
Abstract
Anode baking furnaces are a key component of the manufacturing process of prebaked anodes used for aluminium production. Green anodes are loaded into pits before being submitted to high temperature in order to meet resistivity and chemical reactivity specifications. These pits are separated from each other by fluewalls and headwalls made of dense refractory material. In order to answer to the need for productivity increase and cost reduction , a new generation of design for baking furnace without headwalls has been developed. From the proof of concept and the first tests realized in Rio Tinto Aluminium Grande Baie plant (UGB) to the industrial prototype implemented at Bell Bay Aluminium (BBA), this paper presents the different phases undertaken to successfully develop and test this breakthrough technology . The adaptations made to the operation sequences and the specific tools used to operate the industrial prototype will be described as well as the performance achieved to date at the two sites. Finally, the paper concludes with a summary of the benefits of this technology depending on the scenario of implementation on greenfield or brownfield projects.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others



Keywords
- Anode baking furnace
- Fluewall design
- Headwall
- Reduced gas consumption
- Productivity increase
- Cost reduction
Introduction
Baking is a critical step of the anode manufacturing process. Anodes must indeed be baked to reduce the pitch to an amorphous carbon state by coking and make them usable on reduction cells. This step is realized in baking furnaces.
In an open-type baking furnace (Fig. 1), anodes are placed in pits separated by hollow fluewalls, through which hot gases flow during the baking phase and air flows during the cooling phase. Sections are separated by headwalls through which fluewalls in the same row communicate from one section to the next, thereby forming individual fluewall lines extending along the entire furnace .

General view of anode baking furnace
The general trend of aluminium smelters all around the world is to increase amperage in the reduction cells in order to increase the aluminium production. In order to meet greater demand for baked anodes from smelter creeping projects, baking furnace productivity is usually increased through fire cycle time decrease and/or furnace raising to accommodate bigger anodes.
Fire cycle decrease has several negative consequences.
From a Health-Safety -Environment perspective, less time is available for the refractory maintenance team resulting in hotter working environments in the pits. Also, pitch load (which is the quantity of pitch in kg per hour and per square meter of fluewall) is increased. This requires a consistent and fine-tuned operation and process control to ensure a full combustion of volatile matters and to avoid pitch deposit leading to a higher risk of fire in the ring main.
Regarding costs, faster fire cycle requires higher draft leading to higher cold air ingress and thus increased energy consumption . Possible limitation might also appear on Fume Treatment Center capacity to treat the additional flow, requiring then some investments. Furthermore, faster fire cycles are very often associated with increased peak temperature [1] (to maintain the same anode baking level) which lead to a decrease of refractory life time.
Regarding anode quality, shorter fire cycles generally lead to wider distribution of anode baking levels with an increase of the percentage of anodes with low baking level.
A new concept of anode baking furnace design, named “NG” technology , has been developed to answer the productivity increase demand while avoiding the above listed negative effects.
General Presentation of NG Anode Baking Technology
Concept and Benefits
The concept of the new patented technology [2, 3] is to remove totally or partially the headwalls as presented in Fig. 2. It is applicable to both furnace revamping and new projects.

New technology concept to support production increase (left) or anode dimension change (right)
For existing furnaces, it allows to increase the volume available for anode baking inside the pits. The number of headwalls to be removed will be selected depending on the anode dimensions in order to accommodate either an extra set of anodes or an anode dimension increase.
The gains associated are the following:
-
Production increase up to 20% at constant fire cycle in comparison to the traditional design;
-
Operational costs decrease through energy consumption decrease and lower vertical joints maintenance between headwall and fluewalls;
-
Capital expenditure decrease due to a lower volume of dense refractory to be procured and installed for construction and/or rebuild;
-
No disadvantages usually associated with fire cycle decrease i.e. pitch load is not increased as fluewall surface is increased proportionally and pit cooling is also improved as headwalls have disappeared.
For new project, the NG technology without headwall allows a decrease in the size of the casing and the corresponding length of the building providing a significant reduction in the CAPEX while keeping the OPEX savings listed above.
Technical Challenges
Headwalls have been used for several decades in the traditional baking furnace design as they are playing key functionalities such as:
-
Fluewalls refractory thermal expansion management;
-
Fluewalls mechanical support (when pits are empty);
-
Separation from one section to the other during loading and unloading sequences.
As the headwalls are removed in the new technology , it has been necessary to develop technical solutions and to adapt operational practices in order to realize the above functions.
In classical design, the thermal expansion of the fluewall is accommodated externally, at each end of the fluewalls via the expansion gaps located at the junction between the headwall and the fluewalls (see upper part of Fig. 3). As headwalls are no longer present, the internal design of the fluewall had to be modified by Rio Tinto engineering team in Voreppe (France) so that the dilatation can be handled by the fluewall itself through dedicated zones, called “breathing zones” (see lower part of Fig. 3). The design of bricks used in these areas have been modified so that relative movements between bricks is less inhibited in these locations compared with the rest of the fluewall.

