
Abstract
In the machining of components, increasing the material removal efficiency is a constant challenge in technology planning. That is why when determining cutting data it is recommended to endeavor to choose values that increase the material removal rate, as long as the accuracy and quality requirements specified for the machined components can be fulfilled. In this study the possibilities for increasing material removal intensity were analyzed when an aluminum alloy was face milled. To characterize productivity various time parameters (machining time, base time, operation time, etc.) and the material volume removed in unit time can be applied. Our investigation aimed at analyzing these parameters when machining surfaces of gearbox housing when some technological parameter values (feed, cutting speed, milling head diameter) are varied. After analyzing the features of cutting by diamond tool, it was found that it is possible to increase the original values of all these parameters influencing material removal rate when the cutting allowance is removed in a single pass. This paper presents the results of an experiment carried out using selected cutting data.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
In the automotive industry, which is characterized by mass production, increasing productivity is a primary goal for manufacturers. This means that determination of machining circumstances and correct cutting data have particular importance. One of the most efficient manners of cutting aluminum alloy is machining by diamond tool [1]. In order to designate means of increasing the efficiency, the characteristics of cutting with diamond tool have to be analyzed first.
It is known that the artificial diamond tool is among the hardest of the tool materials. It has a high wear resistance, low friction coefficient, and high thermal conductivity. Its friction coefficient is significantly low (that of natural diamond is even lower than artificial diamond) and it does not depend on the cutting speed. The chip deformation is low, there is no secondary deformation and the internal friction of the chip is negligible. Because of the heat production, which is the consequence of the previously detailed characteristics, and the high heat conduction of the tool, the cutting temperature is low. That is why the process is also referred as to “cold cutting.” Due to the low temperature the wear and hardness of the tool are independent of the cutting speed when cutting non-ferrous metals. They depend only on the machined path (the area of the machined surface). This is why at any speed level the same path, i.e. the same surface area, can be machined during the lifetime of the tool. From all these factors it can be stated that it is worth increasing the material removal rate [2].
The most widespread method for the efficiency analysis of machining procedures is the calculation of parameters expressing technology intensity: material removal rate (Qw [mm3/s]) and/or surface rate (Aw [mm2/s]). Qw expresses the volume that can be removed in unit time and Aw expresses the surface area machined in unit time by a given procedure [3, 4]. There are several options for calculating material removal rate. They are for instance the chip volume removed in one minute [5], the chip volume removed in one second [6], the path of the tool taken in one minute [7] or the chip mass removed in one minute [8]. The calculation of the parameter is applied by several different goals, for instance optimization of cutting data [9], effects of cutting data on the material removal process [4] or the creation of theoretical models [10]. Calculation of material removal rate is frequently applied in milling experiments for determining the economically optimal choice for cutting data in single-attribute [11] or multi-attribute [12] optimization. Nath et al. applied the material removal rate in cutting experiments of super alloys to determine tool life [13]. These parameters are theoretical values and they are calculated on the basis of the technological data of the cutting. In face milling the calculation is:
where ap is the depth-of-cut [mm], ae is the width-of-cut [mm] and vf is the feed rate [mm/min].
It is demonstrated in Eqs. (1) and (2) that the calculation of the two parameters differs from each other only in the consideration of depth-of-cut. In the analysis detailed in this paper the allowance is fixed and it is removed in one pass. That is why the nature and extent of change in both parameters is the same; it is enough to analyze only one of them, which is the material removal rate in this study.
Surface roughness and accuracy of the machined (milled) surface were also measured. Among the measured parameters the ones specified in the component draft of the factory were analyzed and compared to the measured values.
