
Abstract
In recent years, the Electrochemical Discharge Machining (ECDM) process emerged as superseding machining process owing to its capability to processing of conductive and non-conductive materials. The micro-machining of Carbon Fibre Reinforced Polymer (CFRP) composite is successfully attempted in this work by drilling of micro-holes. The experiments were planned using L9 orthogonal array Taguchi’s methodology with applied voltage, electrolyte concentration and inter-electrode gap as process parameters. The Material Removal Rate (MRR) and overcut rate were observed as output characteristics. Moreover, the multi-objective process optimization of ECDM process is carried out by Grey Relational Analysis (GRA) method. The conformation experiment with optimum conditions of GRA method such as applied voltage of 70 V, electrolyte concentration of 40% and inter-electrode gap of 50 mm signifies improvement in MRR and overcut rate of drilled hole.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The Carbon Fibre Reinforced Polymer (CFRP) composite are widely applicable in aerospace, structural and automotive applications due to their superior mechanical properties [1]. The superior properties of these materials make them difficult to processing by conventional manufacturing processes. The growing need of micro-holes on CFRP composite and other fibrous materials in electronics, MEMS and aerospace applications motivates research society for its better processing. In the recent years, the Electrochemical Discharge Machining (ECDM) process has gained reputation in machining of fibrous materials. However, this process is effectively used for machining of glass, ceramics and super-alloys. The ECDM process is combined the process features of Electrochemical Machining (ECM) and Electrical Discharge Machining (EDM).
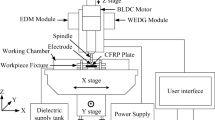
The ECDM setup includes small tool electrode i.e. known as cathode and large plate of auxiliary electrode appears as anode. The machining material in ECDM process is placed to be underneath of tool electrode and immersed in electrolyte as shown in Fig. 1. The initiation of voltage supply across electrodes, the electrochemical reactions starts i.e. electrolysis to form hydrogen bubbles around tool electrode surface. The high current density at tool electrode accelerates the generation rate of hydrogen bubbles. The high density of hydrogen bubbles around tool electrode merges to form a casing or envelope of gas film act as blanket. This layer behave as dielectric between cathode and liquid solution i.e. electrolyte in machining zone. As the applied potential over electrodes crosses the dielectric strength of gas film, the spark is induced on periphery of tool electrode [2]. Therefore, the material in underneath of tool electrode gets softening due to spark energy, thermally erosion and chemical etching [3].

Basic schematic of ECDM process
In machining domain of ECDM, this process is initially attempted in machining of glass. Later on, it extends its application to steel, super-alloys and composite materials. However, in the machining of fibrous materials very limited studies have been reported. Liu et al. [4] attempted machining of Metal Matrix Composite (MMC) using grinding aided ECDM process. The observed improvement in surface properties of machined surface owing to additional grinding action in ECDM process. Manna and Narang [5] reported micro-machining of E-glass fibre composite using ECDM process. The surface features of machined E-glass fibre composite become poor owing to unfinished cutting of fibres. Antil et al. [6] studied micro-drilling of SiC reinforced composite by ECDM process. They observed limited quality of machined holes caused by heat affected zones and cracks. Singh et. al. [7] attempted micro-machining of carbon fibre epoxy composite using ECDM process. They machined micro-slots and blind holes on carbon epoxy composite with inferior surface characteristics. Apart from these studies, there is hardly any article on machining of CFRP by ECDM process.
The multi-objective process optimization of machining methods includes Grey Relational Analysis (GRA), Genetic Algorithm (GA) and Analytical Hierarchy Process (AHP) method etc. In multi criteria decision making techniques, the GRA is an operative method for optimization problems in different areas [8]. The GRA method is successfully implemented by Antil et al. [6] in machining of SiC reinforced composite using ECDM process. Likewise, the GRA becomes popular in optimum parameter selection of selection of welding [9], drilling [10] etc. Apart from these studies, there is enormous scope for micro-drilling of CFRP composite by ECDM process and multi-response optimization by GRA method. The main aim of this work is to drill micro-holes on CFRP composite by varying process parameters and multi-response optimization by GRA method.