Classical fluewall and headwall design (top) versus NG technology (bottom)
Development Phases
Tests at Grande Baie Plant
A specific zone, made of two adjacent sections, has been dedicated for more than five years in Rio Tinto Grande Baie baking furnace for the development of the NG technology . This platform has been used to understand the impact of the absence of the headwalls and the new mechanical behaviour occurring through the various concept and designs of fluewalls tested. The Rio Tinto R&D Center of Arvida (Canada), located nearby, provided the expertise and technical follow-up of the degradation modes of the various design tested.
The test started in 2013 on 3 flue walls only to validate the concept at very high level (Fig. 4).

Rio Tinto Grande Baie test zone in 2013
The first results showed that simply removing the headwall without any modification on the fluewalls design was not a viable option. Major cracking of the fluewalls (Fig. 5) was observed which lead to a significantly shortened lifetime.

Cracking behaviour of first design tested
The testing zone was extended to the full double section in 2014 in order to have seven fluewalls available for tests (Fig. 6). This allowed several alternative options to be tested in terms of fluewall design and thermal expansion management strategies.

Test zone in 2018 in Rio Tinto Grande Baie plant
A satisfactory balance has been found between sufficient freedom within the refractory to allow for thermal expansion and sufficient rigidity that avoids excessive opening of the degassing joints, which would introduce the possibility of the packing coke to enter inside the fluewall.
Modelling Work
The choice of the different generations of designs has been based on the visual observations made on Grande-Baie test zone and a thermo-mechanical model specifically developed to predict the relative movement of each brick after several fire cycles.
The main challenge was to model a large collection of interacting bricks as the standard softwares were unable to predict the displacement of so many individual bricks. In that respect, a software dedicated to multiple physics simulation of discrete material and structures has been chosen.
The model inputs are a 2D representation of the fluewall layout (including the degassing joints), the various interaction laws (for example, contact between the bricks, friction between the brick layers and the bottom or the top blocks) and the thermal loading as a function of the time for one cycle of heating/cooling.
The interaction laws and boundary conditions have been enriched by the early design generations that have been implemented and the corresponding on-site observations of the deformations.
The model has been tested on several designs and provides a satisfactory prediction of the evolution of the following parameters as a function of the number of fire cycles undergone by the fluewall:
-
The expansion or contraction of the fluewall due to the thermal cycles. Figure 7 shows for instance the expansion of a double-length fluewall from the initial state in dark blue in the background to a final state in light blue at the foreground after 60 thermal cycles (i.e. approximately three years of operation);
Fig. 7 
Magnified deformation of a double-length fluewall
-
The potential crawling of the fluewall and the remaining distance between fluewall and headwall ;
-
The redistribution of the degassing joints openings and closings (Fig. 8);
Fig. 8 
Comparison of maximum degassing joints opening evolution with two different designs (design A not suitable while design B breathing properly)
-
The areas which concentrate the main constraints, which could lead to potential cracks or failures of the bricks. For instance Fig. 9 presents the maximum tensile stress experienced by each refractory brick during a full thermal cycle.
Fig. 9 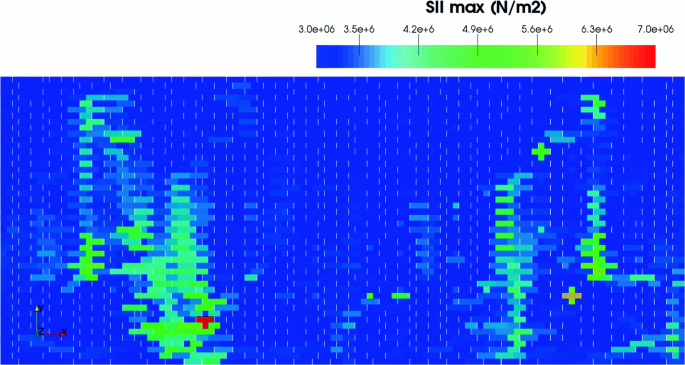
Maximum tensile stress on refractory bricks through a double length fluewall (critical areas in orange and red) (Color figure online)



