
Abstract
The type of metal precursors and oxygen sources in atomic layer deposition (ALD) crucially affect the bulk properties of high-k gate dielectric films and the interface properties with a substrate, which determines the performance and reliability of logic devices. In this chapter, we review the effect of the assorted metal precursors, such as HfCl4, (HfN(CH3)2)4, Hf(N(C2H5)(CH3))4, and HfOtBu(NEtMe)3 on the various film properties, focusing on the film growth behavior, impurity level, and interface properties. The influences of oxygen sources type, H2O and O3, are also covered. The combination of ALD high-k film with high-mobility Ge or III–V compound semiconductors results in even more complicated interface reactions as compared to the conventional Si substrate, which is also discussed. Finally, various state-of-the-art devices with ALD high-k film such as Ge and III–Vs-based metal–oxide–semiconductor field effect transistors (MOSFETs) and three-dimensional MOSFETs are introduced, and their reliability characteristics are discussed.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
- Atomic Layer Deposition
- Oxygen Source
- Post Deposition Annealing
- Negative Bias Temperature Instability
- HfO2 Film
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
The gate dielectric oxide plays a key role in the performance and reliability of Metal–Oxide–Semiconductor Field Effect Transistors (MOSFETs), a typical logic device in modern ultra large-scale integrated chips. The interface state density (N it) and the charge trapping behavior at the interface between the gate dielectric film and a Si substrate determine the channel mobility degradation, threshold voltage (V TH) instability, and life time of the device. SiO2/Si gate stack fabricated by thermal oxidation of the Si substrate has provided the outstanding interface properties for several decades. However, the continuous scaling of the devices has driven the development of the alternative gate dielectric materials and processes. In recent years, atomic layer deposition (ALD) HfO2-based gate dielectrics with a metal gate have been implemented in a mass production [1].
ALD of metal oxides is based on sequential self-limiting chemisorption reactions of a metal-containing precursor and an oxygen source [1, 2]. Both precursors affect the quality of high-k films as well as the interfacial layer (IL) at the interface with a substrate. Therefore, appropriate choice of metal precursor and oxygen source, and understanding of their reaction mechanisms on the various surfaces are important to obtain the promising performance and reliability of MOSFETs. Furthermore, evolutions of new channel materials (SiGe, Ge, and III–V compound semiconductors such as GaAs, InGaAs, GaSb, InP, etc.) [3, 4] and multi-dimensional devices including FinFETs or nanowire devices [5–7] further increased the importance of appropriate metal precursor and the oxygen source for the ALD process.
In this chapter, the ALD characteristics and properties of Hf-based high-k films from different types of metal precursors, such as HfCl4, Hf(N(C2H5)(CH3))4, (HfN(CH3)2)4, and HfOtBu(NEtMe)3 are compared, and the influences of oxygen sources type, H2O and O3, are discussed. The discussion covers the ALD high-k films on not only Si substrate but also the assorted alternative substrates such as Ge and III–Vs. Finally, the performance and reliability of the sub 1 nm equivalent-oxide-thickness (EOT) planar Si channel devices, SiGe- or III–Vs channel devices, and FinFET devices with HfO2-based gate oxides grown by ALD are discussed in detail. In fact, there have been many studies of other high-k dielectrics, such as lanthanide-based oxides and ternary oxides, but dealing with all the other high-k layers than HfO2 is not feasible for the given space of this chapter. However, this does not undermine the importance of other high-k and higher-k dielectrics for futuristic MOSFET devices.
2 Metal Precursor
2.1 Hafnium Chlorides (HfCl4)
HfCl4 has been the most commonly employed inorganic Hf precursor to fabricate HfO2-based dielectrics because it has the advantages of smaller molecule size and high thermal stability (>600 °C) providing less steric hindrance and a wider temperature window for self-limited growth compared with the metal-organic (MO) Hf precursors. In addition, HfO2 film from HfCl4 is free from carbon contamination which might deteriorate the physical/chemical and electrical properties of HfO2. HfO2 ALD using HfCl4 is typically performed in combination with either H2O or O3. In combination with H2O as the oxygen source, the process demonstrates fluent ALD saturation behavior at the reactor temperatures between 200 and 600 °C.
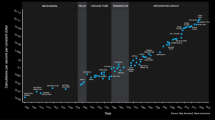
For HfCl4/H2O process, reaction pathway of ALD HfO2 is explained by the ligand exchange reaction between HfCl4 and surface hydroxyl (OH) groups, releasing HCl [8, 9]. Thus, the amount of OH groups existing on the surface can strongly influence the initial growth behavior as well as the steady-state growth. The steady-state growth per cycle of ALD HfO2 films at the deposition temperatures of 200 and 400 °C are ~0.13 and ~0.044 nm/cycle, respectively, as shown in Fig. 7.1a [10]. Here, decrease in growth rate as increasing growth temperature is attributed to lower OH density on the film surface at higher reactor temperature [9–11]. Initial HfO2 growth behavior is also very sensitive to the status of starting surfaces. Figure 7.1b showed the variation of Hf-coverage at the early growth stage with the number of ALD cycles on the variously prepared Si surfaces, such as chemical SiO2, thermal SiO2, and diluted HF-cleaned Si [12]. To achieve excellent EOT scalability of gate stack, thick interfacial low-k SiO2 layer is unfavorable in spite of the improved initiation behavior of ALD on it. However, on HF-cleaned Si surface (H-terminated surface) an incubation period of ~20 cycles was observed, because of the lack of OH functional group, while linear growth behavior without the incubation step was exhibited on the chemical SiO2 surface. H-terminated Si hinders nucleation of ALD HfO2 resulting in rough, three-dimensional (3D), and nonlinear growth during first few ALD cycles due to the retarded chemisorptions of HfCl4. Beyond the influence on the nucleation and growth rates of HfO2 films, wafer temperature of ALD process affected the crystalline structure of resulting HfO2 and thickness of the interfacial SiOx layer which is formed between Si and HfO2 layer during HfO2 ALD process. The microstructure of HfO2 films deposited on Si was investigated with varying the growth temperatures from 200 to 370 °C [13]. As-deposited HfO2 film grown at 200 °C showed amorphous phase, whereas HfO2 films grown at 300 and 370 °C appeared polycrystalline with monoclinic and tetragonal phases. With increasing post deposition annealing (PDA) temperature, the portion of tetragonal phase was decreased, resulting in the monoclinic-rich phase [13]. The formation of the interfacial layer (IL) is influenced by the process temperature of HfO2 ALD, but PDA and pre-metal degas conditions play a critical role. Cho et al. [10] reported that an IL is spontaneously growing at all investigated growth temperatures ranging from 200 to 400 °C when ALD HfO2 films using HfCl4/H2O were deposited on the H-terminated Si. At 200 °C, thickness of the interfacial SiOx layer increased with the increasing number of ALD HfO2 cycles from 1.4 nm at 30 cycles to 5.5 nm at 200 cycles. However, IL thickness decreased as increasing growth temperature over 300 °C due to the dissolution of the IL into the growing HfO2 layer. It was reported that the use of a pre-metallization degas improves EOT scaling [14]. The origin of the improvement is in the removal of H2O from the high-k dielectric. Since HfO2 is a poor diffusion barrier for H2O, and H2O is a strong oxidizer of silicon, H2O adsorbed to the dielectric during air exposure can diffuse down to the silicon surface and contribute to interfacial layer regrowth during subsequent high temperature steps in the process. As a result, the interfacial oxide thickness and hence the EOT increases. For aggressive EOT scaling, it is therefore important to reduce the amount of H2O released at temperatures where oxidation of the silicon is favorable.

(a) Change in the HfO2 (upper layer) thicknesses as a function of the number of ALD cycles at the reactor temperatures from 200 to 400 °C [10]. (b) The Hf coverage as a function of the number of ALD HfCl4/H2O cycles on the various substrates [12]. (c) The EOT of MIS stacks after PDA at the various temperatures. The HfO2 films were deposited at the temperatures of 300 (square symbol) and 400 °C (circle symbol), respectively. Star symbol corresponds to HfO2/Si stack without a RBL [15]
In spite of thin IL layer of ~1–2 nm at the high growth temperatures of 300 or 400 °C, the low-k HfSiOx layer formed after PDA over 800 °C by intermixing of HfO2 and SiOx which increased the EOT.
To prevent the increase in EOT resulting from IL formation, a thin ALD Al2O3 layer was introduced as a reaction barrier layer (RBL) [15]. By interposing RBL, EOT increase of HfO2/Al2O3/SiO2 stack after PDA can be remarkably reduced indicating Si diffusion into HfO2 layer is suppressed as shown in Fig. 7.1c. Although ALD Al2O3 films grown with either O2 plasma or H2O as oxygen source were adopted, Al2O3 layer from O3 showed the best electrical properties regarding the charge injection, stability against flat band voltage (V FB) shift, and increase in leakage current density due to stoichiometric O/Al composition originating from strong oxidation power of O3. Al2O3 RBL, however, brings about high density of negative interfacial fixed charge between Al2O3 and SiO2 which induces positive V FB shift. Nitridation of RBL layer greatly improved the thermal stability of the capacitance–voltage (C–V) characteristics, providing ideal V FB and very small hysteresis for HfO2/Al2O3 stack [16]. As the N incorporation into the Al2O3 layer produced positive fixed charges, the negative fixed charges at Al2O3/SiO2 could be compensated. Another way to optimize V FB is the combination of the thicknesses of the Al2O3 and HfO2 with an appropriate ratio which results in the ideal V FB value because positive fixed charge at the HfO2/Al2O3 interface can be compensated by the negatively fixed charge at Al2O3/SiO2.
Unlike HfO2 film deposited from MO precursors, effect of Cl residue in the HfO2 on the electrical properties of HfO2-based MOSFETs should be considered in case of HfCl4/H2O process. Therefore, time-dependent dielectric breakdown (TDDB) characteristics of HfO2 films grown with different H2O pulse time were examined [17]. Cl concentration in the deposited HfO2 films is decreasing as increasing H2O pulse time from 0.3 to 90 s. It was found that one order higher magnitude of Cl concentration does not exacerbate the TDDB characteristic of the film. Furthermore, first-principles calculation proved that additional trap energy level is not formed inside the HfO2 band gap when Cl content of HfO2 film increases.
As MOSFET on high-mobility channels such as Ge and III–V compound semiconductors would offer significant improvements in the electrical performances over Si-based MOSFET, ALD HfO2 on Ge, GaAs, and InGaAs substrates has obtained intensive interests [18–20]. ALD HfO2 on HF-cleaned Ge surface was investigated using HfCl4 and H2O. The available reaction sites existing on HF-cleaned Ge for HfCl4 chemisorptions are OH groups and possibly also oxygen bridges (Ge–O–Ge). These remain present on the Ge surface after HF-cleaning, in contrast to Si surfaces, which provide Si–H termination which is a poor reaction site for chemisorptions of HfCl4. HF-cleaned Ge is, therefore, a more favorable surface for initiation of HfO2 film than HF-cleaned Si. For this reason, substrate-enhanced ALD HfO2 growth was obtained at 300 °C for first a few ALD cycles on Ge surface. The steady-state growth rate is ~0.04 nm/cycle which is comparable with that on Si. The optimized growth condition allowed promising scalability of HfO2/Ge stack with thin interfacial GeO2 layer (< ~0.4 nm) and uniform/smooth HfO2 film which was as thin as 1.6 nm [18]. In contrast, additional oxidation of Ge occurred when O3 was employed as the oxygen source in HfCl4-based ALD process [21]. HfO2 ALD process with HfCl4/O3 induces thicker interfacial GeO2 compared to HfO2 ALD from HfCl4/H2O. Interestingly, an even thinner IL was formed during Al2O3 ALD process from trimethylaluminum (TMA)/O3 on HF-cleaned Ge than HfCl4/O3 process. This is related to the difference in required O3 pulse time for ALD saturation according to the types of metal precursor. ALD process using HfCl4 precursor requires higher O3 dose than other processes using MO precursor due to strong Hf–Cl bond. Change in the thickness of interfacial GeO2 layer before and after ALD of HfO2 and Al2O3 films on 1 nm-thick GeO2 and HF-cleaned Ge is summarized in Fig. 7.2a.

