
Abstract
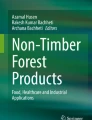
Wood along with the outer portion of tree trunk (bark) [1] (Fig. 28.1) represents the bulk of forestry biomass materials and has been utilized by humans since antiquity. Trees provided a source of many products required by early humans such as food, medicine, fuel, and tools. For example, the bark of the willow tree, when chewed, was used as a painkiller in early Greece and was the precursor of the present-day aspirin. The leaf extracts and nuts from Gingo trees have been used in traditional Chinese medicines for thousands of years. Wood served as the primary fuel in the United States until about the turn of the nineteenth century, and even today over one-half of the wood now harvested in the world is used for heating fuel.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
Introduction
Wood along with the outer portion of tree trunk (bark) [1] (Fig. 28.1) represents the bulk of forest biomass materials and has been utilized by humans since antiquity. Trees provided a source of many products required by early humans such as food, medicine, fuel, and tools. For example, the bark of the willow tree, when chewed, was used as a painkiller in early Greece and was the precursor of the present-day aspirin. The leaf extracts and nuts from Gingo trees have been used in traditional Chinese medicines for thousands of years. Wood served as the primary fuel in the United States until about the turn of the nineteenth century, and even today over one-half of the wood now harvested in the world is used for heating fuel.

Three different planes of wood and their usual designation: X = transverse surface or cross-section; R = radical surface; T = tangential surface (from Core et al. [1], Copyright © 1976, with permission of the copyright owner)
Throughout history different types of wood have served many purposes. The tough, strong, and durable white oak, for example, was a well-proven raw material for ships, bridges, cooperage, barn timbers, farm implements, railroad ties, fence posts, flooring, paneling, and other products. In contrast, woods such as black walnut and cherry became primarily cabinet woods. Hickory was manufactured into tough, hard, resilient tool handles. Black locust was used for barn timbers and treenails. What the early artisan learned by trial and error became the basis for intelligent decisions concerning which species was best suited to a given purpose, as well as what characteristics should be looked for in selecting trees for different applications. It was known that wood from trees grown in certain locations was stronger, more durable, and more easily worked with tools than wood from the same species grown in other locations. Modern wood quality research has substantiated that location and growth conditions significantly affect wood properties [2, 3].
In the United States more than 100 kinds of wood [1, 3] are available to the prospective user, but it is very unlikely that all are available in any one locality. About 60 native woods are of major commercial importance. Another 30 wood types are commonly imported in the form of logs, cants, lumber, and veneer for industrial uses, the building trades, and crafts.
The wood from many different species of trees is generally divided into two major categories according to the botanical classification of seed plants. The softwoods are derived from the gymnosperms (naked seeds), generally characterized as cone-bearing trees with persistent needlelike foliage; the hardwoods are from the angiosperms (encased seeds), which are generally the deciduous broad-leaved trees. The majority of the trees in the former classification fall into the division Coniferophyta and thus are often referred to as conifers. However, woods are often designated based on their physical appearance or wood structure (Table 28.1). Thus, softwoods are also called conifers, evergreen, or nonporous wood while hardwood are called broadleaves, deciduous or porous wood.
It is important to note that the terms “hardwood” and “softwood” have no direct relation to the hardness or softness of the wood. In fact, hardwood trees such as cottonwood, aspen, and balsa have softer wood than the western white pines and true firs; and certain softwoods, such as longleaf pine and Douglas fir, produce wood that is much harder than that of basswood or yellow poplar. Although typical softwood has needlelike foliage, there are exceptions. For example, Gingo tree is softwood in wood structure and has the appearance just like a typical deciduous hardwood.
The importance of wood as a raw material supplying fiber, energy, and chemicals is similar in magnitude to its use as a solid material. Lumber, plywood, and reconstituted boards consume about one-half of the timber harvest; usage for fiber, chemicals, and fuels accounts for the remaining half. Fiber production consumes about 25% of the total timber use. Although the relative value of wood as a source of energy and chemicals has varied considerably through the decades, it has become a major emphasis in recent years to cope with the increasing global demand of energy and the soaring price of fossil fuels. These have stimulated a great deal of interest and developments in the production of biofuels and bioproducts under the umbrella of biorefinery [4, 5]. The many uses for wood are summarized in Fig. 28.2. This chapter discusses the chemical and physical nature of wood, the technology for conversion of wood to pulp fibers for making paper and related products, to wood-based composites, to fuels for energy, and to chemicals for industry and consumers.

Major uses of wood (DMSO stands for dimethyl sulfoxide)
Chemical Composition of Wood
Wood is composed of mainly three major polymers (cellulose, hemicelluloses, and lignin) and some extraneous substances called extractives. Table 28.2 lists the variation of these components in softwood and hardwood for five wood species each [6]. The combined polysaccharide components (cellulose plus hemicelluloses) often termed as holocellulose account for about 75% of the wood materials. Major uses of these polysaccharide components have been in the form of fibers for making paper, paperboard, and other fiber products by the paper industry. Recently, the potential utilization of woody polysaccharides as feedstock for conversion to biofuels and chemicals has been examined quite extensively [4, 5].
Higher plants commonly are referred to as lignocellulosic materials because of the typical joint occurrence in them of lignin and cellulose. Lignin being a phenolic polymer is often considered as the gluing or encrusting substance of wood cells and adds mechanical strength or stiffness to the tree and wood. Lignin usually plays a negative role in the chemical utilization of woody materials and must be modified, partially degraded, or completely removed depending on the end uses of the final products. These lignin modification or delignification reactions constitute the commercial pulping and bleaching operations in producing papermaking fibers.
Cellulose
Cellulose is the key component occurring in the cell wall. It is a linear polymer of β (1→ 4)-d-glucan (Fig. 28.3) with a degree of polymerization (DP) of approximately 10,000. Cellulose molecules, because of their unique structure, have a strong tendency to form extensive hydrogen bondings. The molecules could align together in a highly ordered fashion to form a crystalline region, whereas the less ordered molecules being noncrystalline are usually termed amorphous materials.

Structure of cellulose
The cellulose molecules in nature are organized into elementary fibrils. Each one has an average width of 3.5 nm and contains about 36 parallel cellulose molecules held together by hydrogen bonding. They are then aggregated into strands called microfibrils, which are 5–30 nm in width and contain both the crystalline and amorphous regions. Microfibrils are further organized into fibrils and then fibers.
The proportion of the ordered and disordered regions of cellulose (crystallinity) varies considerably with its origin. The crystallinity for wood pulps is about 60% and higher for cotton cellulose (73%). Although the crystalline cellulose contributes to the strength of cellulose polymer, it is a key factor causing the recalcitrance of woody biomass to saccharification for the biofuel production.
Hemicelluloses
Closely associated with cellulose in the wood structure and paper products are the other polysaccharides called hemicelluloses, which consist of both glucose and nonglucose units. They are amorphous and slightly branched polymers. They are often labeled as the matrix material of wood. Of the hemicelluloses, the xylan (polymer of xylose) is dominant in hardwoods, whereas glucomannan is the major type occurring in softwoods (Table 28.2). The DP of hemicelluloses being in the range of 100–200 is much less than that of cellulose.
Xylan. The content of xylan in hardwood (19–35%) is much higher than that of softwood (10–14%). Basically, xylan is a linear polymer of β (1→ 4)-d-xylose containing some 4-O-methyl α-d-glucuronic acid attached to the C3-position of xylose unit. In hardwood, some of the C2- or C3-position of xylose also contains acetyl groups (Fig. 28.4). In case of softwood, the xylan does not contain any acetyl group and instead, some of the C2-position of xylose units are linked to an α-l-arabinofuranose unit. The presence of these branched units does have an impact in the pulping and bleaching operations.

Structure of xylan in wood
Glucomannan. Softwood has a significantly higher content of glucomannan (12–18%) than hardwood (3–4%). The structure of glucomannan in hardwood is quite simple being a linear molecule of β (1→ 4)-d-glucose and mannose in a molar ratio of 1:1.5 (Fig. 28.5). In case of softwood, the glucomannan contains some α-d-galactose units linked to the C2-position of the glucose or mannose unit. Also, some of the glucose or mannose units contain an acetyl group.

Structure of glucomannan in wood
Lignin
Lignin is a three-dimensional polymer derived from the enzyme-initiated dehydrogenative polymerization of three major precursors: coniferyl (H), sinapyl (S), and p-coumaryl (H) alcohol (Fig. 28.6). Softwood lignin is derived mainly from the G-type precursor (95%) with some H unit (5%) and is generally referred as a guaiacyl (G) type lignin. Whereas hardwood lignin is derived from a mixture of G and S units and its ratio differs considerably among different wood species. The presence of the S-type unit makes the lignin more reactive and renders the hardwood being easier to pulp or degrade. Thus, extensive efforts are continued to breed trees having a high content of the S-type lignin.