2 Experiments
2.1 Aims of the Experiments and Methodology
In machining light metal and non-ferrous metal alloys, when cutting speed is increased features such as chip deformation, friction coefficient, cutting forces, machined path and the surface roughness basically do not change but remain almost constant. This is different from changes experienced by applying carbide tools. Therefore, the material removal rate can be increased to the extent that is allowed by the rigidity of the machine-tool–equipment–tool system. The path taken by the tool remains the same even if the technological parameters are varied; thus, material removal rate is basically determined by the vf feed rate. Feed rate in the case of face milling is:
where fz is the feed per cutting edge [mm/edge]; zs is the number of teeth of the tool [-]; ns is the revolution per minute.
The aim of the experiments is to increase efficiency by varying the values of these parameters and to determine the extent of these changes. An important issue in calculating material removal rate is the time parameter that the specific material volume removed is based on. If the machining time (the time during which the cutting tool is actually working) is considered, the calculated parameter can be a suitable indicator for comparing procedures, but the actual times of production are not included in it. This is why it can be considered as only a theoretical parameter [14]. It provides no exact information about the whole machining process, which incorporates tasks such as tool changes or workpiece clamping and releasing in addition to material removal. To characterize the machining process in a more appropriate manner, it can be recommended that the time parameter included in the calculation be the one that best characterizes the machining process (e.g. machining time, base time, piece time, operation time, etc.) [15].
In the experiments the three parameters determining feed rate vf were varied and the practical material removal rate values were analyzed. The material removal rate is calculated by dividing the removed chip volume by a tx value, and provides clear information about the machining process (Eq. (4)). In this paper this time was the calculated machining time and then the measured base time. The diameter of the milling tool (ds) exceeded the width of the workpiece surface through the whole machined length, thus the allowance was removed in a single pass on the length of the workpiece. Therefore, the whole removed volume can be calculated by the formula:
where b is the average width of the machined surface and L is the path taken by the tool.
2.2 Conditions of the Experiments
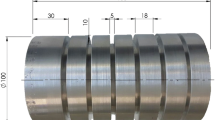
In the cutting experiment two different diameter milling heads were applied and the effects of their diameters on the material removal rate were compared. One tool was the Lach Diamant MB-X3-063-08Z12/P soldered diamond insert face milling head (ds = 63 mm; zs = 12; κr = 90°) and the other was the MAPAL AA12.353.596 soldered diamond insert face milling head (ds = 80 mm; zs = 16; κr = 90°). The workpiece was prismatic, its material was AlSi9Cu3(Fe)(Zn). The average width of the surface was b = 34 mm. The total length of the surface was 1 583 mm. Chemical components and mechanical properties of the workpiece material are summarized in Table 1. The cutting speed (vc) was varied between 2 474 and 2 016 m/min; the rpm of the main spindle (ns) was varied between 10 000 and 13 500; the feed per cutting edge (fz) was varied between 0.12 and 0.15 mm/edge and the feed rate (vf) between 18 000 and 24 960 mm/min. The average depth-of-cut was ap = 1.5 mm. The experimental setup is demonstrated in Fig. 1. It incorporates the various levels of technological data. The upper limits result from the allowed maximal feed rate and rpm. The technological data ensure the specified surface quality and accuracy of the produced parts in all cases.

Experiment design
Surface roughness measurement was performed by Altisurf ® 520 3D surface roughness measurement machine and the software AltiMap Premium 6.2. The measurement process was performed according to the standard ISO 25128. The cut-off was: λc = 0.8 mm; the evaluation length was L = 4 mm. Gauss filter was applied in the automatized calculation. Accuracy measurement was performed by the Taylor Hobson Talyrond 365 accuracy measurement machine. The standard ISO 12180-1 was applied in the evaluation process.
3 Results and Discussion
Machining times (tm) of face milling were calculated and base times (tb) were measured. The beginning of the latter was defined as the starting point of changing the face miller and the ending point was the moving of it to the changing position after machining.
These values are summarized in Table 2. Percentage changes of the two time parameters characterizing the machining process were calculated. The basis was the currently applied technology (vf = 18 000 mm/min, fz = 0.12 mm/edge, ns = 12 500 /min, ds = 63 mm). The results are summarized in Fig. 2.

