, IKO-Erbsloh (2004)
Perzyk, M., Kochański, A., Biernacki, R., et al.: Modeling of production processes in the foundry, in: advances in casting theory and practice. Arch. Foundry Eng (2009). ISBN 978-83-929266-0-3, 325-344
Sika, R.: Acquisition and data mining for the Data Mining systems needs on the example applications in foundry industry. Ph.D. thesis, Prom. Zenon Ignaszak, Poznan University of Technology (2013)
Acknowledgments
The research work reported here was made possible partially by 02/25/DSPB/4521 research work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Sika, R., Jarczyński, A., Kroma, A. (2019). Methodology of Determination of Key Casting Process Parameters on DISA MATCH Automatic Moulding Line Affecting the Formation of Alloy-Mould Contact Defects. In: Gapiński, B., Szostak, M., Ivanov, V. (eds) Advances in Manufacturing II. MANUFACTURING 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-16943-5_36
Download citation
DOI: https://doi.org/10.1007/978-3-030-16943-5_36
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-16942-8
Online ISBN: 978-3-030-16943-5
eBook Packages: EngineeringEngineering (R0)