Lignin precursors
Although the approximate contents of major lignin linkages are reasonably well understood now, the chemical structure of lignin, unlike cellulose or hemicelluloses, still cannot be precisely defined. Figure 28.7 illustrates a segment of lignin structure to include all major types of linkages established for softwood. As indicated, lignin contains mainly the linkages of ether and carbon–carbon types. Since carbon–carbon linkages are very resistant to chemical attack, the degradation or fragmentation of lignin is largely limited to the cleavages of ether units at the α- and β-positions. This is the reason that the commercial pulping process generally requires drastic conditions for the lignin removal (delignification reaction) being practiced in the paper industry.

Major types of linkages occurred in softwood lignin
Extractives
Wood contains a variety of minor components that can be extracted by neutral solvents like organic solvents or water. Those soluble in organic solvents are generally classified into wood resins (terpenes, resin acids), fats, unsaponifiable (steroids), and phenolic components (lignan, stilbenes, and tropolones). Those water-soluble extractives include pectin, starch, and polyphenols such as tannins. A specific example for most of these extractives is shown in Fig. 28.8. Although extractives are present in small quantity, they play a significant role in determining the utilization for a number of wood species.

Examples of some wood extractives
Wood Structure
The tree trunk is consisted of mainly wood (xylem) with bark (phloem) around (Fig. 28.1). Cambium, an active tissue lies between the xylem and phloem, is responsible for tree growth by adding new tissues inward (sapwood) and outward (inner bark). Unlike the sapwood that is continued to accumulate annual growth, the outer bark would often rupture and be placed by the inner bark as the trunk gets bigger.
The physical nature of new tissues generated depends on the growing conditions like seasonal weather. The alternate dark and light bands showing on the cross-section of a softwood tree (Fig. 28.1) reflect the variation of seasonal growth. This pattern constitutes the so-called annual ring. The lighter band corresponds to the growth from the early growing season (springwood or early wood). The darker band termed summerwood or latewood is derived from the later season.
Wood Cells
Wood is the aggregate of countless elongated cells [1]. The bulk of vascular tissues in softwood (90–95%) are in the form of fiber tracheids (Fig. 28.9e). These fibers provide the function of liquid conduction and physical strength for the tree. The remaining wood tissue (5–10%) is consisted of parenchyma cells.

Photomicrographs of major hardwood and softwood cell types illustrating the comparative size and shape of various elements [1]. Note especially how much longer the softwood tracheid (e) is than the vessel segments (a–c). Also shown is the libriform fiber (d) from hardwood. To give an indication of scale, the softwood tracheid is approximately 3.5 mm in length (from Core et al. [1], Copyright © 1976, with permission of the copyright owner)
One of the functions for parenchyma cells is to convert sugars into storage starch to serve as food reserves for the tree and to reconvert starch to sugars when they are needed for growth. The starch and sugar content of sapwood is one reason why most wood-damaging organisms prefer dead sapwood over heartwood, and why sapwood is never quite as durable as heartwood, except in living trees whose sapwood cells fight for the attacking organisms.
Hardwood trees evolved after the softwood and have specialized water conduction cells called vessels (Fig. 28.9a–c). Each vessel consists of numerous drum shaped vessel members with open ends, stacked one above the other to form a continuous vessel pipeline from root tips to the leaves. The physical support for hardwood trees is provided by the libriform fiber, which along with the vessel element is much shorter than the fiber tracheids present in softwood wood (Table 28.3 and Fig. 28.9). The vessels in oaks and some other broad-leaved trees are large enough to be seen with the unaided eye.
Distinct differences between the earlywood (springwood) and latewood (summerwood) are further reflected from the scanning electron micrographs. For red pine (Fig. 28.10a) and white pine (Fig. 28.10b), the wood cell of earlywood is significantly larger in size with a thinner wall as compared to that of latewood. The transition was quite abrupt in case of red pine (Fig. 28.10a) while a gradual change was found in white pine (Fig. 28.10b).

(a) The scanning electron micrograph of red pine showing abrupt change in tracheid size from earlywood (ew) to latewood (lw) (from Core et al. [1], Copyright © 1976, with permission of the copyright owner). (b) The scanning electron micrograph of eastern white pine showing a gradual change in tracheid size from earlywood (ew) to latewood (lw) (from Core et al. [1], Copyright © 1976, with permission of the copyright owner)
Figure 28.11 is the photomicrography of hardwood cross-sections showing the distinct feature of vessels. For black ash as in oak, the vessels in the earlywood are much wider than those in latewood (Fig. 28.11a). These trees form the distinct growth rings and are generally referred as the ring-porous woods. In case of yellow birch, the vessels are essentially the same size throughout the growth ring (Fig. 28.11c) and these are called the diffuse-porous wood. Also, between these two extremes, a semi-ring-porous pattern was observed for wood like persimmon (Fig. 28.11b). Since coniferous woods lack vessels, they often are referred as the nonporous wood.

Examples of hardwood groupings based on the pore size changes across the growth increment: (a) ring-porous (black ash); (b) semi-ring-porous (persimmon); (c) diffuse-porous (yellow birch) (from Core et al. [1], Copyright © 1976, with permission of the copyright owner)
The proportion of different wood cells [7] varies considerably among hardwood species (Table 28.3). For example, the proportion of vessel could range from 12% for black ash to 55% for sweetgum. Whereas, the percent fiber content by volume could range from 30% in sweetgum to 70% in black ash wood. Thus, the quality and utilization of hardwood vary considerably with wood species.
Virtually all cavities of wood cells are interconnected, as mentioned earlier for the vessel members of hardwoods. Tiny openings in the cell walls of overlapping ends of tracheids provide vertical passageways for water rising from cell to cell in conifers. Thin walls of ray cells are perforated for the radial transport of sugars, and tangential connections provide for growing cells. Hence, wood is permeable in all three of its cardinal directions. The longitudinal orientation of most cells, however, causes liquids and gases to flow and diffuse many times faster in the longitudinal or fiber direction than in the two transverse directions. This explains why stacked firewood dries predominantly at the exposed ends. The radial orientation of rays allows liquids and gases to move radially up to twice as rapidly as tangentially [8].
As a porous material, wood contains air-filled or water-filled cell cavities surrounded by cell walls. The cell wall substance is remarkably uniform; it differs very little even between conifers and broad-leaves trees and has a constant density of around 1.5 g/cm3. The density of wood thus depends on the proportion of the cell wall volume to the volume of the bulk wood.
Wood density is the indicator of nearly all wood properties and of wood quality. Relatively dense species are strong, as one might expect from their large cell wall mass. Wood species also vary in features not related to density, such as color, percentage and arrangement of cell types, and minor chemical constituents. Therefore, even woods of the same density are likely to differ, with the properties varying more than the densities.
The widespread use of wood is due to its many advantages, including its very high strength-to-mass ratio, good toughness, low cost and availability, workability, attractive appearance, and good thermal and electrical insulating properties. However, there also are a number of disadvantages of wood, which have limited its usage for many applications; these include its lack of plasticity and fusibility, shrinkage and swelling properties, deterioration due to fungi and insects, and variability. Fortunately, most of its negative properties can be corrected by proper treatment and modification, as described later in this chapter.
Cell Wall Composite
Wood cells or fibers are joined together by an intercellular layer or so-called middle lamella (ML) being very rich in lignin content (Fig. 28.12). This is the general contention that lignin functions as a natural adhesive to glue the cells (fibers) together. Each cell wall consists of an outer primary wall (P) and a secondary wall (S). The S wall is comprised of three sublayers: outer (S1), middle (S2), and inner (S3) layers. Inside the S3 layer, there is a rough or warty surface, generally termed as warty (W) layer.

A simplified cell wall structure showing the middle lamella (P), the primary wall (P); the outer (S1), middle (S2), and inner (S1) layers of the secondary wall; and the warty (W) layer (from Core et al. [1], Copyright © 1976, with permission of the copyright owner)
One of the interesting features in this cell wall structure is the orientation of microfibrils (aggregates of cellulose molecules), which vary among different layers. As indicated, the microfibril orientation is random in the P wall, almost perpendicular to the long axis of the cell in both S1 and S3 layer, and approximately parallel to the cell axis in the S2 layer. Thus, each cell structure may be considered as a mini cellulose-reinforced composite with the hemicelluloses and lignin being functioned as fillers.
The cellulose polymers in nature, as mentioned earlier, are laid down uniformly with chains paralleling each other. The long-chain molecules associated strongly through extensive hydrogen bondings to form so-called microfibrils. The microfibrils contain regions with perfect cellulose chain alignments known as micelles or microcrystallites (Fig. 28.13).

