
Abstract
The article presents the process of making castings in sand moulds printed in 3DP technology. The moulds were printed using sands of different graininess – quartz sand FS001 and FS003 of the grain size of 0.28 mm and 0.38 mm, respectively, and synthetic moulding sand FS053, used in the production of cores of low thermal expansion. In total, four series of prints were made, with five moulds in each series. Four types of binder were used: FURAN – a standard binder used in traditional sand casting methods, which does not require baking process, PHENOL – a binder with high heat resistance, ANORGANIK – an inorganic eco-friendly binder, and CHP - a cold-cured phenol. The objective of the research was to assess the casting surface for different combinations of sands and binders. The following alloys were selected for the tests: AlSi 11 aluminum alloy, CuSn10P copper alloy, GJL 250 cast iron and X 5 Cr Ni 18-10 cast steel. The moulds were poured with the alloys and cleaned. Surface roughness tests of castings were executed using the contact method on the Hommel-Etamic T8000 RC profilometer. The results are presented in graphs and summarized in the tabular form. Based on an analysis of the results, it can be concluded that the type of binder and size of sand grains used in the printed moulds have a significant impact on the surface roughness of individual casting alloys.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Casting methods are used to produce many complex shaped elements of machines and devices, which are difficult to produce using conventional manufacturing methods [1]. Some examples include manifolds, engine parts, rotors, casings of flow devices, etc. To analyze the efficiency and effectiveness of a designed product, it is necessary to build a prototype in the shortest possible time. The design and manufacturing of the tooling required for the casting production process, such as model plates, core boxes, etc., is expensive and time – consuming, and the prototype may not meet the design requirements [2]. 3D printing and modeling methods can effectively reduce the duration of the prototyping process [3, 4]. One of the 3D printing systems available on market is the 3DP (Three Dimensional Printing) technology [5, 6], which facilitates the creation of highly advanced sand moulds without the necessity to manufacture traditional tooling. This technology uses a special moulding material (sand + binder + activator) and a computer controlled 3D printer. The printer precisely dispenses the binder onto successive layers of activated sand; as a result, depending on the three dimensional geometry of the designed casting, the mould cavity with the gating system, risers, etc., is gradually formed. The whole mould, i.e., parts of the cavity reproducing the outer and inner surfaces of the future cast, is a monolith made of a single material. In this way, the formation of metal fins and shifting on the core assembly surfaces, typical in conventional moulds, is prevented. The method also ensures increased dimensional accuracy of castings. Each subsequent layer of hardened mass may have a thickness starting from 0.3 mm, and dimensions of the mould are constrained only by the design of the 3D printer. The moulding material (grade and graininess of sand, organic or inorganic binder) can be configured to support the production of low-melting alloy or iron alloy castings [7]. Although the mould is made of sand, the 3D printing methods of mould production cannot be explicitly considered as machine moulding techniques; therefore, standards defining the class of castings do not apply. The quality of casting surface, in comparison to machine moulding, will be affected not only by the height of printing layer and grain size of the sand, but also by the method of supplying the binder [7, 8]. Surface roughness refers to unevenness with relatively small peak spacing, and its size depends on the method of casting or processing the final material. Roughness is an important parameter determining the casting quality – a fact which prompted the authors to undertake this study [9,10,11].
2 Materials and Methods
At the first stage of the research, a 50 mm × 20 mm × 6 mm mould for making sample castings was designed. The single cavity mould featured a typical gating system composed of a sprue, cross runner, and gates. The geometry shown in Fig. 1 has been converted into .stl format.