Ge channel layer, however, has still suffered from inadequate interface properties with high-k oxide due to the high electrically active N it originating from the lack of stable passivating native oxide in contrast to Si channel. In the case of Ge substrate, the volatilization and desorption of GeO from the interfacial GeO2 layer [as described by GeO2 + Ge → 2GeO(g)] occurs at rather low temperatures (~400 °C) and leaves a large amount of interface states and charge trapping sites [22, 23]. This can be suppressed using the high-k materials to form a stable germanate such as La2O3, ZrO2, Y2O3, etc., [22, 24–29] or the interfacial reaction barriers by various surface treatments [30–39]. Prior to high-k deposition, therefore, surface nitridation, oxidation, or sulfur (S) treatments have been performed on Ge to reduce N it by passivating the defective sites on surface [37–39] Among them, effect of S-passivation of the Ge channel using (NH4)2S on the interface quality of HfO2/S/Ge stack deserves detailed explanation due to its high effectiveness [39]. When the Ge surface is treated with (NH4)2S prior to ALD HfO2 or ALD Al2O3, interfaces between high-k oxides and Ge channel show improved IL properties that is free from defective GeOx, suggesting S-treatment is very promising for EOT scaling as well as interfacial quality. Nevertheless, the midgap N it of 1013/cm2-eV for HfO2/S-treated Ge is not sufficiently low compared to N it for Al2O3/S-treated Ge. Therefore, bi-layer of HfO2/Al2O3 was fabricated to reduce N it and EOT. Consequently, high mobility of >200 cm2/Vs at an EOT of 1.5 nm was obtained using 2 nm-HfO2/2 nm Al2O3/S-treated Ge stack.
Another important channel material for future CMOS is III–V compound semiconductors, such as GaAs, InGaAs, etc., because of its higher carrier mobility even though their density of states is lower compared with Si. Initial reaction of HfCl4 on GaAs substrate is quite different from that of Ge. ALD HfO2 growth using HfCl4 and H2O was performed on native GaAs oxide and HCl-cleaned GaAs [19]. Here, “self-cleaning” of native oxide of GaAs was observed during the early growth stage. In X-ray photoelectron spectroscopy (XPS) of Fig. 7.2b, as 3d spectra corresponding to AsOx native oxide disappeared after ALD HfCl4/H2O process indicating that interfacial “self-cleaning” occurred. When an ALD HfO2 process using tetrakis[diethylamino]hafnium (TDEAH, Hf(N(C2H5)2)4) precursor was employed to fabricate HfO2 film on GaAs surface, the self-cleaning of IL was not found. On the other hand, Chang et al. [40] reported the removal of native AsOx on InGaAs during HfO2 deposition using tetrakis[ethylmethylamino]hafnium (TEMAH, (HfN(C2H5)(CH3))4). The “self-cleaning” of GaAs native oxide was also achieved from ALD Al2O3 growth where TMA and H2O precursors are used [41–43]. These results suggest that the reduction of IL on III–V channel is strongly related to not only process parameters but also the types of metal precursors, emphasizing the importance of appropriate selection of metal precursor for native oxide free interface.
2.2 Metal–Organic Precursors
In spite of many advantages of HfCl4 precursor mentioned in the previous section, the low reactivity and low vapor pressure of HfCl4 lead to undesired growth behavior and film properties such as high substrate-dependent growth, low growth rate, and presence of Cl residue. Furthermore, formation of the HCl by-product might result in film etching as well as corrosion of reactor wall and increases the risk of failure of abatement system. Therefore, ALD growth of HfO2 film from MO precursors has been investigated for achieving better growth characteristics and more ALD-hardware-friendly growth conditions. Hf–amide and Hf–alkoxide compounds are the most widely used among a wide variety of MO Hf precursors. In this section, growth behaviors and properties of ALD HfO2 film from MO precursors are described.
2.2.1 Tetrakis[ethylmethylamino]hafnium (Hf(N(C2H5)(CH3))4, TEMAH) and Tetrakis[dimethylamino]hafnium (Hf(N(CH3)2)4, TDMAH)
The nucleation behavior of ALD HfO2 using TEMAH precursor is less dependent on the types of starting surfaces due to its higher reactivity as compared to the HfCl4 precursor. The metal-nitrogen bond of the amide precursors such as Hf–N has relatively weak bond strength compared to metal-halide bond. Figure 7.3a showed the number of Hf atom on chemical SiO2 and HF-cleaned Si as a function of the number of ALD TEMAH/H2O cycles [44]. Although there are small incubation cycles on HF-cleaned Si, relatively less substrate dependency of initial behavior were obtained compared to HfCl4/H2O ALD process shown in Fig. 7.1b. This allowed smoother surface morphology even on low-OH containing surface.

(a) Hf coverage as a function of the number of ALD TEMAH/H2O cycles on the chemical SiO2 and HF-cleaned Si [44]. (b) Variations in the growth and film density of ALD HfO2 films on Si as a function of deposition temperature [45]. (c) Variations in the leakage current density (at a voltage of V FB—1 V) as a function of EOT of the HfO2 films grown at 200 and 280 °C after PDA at 450 and 600 °C [46]
Influences of the growth temperature on the resulting HfO2 properties were investigated on Si and Ge substrates using TEMAH and O3 at the growth temperatures ranging from 160 to 360 °C [45]. Because of limited thermal stability of TEMAH precursor, high impurity concentration, too high growth rate, and non-uniformity of HfO2 film were resulted in when the deposition temperature is over 300 °C due to thermal decomposition of Hf precursor (Fig. 7.3b). Growth rate of ALD HfO2 at 160 °C is ~0.12 nm/cycle and decreases with increasing growth temperature to 280 °C indicating that the density of reaction sites decreases with increasing growth temperature, whereas film density increases with temperature, and saturated at 280 °C. Generally, lower growth temperature induces higher C impurity in the film which adversely affects the physical/electrical properties of the film. Jung et al. [46] reported the effects of the C concentration on the dielectric property and leakage current density of HfO2. Crystalline structure of HfO2 film grown at 200 °C showed a tetragonal phase after PDA at 600 °C which has higher dielectric constant than amorphous and monoclinic phase. The residual C can stabilize the tetragonal phase because defects induced by C impurity lower the phase transition energy from monoclinic to tetragonal. However, gain on the dielectric performance with low process temperature is nullified by deteriorated leakage current property of HfO2. Figure 7.3c showed the changes in the leakage current density as a function of EOT of HfO2 film grown at 200 and 280 °C. Although HfO2 film deposited at low temperature (200 °C) showed higher dielectric constant (and thus lower EOT), no improvement in gate current density-EOT (J g-EOT) curve was found.
To obtain EOT of sub 1 nm on Ge channel, TiO2/HfO2 gate stacks was implemented on ultra-thin GeO2 which is formed by O2 plasma treatment prior to ALD high-k process [47]. HfO2 film is deposited with TEMAH and O2 plasma. Presence of stable and uniform GeO2 IL prevents intermixing of HfO2 and Ge during ALD HfO2 process and resulted in significantly reduced hysteresis of <30 mV, whereas C–V hysteresis of 900 mV was achieved without GeO2 passivation layer. Furthermore, very low interfacial trap density of N it ~ 5 × 1011 eV−1 cm−2 indicates HfO2/GeO2 provides high interface quality for high-k TiO2 on Ge channel. Finally, an EOT of 0.9 nm with low leakage current of 2 × 10−7 A/cm2 at V FB ± 1 V was achieved for TiO2(3 nm)/HfO2(1.2 nm)/GeO2(0.7 nm)/Ge capacitor.
HfO2 films were also grown by ALD using Tetrakis[dimethylamino]hafnium ((HfN(CH3)2)4, TDMAH) and H2O at 300 °C. TDMAH precursor belongs to amide precursor group like as TEMAH. The growth rate of HfO2 film from TDMAH was 0.078 nm/cycle and less substrate-dependent initial growth was observed compared to HfCl4/H2O process [48]. As TDMAH contains nitrogen atoms in the precursor, SiNx layer was simultaneously formed on Si during HfO2 deposition. It was found that this spontaneously formed SiNx layer that plays a role as a RBL which prevents diffusion of Si into the HfO2. Figure 7.4a showed the variations in the EOTs of the TDMAH-HfO2 film and HfCl4-HfO2 film after PDA as a function of the physical HfO2 thickness. Interestingly, the increase in the EOT of HfO2 film after PDA is much smaller for the TDMAH-HfO2 than HfCl4-HfO2 film due to suppression of Si diffusion into HfO2 by the SiNx RBL.