The figures illustrates the type of graphs that can be generated by the model .
Industrial Trial at Bell Bay Aluminium
Context
The anode baking furnace at Bell Bay Aluminium (BBA) was constructed in 1989 and is composed of 48 sections with 7 pits per section. Following the successful tests at Grande-Baie, the NG anode baking design was selected by BBA for a six sections trial. The trial was included as part of a rebuild project, with the NG trials installed in Q4 2017 [4]. This decision was supported by the following potential benefits:
-
Increased anode production (for no change in fire cycle) by providing pit space to fit a seven anode packs into six sections (see Fig. 10);
Fig. 10 
Anode loading pattern in the BBA furnace with current and NG Technology
-
Health and safety improvements from reduced refractory maintenance and sealing required in the pits;
-
Reduced material cost for refractories (up to 30%) and labour costs for refractory installation;
-
Reduced gas consumption of about 30%;
-
Reduced refractory maintenance costs.

The Pacific Technology Centre in Brisbane (Australia) and Rio Tinto resources supported the Bell Bay team on-site for the refractory installation and during the initial firing cycles of the test group.
Installation of the Trial Zone
For the replacement of six sections, a fire group was removed (while the other two were operated) to provide a rebuild window of 27 days which included six days for removing anodes from the pits and demolishing the existing six sections.
Construction activities were scheduled for day shift only (Fig. 11). Routine operations were managed at night. All eight flue walls were built in stages to the same height, with anodes and coke placed into the pits during night shift to provide platforms as the height of the flue walls increased.

Construction of NG furnace sections at Bell Bay Aluminium
The construction was completed within the available window and without any safety incident.
As there are no headwalls in the trial zone, the total length of each individual fluewall is 33 m (see Fig. 12).

NG furnace sections after completion
Operations of the Trial Zone
A major outcome for the NG anode baking technology implementation in Bell Bay is the ability to fit seven sets of anodes into the space traditionally taken up by six anode sets. Anode positioning in the pits was therefore recognized as a key component and the following actions have been successfully put in place to help crane drivers with anode placement (see Fig. 13):

Marking on the tub wall (left) and laser line shown on flue top (right) to assist with anode packing
-
Marking of reference lines on the anode conveyor, on the wall flue tops and on the tub wall to ensure that the anode packs were correctly installed in the pits;
-
Installation of alignment lasers on the anode grab.
One of the headwall functions is to provide fluewalls with mechanical support. Fluewall bending management was therefore expected to be a critical challenge in order to achieve a satisfactory lifetime. To limit the impact of coke additions and removal in the baking pits, the operations team add or remove coke in a staged manner based on regular monitoring of the pit widths. Narrower pits are filled with coke first and coke is removed last, while coke is removed first and coke added last in pits with larger width.
In addition, a mechanical device (called a fluewall “Comb”) has been designed to provide lateral stability to the refractory flue walls when the pits are empty (Fig. 14). The Comb is aligned in the pit and the Comb “fingers” are extended to provide a supporting load on each wall. As the fires progresses, the device is moved along in the same sequence as the remaining fire group equipment. The device can also be used for flue wall straightening.