Geometry of the mould for sample casting.
The moulds were printed on an ExOne S-Print 3D printer. The printer supports the printing of sand moulds (quartz sands and other sands) with the maximum external dimensions of 800 mm × 500 mm × 400 mm. It is equipped with a working head with nozzles supplying a binder that connects sand grains. The recommended granularity of sand is 0.1–0.5 mm and the print resolution is 100 μm. Thickness of a single layer of the printed mould may vary from 240 μm to 380 μm. Depending on the dimensions of the mould, the printing process may take up to several dozen hours.
Five types of moulds were printed, four items in each series, using different combinations of sands and binders. The first series of prints was made of quartz sand (designation FS001) of the main fraction grain size of 0.28 mm. Furan resin, a typical chemically hardened binder used in traditional sands casting methods, was applied. The moulds do not require additional casting operations to activate the binding material. Printed moulds can be filled with liquid metal immediately after the printing job is complete. The second series was printed using the same binder and sand of a larger grain size (designation FS003), with grains of the main fraction of 0.38 mm. The third series was printed using a synthetic sand (designation FS053). According to the manufacturer’s specification, this sand is characterized by a lower thermal expansion than traditional sand. A phenolic resin, widely applied in the production of sand moulds and cores in the traditional technology, was used as a binder. It allows to produce castings with very thin walls, owing to the high heat resistance of the printed cores. The fourth series of moulds was printed using sand FS001 with the ANORGANIK binder. It is an inorganic, eco-friendly binder. Inorganic binders are non-toxic and relatively inexpensive; however, unlike organic binders, they gain a high final strength which makes demoulding of the casting more difficult. The last series of moulds was printed of FS001 sand using a CHP (cold hardening phenolic) binder. Owing to its ability to polymerize at room temperature, this binder shortens the duration of the 3D printing process and reduces post-processing. Table 1 presents the materials used to print the moulds.
3 Research
The following casting alloys used in the machine engineering were selected for the tests: aluminum alloy (AC-AlSi 11), copper alloy (CuSn10P), gray cast iron (GJL 250), acid-proof cast steel (X 5 Cr Ni 18-10).
AC-AlSi is a lightweight, high-strength aluminum casting alloy based on an aluminum–silicon system referred to as Silumin. The silicon content is 11%, which qualifies the alloy as eutectic. This alloy has very good casting properties, it is characterized by good castability, low shrinkage and no tendency to hot cracking. The AC-AlSi aluminium alloy is used for complex castings made in the engineering, shipbuilding and electronics industries.
CuSn10P is a copper alloy with 10% tin content. It belongs to the group of machine bronzes and has good anti-friction and mechanical properties. Considering high corrosion and abrasion resistance, this alloy is often used in the foundry industry. Characterized by very good castability and machinability, it is most commonly used in the production of industrial fittings and worm gears.
GJL 250 gray cast iron is an engineering material of very good thermal conductivity and vibration damping properties. It can work at high temperatures and is mostly used for cast elements requiring tightness, durability and wear resistance. It is commonly used in the machine, railway and automotive industries, for the production of gears, pistons, cylinders, guides, etc.
The X 5 Cr Ni 18-10 alloy is the most popular acid-proof steel with high resistance to corrosion caused by weather conditions, sea water or chemical solutions. This material is used to produce castings for the food processing industry, where components are exposed to an aggressive environment. It also finds application in industrial equipment and pipelines, owing to its good welding properties resulting from low carbon content.
The printed moulds were numbered in accordance with Table 1 and assigned to selected alloys as indicated in Table 2.
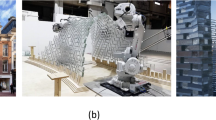
Figure 2 shows photographs of printed moulds prepared for pouring. Before the moulds were filled with a liquid alloy, they had been thoroughly cleaned with compressed air to remove unbound moulding material. In the first stage, selected moulds of A-series were poured with an aluminum alloy at the temperature of 720 °C. Next, the B-series was poured with liquid bronze at 1180 °C, the C series was poured with cast iron at 1350 °C, and the last D-series was poured with a liquid cast steel at 1670 °C. Each series of castings was made of the same melt, ensuring repeatability of the test.

Marked and prepared printed moulds.
Solidified and cooled castings were demoulded and cleaned of moulding residue. The castings were marked in accordance with the numbering shown in Table 2. Figure 3 presents castings made in printed moulds from sand FS001 with CHP binder – from the left: 5A - AlSi 11 alloy, 5B - CuSn10P alloy, 5C - GJL 250 cast iron, 5D - X 5 Cr Ni 18-10 cast steel.