Detailed structure of cell walls. A, strand of fiber cells. B, cross-sections of fiber cells showing gross layering: a layer of primary wall and three layers of secondary wall. C, fragment from the middle layer of secondary wall showing macrofibrils (white) of cellulose and interfibrillar spaces (black) which are filled with noncellulosic materials. D, fragment of macrofibril showing microfibrils (white), which may be seen in the electron micrographs. The space among microfibrils (black) is filled with noncellulosic materials. E, structure of microfibrils: Chainlike molecules of cellulose, which in some parts of microfibrils are orderly arranged. These parts are the micelles. F, fragment of a micelle showing parts of chainlike cellulose molecules arranged in a space lattice. G, two glucose residues connected by an oxygen atom—a fragment of a cellulose molecule (from Esau K (ed) (1977) Anatomy of seed plants, 2nd edn, Courtesy of John Wiley & Sons, Copyright © John Wiley & Sons, New York; with permission of the copyright owner)
However, the structure of the microfibrils is not completely uniform in terms of the alignment of the cellulose macromolecules. The regions of nonuniformity between the micelles in the microfibrils are called amorphous regions. Thus, the cellulose microfibril has a crystalline–amorphous character. Water molecules enter the amorphous regions and swell the microfibrils; ultimately this is the mechanism by which fibers and wood swell in moist or wet environments.
The final fiber cell wall structure is essentially layers of the microfibrils or macrofibrils aligned in several different directions, as shown in Fig. 28.12. The microfibrils that make up the wood fiber are visible under the scanning electron microscope, which has a greater magnification than the light microscope.
The entity holding the fibers together, the middle lamella, is almost entirely lignin (90%), as mentioned earlier. For the cellulose fibers to be separated, the middle lamella lignin must be chemically removed, a process that also removes most of the hemicelluloses, or must be mechanically degraded to free the fibers for papermaking. A paper sheet then can be formed from the separated cellulose fibers by depositing them from a water slurry onto a wire screen. The water drains away and the fibers collapse, leaving a fiber mat that derives its main strength from reassociation of the fibers through many hydrogen bondings—the same type of bondings that gives mechanical integrity to the fibers [9].
The long fibers from softwoods (Table 28.3) usually are preferred in papermaking for products that must resist tearing, such as grocery bags, whereas the shorter hardwood fibers give improved opacity, or covering power, and printability to the final paper sheet. The type of pulping process also affects the pulp properties, as described in a later section.
Pulp and Paper
The concept of making paper from the fibers derived from lignocellulosic materials—an integrated system of fiber separation (pulping) and re-forming of the fibers into a mat(papermaking)—is attributed to T’sai Lun, a court official in southeast China in ad 105. The first fibers were obtained from old hemp rags and ramie fishnets, but shortly thereafter, the inner bark fibers from paper mulberry trees also were utilized for papermaking. Bamboo was used as a source of fiber several centuries later. The rags were macerated into a pulp in water with a mortar and pestle; then, after dilution in a vat, the pulp was formed into a wet mat on a bamboo frame equipped with a cloth screen to drain the free water. The mat was dried in the sun. The invention was based on the need for a writing material to replace the expensive silk and inconvenient bamboo strips. The invention was a closely guarded secret for many centuries but eventually filtered west, reaching Europe in 1151 and the United States (Pennsylvania) in 1690 [9].
The importance of the pulp and paper industry to the American economy is exemplified by the growth rate in the use of paper and paper products. New uses continually are being found for paper, and these developments together with a rising standard of living have resulted in a constant increase in the per capita consumption of paper. The industry has shown constant growth since about the middle of the nineteenth century, when processes were invented for the production of fiber from wood, replacing reliance on cotton rags as a source of fiber (Fig. 28.14). The relative paper consumption by grade is shown in Fig. 28.15, and differences in the economies of developed and less developed countries are demonstrated in Fig. 28.16 by the wide disparity in per capita consumption of paper and paperboard.

Consumption of paper in the United States since 1860

Relative consumption of paper by grade

Comparison of paper consumption in developed and developing countries
In 2003, a total of 328 million metric tons of paper and paperboard was produced in hundreds of separate mills. This paper and board was made from 170 million metric tons of pulp, produced primarily from wood in over 200 pulp mills, supplemented by recycled paper [10].
The five leading states for the fine paper production are Wisconsin, Maine, Washington, Alabama, and Louisiana. Only a small amount of paper is made from rags or other fiber sources (agricultural residues); so most wood pulp is produced from those areas of the country that are heavily forested. With the exception of Maine and Wisconsin, pulp production is concentrated in the southern and northwestern sections of the United States. Georgia and Washington are the top pulp-producing states. Although a high percentage of pulp is converted into paper or board at the same plant site, a significant portion (classified as “market pulp”) is sold in bales to mills in other sections of the country for subsequent manufacture into paper. Thus, New York and Michigan are relatively important in papermaking, but they rank quite low as pulp producers. However, both New York and Michigan are large users of waste paper that is reprocessed into usable fiber.
Raw materials for the pulp and paper industry can be classified as fibrous and nonfibrous. Wood accounts for over 95% of the fibrous raw material (other than waste paper) in the United States. Cotton and linen rags, cotton linters, cereal straws, esparto, hemp, jute, flax, bagasse, and bamboo also are used and in some countries are the major source of papermaking fibers.
Wood is converted into pulp by mechanical, chemical, or semichemical processes. Sulfite and kraft (sulfate) are the common chemical processes, and neutral sulfite is the principal semichemical process (neutral sulfite semichemical [NSSC]). Coniferous wood species (softwoods) are the most desirable, but the deciduous, broad-leaved species (hardwoods) have gained rapidly in their usage and constitute about 25% of pulpwood.
Table 28.4 summarizes the conditions utilized with the various pulping processes, and Fig. 28.17 shows the relative production of pulp by the major processes [9].

Relative wood pulp production by grade
These various mechanical and chemical pulps vary considerably in the papermaking property and have different applications. In terms of the tensile-tear property [11] (Fig. 28.18), the SBK (semibleached kraft) is the strongest follower by UBS (unbleached sulfite), chemithermomechanical pulp (CTMP), thermomechanical pulp (TMP), refiner mechanical pulping (RMP), and GWD mechanical pulps. In contrast, the trend is reversed with respect to the tensile and light-scattering coefficient [11] (Fig. 28.19). Thus, kraft pulp makes a stronger paper while the GWD is very suitable for newsprint application.

Comparison of the tensile and tear property of stone groundwood (GWD), refiner mechanical pulp (RMP), thermomechanical pulp (TMP), chemithermomechanical pulp (CTMP), unbleached sulfite pulp (UBS), and semibleached pulp (SBK) (from McGovern [11], with permission of the copyright owner)