(a) Variations in the capacitance equivalent thickness (CET) of the HfO2 films grown from the Hf[N(CH3)2]4 and HfCl4 precursors, respectively, after PDA as a function of the physical thickness. The CVD HfO2 film data were also included for comparison [48]. (b) The leakage current density as a function of EOT for Hf–O, Hf–O–N, and Hf–N–O films. The filled and open symbols correspond to before and after PDA, respectively [49]. (c) The variations in N it as a function of E trap-E i before (closed) and after (open) CVS (5 MV/cm, 300 s) [49]. (d) Weibull distribution from TDDB analysis deposited as H–h and H–l samples [50]
To effectively incorporate N into the HfO2 and IL layers for obtaining better electrical properties of metal–oxide–semiconductor capacitor (MOSCAP), modified ALD HfO2 processes with in situ NH3 injection, where the sequence of TDMAH/purge-NH3/purge-H2O/purge (Hf–N–O) or TDMAH/purge-H2O/purge-NH3/purge (Hf–O–N) was adopted, were demonstrated [49]. Interfacial SiNx layer is formed at the HfO2/Si interface for both HfO2 ALD processes. The in situ NH3 pulse leads to reduced C and increased N contents in the HfO2 and IL layers compared to conventional ALD HfO2 (Hf–O). Decreased C concentration might be ascribed to enhanced desorption of C by NH3 injection. Figure 7.4b showed the J g-EOT curve of Hf–O, Hf–O–N, and Hf–N–O samples before and after PDA. The leakage current density of HfO2 film was improved by NH3 injection. This might be attributed to the formation of SiNx IL and the lower density of electrical defects induced by C residue. The variation in the N it was measured by the conductance method before and after constant-voltage stress (CVS) at 5 MV/cm. Figure 7.4c showed that larger degradation in the N it was observed after CVS in case of the HfO2 film without NH3 injection compared to in case of the HfO2 film with NH3 injection. It is believed that SiNx IL suppresses the degradations of N it. The effect of C impurity concentration on the reliability of HfO2 was also examined by varying concentration of O3 to make HfO2 films with different C concentration [50]. Figure 7.4d shows Weibull distribution from TDDB analysis for HfO2 films from high O3 concentration (H–h) and low O3 concentration (H–l). The films grown with higher O3 concentration has a lower amount of C residue. It was confirmed that C impurity in the HfO2 film produces deep acceptor-like trap states in the band gap, and results in inferior leakage current and poor TDDB properties.
2.2.2 Tert-butoxytris[ethylmethylamido]hafnium (HfOtBu(NEtMe)3, BTEMAH)
In this section, the growth behavior and electrical properties of ALD HfO2 film deposited using heteroleptic tert-butoxytris(ethylmethylamido)hafnium (BTEMAH) precursor and O3 at a deposition temperature of 300 °C are described [51]. The structure of BTEMAH is slightly modified from that of TEMAH precursor by replacing one of four amido ligands in TEMAH with a tert-buthoxy ligand. This buthoxy ligand largely increases the volatility and reactivity of Hf precursor which results in not only improved growth rate (0.16 nm/cycle) but also 20 % higher Hf density of the HfO2 film compared with the HfO2 film grown with TDMAH precursor. Higher Hf density induces more amorphous-like nature of HfO2 film and the amorphous phase at the as-deposited state is maintained up to ~15 nm while it changes to crystalline (monoclinic) phase at < ~10 nm for TDMAH (or TEMAH) case. Changes in the microstructure of HfO2 and thickness of IL between Si and HfO2 are observed by high-resolution transmission electron microscopy (HRTEM) in comparison with the TDMAH HfO2 film (Fig. 7.5). After PDA at 700 °C, HfO2 from BTEMAH remains amorphous phase while HfO2 film from TDMAH is fully crystallized. Both HfO2 films are crystallized after PDA at 1,000 °C. It should be noted that thicknesses of interfacial SiO2 layers are different according to the types of Hf precursor. The thickness of IL layer for BTEMAH-HfO2 is thinner than that for TDMAH-HfO2, and there is significantly smaller increase in the thickness of IL after annealing up to 1,000 °C in the case of BTEMAH which might be attributed to higher density of HfO2 film grown from BTEMAH.

HRTEM images of HfO2 films grown on Si from the BTEMAH precursor (a) in the as-deposited state, and after annealing at (b) 700 °C and (c) 1,000 °C. (d–f) show the corresponding films from TDMAH [51]
3 Oxygen Sources
3.1 Effect of Oxygen Source on Properties of ALD High-k Films on Si
The type of oxygen source crucially affects the various properties of ALD high-k metal-oxide films for the give n metal precursor. From the early stages of the ALD process development, H2O has been extensively used as an oxygen source which provides near-perfect ALD reaction (ligand exchange). This can be most typically observed from the ALD of Al2O3 films using TMA as the Al-precursor. As various metal precursors have been developed for more stable and efficient ALD process, another oxygen source than H2O, such as O3, NO2 and H2O2 has been required for the better reactivity because they also functions as a reaction agent which removes or exchanges the ligand molecules in the metal precursor during ALD reaction [52, 53]. However, the understanding of the detailed chemical reaction routes for ALD processes is limited. The well-known chemical reactions between TMA and H2O, and diethylzinc and H2O are two examples for the well-understood ALD mechanisms. Nevertheless, it seems that the detailed chemical reaction mechanism of oxygen source during ALD is directly related with the physical density and the impurities level of the film, which determine the electrical properties of the ALD high-k film such as the permittivity and gate leakage current density. In addition, interface properties of the ALD high-k films with a substrate are also greatly influenced by the oxygen source, because the surface reaction of the oxygen source with a substrate in the initial stage of the film growth determines the IL growth, nucleation behavior, incubation time (cycle), etc. H2O and the representative alternative, O3 as an oxygen source for ALD high-k film process on Si are mainly discussed in this section.
The growth rate is one of the most important physical factors for the ALD process, which is influenced by the oxygen source as well as the metal precursor. In general, O3 provides the higher growth rate of the ALD high-k film due to the stronger oxidation power and higher reactivity compared to H2O, which diminishes the steric hindrance effect originating from the incompletely reacted ligand molecules during the surface reaction. Liu et al. reported the higher growth rate of ALD HfO2 film using TEMAH with O3 than H2O as shown in Fig. 7.6a. Similar results have been reported for the cases with other precursors [54–59]. However, it also depends on the process conditions such as the chemical structure of the metal precursor, deposition temperature, etc. [60, 61].

Thickness of ALD Al2O3 film grown using TMA with H2O and O3 as an oxygen source as a function of the number of cycles. The slope in the fitting equation is the deposition rate, and the intercept is the thickness of the native oxide of the Si wafer [56]
The residual impurities in ALD high-k films are unavoidable, because it is either difficult to remove perfectly the ligand molecules in the metal precursor or to avoid the incorporation of by-product gas molecules into the film during ALD process. The device performance and reliability could be significantly deteriorated by the residual impurities in the gate dielectric high-k film, even in minute quantities, because the impurities can act as active electrical defects during device operation. In addition, too high impurity concentrations result in a lower physical density of the film, which can enhance the interfacial reactions with a Si substrate such as inter-mixing and Si out-diffusion [62]. In general, the concentration of residual impurities from the precursor molecules, such as Cl, C, H, N, etc., can be decreased by adopting O3 due to the higher reactivity and stronger oxidation power compared with H2O [62–64]. Park et al. recently reported the O3 in ALD process largely decreased the C- and N-related residual impurities in La2O3 high-k film compared to H2O, which was observed by high-resolution in situ XPS at the each half-ALD cycle as shown in C 1s core level spectra of Fig. 7.7a, b. While the residual impurities such as C–N, C–O, C–H, and C–O–H were accumulated with increasing ALD cycle number from 1 to 3 cycle in H2O process (Fig. 7.7a), the accumulated impurities were removed considerably at each O3 pulse in O3 process as indicated in red (Fig. 7.7b). Therefore, O3 with a higher concentration was even more effective to decrease the impurity level, which improved the reliability of the high-k films, such as breakdown voltage (time-zero dielectric breakdown, TZDB) and TDDB [63, 65–68]. However, it also depends on the process conditions such as the feeding time and purging time of oxygen source, process temperature, etc. The different temperature dependence of C impurity between O3 and H2O was reported for HfO2 ALD using TEMAH, whereas the O3 process effectively decreased the C concentration in the ALD high-k film grown at 345 °C compared to H2O process, but it result in a higher C concentration in the film grown at 285 °C as shown in Fig. 7.7c [55, 56]. The lower impurity concentration and higher physical density of the ALD high-k film grown using O3 results in the higher permittivity and higher breakdown voltage (field) compared to H2O process [63, 64, 69–73]. Nevertheless, there are several other reports revealing the reversed trend making this issue still somewhat controversial [54, 55, 65, 66].

C 1s core level XPS spectra of the ALD La2O3 films grown on Si using Tris(N,N′-diisopropylformamidinato)lanthanum with (a) H2O and (b) O3 for first and third ALD half-cycles [62]. (c) TOF–SIMS depth profiles of the C impurities in 10 nm thick ALD HfO2 films grown using TEMAH with H2O and O3 at low and higher temperatures [55]
Interfacial reactions such as initial oxidation of a Si substrate and the inter-mixing of the related elements by diffusion-out of Si from a substrate are inevitable during the ALD film growth and various post-deposition processes. Especially, the initial oxidation of a Si substrate affects even the crystallinity of the film bulk as well as IL formation. Figure 7.8a showed the comparisons in the initial growth behavior of ALD HfO2 on various substrates using either H2O or O3 as the oxygen source. While H2O process on the HF-last Si substrate induces the long incubation time (or cycle) and the island-type film growth due to a lack of the reactive sites, O3 process forms a thin surface SiO2 layer during the initial stages of ALD film growth to induce a more 2D growth without incubation time. As a result, the larger grain size and flat surface with thicker IL were observed in the ALD high-k film grown with O3 compared to H2O as shown in the HRTEM image of Fig. 7.8c [54, 64]. However, the thicker IL of the film grown using O3 is the critical drawback with respect to the scaling of EOT of the film.

(a) The thickness of ALD HfO2 film using Cp2Hf(CH3) 2 with H2O and O3 as a function of the number of cycles. HF indicates a surface pretreatment with HF etching. Otherwise, the films were deposited on Si covered by native oxide. Linear fitting curves are provided when ozone was used. The deposition temperature was 350 °C. Cross-sectional HRTEM images of HfO2 films grown on HF-etched Si(100) using (b) H2O and (c) O3 as oxygen source [54]
The initial oxidation status of a Si surface during ALD process, which is mainly determined by the oxygen source, influences significantly the N it of the high-k film affecting the carrier mobility in the MOSFETs. This results in a very delicate balance, because the improvement in N it can be achieved not only by the thicker IL in O3 process (more SiO2/Si-like interface), but also by H-passivation at the interface with Si in H2O process [74, 75]. However, it seems obvious that the severe interfacial oxidation by O3 with a high concentration deteriorates the N it, because the excess concentration of oxygen in the film grown in a higher O3 concentration induced excess bonding with interfacial Si so as to decrease the thickness of interfacial sub-oxide (SiO2−x) releasing the interfacial stress [65, 66, 74]. Moreover, the influence of oxygen source on the fixed charge and charge trap density of the ALD high-k film causing the V FB shift and hysteresis, respectively, heavily depends on the process conditions.
The diffusion-out of Si from a substrate degrades the permittivity, device reliability, and interface properties of the ALD high-k film. While the thicker IL grown during ALD using O3 decreases the permittivity of the film compared to H2O, it plays as a good diffusion barrier for Si diffusion-out from a substrate during PDA [76]. Hence, the very thin SiO2 can be intentionally grown with various methods prior to the ALD high-k film growth for achieving the thermal stability of the film.
Consequently, O3-process provides the better physical properties as well as the related electrical properties of the ALD high-k film on Si compared to H2O. However, identifying the various aspects of the O3-process for high-k deposition including the structural and chemical changes occurring during the whole CMOSFET fabrication processes requires further study.
3.2 Effect of Oxygen Source on Interface Properties of ALD High-k Films on Ge and III–Vs
While the alternative substrates such as Ge and III–V compound semiconductors provide the enhanced device performances due to their high intrinsic carrier mobilities, the reliabilities such as V TH instability, TDDB, etc., were deteriorated compared to the Si-based devices. This is because the interface properties of ALD high-k film/substrate are degraded, partly by complicated interfacial reactions during ALD process of high-k films resulting in the high N it and high density of the charge trapping sites near the interface. Therefore, the interfacial reactions between the ALD high-k film and Ge or III–V compound semiconductors occurred during ALD and the post-deposition processes should be carefully controlled. On the other hand, the bulk properties of the high-k films were reported similar with those of the film grown on a Si substrate [77].
In the case of Ge substrates, the oxygen-deficient GeOx IL deteriorates the interface properties as mentioned in the preceding sections [22, 23]. Therefore, regarding the oxygen source, the understanding of the properties of IL grown simultaneously on a Ge substrate during ALD process of high-k film is most important [77]. Figure 7.9 shows the cross-sectional HRTEM image of ALD HfO2 film grown with (Fig. 7.9a, b) H2O and (Fig. 7.9c, d) O3 on Ge substrate [78]. While HfO2 film grown with O3 has flat HfO2 film and uniform IL, that is grown with H2O is locally in direct contact with the Ge substrate and has very thin non-uniform IL resulting in the rough surface. This is similar with the ALD film grown with H2O on a Si substrate but more serious, because the suppressed (negligible) GeO2 IL growth compared to SiO2 [21, 79]. Therefore, the high-k film grown with O3 shows the higher EOT than that grown with H2O due to the thicker IL, but the N it is obviously lower for O3 process than H2O process [78, 80], which is quite different from the case of Si substrate. It was also reported that the band gap energy of the interfacial GeO2 layer grown during H2O-based ALD process (~4.3 eV) is lower than that during O3-based ALD process (~5.7 eV) due to the incorporated hydroxyl group, which would affect the gate leakage current density through the film and charge trapping characteristics of the device [78, 81–83].