Comb installed in NG trial section during refractory inspections
On the process side, the extra anodes and absence of head walls in the pit changes the advance of the pitch front in the flue walls. It caused incomplete combustion of the pitch volatiles during the first few fire cycles. Adjustments were made by Pacific Aluminium and Rio Tinto process experts to the internal flue wall pressure (draught) and the target firing curves to ensure complete combustion of fuel in the furnace . The fire operation is now fully satisfactory.
Performance Achieved
A key measure for the success of the project is the lifetime of the fluewalls and the ability of the new design to manage the refractory thermal dilatation and the mechanical stresses. An accurate follow-up with regular measuring and auditing campaigns has been realized since the first round of fire to monitor and detect as early as possible any deterioration (for example cracks , degassing joints closing or opening). These measurements and audit campaigns show positive results after 15 fire cycles as no concerning deterioration has been found (Fig. 15).

Refractory condition after 12 rounds of fire
Anode quality is assessed using the carbon crystallite size of the anode cores (Lc) and electrical resistivity measured on core samples. Dedicated coring and measuring campaigns have been realized in order to compare the anode quality obtained in the NG sections and in the reference sections. Figure 16 shows baking level results obtained where section 1 is compared with NG anode sets 1 (NG1, located after the crossover) and NG sets 4, 5 and 6 (NG4 to NG6) are compared with section 25 and 28. It can be observed that the anode properties of the NG area anodes are typical of those expected with the standard design but with lower standard deviation.

Anode baking level in NG and standard crossover sections
Gas consumption for the NG sections has been 26% less than the gas used in the reference sections. Taking into account the additional production, the total benefit of consumption per ton of baked anode is approximately 35%.
The cost for installation of the six NG sections was 86% of the cost incurred earlier in 2017 for installation of six standard sections. The main positive contributions were lower refractory and labor costs. The gain achieved by Bell Bay Aluminium in implementing the NG Technology on six sections only (1/8 of the entire furnace ) is summarised in Table 1.
Conclusion and Perspectives
The NG technology is a new concept of anode baking furnace without headwalls developed over several years by Rio Tinto to answer the productivity increase demand while avoiding the negative effects of fire cycle decrease. The industrial prototype has been successfully operated by Bell Bay Aluminium for eight months since December 2017. Some fluewalls with the same design have now passed the second year of operation in the trial zone of Grande-Baie.
Although additional time is required to fully evaluate fluewall performance , the results achieved to date meet the expected performance . This validates the technical and economic viability of this new breakthrough technology .
In summary, the economic benefits are the following:
-
17% increase in anode production;
-
14% reduction in installation cost;
-
35% reduction in gas consumption.
In addition, it provides a significant reduction in the exposure of refractory maintainers to heat and fibers as the refractory maintenance activities occurring in the pit are greatly reduced.
NG Technology is an attractive solution for productivity increase of anode existing baking furnaces as it allows a significant increase in production in the same furnace footprint. It is also a very interesting option at constant production throughput as it allows benefiting from all the advantages of running at a slower fire cycle while maintaining the production output.
For new furnaces, the NG technology without headwall allows a decrease in the size of the furnace footprint and the corresponding length of the building which provides CAPEX and OPEX savings.
References
Ordronneau F. et al. (2011) Meeting the challenge of increasing anode baking furnace productivity. Paper presented at the 140th TMS Annual Meeting, San Diego, California, 27 February to 3 March 2011.
Jonville, C (2007) Ring furnace including baking pits with a large horizontal aspect ratio and method of baking carbonaceous articles therein. US Patent Number 8,684,727-B2, 14 May 2007.
Roy, PJ (2007) Ring furnace including baking pits with a large horizontal aspect ratio and method of baking carbonaceous articles therein. European Patent EP 1 992 895 B1, 14 May 2007.
Graham A. et al. (2018) Increased Anode Production at Bell Bay Aluminium Using a New baking furnace design concept without headwall. Paper presented at 12th Australasian Aluminium Smelting Technology Conference, Queenstown, New Zealand, 2–7 December 2018.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Bourgier, A., Schneider, J.P., Lavigne, L., Tremblay, Y., Graham, A., Noonan, M. (2019). Development of a New Baking Furnace Design Without Headwall to Increase Anode Production Capacity. In: Chesonis, C. (eds) Light Metals 2019. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-05864-7_154
Download citation
DOI: https://doi.org/10.1007/978-3-030-05864-7_154
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-05863-0
Online ISBN: 978-3-030-05864-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)