Demoulded and cleaned castings; from the left: 5A - AlSi 11 alloy, 5B - CuSn10P alloy, 5C - GJL 250 cast iron, 5D - X 5 Cr Ni 18-10 cast steel.
One of the methods of roughness measurement is the estimation method, which allows to estimate the values of surface irregularities comparing the surface to a roughness standard. The roughness standard is a plate consisting of four segments with standard surface profiles. A selected standard is applied to the tested element, then a visual and tactile measurement is made to find the segment which best matches the tested element. For a more accurate assessment, a magnifier with 7x magnification is used for the comparison. The standards comply with ISO 8503-1. The accuracy of readings is largely affected by a limited number of surface profiles in the standard. Each standard offers only four variants of roughness, which is insufficient for the samples tested. However, this method can help predefine the surface roughness value for proper selection of equipment and parameters for the performance of measurements using a profilometer.
A contact method was selected to assess the surface quality of the castings. In the contact method, the scanning probe changes its position vertically, reflecting unevenness of surface (Fig. 4). This changes the inductance in the sensor using the electromagnetic field. Then, the signal is amplified and transmitted to the computer, where it is recorded in the displacement function. Deviations of the probe provide data for the calculation of Ra and Rz parameters.

Picture of TKU 300 probe.
The samples were subjected to a surface roughness test on the Hommel-Etamic T8000 RC profilometer. After establishing the measurement points, two directions of testing were selected: longitudinal and transversal. The length of the measurement section was set at 3 mm, and the measuring speed at 0.15 mm/s. Taking into account the size and shape of the tested sample, the TKU 300 measuring probe was selected.
The Ra parameter, representing the arithmetic mean of absolute deflection of the y-profile from the m-mean line in the interval of the elementary segment l, was determined on the basis of the measurements, according to formula (1) [12].
where:
-
y(x) – surface roughness profile equation,
-
yi – deflection of the i-th point of the profile,
-
n – number of elementary segment divisions.
The Rz parameter, representing the arithmetic mean of absolute heights of five highest peaks of the roughness profile and five lowest valleys in the interval of the elementary segment I, was determined according to the formula (2) [12].
where:
-
ypi – height of the i-th peak of the profile,
-
yvi – depth of the i-th valley of the profile.
4 Results and Discussion
The results of the Ra and Rz parameters measurement are presented in bar graphs in Figs. 5. 6, 7 and 8. The graphs show both longitudinal and transverse measurements.

Surface roughness measurement for the AlSi11 alloy sample: (a) Ra, (b) Rz.

Surface roughness measurement for the CuSn10P alloy sample: (a) Ra, (b) Rz.

Surface roughness measurement for the GJL 250 cast iron sample: (a) Ra, (b) Rz.