2 Methodology and Experimentation
The basic schematic of ECDM setup is shown in Fig. 1. The experiments were conducted on developed ECDM setup includes tungsten carbide drill bit of 0.2 mm diameter as cathode, copper plate as anode and NaOH as electrolyte. The work piece material used for experimentation is CFRP composite of 2 mm thickness and procured from Indigenous Ltd., Dehradun, India. The CFRP composite contains 50% weight distribution of warp and weft respectively with an orientation of 0/900. The experiments were planned using Taguchi’s L9 Orthogonal array with three process parameters at three levels as shown in Table 1. The process parameters include applied voltage of 50–70 V, electrolyte concentration 20–40% (mass percentage) and inter-electrode distance of 40–60 mm. The output characteristics of ECDM process involve Material Removal Rate (MRR) and overcuts of drilled hole. The output characteristics of conducted experiments with Taguchi’s L9 Orthogonal array are presented in Table 2. The MRR is calculated by weighing machined sample with reference to machining time. The overcut rate is calculated by average of three readings i.e. deviation between tool electrode diameter and drilled hole.
3 Results and Discussion
3.1 Behaviour of Machining Rate with Process Parameters
The MRR increases linearly with upsurge in applied voltage of ECDM process. This is because of highly dense hydrogen bubbles around periphery of tool electrode. The coalescence of denser hydrogen bubbles growths the sparking phenomenon of ECDM process. The raw data and S/N ratio plot for MRR are shown in Fig. 2. Likewise, the rise of electrolyte concentration boosts the MRR linearly in ECDM process. The high electrolyte concentration in ECDM process strengthens the kinetics of electrochemical reactions. Therefore, accelerated electrochemical reaction promotes coalescence of hydrogen bubbles rate and produce high discharge energy in machining zone. The high discharge causes melting, vaporization and eroding of work piece material. On the other hand, the high inter-electrode distance firstly increases MRR and then slows down machining rate. This is because of increased inter-electrode resistance which steps down the kinetics of electrochemical reactions and decreases sparking phenomenon. These findings are justified by previous research work in machining of composite by ECDM process [6, 11]. The optimum parametric conditions based on S/N ratio for MRR are A3B3C2 i.e. 70 V, 40% and 50 mm respectively.

Raw data and S/N ratio plot for MRR
3.2 Behaviour of Overcut with Process Parameters
The overcut rate increases sharply with rise in applied voltage of ECDM process. The increase in applied voltage of ECDM process increases thickness of gas film envelope around tool electrode due to denser hydrogen bubbles. Therefore, the side sparking around tool electrode promotes overcut rate in ECDM process. Likewise, the rise of electrolyte concentration increases overcut rate due to stray sparking over periphery of tool electrode. The raw data and S/N ratio plot for overcut of machined hole are presented in Fig. 3. On the contrary, the overcut rate decreases with rise in inter-electrode distance of ECDM of process. This is because of low inter-electrode resistance which steps down the stray sparking phenomenon around tool electrode in machining zone [12]. The optimum parametric values based on S/N ratio for overcut are A3B3C1 i.e. 70 V, 40% and 40 mm respectively. The behavior of overcut rate with process parameters is quiet similar to as described by Antil et al. [6] in micro-drilling of SiC reinforced polymer composite.

Raw data and S/N ratio plot for overcut
4 Multi-response Optimization of ECDM Process by Grey Relational Analysis
The evaluation of optimum process parameters for a precise machining process is an important task for research fraternity. In this work, the MRR and overcut are taken as performance characteristics. To enhance the performance of ECDM process, the goal is to maximize MRR and minimize overcut of machined sample. The behavior of various process parameters is contradictory for MRR and Overcut. Therefore, the multi-response optimization is a key route for excellence of ECDM process. In this study, an attempt has been made to the multi-response optimization of ECDM process using Grey Relational Analysis (GRA) method. GRA is a well-recognized method for multi-response optimization problems. This method concluded that experiment trial with highest grey relational grade is closest to optimum solution [13,14,15]. The steps used in analysis of optimum selection of parametric values by GRA method are as follows:
-
Step 1: In this step, the obtained experimental results of MRR and overcut were analysed by signal-to-noise ratio. For increasing the performance of machining process, Larger is better used for MRR. On the contrary, the lower is better used for overcut of machined hole. The obtained results of S/N ratio for MRR and overcut are presented in Table 3.