Percentage reduction in machining time and base time compared to the base technology
Considering level “A” as the basis, the machining time dropped by 3.3–28.1% and the machining time by 1.1–9.3% in case of rest levels. With the increase of feed rate, rpm of the main spindle and milling head diameter, these values showed a significant reduction. When applying the milling head ds = 63 mm, by increasing the feed rate from 18 000 to 22 680 mm/min the machining time decreased by 22.2% and the base time decreased by 6.7%. When applying the ds = 80 mm milling head, by increasing the feed rate from 22 400 to 24 960 mm/min the machining time fell by 11.0% and the base time fell by 3.1%. In case of the highest ns and vf values, by increasing the milling head diameter from 63 to 80 mm the machining time was reduced by 9.8% and the base time was reduced by 2.8%. In case of a given milling head diameter and rpm of main spindle, by increasing the feed rate from the minimum to the maximum in the analyzed range, the following results were obtained: in case of the 63 mm milling head the machining times reduced by 14–20% and the base times by 4–7%; in case of the 80-mm milling head the machining times were reduced by 7-8% and the base times by 2%. The calculated values of the practical material removal rate are summarized in Table 3. The calculations were performed by the application of machining time and base time. They characterize the machining process properly. In the calculations Eq. (3) was applied. The percentage increase of these values is demonstrated in Fig. 3, where experimental level “A” was considered as the basis.

Percentage increase in material removal rate calculated on the basis of machining time and base time
Similar to the reduction of times characterizing the machining process, in the practical material removal rates (Qw,p) increase was experienced when the feed rate, the rpm of the main spindle, and the tool head diameter were increased. Consideration of base time in the calculations is more realistic when analyzing the productivity of a machining process because it includes not only the machining time but also other times such as tool and workpiece manipulation connected to cutting. It can be observed that the parameter values calculated on the basis of base time are significantly lower, both in absolute values and in percentage changes, than those based on the base time (a 3- or 4-fold difference). When applying the 63 mm milling head by increasing the feed rate from 18 000 to 22 680 mm/min, the practical parameter based on the machining time increased by 25.3% and the one based on the base time increased by 7.1%. When applying the 80 mm milling head by increasing the feed rate from 22 400 to 24 960 mm/min, the practical parameter based on the machining time increased by 12.4% and the one based on the base time increased by 3.2%. In the case of the maximal ns and vf values by increasing the milling head diameter from 63 to 80 mm, the machining time-based practical material removal rate increased by 10.9% and the base time-based practical parameter increased by 2.84%. In the case of fixed tool head diameter and rpm of main spindle, by increasing the feed rate from the minimum to the maximum value, the following can be stated. In the case of the 63 mm milling head the machining time-based practical parameter increased by 16.6–25.6% and the base time-based parameter values increased by 4.7–7.19%. For the 80 mm milling head the machining time-based practical parameter increased by 7.2–8.2% and the base time-based parameter values increased by 1.9–2.2%.
On the basis of the data it can be stated that the productivity of machining increases with the increase of rpm of the main spindle (ns) to the smallest extent; it increases with the increase of feed per tooth (fz) to a relatively low extent and it increases to the largest extent compared to the original technology with the number of cutting edges (zs) (ds = 63 mm; ns = 12 500 1/min; vf = 18 000 mm/min).
Analysis of milled surface roughness can be realized by preliminary estimation [17, 18] or by measuring the roughness parameters of the machined surface. Surface roughness parameters remain under the specified limit by this estimation, however, in order to validate this the actual measurements were also performed. The results of them are detailed in this study. Beyond that the flatness and parallelism as essential parameters of machining were determined. Measurements were performed on all the machined parts. The surface roughness, flatness and average parallelism between the machined surface and its base surface obtained at the different experiment levels are summarized in Table 4 (average values).