Comparison of the tensile and light-scattering coefficient for stone groundwood (GWD), refiner mechanical pulp (RMP), TMP, CTMP, unbleached sulfite pulp (UBS), and semibleached pulp (SBK) (from McGovern [11], with permission of the copyright owner)
Nonfibrous raw materials include the chemicals used for the preparation of pulping liquors and bleaching solutions and the various additions to the fiber during the papermaking process. For pulping and bleaching, these raw materials include sulfur, lime, limestone, caustic soda, salt cake, soda ash, hydrogen peroxide, chlorine, sodium chlorate, and magnesium hydroxide. For papermaking, they include rosin, starch, alum, kaolin clay, titanium dioxide, dyestuffs, and numerous other specialty chemicals.
Wood Preparation
The bark of trees contains relatively little fiber and much strongly colored nonfibrous material; what fiber there is, is of poor quality. The nonfibrous material usually will appear as dark-colored dirt specks in the finished paper. Therefore, for all but low-grade pulps, bark should be removed as thoroughly as possible, and this removal must be very thorough in the case of groundwood and sulfite pulps if the finished paper is to appear clean.
Debarking usually is done in a drum barker, where the bark is removed by the rubbing action of logs against each other in a large rotating drum. Hydraulic barkers using high-pressure water jets are excellent for large logs and are common on the West Coast. Mechanical knife barkers are becoming more common and are used extensively in smaller operations because of their relatively low capital cost. Also they have found widespread use in sawmills to debark logs prior to sawing so that the wood wastes can be used to produce pulp.
Wood cut in the spring of the year during the active growing season is very easy to peel. Much of the spruce and fir cut in the North is still hand-peeled during this season and usually represents the optimum in bark removal.
The standard log length used in the Northeast is 48 in., whereas 63 in. is common in the South. Wood generally is measured by log volume, a standard cord being considered to contain 128 ft3. Large timber on the West Coast generally is measured in board feet of solid volume. Measurement and purchase of wood on a weight basis are practiced, and are desirable because weight is directly related to fiber content [2].
The growth in the use of wood residues has been substantial. By barking the sawlogs, the slabs, edgings, and other trimmings that formerly were burned now can be used to make pulp. Almost 28% of the wood used by the pulp industry is classified as waste wood. Several mills have been built that use no logs whatsoever but depend on residuals from satellite sawmill operations. Special sawmilling equipment has been developed to produce sawdust of a proper size so that it too can be used.
Wood used in producing groundwood pulp requires no further preparation after debarking, but that used in the other refiner mechanical or chemical processes must first be chipped into small pieces averaging 0.5–1 in. in length and about 1/8–1/4 in. in thickness.
Chipping is accomplished with a machine consisting of a rotating disc with knives mounted radially in slots in the face of the disc. Modern chippers have up to 12 knives; the ends of the logs are fed against the disc at about a 45 angle.
Mechanical Pulping
Mechanical pulping, as the name implies, involves mainly a grinding or abrading action to produce wood fibers. The stone groundwood process (SGW) is the conventional mechanical pulping, in which the log bolts are pressed against an abrasive grindstone. Developments in stone grinding include application of pressure to the grinder (PGW) and control of temperature. At one time, natural sandstone was used for the grindstone, but modern stones are either silicon carbide or aluminum oxide grits in a vitrified clay binder. Groundwood pulp is the primary component of newsprint. The characteristics of the stone can be varied to produce pulps “tailor-made” to fit their desired end use. For roofing or flooring felts, fibers must be extremely coarse and free-draining, so they require a stone with large grits, whereas newsprint pulps are very fine and require the use of small grits.
Pulp characteristics also can be varied by changing the stone surface pattern, the stone speed, the pressure of the logs against the stone, and the temperature of the ground-pulp slurry. Generally a coarser and more freely draining pulp is obtained with a coarse surface pattern and high speed, pressure, and temperature. The type and the condition of the wood also are factors, but groundwood pulps usually are made from the coniferous or long fibered species because the deciduous or short-fibered species give very weak pulps.
Since 1975, SGW process has been gradually replaced by the RMP of chips. Basically, chips are pressed through the single- or double-rotating plates of a vertical-disc attrition mill. This RMP process has several advantages. In contrast to the SGW being limited to the use of log bolts, RMP fibers can be produced from chips or sawdust with improved strength properties (Fig. 28.18).
Groundwood or RMP pulp is low in strength compared with the chemical pulps. It is composed of a mixture of individual fibers, broken fibers, fines, and bundles of fibers. Papers made from these pulps also lose strength and turn yellow with time. Thus, these pulps are used only in relatively impermanent papers such as for newsprint, catalogs, magazines, and paperboard. Groundwood papers have excellent printing qualities because of high bulk, smoothness, resiliency, and good ink absorption. Newsprint contains about 80% groundwood, and the other publication paper grades contain about 30–70%, with the remainder a chemical pulp to provide greater strength. Groundwood is the cheapest pulp made and also utilizes the entire wood, giving close to a 100% yield. Now, the RMP is dominated in the production of mechanical pulps and their fiber characteristics can also be readily improved by modification of refining conditions leading to the development of many new products.
Major improvements in mechanical pulping technology include the pretreating chips with chemicals, steam, or both. When chips are steamed at about 130°C and 40 psi for 2–4 min followed by pressure refining, it produces a TMP, which has a significantly higher strength than the RMP or SGW fibers (Fig. 28.18). Similarly, chips can be pretreated with chemicals followed by disc refining. Various combinations of chemical and mechanical treatments have been used to produce pulps with specific properties. The chemimechanical pulping (CMP) refers to a mild chemical treatment while the semichemical pulping includes a mild cooking stage for a partial removal of the lignin.
Chemimechanic pulping (CMP). CMP pulps usually are produced by mild treatment of chips with caustic soda, sulfite, or peroxide followed by refining under atmospheric pressure. Chemical consumption is very low, and yields are usually 85–95%. When chemical pretreatment and pressure steaming are combined, it is called CTMP. The main purpose of chemical treatments is not to remove but to modify the lignin component. On this aspect, a pretreatment with sulfite is much more effective than alkalis, as it introduces the sulfonate group into the lignin (sulfonation) and softens the cell wall matrix. Thus, the sulfite treatment facilitates the mechanical fiber separation and thus improves the sheet strength property. The strength of CTMP is very comparable to that of the conventional acid-sulfite chemical pulps (Fig. 28.18). In fact, newsprint is produced commercially from the TMP or CTMP fibers alone without the use of any chemical pulps.
Semichemical Pulping
This is a two-stage process involving a mild cooking of chips for a partial removal of the lignin components followed by refining to separate the fibers. This semichemical process differs from the CMP in having a moderate degradation of the lignin component. The chemical stage can apply any of the chemical pulping process with reduced chemical charge, temperature, or cooking time. For hardwood, it is quite common to use a neutral sulfite liquor (Na2SO3 + Na2CO3) or green liquor (Na2CO3 + Na2SH). The major uses of semichemical pulps are in making corrugating medium and linerboard.
The NSSC is one in which wood chips, usually from hardwoods, are cooked with Na2SO3 liquor buffered with either NaHCO3, Na2CO3, or NaOH to maintain a slightly alkaline pH during the cook. Unbleached pulp from hardwoods cooked to a yield of about 75% is widely used for the corrugating medium. Although bleachable pulps can be produced by this process, they require large quantities of bleaching chemicals, and the waste liquors are difficult to recover. Currently many NSSC mills are located adjacent to kraft mills, and the liquors can be treated in the same furnace. Thus, the waste liquor from the NSSC mill becomes the makeup chemical for the kraft mill, solving the waste problem. NSSC hardwood pulp is the premier pulp for the corrugating medium and cannot be matched by any other process.
Chemical Pulping
The main purpose of chemical pulping is to remove the lignin portion of wood so that wood fibers can be liberated freely with very little mechanical treatment. The degree of lignin removal (or delignification) depends on the end uses of the final products. For making shopping bags, it is not necessary to remove all the lignin. However, a complete delignification, essential for making a permanent white paper, has to be achieved by separate bleaching operations.
Many variations are used throughout the world; the simplest classification of pulping methods depends on whether they are acidic or alkaline. Each has its own specific advantages and disadvantages, but the kraft (alkaline) process accounts for over 90% of all chemical pulp produced in the United States. The important acidic process is the sulfite, which however can be applied to the whole pH range now. All present commercial processes use aqueous systems under pressure at elevated temperatures, although several organosolv systems have reached the demonstration-plant stage.
Kraft Process
The kraft (sulfate) process uses a mixture of sodium hydroxide (NaOH) and sodium sulfide (Na2S) as the active chemical. Although the designation of sulfate process could be misleading, it sometimes is used because sodium sulfate is the makeup chemical in the process. The word “kraft” now is mainly used to describe this process, derived from the Swedish or German word for strength, as this process produces the strongest pulp. Historically, sodium hydroxide alone (soda process) first was used as the alkaline pulping agent, but all these mills have converted to the kraft process because the soda pulp is weak and inferior to kraft pulp. The addition of Na2S greatly enhances the lignin degradation and removal, which is the key mechanism in alkaline pulping.
The pulping (cooking) process traditionally was performed on a batch basis in a large pressure vessel called a digester. Conditions vary depending upon the type of wood being pulped and the quality of end product desired. Typical conditions for kraft cooking are listed in Table 28.5.
Digesters are cylindrical in shape with a dome at the top and a cone at the bottom. Ranging in size up to 40 ft high and 20 ft in diameter; the largest will hold about 7,000 ft3 of wood chips (about 35 t) for each charge. The chips are admitted through a large valve at the top, and at the end of the cook they are blown from the bottom through a valve to a large blow tank. During the cook, the liquor is heated by circulation through a steam heat exchanger, which also avoids the dilution of the cooling liquor that would occur from heating by direct injection of steam.
The development of continuous digester significantly facilitated the production of kraft pulps. Figures 28.20 and 28.21 illustrate a two vessel vapor/liquor phase digester system [12] for a modified kraft cooking to achieve a maximum removal of the lignin while maintaining the pulp quality. Key features include the impregnation of wood chips with white liquor, injection of white liquor at three locations to maintain the alkali concentration nearly uniform throughout the cook, and a countercurrent mode to facilitate the lignin dissolution.

Two-vessel vapor-liquor phase digester adapted for extended delignification (from Johansson et al. [12]; Smook GA (1992) Handbook for pulp and paper technologies, 2nd edn. Angus Wilde Publications, with permission)

Concentration profile of effective alkali inside chips in a two-vessel vapor/liquid phase digester system—conventional system compared with modified system as calculated by the mathematic model (from Johansson et al. [12]; Smook GA (1992) Handbook for pulp and paper technologies, 2nd edn. Angus Wilde Publications, with permission)
Kraft delignification. A key delignification reaction in kraft pulping is attributed to the cleavages of major lignin units (β-aryl ether) and to generate the phenolic hydroxyl group (PhOH). This fragmentation process requires a combination of both sodium hydroxide and sodium sulfide at elevated temperatures (170°C). Once the lignin fragments contain enough of these hydrophilic PhOH groups, they become soluble in alkalis. Figure 28.22 illustrates the overall process of lignin removal in a kraft process [13]. The extent of cooking is expressed as H-factor, which represents a combination of the cooking duration and temperatures.