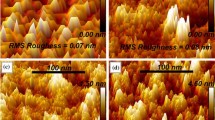
Cross-sectional HRTEM images and corresponding AFM surface morphology of HfO2 films grown using HfCl4 with (a) and (b) H2O and (c) and (d) O3 as oxygen sources [78]
The interfacial reactions at the interface between ALD high-k film and III–V substrates, such as GaAs, InGaAs, InAs, etc., are even more complicated as compared to Ge substrate because the selective oxidation and reduction of the substrate elements and the volatile group V oxides induces the high N it in the band gap energy of semiconductor. Although the “self-cleaning” of IL on III–Vs by ALD process was reported [84–87], the interfacial reaction is still a key restriction for the adoption of III–Vs because even the tiny quantity of elemental As, specific Ga oxidation state, etc., at the interface deteriorates significantly the interface properties [88–91]. Many surface passivation (or cleaning) methods using various chemicals, such as H2SO4, HCl, HF, NH4OH, H2O2, H, (NH4)2Sx, Na2S, H2S, etc., along with ALD process [92–105], hardly provide the sufficient improvement in the interface properties. The interfacial RBL such as Si and Ge grown by various methods suppressed interfacial reaction efficiently, but this buried channel structure has an EOT scaling limit of the gate dielectrics [106–111].
Although “self-cleaning” [84–87] during ALD of high-k film suggests the reactivity of the metal precursor affects the interfacial reaction at high-k/III–V substrate, the oxygen source mainly determines the interfacial reaction. H2O has been popular oxygen source for ALD of high-k on III–Vs because it minimizes the interfacial reaction (thinner IL) during ALD compared to O3 [112]. In situ XPS study by Brenan et al. revealed that ALD Al2O3 grown using O3 induced the thick IL with a high oxidation state (As5+) on In0.53Ga0.47As substrate, which was hardly eliminated by self-cleaning effect of TMA pulse [113]. The thick IL formed by O3 generated the larger amount of elemental As and Ga-oxide at the interface than the case of H2O, which degraded the electrical properties including interface property [113]. Madan et al. also reported that ALD Al2O3 process using O3 resulted the 1.5 time higher N it and an order of magnitude higher capture cross section of the midgap trap at the interface with In0.53Ga0.47As substrate than that using H2O. The typical C–V curves of Al2O3 grown using H2O and O3 on In0.53Ga0.47As substrate in Fig. 7.10 show that the H2O process improved the interface property with the less frequency dispersion compared to O3 process [114]. For the same reason, the lower O3 concentration for the ALD HfO2 process on GaAs substrate allowed the better electrical properties than the case with a higher O3 concentration [115].

C–V characteristics as a function of frequency of MOSCAP with ALD Al2O3 grown using H2O and O3 (a) on n-type and (b) p-type In0.53Ga0.47As [114]
4 Transistor Characteristics with ALD Gate Oxides
4.1 Sub 1 nm EOT Devices
Since continuous MOSFET downscaling is inevitable, investigating the performance and reliability of sub 1-nm EOT regime devices became an important topic. The sub 1 nm EOT has been mainly obtained by ALD high-k oxides, thanks to the precise thickness control across the wafer. However, reduction of the interfacial SiO2 layer (or IL with slightly different chemical composition) while at the same time maintaining a good quality of the Si/oxide interface is not straightforward.
Several approaches have been followed to obtain the sub 1 nm EOT devices, such as depositing HfSiOx IL before ALD-HfO2 deposition [116], controlling oxygen source during ALD-HfO2 deposition [117], or mixing exotic materials to HfO2 to increase the dielectric constant [118]. One popular method introduced recently is remote scavenging of oxygen by a very thin TiN metal layer on top of the ALD gate oxide [119, 120]. The oxygen transfer from the SiO2 IL to the TiN metal through the high-k layer decreases the physical SiO2 IL thickness and as such the EOT. The IL thickness can be controlled by the TiN layer thickness.
HRTEM images showed the thickness of the IL decreases in SiO2/HfO2 gate stacks when a TiN metal gate is present instead of TaN [5], while the HfO2 layer thickness does not change. Since the initial SiO2/HfO2 stacks are deposited by exactly the same process, this scavenging effect is coming from the metal gate difference only. Finally thinner SiO2 layer generates smaller EOT as shown in Fig. 7.11a [5]. Note that a Lanthanum (La) oxide capping layer is used for the V TH tuning in this case, but this does not disturb the scavenging effect. Figure 7.11b shows variation in J g as a function of EOT. Thinner EOT devices, which experienced severe scavenging process, still show a reasonable J g trend in both 1.2- and 1.8 nm-thick ALD HfO2 devices. However, the mobility significantly decreases because the thinner SiO2 layer enhances remote phonon and charge scattering from the HfO2 layer to the channel region (Fig. 7.11c) [5]. Ando et al. [119] also showed that scavenged devices, with HfO2 dielectric layers with or without La-capping layer show decreased mobility in the sub 1-nm EOT range.

(a) EOT extracted from C-V measurements on n-type MOSCAPs with ALD-HfO2 and La capping layer as a function of the metal gate thickness for TiN and TaN. (b) The variation in J g as a function of EOT for TaN and TiN gates and for two different ALD-HfO2 thicknesses. Thinner EOTs are found with TiN. (c) The long channel electron mobility as a function of EOT for stacks with different interface layers, metal electrodes (TiN, TaN) and TiN thicknesses. IL has no impact on the mobility. TiN thickness is 2 nm when not indicated [5]
Next, the device reliability in sub 1nm EOT devices is focused. The negative bias temperature instability (NBTI) degradation mechanism was investigated for metal-gated ALD high-k devices as shown in Fig. 7.12a [121]. The NBTI degradation was studied from 2 down to 0.5 nm EOT with a severe criterion of 30 mV in V TH difference (ΔV TH). The international technology roadmap for semiconductors (ITRS) [122] suggests that satisfying the demand for a rapidly increasing electric field in the sub 1 nm EOT regime will become difficult to meet even with a higher quality oxide because the hole trapping into the bulk defects has been increased. Therefore, an iso-electric field target at 5 MV/cm has also been considered in Fig. 7.12a together with the ITRS standard. In the EOT regime higher than 1 nm, the NBTI degradation followed an iso-electric field model because the Si/SiO2 interface degradation mechanism is dominant [123–126]. However, in the sub 1 nm EOT regime, NBTI was in addition affected by hole trapping into bulk defects in the high-k dielectric. The kinetics for V TH shift according to the stress time showed much lower time exponent (∼0.13) in the 0.5 nm EOT device than in the 2 nm EOT device (∼0.24) [121], indicating a reduced interface degradation contribution to the total NBTI degradation. Charge pumping analysis combined with NBTI showed that bulk trap degradation increases to ~two orders of magnitude higher than the interface trap generation during NBTI stress in a 0.58 nm EOT device [121]. The activation energy was lower in the 0.58 nm EOT device (0.49 eV) than in the 2 nm EOT (0.68 eV) due to the increased bulk trapping component including direct tunneling, which is independent of temperature. The bulk defects affecting NBTI are mostly preexisting defects in the ALD high-k layer. Therefore, decreasing high-k bulk defects can improve NBTI in sub 1 nm EOT regime, at least up to the iso-electric field limitation from interface degradation.

(a) Over-drive voltage at 10 years extracted from NBTI on 70 different p-type MOSFET devices. Below 1 nm EOT, the over-drive voltage decreases more than the iso-electric field at 5 MV/cm. ITRS data is also added. The inset shows electric field at 10 years. In sub 1 nm EOT, ITRS suggests increased electric field, but real devices shows even more decreased NBTI reliability. (b) Over-drive voltage at 10 years extracted from PBTI on 63 different n-type MOSFET devices is shown (circles). The straight line is from ITRS. Over-drive voltage at 10 years from N/PBTI is shown together, with only HfO2 devices. N/PBTI does not show clear difference (closed circles for PBTI, “x” symbols for NBTI) [121]
In case of positive BTI (PBTI) reliability, the degradation in the EOT regime higher than 1 nm is known to be driven by electron trapping into defects in the high-k layer [127–129]. Figure 7.12b shows lower voltage over-drive because thicker high-k dielectric layers contain more defects to be filled (the IL thickness is fixed at 1 nm). However, the PBTI lifetime decreases when the EOT decreases below 1 nm, because the thinner SiO2 thickness increases the electron tunneling probability from the Si substrate into the high-k defects. Indeed, slight transconductance (G m) degradation was also observed after stress in a 0.61 nm device with ALD HfO2 gate oxide [130], which indicates trap generation near the Si/oxide interface. However, Fig. 7.12b clearly shows that PBTI degradation largely depends on the process and the high-k material quality at a given EOT. Depositing a La-oxide capping layer on top of the ALD HfO2 dielectric or applying Ar/As implantation can improve PBTI by shifting up the trap levels away from the Si conduction band. As such, these levels cannot be reached by injected electrons during PBTI stress [128–131]. In addition, adding Gadolinium in the HfO2 dielectric by ALD can also improve PBTI because a trap level aligned to the Si conduction band is absent in contrast to HfLaOx [132].
TDDB is also a large concern in sub 1 nm EOT devices, because the very thin oxide layer can be broken down by a percolation path containing just a few generated defects. Figure 7.13 shows an All-in-one TDDB map on a 0.63 nm EOT pMOSFET device with ALD-HfO2 layer [133]. The All-in-one TDDB map is obtained by extracting soft breakdown (SBD) and post-SBD wear-out parameters from measuring the time to hard breakdown (HBD) [134]. Although the EOT is extremely small, the device shows a 10 years lifetime at V G = 0.5 V from the SBD, and V G = 1.0 V from the HBD. Since the operation voltage is lower than 1.0 V in this EOT regime, the device is not limited by the HBD until 10 years. This shows TDDB is a lower concern than NBTI in sub 1 nm EOT devices with ALD-HfO2 dielectric layers.