On the basis of the measured values it can be concluded that the average value of parallelism is 0.017 mm and 0.044 mm by applying the 63 mm and the 80 mm head diameter tools, respectively. The highest values of parallelism do not exceed 48% of the allowed values. The values listed in Table 4 are the averages of three measurements. The measurements were carried out in the direction of feed (symmetry plane of the path of tool axe). The measured Rz values were not exceeded the 50% of the allowed values (except one surface – D). Most of the flatness and parallelism values were one range smaller than the allowed ones, therefore the efficiency increasing is not limited by these parametres.
The extent of flatness errors in each level is almost equal and they are one order of magnitude lower than the specified limit. The highest Rz value is half as much as the specified limit. It is measured at workpiece “D”. All the other values were lower. Even at the most optimal settings for material removal (P), the Rz value is only 6.7. There was no ridging experienced when the cutting data were increased. In Figs. 4 and 5 the surface quality and accuracy parameters are demonstrated for the application of 63 mm and 80 mm milling heads, respectively.

Rz roughness, flatness and parallelism when applying the 63 mm milling head (specified values: Rz = 16 μm, flatness: 0.06 mm, parallelism: 0.1 mm)

Rz roughness, flatness and parallelism when applying the 80 mm milling head (specified values: Rz = 16 μm, flatness: 0.06 mm, parallelism: 0.1 mm)
4 Summary
After carrying out the experiments it was concluded that it is possible to increase the originally applied values of all the parameters influencing material removal rate by removing the material in a single pass. Face milling as a machining procedure is applied in productive machining of prismatic components. The set of productivity-increasing possibilities is great. Here the analysis focuses on how productivity can be intensified through the machining time of cutting and the material removal rate and surface rate by modifying the technological parameters. Cutting experiments were carried out by machining prismatic components and the change in machining time was analyzed. It was proved that within the performance limits of the machine-tool, equipment and tool system significant degree of production time saving and therefore cost saving can be reached while keeping the geometric accuracy and surface quality at the specified level. The research strategy of studying the chip removal by diamond tool and analyzing surface rate, material removal rate and time parameters proved to be valid. The machining time measured in the current machining system can be reduced through the three possibilities determined, i.e. by increasing the:
-
speed (rpm of the main spindle)
-
feed values and
-
number of tool edges (tool head diameter).
Our hypotheses were validated at all levels of the experiment; the quantified values of the potential savings are given in the paper. In the analyzed range, using a 63 mm milling head, a maximum of 20.4% reduction in machining time can be achieved, and for a 80 mm milling head the maximum reduction was 28.1%. By reducing the machining time, the material removal rate calculated on machining time was increased by 25.6% and 39.0% by the application of the two milling heads, respectively. Compared to the specified values, the measured geometrical parameters proved to be lower; the workpieces were machined well within tolerance. The separate and also the parallel increase of the values of the designated three parameters resulted in an increased efficiency value. Through all of the chosen technological values material removal efficiency can be increased and the specified surface roughness and geometric accuracy values can be obtained in all cases. A favorable efficiency increase can be reached by this method when face milling of any other aluminum alloy gearboxes. Advantages of the new parameter levels are that piece time is decreased, productivity is increased, cost efficiency is increased and it can also be applied in machining of other gear boxes.