Kraft delignification process as a function of H-factors (from Kleppe and Tappi [13]; Smook GA (1992) Handbook for pulp and paper technologies, 2nd edn. Angus Wilde Publications, with permission)
The lignin-removal process is consisted of three distinct phases. The initial phase occurring during the heating period (up to 170°C) readily removes about 20% of wood lignin. Although the lignin dissolved was often referred to as “extracted lignin,” it does involve the degradation of more reactive lignin structure. The bulk phase removes additional 70% of lignin, whereas the remaining residual lignin (5–10%) was very resistant to degradation. In commercial operation, the cooking has to be terminated at the inter-phase of the bulk and residual delignification. The residual lignin of kraft pulps has to be removed by the subsequent bleaching process.
Although kraft process is effective in the sense that it can pulp virtually any kind of wood, it is not very efficient, as about one third of the polysaccharides mainly hemicelluloses are degraded and removed during the process. As illustrated in Fig. 28.23, the delignification selectivity (a ratio of lignin removal to carbohydrate degradation), also displays three distinct stages [14, 15]. Both the initial and residual phases are very nonselective. Again, the curve suggests that the kraft pulping has to be terminated at the end of the bulk phase to avoid an excessive degradation of the polysaccharides to preserve the fiber quality.

The brown stock after cooking is washed in a countercurrent rotary vacuum washer system using three or four stages to remove the residual chemicals. The resulting pulp is ready for bleaching or for making papers such as grocery bags where the brown color is not objectionable. The separated liquor being very dark in color is known as “black liquor.” The black liquor generally has a solid content of 15–20% containing mainly the dissolved lignin and hydroxyl acids from carbohydrate degradation with some extractives. After partial evaporation, the “tall oil” skimming containing mainly the wood resins is recovered as by-products (see section on “Chemicals from Wood Extractives”).
Chemical recovery. The black liquor is concentrated further by multiple-effect evaporators to 60–65% solids. At this concentration, the quantity of dissolved organic components from the wood (lignin and carbohydrate degradation products) is sufficient to allow the liquor to be burned in the recovery furnace (Fig. 28.24).

Chemical recovery furnace (from Smook GA (1992) Handbook for pulp and paper technologies, 2nd edn. Angus Wilde Publications, with permission)
By controlling the amount of excess air admitted to the furnace and the temperatures, the organics in the liquor can be burned. The chemical reactions occurring in the furnace consist of three different zones (drying, oxidizing, and reduction). The sodium carbonate and sodium sulfate formed on the top oxidizing zone will be dropped to the bottom of furnace. At the bottom reducing zone, the sodium sulfate formed or added to the liquor as make up will be reduced by carbon to sodium sulfide. After dissolving the molten smelt of Na2CO3 and Na2S in water, the mixture (called “green liquor”) is reacted further with slaked lime:
The Na2S does not react with the lime, so the resultant mixture of NaOH and Na2S (called “white liquor”) can be reused to pulp more wood. The CaCO3 sludge is filtered off, burned in a lime kiln, and reused. Thus, the chemical system is a closed one, as shown in Fig. 28.25, and this minimizes costs and pollution.

Diagram showing cyclic nature of kraft recovery process (from Casey JP (ed) Pulp and paper, 3rd edn. Wiley-Interscience, New York. Copyright © 1980 John Wiley & Sons, New York; with permission of Copyright owner)
Kraft mill odor. A major drawback in kraft pulping is the odor produced associated with the sodium sulfide (Na2S) used. This compound promotes the lignin degradation and dissolution and induces the formation of hydrogen sulfide (H2S), methyl mercaptan (CH3SH), dimethyl sulfide (CH3S–CH3), dimethyl disulfide (CH3S–SCH3). These four compounds constitute the so-called kraft mill odor. However, the paper company has done a great job in controlling the emission of these compounds through a combination of various techniques including a black liquor oxidation, improved evaporators and furnaces. Now, one can hardly recognize the existence of a kraft mill just based on the odor alone.
Future prospects. Virtually any kind of wood can be pulped by the kraft process; because it produces the strongest pulps with good economies, it has grown to be the dominant process in the world. Although the odor problem is a major concern, it does not appear that this process will be supplanted in the near future; instead, it will be improved and modified further.
When pulping resin-rich woods such as southern pine, the kraft process yields turpentine and tall oil as valuable by-products. The steam generated in the recovery furnace is almost enough to make the pulp mill energy self-sufficient. The discovery that small amounts of anthraquinone (0.05–0.25% on wood) added to alkali liquors can enhance delignification and produce the kraft quality pulp has been of great interest. Although the price of anthraquinone (AQ) is high and the chemical is not recovered, only small quantities are required, and the benefits outweigh the costs sufficiently that a number of mills around the world now routinely add AQ to the kraft pulpwood digester.
Sulfite Process
The conventional acid sulfite pulping is often called sulfite process and uses a cooking liquor of sulfurous acid (H2SO3) and calcium salt of the acid at pH around 1.5. This is the only acid process used in commercial pulping operation. For many years, this was the preferred process because it produced pulps of light color that could easily be bleached, it used cheap chemicals in fairly limited amounts so that no recovery was necessary, and it was a relatively simple process to operate.
Although the production of sulfite pulp has remained relatively constant for the last 30 years, the rapid growth of kraft pulping has reduced sulfite’s share to less than 10% of the chemical pulp produced. There are several reasons for this, but the primary ones are the inability to cook resinous woods such as pine, problems in producing strong pulps from hardwoods, and of the greatest importance, the lack of a cheap and simple recovery system to reduce water pollution problems. However, this process produces dissolving pulps (pure cellulose) with special qualities such as high alpha-cellulose grades for rayon, so it will continue to be used.
Acidic delignification. The mechanism of sulfite delignification is distinctly different from the kraft pulping. The key reaction in acid sulfite cooking is the sulfonation (Fig. 28.26) and the lignosulfonates are soluble in water. In contrast, kraft delignification relies on an extensive degradation of lignin unit to lower molecular weight fragments. Although these lignin fragments are soluble in alkalis, they are not soluble in an acidic medium. Therefore, the lignosulfonate and kraft lignin have different molecular property and applications as a polymer.

Lignin sulfonation
Use of soluble bases. Initially, calcium was the preferred base because it was cheap and convenient to use. However, no recovery system is available for this base, so most calcium-base mills either have ceased operation or have converted to the more soluble bases. With magnesium, the cooking pH can be extended to the bisulfite range while the whole range of pH is applicable by using sodium or ammonium as summarized in Fig. 28.27. As the pH increases, the cooking can be conducted at higher temperatures and shorter.

Summary of sulfite pulping processes
In sulfite process, it is essential to have a well impregnation of chips prior reaching the maximum temperature. Thus, an extremely long cooking duration (7–10 h) is necessary with acid sulfite, whereas 4–5 h is sufficient with bisulfite at a higher temperature. Also, the higher pH cooking produces stronger pulps.
Different bases used were shown having noticeable effects on the pulping operations. Under identical cooking conditions (temperature, pH, and sulfur dioxide concentration), the ammonium base has the highest cooking rate and followed by magnesium and sodium. However, the ammonium bisulfite pulp has a lower brightness and is more difficult to bleach.
Chemical recovery. Sodium base is the easiest one to prepare (Na2CO3 or NaOH usually is used as the makeup chemical) and gives the highest quality pulp. However, the recovery processes, though available, is complicated and expensive. The magnesium-based bisulfite (Magnefite) process has been used in several mills and has a cutting edge in the chemical recovery. After cooking, the magnesium sulfite spent liquor (Mg-SSL) is processed and burned just like the kraft black liquor in a recovery furnace with the exception of no melts formation. All the inorganic components would be converted into SO2 and MgO and they are be recovered by adsorption with scrubbers and by dust collectors, respectively.
In ammonium-based (from NH4OH) process, the ammonia cannot be recovered, but the liquor can be evaporated and burned without leaving any solid residue, thus reducing water pollution. As long as aqueous ammonia remains low in price, this process will be attractive because the SO2 can be recovered from the waste gases by passing them through a wet scrubber flooded with fresh ammonium hydroxide.
Modified sulfite process. Although the conventional acid sulfite has limited uses in the production of chemical pulps, the sulfite treatments, which can be conducted in the whole range of pH, has been extensively used especially in conjunction with the production of chemimechanical or semichemical pulps. Interestingly, the NS (neutral sulfite)-AQ process can be used to produce chemical pulps from pine and birch wood with yields significantly higher than that from birch wood [16]. However, the NS-AQ delignification is a very slow process and produces a weaker pulp than kraft. More research is needed to improve the NS-AQ process.
Organosolv Pulping
The concept of using solvents to dissolve lignin is not new. In the 1930s, Kleinert and Tayenthal already developed and patented the first solvent (organosolv) pulping process based on aqueous ethanol (25–80% alcohol) [17]. Until recently there was little incentive to pursue alternatives to the kraft process because energy and chemicals were reasonably cheap, there were few environmental regulations, and there was little interest in by-products. However, new, strict environmental regulations, rising energy and chemical costs, and the very large capital investments needed to construct new kraft mills have stimulated research and investment in alternate solvent pulping processes [18–20].
The organosolv pulping includes the use of alcohols (methanol or ethanol), organic acids (acetic acid or formic acid), and others. In general, wood chips are contacted with an aqueous solvent mixture and cooked (digested) for a period of time at elevated temperatures. Digestion pressures range from atmospheric to 500 psig. Cooking initially releases acetic and formic acids from ester functionalities in the wood, and these acids further promote hydrolysis of lignin and hemicelluloses to low molecular weight species. Catalysts such as mineral acids (HCl), organic acids (acetic, formic), sulfonic acids, and Lewis acids and bases (AlCl3, Fe2(SiO4)3, Mg(SO4), CaCl2) can be employed to promote delignification. Cellulose pulp is filtered from the liquor, and the solvent is recovered, usually by distillation. Lignin becomes insoluble at this point and precipitates from the liquor, leaving an aqueous solution of primarily hemicellulosic sugars.
Several processes have reached the demonstration-plant scale and none are currently used in commercial production. Processes [18–20] that had received much attention are briefly outlined in the following.
ALCELL process. This process based on the original concept patented by Kleinert and Tayenthal [17] is the simplest organosolv pulping system for hardwood using aqueous ethanol. It is an auto-catalyzed process (conducted at 190–200°C for 1–2 h), as the acetic acid generated from the acetyl group of hemicelluloses served as catalyst. A demonstration plant, producing 15 metric tons of organosolv pulp a day, was constructed in New Brunswick, Ontario. The flow sheet for the Alcell pulping process and by-product recovery is illustrated in Fig. 28.28 [20].