‘All-in-one’ TDDB reliability for a 0.63 nm EOT p-type MOSFET device. For a fixed lifetime of 10 years three different regions of area/V G combinations can be distinguished: SBD free, SBD & wear-out, and H BD. For this very thin ALD-HfO2 devices, a V G,SBD = 0.5 V and V G,HBD = 1 V is extracted [133]
On the other hand, the impact of impurities resulting from the ALD process needs to be studied carefully, because they can generate interface or bulk defects and affect device performance and reliability. Fortunately, Cl residue from HfCl4 precursor does not degrade mobility and TDDB reliability when combined with H2O oxidant in the 0.9 nm EOT devices as mentioned earlier in this chapter [17]. This observation was further confirmed by first-principles calculations, which proved that residual chlorine does not form additional trap energy levels inside the HfO2 band gap [17]. In case of O3 with HfCl4, optimizing the O3 concentration during ALD process is important to improve the interface trap density and mobility [135].
Study on carbon residue related to the ALD-HfO2 dielectric was also reported regarding the TDMAH and O3 precursors. The 10 years TDDB lifetime of high density O3 condition was guaranteed at −1.0 V, whereas that of low density O3 was only obtained at voltages lower than −0.8 V [50], which may imply higher O3 successfully removed carbon residue-related defects. The first-principles calculations showed that the interstitial carbon atoms in the HfO2 films produced deep acceptor-like trap states in the band gap, which may enhance the electrical conduction by a trap-mediated conduction mechanism. TEMAH precursor has been studied also, which showed using D2O oxidant instead of H2O oxidant decreases interface and bulk trap generation after CVS, and improves TDDB reliability [136].
4.2 SiGe and III–V Channel Devices
pMOSFETs with Ge or SiGe channels have been demonstrated to be a viable option for future logic device applications thanks to the high hole mobility and the possible integration onto silicon substrates [137–139]. However, a high N it between Ge substrate and high-k materials is a big concern [140]. Adopting a thin Si layer on top of the Ge substrate can reduce the N it significantly as mentioned in previous section [141]. When the Si capping layer thickness increases, the carrier scattering by the Si/oxide interface reduces, however, the carrier density in the Ge channel also decreases. Therefore, a careful optimization of the Si capping layer thickness is important for the mobility enhancement [142, 143].
Figure 7.14a shows a good example of enhanced hole mobility in ALD-HfO2 devices on Ge substrate, regardless of channel length (L G) [137]. The low field hole mobility in pMOSFET devices increases about twice higher for the Ge substrate as compared to the Si substrate. ALD-HfO2/Al2O3 structures also showed high hole mobility of 546 cm2/Vs at 0.76 nm of EOT [144]. The mobility enhancement continues as SixGey substitutes Ge channel [3]. Furthermore, there is a report that the short channel effect has been improved with SixGey channel as shown in Fig. 7.14b [145].

(a) Low field hole mobility as a function of effective gate length for Ge p-type MOSFETs. About twice higher and stable mobility are found than in Si p-type MOSFETs [137]. (b) Enhanced short channel effect control with SiGe channel p-type FETs is shown. SiGe channel p-type FETs are compared to control Si planar devices (with implants) [145]
NBTI reliability on the Ge channel device with a 0.5 nm of Si layer and an ALD-HfO2 high-k dielectric showed similar 10 years lifetime as the Si substrate device [146], even though the initial N it was about two orders of magnitude higher in the Ge device. Further NBTI study on the SixGey channel devices suggested a possible solution to obtain reliable pMOS devices in sub 1 nm EOT regime [147]. Figure 7.15a shows improved NBTI with the Si0.45Ge0.55 channel, and the ALD-HfO2 device is more robust when the Si capping layer thickness on the Si0.45Ge0.55 channel decreases. This improved NBTI is due to the charge-injection level adjustment [147]. By adopting a SixGey channel and a thin Si capping layer, the Fermi level of the SixGey channel moves further from the oxide valence band edge, and less high-k bulk defects can be charged during the NBTI stress. Therefore, the reduction of bulk defects in the ALD high-k layer can improve further the NBTI reliability in the SixGey channel devices.

(a) The operating electric field (E ox) for 10 year NBTI reliability improves when reducing the Si cap thickness, which is observed consistently for several SiO2 IL and for different Si precursors and epi-growths (‘Prec. 1’ and ‘Prec. 2’). The inset shows a schematic diagram of a SiGe pFET [147]. In (b) and (c), voltage dependency of HC degradation at maximum impact ionization (DAHC) and V G = V D (CHC) for Si and SiGe (Ge 20 %) devices are shown. HC stress performed for 100 s [148]
Hot carrier reliability studies have been also performed on the SixGey channel devices with ALD high-k layers. Loh et al. [148] showed that a higher Ge content and thinner Si capping layer can help to improve the channel hot carrier reliability. However, the SixGey channel devices showed more degradation than Si substrate devices after stressing at maximum impact ionization or (V G − V TH = V D) conditions as shown in Fig. 7.15b, c. Franco et al. [149] showed less degradation after hot carrier stress than NBT stress in ALD-HfO2 devices, due to the reduced charge trapping into the pre-existing HfO2 bulk defects. However, again the SixGey channel devices were more degraded than Si substrate devices after the hot carrier stress at V G = V D (V D is the drain voltage).
Although the III–V substrate for nMOSFETs is receiving intense research interests, the N it between III–V substrate and gate oxide is a serious problem as in the Ge substrate case. The oxidation of the surface introduces stress at the surface, and reduction of the oxides does not decrease N it generated by the oxidation [150]. Further, N it in mid-gap is independent of the oxide, or different surface cleans and post-anneals, it is likely that the defects are originally due to the In0.53Ga0.47As itself [151]. This mid-gap N it generates the Fermi level pinning [152]. Figure 7.16a shows mobility from InGaAs or Ge substrate devices with different surface treatments, and sulfur treatment shows about 3 times higher peak mobility than HCl treatment for the InGaAs devices [153].

Another important factor in III–V devices is the border traps located in the high-k layer [153]. The spatial and energetic distribution of the traps inside the ALD-Al2O3 layer on InGaAs has been extracted by the TSCIS technique [154, 155] as shown in Fig. 7.16b [4]. 9 nm-thick ALD-Al2O3 were grown with TMA and H2O on the In0.53Ga0.47As channel after surface preparation for those devices. The border trap density inside the ALD Al2O3 layer was significantly reduced by (NH4)2S treatment, and time-of-flight secondary ion mass spectroscopy showed lower In concentration inside the Al2O3 layer. Sulfur acted as an In-diffusion barrier during the ALD of Al2O3, lowered the border trap density in the oxide.
It is also reported that direct ALD of TaSiOx on (100) InP and (100) In0.53Ga0.47As substrates results in low electron barriers that cannot prevent electron injection into the oxide [156]. This increases electron trapping in the TaSiOx and can degrade the device reliability.
4.3 Three-Dimensional Devices
The 3D device or FinFET is recently highlighted due to its superior electrostatic control to the devices with planar-geometry, which improves the short channel effect [157]. The conformality of ALD can be used to deposit a gate dielectric oxide and metal gate on the side- and top-walls of the fin structure.
The recent production of the 3D device in the 22 nm node [158] has accelerated related research. Indeed the 22 nm p-type FinFET device shows 27 % improved saturated drain current (I dsat) characteristics from I on–I off analysis, and 13 % of I dsat improvement was reported in n-type FinFET as compared to the 32 nm planar transistors. Another performance boost has been demonstrated with the conformal doping process using plasma (self-regulatory plasma doping, SRPD) [159]. The SRPD device with ALD HfO2 gate stack shows 15 % improved I on–I off characteristic in n-type FinFETs by increasing the side-wall doping concentration relative to the ion implanted devices.
Replacement metal gate (RMG) process has been strongly considered recently, in order to lower thermal budget for the high-k/metal gate stacks [160, 161]. Figure 7.17a shows the 25 % higher Ion at 10−7 A/μm of Ioff in the RMG p-type FinFET with ALD HfO2 layer compared to the traditional gate first (GF) devices [162]. The high-k first (HKF) device where the deposited high-k layer is protected during gate removal or the high-k last (HKL) device where the high-k layer is deposited at the end of the process does not show a large difference in the I on–I off characteristics. Lower V TH is also observed in the RMG devices compared to the GF. Additionally, the HKL p-type FinFET devices revealed a lower EOT as compared to the HKF and GF devices at similar gate leakage (Fig. 7.17b). The lower thermal budget in HKL process can suppress the regrowth of low-k interfacial SiO2.

(a) I on–I off for gate first and high-k first/high-k last bulk p-type FinFET devices at |VD| = 1 V, (V G − V TH) = −0.7 V (ON-state) and (V G − V TH) = 0.3 V (OFF-state). (b) Gate leakage current density versus CET at V TH + 0.6 V for TiN/HfO2 gate stack in gate first and high-k first/high-k bulk p-type FinFETs [162]
A conventional FinFET device includes a top-wall with (100) direction, and side-walls with (110) direction. Especially, in this structure, the N it from side-walls is an important factor to understand device performance and reliability, because the main channel is formed on the fin side-walls rather than the top-wall. In order to separate the top- and side-wall interface defect density N it, charge pumping can be applied. By measuring charge pumping current in various fin width devices with a 2 nm ALD-HfO2 gate oxide (Fig. 7.18a), N it from top-wall and side-walls is calculated from the slope and y-intercept respectively [163].