Table 3. Grey relational grades and ranking by GRA method -
Step 2: This step involves the normalization of obtained results by signal-to-noise ratio. The S/N for MRR i.e. Larger is better is normalized by following Eq. (1):
-
For, the normalization of overcut i.e. Lower the better is carried out by following Eq. (2):
-
Step 3: This step involves the calculation of Grey Relational Coefficient (GRC), the GRC displayed the relationship between optimum and actual normalized results. The GRC is calculated by following Eq. (3):
-
Where αi(k) is the GRC, Δoi(k) is the deviation of reference and comparability sequence. The θ is the distinguishing coefficient of 0.5.
-
Step 4: This step includes the calculation of Grey Relational Grade (GRG), the highest value of GRG indicates the optimum conditions of machining process. The GRG is calculated by Eq. (4):
-
Where m is number of responses in machining process i.e. MRR and overcut.
-
Step 5: Arrange GRG either in increasing or decreasing order, the GRG closest to 1 is most preferred and smallest one is least preferred. The optimum solution (GRG closest to 1) ensures that it is closest to hypothetically best solution and farthest from hypothetically worst solution [16].
The results obtained from different steps of GRA method are presented in Appendix. However, the GRG and ranking of different experiment trails is represented in Table 3. The experiment trail no. 9 is ranked as 1 followed by trail no.8 and 6. The parametric values corresponding to highest GRG are considered as optimum values for micro-machining of CFRP composite by ECDM process. Therefore, the applied voltage of 70 V, electrolyte concentration of 40% and inter-electrode gap of 50 mm were observed as optimum parametric conditions by GRA method.
The conformation experiments were performed by obtained optimum parametric values by ECDM process. For comparison, the trail experiment no. 1 with least GRG was used as initial parametric conditions. From conformation experiment, it is concluded that overcut rate has been improved from 0.05 to 0.04 mm, while there is slowly increase in MRR i.e. 1.1150 mg/min to 1.1243 mg/min. Therefore, the optimum conditions predicted by GRA method are feasible for micro-machining applications by ECDM process.
5 Conclusions
The following conclusions were drawn from current research status of CFRP composite machined by ECDM process:
-
1.
ECDM process is successfully attempted for micro-machining of fibrous materials i.e. CFRP composite.
-
2.
The MRR increases with increase in applied voltage and electrolyte concentration of ECDM process. On the contrary, it shows reverse trends with rise in inter-electrode distance.
-
3.
The overcut rate is increases sharply with rise in applied voltage and electrolyte concentration of ECDM process, whereas it reduces with upsurge in inter-electrode distance.
-
4.
The optimized parametric values for MRR are found to be A3B3C2 i.e. applied voltage of 70 V, electrolyte concentration 40% and inter-electrode distance of 50 mm respectively.
-
5.
The S/N ratio plots predicts the optimum parametric values of overcut are A3B3C1 i.e. applied voltage of 70 V, electrolyte concentration 40% and inter-electrode distance of 40 mm respectively.
-
6.
The multi-response optimization GRA method was effectively used for optimizing ECDM process. The optimum parametric values predicted by GRA method were A3B3C2 i.e. applied voltage of 70 V, electrolyte concentration 40% and inter-electrode distance of 50 mm respectively.