Flow sheet for the ALCELL pulping and by-product recovery (from Hergert [20], with permission)
Both the Alcell and kraft processes were reported being quite comparable in pulping hardwood in terms of pulp properties (strength and bleachability) [20]. The Alcell process may have an advantage of being a more environmentally friendly process, if all the ethanol used could be quantitatively recovered. Also, the dissolved carbohydrate and lignin can be readily recovered for conversion to biofuel and bioproducts. The Alcell lignin being the only sulfur-free lignin product available in the market would be very attractive for industrial applications. However, the Alcell process being largely confined to pulp hardwood and nonwood species is not applicable for softwood.
Organocell process. This process [18, 20], developed in Germany, was a methanol-based solvent pulping intended for softwood. Wood chips were first impregnated with 50% aqueous methanol. In the original concept, the impregnated chips were subjected to the first cooking stage (operated under 40-bar pressure at 195°C) to remove approximately 20% of the lignin and a major part of the hemicelluloses. The partially cooked chips are then subjected to a second-stage cooking with an alkali charge of 15–20% based on wood in 30% aqueous methanol at 170°C. The combined residence time in both reactors is only 45 min. This two-stage concept was later modified to a totally alkaline process by cooking with a mixture of methanol, alkalis, and AQ (anthraquinone). The strength properties of the pulps produced were only slightly lower than those of corresponding kraft pulps.
ASAM process. This process stands for the Alkaline Sulfite Anthraquinone Methanol process and was derived essentially from the addition of methanol and AQ to an alkaline sulfite liquor [21]. The ASAM process was substantially more effective than the NS-AQ process [16] in delignification. It can be applied to both hardwood and softwood and produce pulps with strength properties being slightly lower than the kraft pulp.
Milox process. This is a three-stage process based on the use of formic acid to achieve both the pulping and bleaching operations [22]. Both the first and third stages use a mixture of formic acid and hydrogen peroxide conducted at 80°C, so peroxyformic acid is a major reactive species. Whereas formic acid is employed in the second stage conducted in 100–140°C range. The Milox process has been successfully applied to all the woody substrates including hardwood, softwood, and nonwood species.
Acetic acid-based systems. A variety of organosolv processes were developed based on the use of acetic acid [20]. For example, the Acetosolv process was conducted in a 95% acetic acid solution containing about 0.15% HCl at 110°C for 2–5 h. This process because of the corrosion problem was modified to an Acetocell process by using a lower concentration of acetic acid (80–90%) conducted at higher temperatures (170–190°C).
For the Formacell process, it utilized a mixture of acetic acid, formic acid, and water in various proportions and was conducted in a series of extractors in the 130–160°C range. Although the organic acid-based systems can be operated at much lower temperatures, they may be labile to equipment corrosion and more difficult in the chemical recovery process.
Screening and Cleaning of Wood Pulp
The desired pulp fibers for papermaking applications are usually between 1 and 3 mm in length with a diameter about one-hundredth as large. Any bundles of fibers or other impurities would show up as defects in the finished paper and must be screened out. Wood knots usually are difficult to pulp and must be removed.
Screening is usually a two-stage process with the coarse material being removed by screens with relatively large perforations \( {(}\tfrac{{1}}{{4}}{-}\tfrac{{3}}{{8}}\;{\text{in}}.) \). Additional fine screening is done with screens using very small (0.008–0.014 in.) slots to ensure the removal of oversized impurities. Screen size openings will depend on the species of wood being processed and the desired quality of the end product. Because of the tendency of the fibers to agglomerate when suspended in water, it is customary to screen at very low solid contents (consistencies) of about 0.5% fiber and 99.5% water.
To meet the ever-increasing demands for cleaner pulps, centrifugal cyclone cleaners have come into almost universal use. The screened pulp is pumped through these units at low consistencies and high velocities. The fiber slurry enters the cone tangentially at the top, and a free vortex is formed with the velocity of the flow greatly increased as the diameter of the conical section is reduced. Heavier particles of sand, scale, or other dirt are forced to the outside of the cleaner and are discharged from the bottom tip through a small orifice. Because of the velocity gradients existing in the cone, the longer fibers (75–95%) are carried into the ascending center column and are discharged through the larger accept nozzle at the top. In a properly designed and operated unit, a shape separation also is made so that round particles, even though of the same specific gravity as the good fibers, will be discharged as rejects through the bottom orifice. In this way, small pieces of bark also are removed. To reduce the quantity of rejects to an acceptable level, they in turn are processed through a second, a third, or even a fourth stage of cleaners, thus holding the final loss of pulp to about 0.25–1% of the feed, depending upon quality demands and the dirt level of the incoming pulp.
Bleaching of Wood Pulp
The color of unbleached pulp varies considerably with the pulping process. It ranges from cream or tan (50–65% brightness) for the acid sulfite and groundwood pulps to dark brown (15–30% brightness) for kraft pulps. These pulps in general are too dark in color for many paper-grade products, although they could be used in the packaging grade or newsprint. The light-absorbing groups (or called chromophores) in unbleached pulps are associated mainly with the lignin component. Thus, a total removal of the residual lignin in unbleached pulps is essential to achieve a high and stable brightness (>90%). This is the purpose in bleaching of chemical pulps.
In case of the high-yield groundwood or chemimechanical pulps, they still contain practically all the wood lignin. The bleaching of these pulps is not by removal of the lignin to retain the advantage of high yield and is achieved by a modification or removal of the chromophores groups. Thus, the bleaching of high yield pulps is generally referred to a brightening process and differs distinctly from the bleaching of chemical pulps.
Bleaching chemicals. Table 28.6 lists the chemicals that have been used in the bleaching or brightening of wood pulps. The commercial bleaching of chemical pulps has gone significant developments in recent years. Among these, the chlorination (C) and hypochlorite (H) are not longer used in pulp bleaching due to the environmental concern. Current bleaching of chemical pulps relies heavily on the oxygen delignification (O), chlorine dioxide (D), and alkali extraction (E).
Although it is possible to improve the brightness (whiteness) of pulps in one stage, the economic achievement of high brightness requires the use of several stages. A bleaching sequence without the use of a chlorination (C) stage is termed as elemental chlorine free (ECF) bleaching in a sequence like ODEDE. Regulatory agencies in Europe, and particularly in Scandinavia, has imposed even greater restriction on emissions from pulp mill bleach plants and another new approach has been developed, namely totally chlorine free (TCF) bleaching of pulps. For TCF, more radical changes are necessary with the substitution of both C and D stages with oxygen (O), ozone (Z), peroxide (P), and enzyme (X) stages in a sequence such as OXZP [19].
Bleaching of chemical pulps. After the kraft or other chemical pulping, the unbleached pulp is then subjected to an O2 bleaching for further delignification. This oxygen stage is almost a standard practice in the industry now and is commonly referred as a prebleaching stage. A typical O2-delignification removes about 50% of the residual lignin in kraft pulps in order to avoid an excessive degradation of the cellulose component.
For a typical ECF bleaching, a common bleaching sequence to follow is D1ED2 with typical conditions listed in Table 28.7. The amounts of chlorine dioxide charged depended on the content of residual lignin in the pulp and distributed properly between the D1 and D2 stages. For some mills, the O2-delignification was also conducted in two separate stages aimed at further reducing the residual lignin content of pulp prior to entering the D stage.