(a) Total interface trap density per fin is plotted against the fin width for devices fabricated on a rotated-notch wafer. The slope of the line is a measure of N it on top surface, while the intercept is a measure of the N it on the sidewall [163]. (b) PBTI lifetime versus gate voltage over-drive for different W fin (TiN gate thickness of 3 nm) is shown. PBTI improves in narrower FinFET devices with ALD-HfO2 gate stack [167]
The main degradation mechanism for N/PBTI reliability on FinFETs remains the same as in planar devices, as described in the previous section. NBTI degradation is a combination of interface defect generation and hole trapping into the high-k bulk defects. Therefore, substrate rotation to change the side-wall orientation from (110) to (100) improves NBTI by reducing the number of interface states which can be broken during the NBTI stress [164–166]. PBTI degradation originates mainly from the electron trapping into the high-k bulk defects, and the parallel and close side-walls in a FinFET structure reduce the degradation effectively. Indeed PBTI improves in narrower FinFET devices with ALD-HfO2 gate stack (Fig. 7.18b) [167], possibly due to the reduced injection charge density from the Si substrate by decreased electric field near the channel region [168]. This implies that NBTI in sub 1 nm EOT regime can be improved by reducing hole trapping, and ALD technique giving a high quality high-k layer can help to improve further both N and PBTI reliability. Additionally, it is reported that applying ALD-TiN metal gate instead of sputtered-TiN shows better NBTI [169], due to lower defect generation in the ALD HfO2 high-k layer during the gate metal deposition.
TDDB reliability is strongly affected by the fin corners. When the fin corner is sharp, the Weibull distribution is much wider in the FinFET than planar devices [170], probably due to the non-uniform electric field at the fin corner in different devices. The corner rounding improves Weibull characteristic in FinFETs to a similar level as the planar devices [171]. As a result, TDDB is not a serious problem in FinFET devices compared to planar, when the corner rounding process is successfully introduced and conformal ALD oxide is deposited around the fin.
5 Summary
The influences of metal precursors and oxygen sources on the ALD high-k film growth, resulting film properties, and device performance were discussed focusing on HfO2-based materials. They crucially affect the interface properties as well as the bulk properties of the film.
HfCl4 was introduced as a Hf precursor for HfO2 ALD due to its advantages of simple molecular structure, high thermal stability, and good HfO2 dielectric quality. However, some drawbacks of HfCl4 are low reactivity with H-terminated Si surface, low vapor pressure, strong Hf–Cl bond strength, low growth -per-cycle, Cl residue, and corrosive HCl by-product. Several metal–organic Hf precursors such as TEMAH and TDMAH have been employed to obtain comparable film properties as HfCl4 precursor. They were characterized by their relatively weak Hf–N bond providing less substrate-dependent growth and higher growth rate compared to HfO2 film grown using HfCl4. In addition, these N-containing MO precursors simultaneously formed SiONx layer during ALD of HfO2 on Si, which prevents out-diffusion of Si during ALD and PDA to result in low interfacial trap density. However, HfO2 film grown from MO precursors is hardly free from C impurity which deteriorates interface and bulk properties. Therefore, process parameters such as precursor pulse time and reactor temperature should be carefully optimized according to the types of the metal precursors. Recently, BTEMAH was synthesized by replacing one of four amido ligands in TEMAH with a tert-butoxy ligand to obtain higher reactivity and volatility over amide precursors. Consequently, it showed improved growth-per-cycle and higher density of HfO2 compared with HfO2 grown from TDMAH.
O3 provides the higher growth rate and lower impurity level of the ALD high-k film due to the stronger oxidation power and higher reactivity than those of H2O. The thicker IL grown during ALD with O3 improved the thermal stability against the Si out-diffusion from the substrate, but degrades the EOT of the film. The stable GeO2 IL grown on Ge substrate during ALD with O3 improves the interface property compared to ALD with H2O. However, in case of III–V substrates, O3 induced the severe interfacial reactions of the ALD high-k film with the substrates such as the selective oxidation and reduction of the substrate elements resulting in the degraded interface property.
The performance and reliability of various recently highlighted devices including ALD high-k film are also discussed. Adopting thin TiN metal layer decreased SiO2 interface layer thickness and EOT of the total gate stack by scavenging effect, which enables to achieve sub 1 nm EOT but the mobility decreased due to the higher remote phonon and charge scattering from the ALD-HfO2 layer to the channel region. NBTI degradation in sub 1 nm EOT devices was enhanced by increased hole trapping into the ALD high-k bulk defects. TDDB on a pMOSFET device having 0.63 nm EOT with ALD-HfO2 layer showed the device was not limited by the HBD until 10 years of lifetime. NBTI reliability of the SixGey channel devices with ALD-HfO2 showed improved lifetime as compared to Si channel devices due to the adjustment of the charge-injection level. For InGaAs substrates, both interface and bulk traps are crucial problems in device performance and reliability. The border trap density inside the ALD-Al2O3 layer was significantly reduced by (NH4)2S treatment. ALD technique is essential for 3D FinFET devices due to the structural characteristic. RMG process with lower thermal budget for the ALD high-k gate stacks improved I on–I off characteristics and showed lower EOT at equal J g.
It is evident that the usefulness of ALD for futuristic MOSFET devices will be ever-increasing as the device structure becomes more 3D and smaller thanks to its perfect conformality and atomic-level controllability.
References
Suntola T (1984) Proceeding of the 16th international conference on solid state devices and materials, p 647
Mitard J, Witters L, Garcia Bardon M, Christie P, Franco J, Mercha A, Magnone P, Alioto M, Crupi F, Ragnarsson L-Å, Hikavyy A, Vincent B, Chiarella T, Loo R, Tseng J, Yamaguchi S, Takeoka S, Wang W-E, Absil P, Hoffmann T (2010) Technical digest—International electron devices meeting, p 249
Alian A, Brammertz G, Degraeve R, Cho M, Merckling C, Lin D, Wang W-E, Caymax M, Meuris M, De Meyer K, Heyns M (2012) Elecron Device Lett 33:1544
Ragnarsson L-Å, Chiarella T, Togo M, Schram T, Absil P, Hoffmann T (2011) Microelectron Eng 88:1317
Kang CY, Choi R, Song SC, Choi K, Ju BS, Hussain MM, Lee BH, Bersuker G, Young C, Heh D, Kirsch P, Barnet J, Yang J-W, Xiong W, Tseng H–H, Jammy R (2006) Technical digest—International electron devices meeting, p 1
Thelander C, Fröberg LE, Rehnstedt C, Samuelson L, Wernersson L-E (2008) Elecron Device Lett 29:206
Delabie A, Caymax M, Brijs B, Brunco D, Conard T, Sleeckx E, Van Elshocht S, Ragnarsson L-Å, De Gendt S, Heyns M (2006) ECS Trans 1(5):433–446
Nyns L, Delabie A, Caymax M, Heyns MM, Van Elshocht S, Vinckier C, De Gendt S (2008) J Electrochem Soc 155:G269
Cho M, Park J, Park HB, Hwang CS, Jeong J, Hyun KS (2002) Appl Phys Lett 81:334
Ritala M, Leskelä M, Nykänen E, Soininen P, Niinistö L (1993) Thin Solid Films 225:288
Green ML, Ho M-Y, Busch B, Wilk GD, Sorsch T, Conard T, Brijs B, Vandervorst W, Räisänen PI, Muller D, Bude M, Grazul J (2002) J Appl Phys 92:7168
Triyoso D, Liu R, Roan D, Ramon M, Edwards NV, Gregory R, Werho D, Kulik J, Tam G, Irwin E, Wang X-D, La LB, Hobbs C, Garcia R, Baker J, White BE Jr, Tobin P (2004) J Electrochem Soc 151:F220
Ragnarsson L-Å, Brunco DP, Yamamoto K, Tökei Z, Pourtois G, Delabie A, Parmentier B, Conard T, Roussel P, Gendt SD, Heyns MM (2009) J Electrochem Soc 156:H416
Cho M, Park HB, Park J, Hwang CS, Lee J-C, Oh S-J, Jeong J, Hyun KS, Kang H-S, Kim Y-W, Lee J-H (2003) J Appl Phys 94:2563
Park HB, Cho M, Park J, Hwang CS, Lee J-C, Oh S-J (2003) J Appl Phys 94:1898
Cho M, Degraeve R, Pourtois G, Delabie A, Ragnarsson L-Å, Kauerauf T, Groeseneken G, De Gendt S, Heyns M, Hwang CS (2007) IEEE Trans Electron Dev 54:752
Delabie A, Puurunen RL, Brijs B, Caymax M, Conard T, Onsia B, Richard O, Vandervorst W, Zhao C, Heyns MM, Meuris M, Viitanen MM, Brongersma HH, de Ridder M, Goncharova LV, Garfunkel E, Gustafsson T, Tsai W (2005) J Appl Phys 97:0641004
Delabie A, Brunco DP, Conard T, Favia P, Bender H, Franquet A, Sioncke S, Vandervorst W, Elshocht SV, Heyns M, Meuris M, Kim E, McIntyre PC, Saraswat KC, LeBeau JM, Cagnon J, Stemmer S, Tsaie W (2008) J Electrochem Soc 155:H937
Goel N, Majhi P, Chui CO, Tsai W, Choi D, Harris JS (2006) Appl Phys Lett 89:163517
Delabie A, Alian A, Bellenger F, Caymax M, Conard T, Franquet A, Sioncke S, Van Elshocht S, Heyns MM, Meurisa M (2009) J Electrochem Soc 156:G163
Kita K, Takahashi T, Nomura H, Suzuki S, Nishimura T, Toriumi A (2008) Appl Surf Sci 254:6100
Suzuki S, Kita K, Nomura H, Takahashi T, Nishimura T, Toriumi A (2007) Ext. Abstract International conf on solid state device and materials, p 20
Chui CO, Ramanathan S, Triplett BB, McIntyre PC, Saraswat KC (2002) IEEE Electron Device Lett 23:473