References
Varga, Gy, Kundrak, J.: Effects of technological parameters on surface characteristics in face milling. Solid State Phenom. 261(1), 285–292 (2017)
Kundrak, J., Varga, G., Deszpoth, I., Molnar, V.: Some aspects of the hard machining of bore holes. Appl. Mech. Mater. 309, 126–132 (2013)
Tamiloli, N., Venkatesan, J., Ramnath, B.V.: A grey-fuzzy modeling for evaluating surface roughness and material removal rate of coated end milling insert. Measurement 84, 68–82 (2016)
Moganapriya, C., Rajasekar, R., Ponappa, K., Venkatesh, R., Jerome, S.: Influence of coating material and cutting parameters on surface roughness and material removal rate in turning process using Taguchi method. Mater. Today: Proc. 5, 8532–8538 (2018)
Parashar, V., Purohit, R.: Investigation of the effects of the machining parameters on material removal rate using Taguchi method in end milling of steel grade EN19. Mater. Today: Proc. 4, 336–341 (2017)
Yadav, R.K., Abhishek, K., Mahapatra, S.S.: A simulation approach for estimating flank wear and material removal rate in turning of Inconel 718. Simul. Model. Pract. Theory 52, 1–14 (2015)
Budak, E., Tekeli, E.: Maximizing chatter free material removal rate in milling through optimal selection of axial and radial depth of cut pairs. CIRP Ann. 54, 353–356 (2005)
Kumar, R., Bilga, P.S., Singh, S.: Multi objective optimization using different methods of assigning weights to energy consumption responses, surface roughness and material removal rate during rough turning operation. J. Clean. Prod. 164, 45–57 (2017)
Palacios, J.A., Olvera, D., Urbikain, G., Elias-Zuniga, A., Martinez-Romero, O., de Lacalle, L.N.L., Rodriguez, C., Martinez-Alfaro, H.: Combination of simulated annealing and pseudo spectral methods for the optimum removal rate in turning operations of nickel-based alloys. Adv. Eng. Softw. 115, 391–397 (2018)
Wang, P., Gao, R.X., Yan, R.: A deep learning-based approach to material removal rate prediction in polishing. CIRP Ann. Manuf. Technol. 66, 429–432 (2017)
Perez, H., Rios, J., Diez, E., Vizan, A.: Increase of material removal rate in peripheral milling by varying feed rate. J. Mater. Process. Technol. 201, 486–490 (2008)
Shinge, A.R., Dabade, U.A.: The effect of process parameters on material removal rate and dimensional variation of channel width in micro-milling of aluminum alloy 6063 T6. Procedia Manuf. 20, 168–173 (2018)
Nath, C., Brooks, Z., Kurfess, T.R.: Machinability study and process optimization in face milling of some super alloys with indexable copy face mill inserts. J. Manuf. Process. 20, 88–97 (2015)
Toth, T., Kundrak, J., Gyani, K.: The material removal rate and the surface rate as two new parameters of qualification for hard turning and grinding. In: Proceedings of the Fifth International Symposium on Tools and Methods of Competitive Engineering (TMCE 2004), Lausanne, pp. 629–639 (2004)
Kundrak, J., Deszpoth, I., Molnar, V.: Some economic issues of hard machining. In: 3rd International Scientific and Expert Conference, TEAM 2011, Trnava, pp. 251–254 (2011)
ISO 3522:2007: Aluminum and aluminum alloys – Castings – Chemical composition and mechanical properties
Kundrak, J., Felho, C.: Investigation of the topography of face milled surfaces. Mater. Sci. Forum 919, 78–83 (2018)
Felho, C., Kundrak, J.: Comparison of theoretical and real surface roughness in face milling with octagonal and circular inserts. Key Eng. Mater. 581, 360–365 (2014)
Acknowledgements
The authors greatly appreciate the support of the National Research, Development and Innovation Office – NKFIH (No. of Agreement: K 116876). The described study was carried out as part of the EFOP-3.6.1-16-00011 “Younger and Renewing University – Innovative Knowledge City – institutional development of the University of Miskolc aiming at intelligent specialization” project implemented in the framework of the Szechenyi 2020 program. Both grants are gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Kundrák, J., Molnár, V., Makkai, T., Dági, T. (2019). Analysis of Material Removal Efficiency in Face Milling of Aluminum Alloy. In: Gapiński, B., Szostak, M., Ivanov, V. (eds) Advances in Manufacturing II. MANUFACTURING 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-16943-5_34
Download citation
DOI: https://doi.org/10.1007/978-3-030-16943-5_34
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-16942-8
Online ISBN: 978-3-030-16943-5
eBook Packages: EngineeringEngineering (R0)