In addition, the alkali extraction stage (E) commonly used to remove the degraded lignin can be enhanced by the addition of O2 (Eo), peroxide (Ep), or both (Eop). For a TCF bleaching, the O2-delignification is generally followed by an ozone (Z) and a peroxide (P) stage in a sequence such as OXZP [19].
Bleaching (brightening) of mechanical pulps. The brightening of high yield pulps is commonly achieved by treatments with a reducing agent, sodium hydrosulfite (Na2S2O4) or with an oxidizing agent (peroxide, H2O2). Unlike the bleaching of chemical pulps, the brightness from a single treatment of mechanical pulps (Table 28.8) is generally sufficient for making the newsprint-grade papers. Also, a high brightness of pulps (over 80) can be achieved by a two-stage peroxide process. However, the brightness of these pulps is not stable on exposure to light and air. This yellowing problem limits many applications for the high-yield pulps.
Recycling
Worldwide, approximately 38% of wastepaper is recycled; however, the rate of recycling varies between countries with the United States at a 45% recycle rate. The United States is a major exporter of waste paper, with the majority going to “fiber-poor” countries such as Korea and China that have much less virgin fibers.
A variety of problems are associated with paper recycling, such as collection, distribution, and wild cyclic swings in the market. However, with landfill sites at a premium and paper representing 30–40% of the municipal solid waste, it makes good sense in the long run to promote paper recycling, which reduces landfill needs and the consumption of virgin timber. The paper industry in the United States has now set a goal of 50% paper recycling rate.
There are a wide range of different grades of wastepaper available, depending on the source and the extent of separation. As the name implies, wastepaper designated as “direct pulp substitutes” is utilized with little treatment before reslushing in a hydrapulper. The direct pulp substitutes are the highest grade of wastepaper.
The majority of recycled paper (about 75%) is used with no attempt to remove inks, dyes, or pigments from the paper. The resultant pulp is of rather poor color and quality, and is used primarily as filler stock in paperboard. The bulk grades are the largest-volume wastepaper source.
Deinked grades of wastepaper require special techniques and equipment to remove inks, coatings, adhesives, and so on. The deinking process is complicated and time-consuming; depending on the quality of deinked pulp required, the process may involve a number of combinations of washing, flotation, dispersion, screening, and the use of cyclone cleaners. The newer noncontact inks present special removal problems, as do wet-strength agents, adhesives, and the so-called stickies.
Stickies are derived from hot-melt adhesives (vinyl acetate polymers and copolymers), pressure-sensitive adhesives (styrene-butadiene), and lattices (natural and synthetic rubber). Tackifiers and waxes also are usually included in these adhesive formulations. A variety of additives are used to help remove stickies and other contaminants from wastepaper, including solvents, nonionic and cationic surfactants, zirconium compounds (to reduce tackiness), and talc. Of course, all of the additional steps and additives add to the expense of recycling. There is also the problem of waste disposal from the deinking process, which must be properly handled.
Stock Preparation
Stock preparation in a paper mill includes all intermediate operations between preparation of the pulp and the final papermaking process [23]. It can be subdivided into (1) preparation of the “furnish” and (2) “beating” or “refining.” Furnish is the name for the water slurry of fibers and other chemicals that goes to the paper machine. Beating or refining refers to the mechanical treatment given to the furnish to develop the strength properties of the pulp and impart the proper characteristics to the finished paper.
Cellulosic fibers are unique in that, when suspended in water, they will bond to each other very strongly as the water is removed by filtration and drying, with no need for an additional adhesive. This is so because of the large number of hydrogen bondings that form between the surfaces of fibers that are in close contact as the water is removed. This bonding is reversible and accounts for the well-known fact that paper loses most of its strength when wet. If paper is suspended in water and agitated, it will separate into the individual fibers, a behavior that allows the easy reuse of wastepaper or the processing waste from the paper mill.
Refining. In order to enhance the bonding capability of the fibers, it is necessary to mechanically beat or refine them in equipment such as beaters, jordans, or disc refiners. This treatment of the pulp slurry at about 3–6% consistency is done by passing the pulp between the two rotating surfaces of the refiner. These surfaces contain metal bars and operate at very close clearances. As the fibers pass between the bars, they are made more flexible, and a larger surface for bonding is developed by the mechanical action.
This refining brings about fundamental changes in the pulp fibers and increases the degree of interfiber bonding in the final sheet of paper. Thus, the final properties of the paper can be significantly changed by varying the degree and type of refining. As additional refining is performed, properties such as tensile strength, fold, and density are increased while tear resistance, opacity, thickness, and dimensional stability are decreased. Thus, the proper refining conditions must be selected to bring out the desired properties without detracting too much from other properties.
Furnish. The furnish for a paper machine varies widely, depending on the grade of paper being made. Newsprint usually consists of about 80% groundwood and 20% chemical fiber (sulfite or semibleached kraft). Bag papers and linerboard are usually 100% unbleached softwood kraft. Printing papers are made from bleached pulps and contain both hardwoods and softwoods. By selecting the proper pulps and refining conditions, a wide variety of paper qualities can be achieved.
Additives. The paper industry is a large user of chemicals because relatively small quantities of additives can materially change the properties of paper. The use of 1–2% rosin size and 2–3% alum [Al2(SO4)3] will greatly increase the resistance of paper to penetration by water or ink. Pigments such as kaolin clay, calcium carbonate, and titanium dioxide are added in amounts up to 15% to increase opacity and give a better printing surface. Organic dyes and colored pigments are added to produce the highly colored papers used for business and printing papers.
Other additives such as wet-strength resins, retention aids, and starch can be used to give particular properties that are needed. Thus, in order to produce the wide variety of grades of paper now available, the papermaker selects the proper pulps, refining conditions, and additives, and then combines the pulp and additives before sending them on to the paper machine for the final step in the process.
Papermaking Process
Some paper mills are not integrated with pulp mills, and it is necessary for these mills to use dried, baled pulp manufactured at a separate location. Many mills making limited quantities of highly specialized papers fall into this category, as it allows maximum flexibility in selecting the optimum pulps for a particular paper grade. However, the papermaking process is the same regardless of the source of pulp.
After the furnish has been prepared with the proper refining treatment and additives, it is stored in the machine chest and then fed continuously into the paper machine system. A refiner or jordan is placed in this line to give the paper machine operators the opportunity to make small adjustments in the quality of the furnish as needed to give the desired paper properties. Screens and centrifugal cleaners also are included to ensure a high-quality paper.
The papermaking process is essentially a system whereby the pulp is diluted to a very low consistency (about 0.5%) and continuously formed into a sheet of paper at high speeds, and then the water is removed by filtration, pressing, and drying. The basic units of the fourdrinier paper machine are diagrammed in Fig. 28.29 and a picture is shown in Fig. 28.30.