Kamata Y, Kamimuta Y, Ino T, Nishiyama A (2005) Jpn J Appl Phys 44:2323
Chi D, Chui CO, Saraswat KC, Triplett BB, McIntyre PC (2004) J Appl Phys 96:813
Kamata Y et al (2005) Jpn J Appl Phys 44:2323
Nomura H et al (2006) Solid State Device Mater:406
Mavrou G, Galata S, Tsipas P, Sotiropoulos A, Panayiotatos Y, Dimoulas A, Evangelou EK, Seo JW, Dieker Ch (2008) J Appl Phys 103:014506
Chui CO, Kim H, McIntyre PC, Saraswat KC (2004) IEEE Electron Device Lett 25:274
Kim H, McIntyre PC, Chui CO, Saraswat KC, Cho MH (2004) Appl Phys Lett 85:2902
Oh J, Majhi P, Tseng H–H, Jammy R, Kelly DQ, Banerjee SK, Campbell JC (2008) Thin Solid Films 516:4107
Fukuda Y, Ueno T, Hirono S, Hashimoto S (2005) Jpn J Appl Phys 44:6981
Robertson J (2005) Solid State Electron 49:283
Maeda T, Nishizawa M, Morita Y, Takagi S (2007) Appl Phys Lett 90:072911
Delabie A, Bellenger F, Houssa M, Conard T, Van Elshocht S, Caymax M, Heyns M, Meuris M (2007) Appl Phys Lett 91:082904
Fukuda Y, Yazaki Y, Otani Y, Sato T, Toyota H, Ono T (2010) IEEE Trans Electron Devices 57:282
Xie Q, Musschoot J, Schaekers M, Caymax M, Delabie A, Qu XP, Jiang YL, Berghe SVD, Liu J, Detavernier C (2010) Appl Phys Lett 97:222902
Sioncke S, Lin HC, Brammertz G, Delabie A, Conard T, Franquet A, Meuris M, Struyf H, De Gendt S, Heyns M, Fleischmann C, Temst K, Vantomme A, Muller M, Kolbe M, Beckhoff B, Caymax M (2011) J Electrochem Soc 158:H687
Chang CH, Chiou YK, Chang YC, Lee KY, Lin TD, Wu TB, Hong M, Kwo J (2006) Appl Phys Lett 89:242911
Tallarida M, Adelmann C, Delabie A, Van Elshocht S, Caymax M, Schmeisser D (2011) Appl Phys Lett 99:042906
Ye PD, Wilk GD, Yang B, Kwo J, Chu SNG, Nakahara S, Gossmann H-JL, Mannaerts JP, Hong M, Ng KK, Bude J (2003) Appl Phys Lett 83:180
Frank MM, Wilk GD, Starodub D, Gustafsson T, Garfunkel E, Chabal YJ, Grazul J, Muller DA (2005) Appl Phys Lett 86:152904
Maes JW, Fedorenko Y, Delabie A, Ragnarsson L-Å, Swerts J, Nyns L, Van Elshocht S, Wang C-G, Wilk G (2007) ECS Trans 11(4):59–72
Jung H-S, Kim HK, Yu I-H, Lee SY, Lee J, Park J, Jang JH, Jeon S-H, Chung YJ, Cho D-Y, Lee N-I, Park TJ, Choi J-H, Hwang CS (2012) J Electrochem Soc 159:G33
Jung H-S, Jeon SH, Kim HK, Yu I-H, Lee SY, Lee J, Chung YJ, Cho D-Y, Lee N-I, Park TJ, Choi J-H, Han S, Hwang CS (2012) ECS J Solid State Sci Technol 1:N33
Xie Q, Deduytsche D, Schaekers M, Caymax M, Delabie A, Qu X-P, Detavernier C (2010) Appl Phys Lett 97:112905
Cho M, Park HB, Park J, Lee SW, Hwang CS, Jang GH, Jeong J (2003) Appl Phys Lett 83:5503
Kim JH, Park TJ, Cho M, Jang JH, Seo M, Na KD, Hwang CS, Won JY (2009) J Electrochem Soc 156:G48
Cho M, Kim JH, Hwang CS, Ahn H-S, Han S, Won JY (2007) Appl Phys Lett 90:182907
Seo M, Min Y-S, Kim SK, Park TJ, Kim JH, Na KD, Hwang CS (2008) J Mater Chem 18:4324
Shevjakov AM, Kuznetsova GN, Aleskovskii VB (1965) Proceedings of the second USSR conference on high-temperature chemistry of oxides, Leningrad, USSR, p 26
Suntola T, Antson J (1977) U.S. Patent No. 4,058,430
Niinistö J, Putkonen M, Niinistö L, Arstila K, Sajavaara T, Lu J, Kukli K, Ritala M, Leskelä M (2006) J Electrochem Soc 153:F39
Swerts J, Peys N, Nyns L, Delabie A, Franquet A, Maes JW, Elshocht SV, De Gendt S (2010) J Electrochem Soc 157:G26
Liu X, Ramanathan S, Longdergan A, Srivastava A, Lee E, Seidel TE, Barton JT, Pang D, Gordon RG (2005) J Electrochem Soc 152:G213
Won S-J, Suh S, Lee SW, Choi G-J, Hwang CS, Kim HJ (2010) Electrochem Solid-State Lett 13:G13
Choi G-J, Kim SK, Won S-J, Kim HJ, Hwang CS (2009) J Electrochem Soc 156:G138
Won S-J, Kim J-Y, Choi G-J, Heo J, Hwang CS, Kim HJ (2009) Chem Mater 21:4374
Cheng Y-L, Chang Y-L, Hsieh C-Y, Lin J-R (2013) JVST A 31(1)
Campabadal F, Beldarrain O, Zabala M, Acero MC, Rafi JM (2011) Proceeding og the 8th Spanish conference on electron devices, CDE
Park TJ, Sivasubramani P, Coss BE, Kim H-C, Lee B, Wallace RM, Kim J, Rousseau M, Liu X, Li H, Lehn J-S, Hong D, Shenai D (2010) Appl Phys Lett 97:092904
Cho M, Jeong DS, Park HB, Lee SW, Park TJ, Hwang CS, Jang GH, Jeong J (2004) Appl Phys Lett 85:5953
Park HB, Cho M, Park J, Lee SW, Hwang CS, Kim J-P, Lee J-H, Lee N-I, Lee J-C, Oh S-J (2003) J Appl Phys 94:3641
Kamiyama S, Miura T, Nara Y (2006) Electrochem Solid-State Lett 9:G285
Chung KJ, Park TJ, Sivasubramani P, Kim J, Ahn J (2010) ECS Trans 28:221
Degraeve R, Kerber A, Roussel Ph, Cartier E, Kauerauf T, Pantisano L, Groeseneken G (2003) IEEE technical digest of international electron devices meeting, p 935
Kyuno K, Kita K, Toriumi A (2005) Appl Phys Lett 86:063510
Lee C-K, Cho E, Lee H-S, Hwang CS, Han S (2008) Phys Rev B 78:012102
Fujimori H, Yashima M, Sasaki S, Kakihana M, Mori T, Tanaka M, Yoshimura M (2001) Chem Phys Lett 346:217
Bernay C, Ringuedé A, Colomban P, Lincot D, Cassir MJ (2003) J Phys Chem Solids 64:1761
Park TJ, Kim JH, Jang JH, Lee C-K, Na KD, Lee SY, Jung HS, Kim M, Han S, Hwang CS (2010) Chem Mater 22:4175
Kukli K, Ritala M, Sajavaara T, Keinonen J, Leskelä M (2002) Chem Vapor Depos 8:199
Park J, Cho M, Kim SK, Park TJ, Lee SW, Hong SH, Hwang CS (2005) Appl Phys Lett 86:112907
Baldovino S, Spiga S, Scarel G, Fanciulli M (2007) Appl Phys Lett 91:172905
Park TJ, Kim JH, Seo MH, Jang JH, Hwang CS (2007) Appl Phys Lett 90:152906
Delabie A, Puurenen RL, Brijs B, Caymax M, Conrad T, Onsia B, Richard O, Vandervorst W, Zhao C, Heyns MM, Meuris M, Viitanen MM, Brongersma HH, de Ridder M, Goncharova LV, Garfunkel E, Gustafsson T, Tsai W (2005) J Appl Phys 97:064104
Spiga S, Wiemer C, Tallarida G, Scarel G, Ferrari S, Seguini G, Fanciulli M (2005) Appl Phys Lett 87:112904
Kim H, Chui CO, Saraswat KC, McIntyre PC (2003) Appl Phys Lett 83:2647
Houssa M, De Jaeger B, Delabie A, Van Elshocht S, Afanasiev V, Autran J, Stesmans A, Meuris M, Heyns M, Non-Cryst J (2005) Solids 351:1902
Perego M, Scarel G, Fanciulli M, Fedushkin IL, Skatova AA (2007) Appl Phys Lett 90:162115
Broqvist J, Binder JF, Pasquarello A (2009) Appl Phys Lett 94:141911
Afanas’ev VV, Stesmans A, Delabie A, Bellenger F, Houssa M, Meuris M (2008) Appl Phys Lett 92:022109
Dalapati GK, Tong Y, Loh WY, Mun HK, Cho BJ (2007) IEEE Trans Electron Devices 54:1831
Shahrjerdi D, Tutuc E, Banerjee SK (2007) Appl Phys Lett 91:063501
Kim CY, Cho SW, Cho M-H, Chung KB, An C-H, Kim H, Lee HJ, Ko D-H (2008) Appl Phys Lett 93:192902
Hackley JC, Demaree JD, Gougousi T (2008) Appl Phys Lett 92:162902
Hinkle CL, Sonnet AM, Vogel EM, McDonnell S, Hughes GJ, Milojevic M, Lee B, Aguirre-Tostado FS, Choi KJ, Kim J, Wallace RM (2007) Appl Phys Lett 91:163512
Hinkle CL, Sonnet AM, Vogel EM, McDonnell S, Hughes GJ, Milojevic M, Lee B, Aguirre-Tostado FS, Choi KJ, Kim HC, Kim J, Wallace RM (2008) Appl Phys Lett 92:071901
Aguirre-Tostado FS, Milojevic M, Hinkle CL, Vogel EM, Wallace RM, McDonnell S, Hughes GJ (2008) Appl Phys Lett 92:171906
Shin B, Choi D, Harris JS, McIntyre PC (2008) Appl Phys Lett 93:052911
Chang CC, Citrin PH, Schwartz B (1977) J Vac Sci Technol 14 (4):943–952
Ishikawa Y, Ishii H, Hasegawa H, Fukui T (1994) New Paltz, New York (unpublished)
Abrahams MS, Buiocchi CJ (1965) J Appl Phys 36(9):2855–2863
Adachi S, Kikuchi D (2000) J Electrochem Soc 147(12):4618–4624
Liu Z, Sun Y, Machuca F, Pianetta P, Spicer WE, Pease RFW (2003) J Vac Sci Technol, A 21(1):212–218
DeSalvo GC, Bozada CA, Ebel JL, Look DC, Barrette JP, Cerny CLA, Dettmer RW, Gillespie JK, Havasy CK, Jenkins TJ, Nakano K, Pettiford CI, Quach TK, Sewell JS, Via GD (1996) J Electrochem Soc 143(11):3652–3656
Yablonovitch E, Cox HM, Gmitter TJ (1988) Appl Phys Lett 52(12):1002–1004
Lebedev MV, Ensling D, Hunger R, Mayer T, Jaegermann W (2004) Appl Sur Sci 229(1–4):226–232
Arthur JR (1974) Surf Sci 43(2):449–461
Kawai NJ, Nakagawa T, Kojima T, Ohta K, Kawashima M (1984) Electron Lett 20(1):47–48
Chang RPH, Darack S (1981) Appl Phys Lett 38(11):898–899
Callegari A, Hoh PD, Buchanan DA, Lacey D (1989) Appl Phys Lett 54(4):332–334
Sugata S, Takamori A, Takado N, Asakawa K, Miyauchi E, Hashimoto H (1988) J Vac Sci Technol, B 6(4):1087–1091
Sugaya T, Kawabe M (1991) Jpn J Appl Phys 30(3A):L402–L404
Grant RW, Waldrop JR (1987) J Vac Sci Tech B 5(4):1015–1019
Fountain GG, Hattangady SV, Vitkavage DJ, Rudder RA, Markunas RJ (1988) Electron Lett 24(18):1134–1135
Tiwari S (1988) IEEE Electr Device L 9 (3):142–144
Callegari A, Sadana DK, Buchanan DA, Paccagnella A, Marshall ED, Tischler MA, Norcott M (1991) Appl Phys Lett 58(22):2540–2542
Freeouf JL, Silberman JA, Wright SL, Tiwari S, Batey J (1989) Bozeman, Montana (unpublished)
Ivanco J, Kubota T, Kobayashi H (2005) J Appl Phys 97(7):073712–073717
Brennan B, Milojevic M, Kim HC, Hurley PK, Kim J, Hughes G, Wallace RM (2009) Electrochem Solid State Lett 12:H205
Byun Y-C, Mahata C, An C-H, Oh J, Choi R, Kim H (2012) J Phys D Appl Phys 45:435305
Madan H, Veksler D, Chen YT, Huang J, Goel N, Bersuker G, Datta S (2011) IEEE 117
Chung KJ, Park TJ, Sivasubramani P, Kim J, Ahn J (2012) Microelectron Eng 89:80
Ogawa A, Iwamoto K, Ota H, Morita Y, Ikeda M, Nabatame T, Toriumi A (2007) Microelectron Eng 84(9–10):1861
Delabie A, Caymax M, Brijs B, Brunco DP, Conard T, Sleeckx E, Van Elshocht S, Ragnarsson L-A, De Gendt S, Heyns MM (2006) J Electrochem Soc 153:F180
Lee T, Rhee SJ, Kang CY, Zhu F, Kim H-S, Choi C, Ok I, Zhang M, Krishnan S, Thareja G, Lee JC (2012) Electron Device Lett 27:640
Ando T, Frank MM, Choi K, Choi C, Bruley J, Hopstaken M, Copel M, Cartier E, Kerber A, Callegari A, Lacey D, Brown S, Yang Q, Narayanan V (2009) Technical digest—International electron devices meeting, p 423