References
Kumar, R., Kumar, A., Singh, I.: Electric discharge drilling of micro holes in CFRP laminates. J. Mater. Process. Technol. 259, 150–158 (2018)
Singh, M., Singh, S.: Electrochemical discharge machining: a review on preceding and perspective research. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. (2018). https://doi.org/10.1177/0954405418798865
Zhang, Y., Xu, Z., Zhu, Y., Zhu, D.: Effect of tube-electrode inner structure on machining performance in tube-electrode high-speed electrochemical discharge drilling. J. Mater. Process. Technol. 231, 38–49 (2016)
Liu, J.W., Yue, T.M., Guo, Z.N.: An analysis of the discharge mechanism in electrochemical discharge machining of particulate reinforced metal matrix composites. Int. J. Mach. Tools Manuf. 50(1), 86–96 (2010)
Manna, A., Narang, V.: A study on micro machining of e-glass–fibre–epoxy composite by ECSM process. Int. J. Adv. Manuf. Technol. 61(9–12), 1191–1197 (2012)
Antil, P., Singh, S., Manna, A.: Electrochemical discharge drilling of SiC reinforced polymer matrix composite using Taguchi’s grey relational analysis. Arab. J. Sci. Eng. 43(3), 1257–1266 (2018)
Singh, Y.P., Jain, V.K., Kumar, P., Agrawal, D.C.: Machining piezoelectric (PZT) ceramics using an electrochemical spark machining (ECSM) process. J. Mater. Process. Technol. 58(1), 24–31 (1996)
Srinivasan, L., Chand, K.M., Kannan, T.D., Sathiya, P., Biju, S.: Application of GRA and TOPSIS optimization techniques in GTA welding of 15CDV6 aerospace material. Trans. Indian Inst. Metals 71(2), 373–382 (2018)
Saha, A., Mondal, S.C.: Multi-objective optimization of welding parameters in MMAW for nano-structured hardfacing material using GRA coupled with PCA. Trans. Indian Inst. Metals 70(6), 1491–1502 (2017)
Tosun, N.: Determination of optimum parameters for multi-performance characteristics in drilling by using grey relational analysis. Int. J. Adv. Manuf. Technol. 28(5–6), 450–455 (2006)
Bhattacharyya, B., Munda, J.: Experimental investigation on the influence of electrochemical machining parameters on machining rate and accuracy in micromachining domain. Int. J. Mach. Tools Manuf. 43(13), 1301–1310 (2003)
Ladeesh, V.G., Manu, R.: Machining of fluidic channels on borosilicate glass using grinding-aided electrochemical discharge engraving (G-ECDE) and process optimization. J. Braz. Soc. Mech. Sci. Eng. 40(6), 299 (2018)
Singh, S., Singh, I., Dvivedi, A.: Multi objective optimization in drilling of Al6063/10% SiC metal matrix composite based on grey relational analysis. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 227(12), 1767–1776 (2013)
Selvarajan, L., Manohar, M., Dhinakaran, P.: Modelling and experimental investigation of process parameters in EDM of Si 3 N 4-TiN composites using GRA-RSM. J. Mech. Sci. Technol. 31(1), 111–122 (2017)
Pradhan, M.K.: Estimating the effect of process parameters on MRR, TWR and radial overcut of EDMed AISI D2 tool steel by RSM and GRA coupled with PCA. Int. J. Adv. Manuf. Technol. 68(1–4), 591–605 (2013)
Zhang, S.F., Liu, S.Y.: A GRA-based intuitionistic fuzzy multi-criteria group decision making method for personnel selection. Expert Syst. Appl. 38(9), 11401–11405 (2011)
Acknowledgments
The author’s acknowledge the financial support provided by Science and Engineering Research Board under the Department of Science and Technology, New Delhi, Government of India, for this research work under grant EMR/2016/005352.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Appendix
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Garg, M.P., Singh, M., Singh, S. (2019). Micro-machining and Process Optimization of Electrochemical Discharge Machining (ECDM) Process by GRA Method. In: Gapiński, B., Szostak, M., Ivanov, V. (eds) Advances in Manufacturing II. MANUFACTURING 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-16943-5_33
Download citation
DOI: https://doi.org/10.1007/978-3-030-16943-5_33
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-16942-8
Online ISBN: 978-3-030-16943-5
eBook Packages: EngineeringEngineering (R0)