Surface roughness measurement for the X 5 Cr Ni 10-10 cast steel sample: (a) Ra, (b) Rz.
On the basis of mean results of longitudinal and transverse measurements, roughness classes according to EN ISO 1302: 2004 were determined (Table 3). Table 4 summarizes the mean values of Ra and Rz. The values of transverse measurements are shown in brackets.
For aluminum alloy castings, samples 3A and 5A show the largest value of Ra and Rz roughness. Samples 1A and 2A have similar values. Sample 4A differs significantly from the others, characterized by the lowest values of Ra and Rz parameters. According to the Ra parameter, samples 1A-3A are in the fifth roughness class, sample 4A is in the sixth, and 5A in the fourth class. An analysis of the roughness graphs for bronze shows that sample 4B poured into a mould of quartz sand with an inorganic binder significantly differs in roughness compared to other samples. The difference may be caused by high hygroscopicity of inorganic binders. Ra values above 10 classify this sample in the third roughness class, while the remaining samples are classified in the fifth. A similar relationship is observed for grey iron. Sample 4C poured into a mould with an inorganic binder differs significantly in the roughness value from the others. This sample is classified by Ra in the fourth roughness class, while the remaining samples are in the fifth class. Roughness values for castings made of acid-resistant steel are all comparable. The Ra parameter exceeds the value of 5 for each sample and classifies all samples in the fourth roughness class. Classified by the Rz parameter, samples 1D and 2D are in the third roughness class, possibly due to high pouring temperature of 1670 °C, which degraded the binder and sand grains.
5 Conclusions
On the basis of the obtained results, it can be concluded that the binder used in printed moulds has a significant impact on the surface roughness for particular casting alloys. A sample of AC-AlSi 11 aluminum alloy poured in the ANORGANIK binder mould showed the lowest surface roughness, i.e., the highest roughness class 6. CuSn10P copper alloy and GJL 250 cast iron castings made in ANORGANIK binder moulds had the highest surface roughness compared to other measurements. The furan binder proved to be unfavorable for X 5 Cr Ni 10-18 cast steel castings, which reached the third class of roughness. Other results match the range of values adopted for the sand moulds casting classes and do not deviate from standards. Differences between longitudinal and transverse measurements result from the 3DP printing technology, where layering of the mass can produce a stepped effect. In order to minimize this phenomenon, flat print geometries should be set perpendicular to the print head.
Methods of rapid prototyping in foundry industry can significantly speed up work at the stages of design and production of new components. The possibility of using printed moulds shortens the time of transition from the design to the manufacturing. Even the most complex elements can be developed within a much shorter time span, and early detection of defects appearing in the poured castings is made possible. Continuous development of Rapid Prototyping and 3D printing methods facilitates more accurate, faster and cheaper production of casting models and moulds.
References
Campbell, J.: Complete Casting Handbook: Metal Casting Processes, Metallurgy, Techniques and Design, 2nd edn. Butterworth-Heinemann, Oxford (2015)
Chua, C.K., Leong, K.F., Liu, Z.H.: Rapid tooling in manufacturing. In: Hand-Book of Manufacturing Engineering and Technology, pp. 2525–2549 (2015)
Neagu-Cogǎlniceanu, C.: Technique achievement of glass objects using kiln casting method. Adv. Mater. Res. 837, 61–66 (2014)
Hajkowski, J., Popielarski, P., Sika, R.: Prediction of HPDC casting properties made of AlSi9Cu3 alloy. In: Advances in Manufacturing, Lecture Notes in Mechanical Engineering, pp. 621–63. Springer (2018)
Skorulski, G.: 3DP technology for the manufacture of molds for pressure casting. Arch. Foundry Eng. 16(3), 99–102 (2016)
Marwah, O.M.F., Sharif, S., Zainol, M.A., Ibrahim, M., Mohamad, E.J.: 3D printer patterns evaluation for direct investment casting. Appl. Mech. Mater. 465–466, 1400–1403 (2014)
Ramakrishnan, R., Griebel, B., Volk, W., Günther, D., Günther, J.: 3D printing of inorganic sand moulds for casting applications. Adv. Mater. Res. 1018, 441–449 (2014)
Gill, S.S., Kaplas, M.: Efficacy of powder-based three-dimensional printing (3DP) technologies for rapid casting of light alloys. Int. J. Adv. Manuf. Technol. 52(1–4), 53–64 (2011)
Wieczorowski, M., Gapiński, B., Trytek, A., Konopacka, M.: Roughness analysis of graphite surfaces of casting elements. Arch. Foundry Eng. 10, 269–272 (2010)
Wieczorowski, M., Cellary, A., Majchrowski, R.: The analysis of credibility and reproducibility of surface roughness measurement results. Wear 269(5–6), 480–484 (2010)
Pawlus, P., Reizer, R., Wieczorowski, M.: Problem of non-measured points in surface texture measurements. Metrol. Meas. Syst. 24(3), 525–536 (2017)
Paczyński, P.: Technical Metrology, p. 78. Publisher of Poznan University of Technology, Poznań (2003)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Szymański, P., Borowiak, M. (2019). Evaluation of Castings Surface Quality Made in 3D Printed Sand Moulds Using 3DP Technology. In: Gapiński, B., Szostak, M., Ivanov, V. (eds) Advances in Manufacturing II. MANUFACTURING 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-16943-5_18
Download citation
DOI: https://doi.org/10.1007/978-3-030-16943-5_18
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-16942-8
Online ISBN: 978-3-030-16943-5
eBook Packages: EngineeringEngineering (R0)