Ragnarsson L-Å, Li Z, Tseng J, Schram T, Rohr E, Cho MJ, Kauerauf T, Conard T, Okuno Y, Parvais B, Absil P, Biesemans S, Hoffmann TY (2009) Technical digest—International electron devices meeting, p 663
Cho M, Lee J-D, Aoulaiche M, Kaczer B, Roussel P, Kauerauf T, Degraeve R, Franco J, Ragnarsson L-A, Groeseneken G (2012) IEEE Trans Electron Devices 59(8):2042
International Technology Roadmap for Semiconductors 2003 (or 2009) Edition, downloaded on 18 July 2011. http://www.itrs.net/Links/2009ITRS/2009Chapters_2009Tables/2009_PIDS.pdf
Jeppson KO, Svensson CM (1977) J Appl Phys 48(5):2004
Ogawa S, Shiono N (1995) Phys Rev B 51(7):4218
Alam MA, Mahapatra S (2005) Microelectron Reliab 45(1):71
Houssa M, Aoulaiche M, De Gendt S, Groeseneken G, Heyns MM, Stesmans A (2005) Appl Phys Lett 86(9):093506-1
Cartier E, Pantisano L, Kerber A, Groeseneken G (2003) Presented at the IEEE Insulating Films on Semiconductors Conference (INFOS), Leuven, Belgium
Aoulaiche M, Kaczer B, Cho M, Houssa M, Degraeve R, Kauerauf T, Akheyar A, Schram T, Roussel Ph, Maes HE, Hoffmann T, Biesemans S, Groeseneken G (2009) In: Proceedings of the international reliability physics symposium, p 1014
Zafar S, Callegari A, Gusev E, Fischetti MV (2003) J Appl Phys 93(11):9298
Cho M, Aoulaiche M, Degraeve R, Kaczer B, Franco J, Kauerauf T, Roussel P, Ragnarsson LÅ, Tseng J, Hoffmann TY, Groeseneken G (2010) In: Proceedings of the international reliability physics symposium, p 1095
Sahhaf S, Degraeve R, Srividya V, Cho M, Kauerauf T, Groeseneken G (2010) In: Proceedings of the international reliability physics symposium, p 1078
Cho M, Aoulaiche M, Degraeve R, Kaczer B, Kauerauf T, Ragnarsson L-Å, Adelmann C, Van Elshocht S, Hoffmann TY, Groeseneken G (2011) Solid State Electron 63(1):5
Kauerauf T, Degraeve R, Ragnarsson L-Å, Roussel P, Sahhaf S, Groeseneken G (2011) In: Proceedings of the international reliability physics symposium, p 7
Sahhaf S, Degraeve R, Roussel PJ, Kaczer B, Kauerauf T, Groeseneken G (2009) IEEE Trans Electron Devices 56(7):1424
Park J, Park TJ, Cho M, Kim SK, Hong SH, Kim JH, Seo M, Hwang CS (2006) J Appl Phys 99:094501
Lee T, Park I-S, Ko H-K, Lee S, Kim K-R, Ahn J (2005) International microprocesses and nanotechnology conference, p 94
Mitard J, De Jaeger B, Leys FE, Hellings G, Martens K, Eneman G, Brunco DP, Loo R, Lin JC, Shamiryan D, Vandeweyer T, Winderickx G, Vrancken E, Yu CH, De Meyer K, Caymax M, Pantisano L, Meuris M, Heyns M (2008) Technical digest—International electron devices meeting, p 873
Witters L, Takeoka S, Yamaguchi S, Hikavyy A, Shamiryan D, Cho MJ, Chiarella T, Ragnarsson L-Å, Loo R, Kerner C, Crabbe Y, Franco J, Tseng J, Wang W-E, Rohr E, Schram T, Richard O, Bender H, Biesemans S, Absil P, Hoffmann T (2010) Symposium on VLSI Technology, p 181
Sze SM (1981) Physics of semiconductor devices, 2nd edn. Wiley, New York
De Jaeger B, Bonzom R, Leys F, Richard O, Van Steenbergen J, Winderickx G, Van Moorhem E, Raskin G, Letertre F, Billon T, Meuris M, Heyns M (2005) Microelectron Eng 80(17):26
Leys FE, Bonzom R, Kaczer B, Janssens T, Vandervorst W, De Jaeger B, Van Steenbergen J, Martens K, Hellin D, Rip J, Dilliway G, Delabie A, Zimmerman P, Houssa M, Theuwis A, Loo R, Meuris M, Caymax M, Heyns MM (2006) Mater Sci Semicond Process 9:679
Yeo CC, Cho BJ, Gao F, Lee SJ, Lee MH, Yu C-Y, Liu CW, Tang LJ, Lee TW (2005) Electron Device Lett 26(10):761
Mitard J, Martens K, De Jaeger B, Franco J, Shea C, Plourde C, Leys FE, Loo R, Hellings G, Eneman G, Wang W-E, Lin JC, Kaczer B, De Meyer K, Hoffmann T, De Gendt S, Caymax M, Meuris M, Heyns MM (2009) European Solid-State Device Research Conference, p 411
Zhang R, Huang PC, Taoka N, Takenaka M, Takagi S (2012) Symposium on VLSI Technoogy, p 161
Mitard J, Eneman G, Hellings G, Witters L, Hikavyy A, Vincent B, Loo R, Bender H, Horiguchi N, Collaert N, Thean A (2012) SiGe, Ge, and related compunds 5: materials, processing, and devices, p 131
Aoulaiche M, Kaczer B, De Jaeger B, Houssa M, Martens K, Degraeve R, Roussel P, Mitard J, De Gendt S, Maes HE, Groeseneken G, Meuris M, Heyns MM (2008) In: Proceedings of the international reliability physics symposium, p 358
Franco J, Kaczer B, Eneman G, Roussel PhJ, Grasser T, Mitard J, Ragnarsson L-Å, Cho M, Witters L, Chiarella T, Togo M, Wang W-E, Hikavyy A, Loo R, Horiguchi N, Groeseneken G (2011) Technical digest—International electron devices meeting, p 445
Loh W-Y, Majhi P, Lee S-H, Oh J-W, Sassman B, Young C, Bersuker G, Cho B-J, Park C-S, Kang C-Y, Kirsch P, Lee B-H, Harris HR, Tseng H–H, Jammy R (2008) Symposium on VLSI Technology, p 56
Franco J, Kaczer B, Eneman G, Roussel PhJ, Cho M, Mitard J, Witters L, Hoffmann TY, Groeseneken G, Crupi F, Grasser T (2011) In: Proceedings of the international reliability physics symposium, p 624
Sioncke S, Lin D, Nyns L, Delabie A, Thean A, Horiguchi N, Struyf H, De-Gendt S, Caymax M (2012) ECS Trans 45(4):97
Brammertz G, Lin HC, Martens K, Alian A, Merckling C, Penaud J, Kohen D, Wang W-E, Sioncke S, Delabie A, Meuris M, Caymax M, Heyns M (2009) ECS Trans 19(5):375
Heyns M, Bellenger F, Brammertz G, Caymax M, Cantoro M, De Gendt S, De Jaeger B, Delabie A, Eneman G, Groeseneken G, Hellings G, Houssa M, Iacopi F, Leonelli D, Lin D, Magnus W, Martens K, Merckling C, Meuris M, Mitard J, Penaude J, Pourtois G, Scarrozza M, Simoen E, Soree B, Van Elshocht S, Vandenbergheb W, Vandooren A, Vereecke P, Verhulst A, Wang W-E (2010) Optical Microlithogr XXIII:764003
Lin D, Alian A, Gupta S, Yang B, Bury E, Sioncke S, Degraeve R, Toledano ML, Krom R, Favia P, Bender H, Caymax M, Saraswat KC, Collaert N, Thean A (2012) Technical digest—International electron devices meeting, p 645
Degraeve R, Cho M, Govoreanu B, Kaczer B, Zahid MB, Van Houdt J, Jurczak M, Groeseneken G (2008) Technical digest—International electron devices meeting, p 1
Cho M, Degraeve R, Roussel P, Govoreanu B, Kaczer B, Zahid M, Simoen E, Arreghini A, Jurczak M, Houdt JV, Groeseneken G (2010) Solid State Electron 54(11):1384
Afanas’ev VV, Chou H-Y, Thoan NH, Adelmann C, Lin HC, Houssa M, Stesmans A (2012) Appl Phys Lett 100:202104
Colinge J-P (2004) Solid-State Electron 48:897
Auth C, Allen C, Blattner A, Bergstrom D, Brazier M, Bost M, Buehler M, Chikarmane V, Ghani T, Glassman T, Grover R, Han W, Hanken D, Hattendorf M, Hentges P, Heussner R, Hicks J, Ingerly D, Jain P, Jaloviar S, James R, Jones D, Jopling J, Joshi S, Kenyon C, Liu H, McFadden R, McIntyre B, Neirynck J, Parker C, Pipes L, Post I, Pradhan S, Prince M, Ramey S, Reynolds T, Roesler J, Sandford J, Seiple J, Smith P, Thomas C, Towner D, Troeger T, Weber C, Yashar P, Zawadzki K, Mistry K (2012) Symposium on VLSI Techology, p 131
Zschätzsch G, Sasaki Y, Hayashi S, Togo M, Chiarella T, Kambham AK, Mody J, Douhard B, Horiguchi N, Mizuno B, Ogura M, Vandervorst W (2011) Technical digest—International electron devices meeting, p 841
Frank MM (2011) IEEE European solid-state device research conference, p 25
Witters L, Mitard J, Veloso A, Hikavyy A, Franco J, Kauerauf T, Cho M, Schram T, Sebai F, Yamaguchi S, Takeoka S, Fukuda M, Wang W-E, Duriez B, Eneman G, Loo R, Kellens K, Tielens H, Favia P, Rohr E, Hellings G, Bender H, Roussel P, Crabbe Y, Brus S, Mannaert G, Kubicek S, Devriendt K, De Meyer K, Ragnarsson L-Å, Steegen A, Horiguchi N (2011) Technical digest—International electron devices meeting, p 654
Boccardi G, Ritzenthaler R, Togo M, Chiarella T, Kim MS, Yuichiro S, Veloso A, Chew SA, Vecchio E, Locorotondo S, Devriendt K, Ong P, Brus S, Horiguchi N, Thean A (2012) International conference on solid state devices and materials, p 723
Kapila G, Kaczer B, Nackaerts A, Collaert N, Groeseneken GV (2007) Elecron Device Lett 28(3):232
Hu VP-H, Fan M-L, Hsieh C-Y, Su P, Chuang C-T (2011) IEEE Trans Electron Devices 58(3):805
Park H, Song SC, Woo SH, Abu-Rahma MH, Ge L, Kang MG, Han BM, Wang J, Choi R, Yang JW, Jung SO, Yeap G (2010) In: Proceedings of the international reliability physics symposium, p 1008
Maeda S, Choi J-A, Yang J-H, Jin Y-S, Bae S-K, Kim Y-W, Suh K-P (2004) In: Proceedings of the international reliability physics symposium, p 8
Feijoo PC, Cho M, Togo M, San Andrés E, Groeseneken G (2011) Microelectron Reliab 51:1521
Cho ES, Lee CH, Fayrushin A, Park HB, Park D (2006) In: Proceedings of the international reliability physics symposium, p 663
Kim JJ, Cho M, Pantisano L, Jung U, Lee YG, Chiarella T, Togo M, Horiguchi N, Groeseneken G, Lee BH (2012) Electron Device Lett 33(7):937
Shickova A, Collaert N, Rooyackers R, De Keersgieter A, Kauerauf T, Jurczak M, Kaczer B, Groeseneken G (2006) In: Proceedings of the ULIS conference, p 141
Crupi F, Kaczer B, Degraeve R, Subramanian V, Srinivasan P, Simoen E, Dixit A, Jurczak M, Groeseneken G (2006) IEEE Trans Electron Devices 53(9):2351
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer Science+Business Media New York
About this chapter
Cite this chapter
Han, J.H., Cho, M., Delabie, A., Park, T.J., Hwang, C.S. (2014). Front End of the Line Process. In: Hwang, C. (eds) Atomic Layer Deposition for Semiconductors. Springer, Boston, MA. https://doi.org/10.1007/978-1-4614-8054-9_7
Download citation
DOI: https://doi.org/10.1007/978-1-4614-8054-9_7
Published:
Publisher Name: Springer, Boston, MA
Print ISBN: 978-1-4614-8053-2
Online ISBN: 978-1-4614-8054-9
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)