Schematic of a fourdrinier paper machine

Modern high-speed paper machine (Courtesy Beloit Corp.)
Wet end. The section of the paper machine, where the sheet is formed, is referred to as the “wet end.” The fourdrinier machine is characterized by a headbox that allows the diluted stock to flow through an orifice (slice) onto the flat moving wire. This is actually an endless wire belt that returns on the underside of the machine, thus allowing the process to proceed continuously. Because a low headbox consistency (about 0.5%) is necessary for good formation, the volumes of water handled are very large (about 10,000 gal/min for a machine producing 300 t/day). Much of the water is removed through the wire by the action of the table rolls and foils that support the wires in the forming area immediately following the headbox. At this point the stock consistency has been raised to about 2%, and the stock no longer drains freely. By passing it over suction boxes operating at fairly high vacuum (6–8 in. Hg), the consistency is raised to about 15–20%.
A dandy roll (covered with woven wire) rotating on top of the wet paper is used to improve the formation and can impact a watermark if it contains the proper pattern. The suction roll after the suction boxes has several functions: it removes additional water; it serves as the driving roll for the wire; and it serves as the point at which the paper separates from the wire and passes into the press section while the wire returns to pick up additional pulp at the headbox.
Modern fourdrinier machines are available up to a width of 360 in. and can operate at speeds up to 3,000 ft/min. Newsprint machines are usually the widest and fastest, whereas hose making heavier grades such as linerboard run somewhat more slowly. In the United States, there are several machines capable of producing over 1,000 t/day of linerboard. More specialized grades such as bond and printing papers are usually produced at a lower speed on narrower machines, and 150–250 t/day would be considered a high output.
Many specialized grades such as filter paper and tracing paper are produced on very small, slow machines producing only a few tons per day. Machines making tissue paper for sanitary purposes use modifications of the standard fourdrinier to produce tissue at speeds of up to 5,000 ft/min. Because of the light weight of this paper, it is necessary to make many modifications in the equipment shown in Fig. 28.29.
Other sheet forming methods. Many new methods of forming a sheet of paper are being developed. The most common concept is to introduce the pulp slurry between two converging wires and remove the water from both sides. This is termed “twin-wire” forming, and many variations are now in operation. This technique has many advantages and may eventually replace the fourdrinier.
A second method of forming paper uses the cylinder machine. Actually these machines are used primarily to form the multiply board used in packaging such as cereal boxes. The cylinder wet end consists of one or more (up to eight) cylinder vats, each of which forms a separate wet web of fibers. Each vat contains a woven wire-covered cylinder rotating in the diluted pulp slurry. The liquid head on the outside of the cylinder is greater than that on the inside, resulting in a flow of water through the wire and out of the vat. The pulp mat that is formed on the face of the cylinder is removed by an endless woolen felt that moves in contact with the cylinder by means of a rubber roll riding on top of the felt.
With machines having more than one cylinder, the same felt moves from one cylinder to the next, and the wet sheets from each cylinder are laminated to each other on the bottom side of the felt. Thus, very heavy papers or boards can be fabricated by multivat machines. Because each vat can be supplied with a different type of pulp, it is possible to make boards with a white surface of high-quality pulp and a center of low-cost pulp from waste newspaper or other cheap grades. Because of hydrodynamic problems, cylinder-machine speeds are limited to about 250 ft/min and widths of about 150 in. However, because of the heavyweight board produced and the widespread use of cheap waste paper for most of the furnish, the cylinder machine is widely used. New forming units looking like miniature fourdrinier units (Ultraformer, Inverformer) have been developed and are rapidly replacing the old-fashioned cylinder vat because their speed is not so limited.
Press section. From the wet end of the machine, the wet sheet is conveyed by woolen felts through a series of roll-type presses for further water removal, increasing the consistency to about 35%. The sheet then is threaded through the dryer section, consisting of a long series of steam-heated cast iron cylinders that reduce the moisture content to approximately 5%, which is about the equilibrium moisture content for cellulosic fibers at 40–50% relative humidity. Tissue machines use one large dryer (called a Yankee dryer), ranging from 8 to 18 ft in diameter. Because of the light weight of the tissue paper, it can be dried at high speeds on a single dryer.
After drying, the paper is compacted and smoothed by passing through a calender stack consisting of a vertical row of highly polished cast iron rolls. Then the paper is wound into rolls on the reel, as shown in Fig. 28.31.

Dry end of a large Fourdriner paper machine (Courtesy of Regis Paper Co.)
Furnishing and Converting
The objectives in the final stage of the total papermaking system are to improve the paper surface, to reduce rolls and sheets in size, to modify paper for special properties, such as coat or emboss, to convert to finished products, such as bags and corrugated boxes, and to package for shipping. Corrugated boxboard is made by gluing sheets of linerboard to each side of a fluted sheet of the corrugating medium. Papers for packing may be laminated to polyethylene film or aluminum foil, or coated with waxes and hot-melt resins. The printing and bag- and box-making industries depend on the production of many mills that produce the several hundred grades of paper used in the United States, and each user may require special paper characteristics to match its process.
Surface treatments. The quality of many papers is improved by a surface treatment. A size press about two-thirds of the way along the dryer section can apply a solution of starch to improve surface bonding. Also, paper generally is coated to improve printing properties. A surface coating of a pigment (usually kaolin or china clay, calcium carbonate, or titanium dioxide) and an adhesive (such as starch, casein, and others) is applied to the partially dried web by brush, blade, spray, or other method, and dried during the papermaking (on-machine) operation or in a separate operation. The paper surface is brought to a high finish by passage through the calenders referred to above or through supercalenders. Supercalenders are stacks of alternate steel and densified fiber rolls that create a rubbing action on the sheet, imparting an extra-high gloss to the sheet surface.
Environmental Protection
The manufacture of pulp and paper is a chemical process industry and produces air emissions, effluents, and solid and toxic wastes that are potential hazards. The paper industry uses large volumes of water as a fiber carrier and as a dispersing medium. An increasing volume of water is being recycled, but makeup water still is required to cover losses. A bleached-pulp and paper mill may use 100 m3 (26,400 gal) of fresh water per metric ton of product and 50,000 m3 (13.2 million gal) daily for a plant producing 500 metric tons of products.
In addition to the aqueous effluent that the mill must clean up, it must contend with polluted air and solid and toxic wastes. The nature of these emanations, their sources, and their treatments are summarized in Table 28.9. In this connection the paper industry generally has been in good compliance with government environmental regulations although at considerable nonreimbursed capital expense, which amounts to about 10% of the cost of the mill.
Using a revolving cylinder or other equipment (save-alls) in the 1930s, mills recovered for reuse fibers and clay from the paper water (white water) system. In the 1970s, procedures for removal of the fibers and clay from the paper mill effluent were incorporated through settling or clarification or primary effluent treatment. About the same time, secondary effluent treatment (biochemical treatment) of the pulp mill effluent was necessary to remove pulping residuals. The purpose of this treatment is to reduce the biological oxygen demand (BOD) of the effluent, which, if untreated, reduces the oxygen content of the stream to a level incapable of supporting aquatic life. The most common method uses microorganisms that react with the wood sugars and other oxygen-consuming compounds in the spent liquors; this is called the activated-sludge method. The products of primary and secondary treatments are sludges, the handling of which is discussed later under solid wastes.
Two objectionable air emissions have characterized pulp mills for years: the sulfur dioxide of the sulfite pulping mill and the malodorous reduced sulfur compounds (TRS) (mercaptans and hydrogen sulfide) of the kraft mill. Still another less noxious air emission is the particulate matter from steam boilers. Coal-burning boilers also emit sulfur dioxide, as is well known. The treatments for the particulate emissions are given in Table 28.9.
Solid wastes represent the ultimate in mill residues and include the accumulated refuse of the mill and the sludges from primary and secondary effluent treatment. There is difficulty in removing water from the secondary sludge; the primary and secondary sludges often are mixed to aid in water removal, which is important if the sludge is to be incinerated for disposal. The sludges from pulp and paper mills are handled mostly as landfill, and sometimes, if not toxic, they are spread for agricultural purposes.
Since chlorine is no longer used in pulp bleaching, the toxicity of most mill solids is greatly reduced. This toxicity can be further reduced with lime pretreatment and biological treatment. It was a main concern of governmental regulating bodies in the past.
Chemical Commodities Associated with Paper Industry
Although paper is the dominant use of pulp fibers, a variety of commodities are produced from the pulping operations. Besides papermaking fibers, the paper industry produces a specialty pulp called dissolving pulps (pure cellulose) for making a variety of cellulose products. To prepare this cellulose pulp, a prehydrolysis stage to remove the hemicellulose components is needed prior to the kraft delignification [23].
Also after pulping, the black liquor contains, in addition to residual chemicals, significant amounts of dissolved wood components that are useful for many applications. The chemical nature of these organic materials differs considerably between the acid sulfite and kraft process and the wood species.
Cellulose Products
Major uses of dissolving pulps are in the making of the so-called regenerated cellulose and cellulose derivatives [24]. Traditionally, the regenerated cellulose is prepared from cellulose by a series of mercerization (treating with high concentration of alkali), dissolution (by reacting with carbon disulfide in alkalis), and precipitation in acid bath in the form of film (cellophane) or fiber (rayon).
Recently, a new alternative to prepare the regenerated cellulose is by a direct dissolution of cellulose in N-methyl- morpholine-N-Oxide (NMMO) followed by a subsequent precipitation of the cellulose filaments in a NMMO–water mixture [24]. These regenerated fibers are called Lyocell fibers, which like rayon fibers are used mainly in the textiles applications.
A variety of cellulose derivatives has been produced including cellulose acetates (for film), cellulose nitrate (explosives), and carboxymethylcellulose (CMC). The latter CMC being a water-soluble polymer is widely used as dispersing or thickening agent in the food, pharmaceutical, and cosmetic industry.
Products from Sulfite Pulping Liquor
Lignosulfonate. The current world-wise production of linosulfonate is about 1,000,000 t/year and the Borregaard Lignotech is the major producer with facilities in six different countries [24]. Lignosulfonates are used mainly in areas of industrial binders and dispersing agents. Also, lignosulfonates have been used to produce vanillin by alkali treatment at elevated temperatures under oxidative conditions. The production of vanillin is around 3,500 t/year [24]. It is used as flavoring agent for food and beverages. Also, vanillin can be obtained from natural sources such as vanilla beans.
Dissolved carbohydrates. In acid sulfite pulping, a portion of wood polysaccharides was hydrolyzed to hexoses and pentoses. These sugars have been used to produce ethanol. The Domsjö mill in Sweden produces the ethanol about 10,000 t/year [24].
Products from Kraft Pulping Liquor
Many useful products can be derived from the kraft pulping liquor of softwood. These include turpentine and tall oil from the wood extractives as well as dimethyl sulfoxide (DMSO) from the kraft lignin. The production of kraft turpentine and tall oil will be discussed in more detail in a later section on “Naval Stores.”
Kraft turpentine. It contains mainly the volatile monoterpenes and was isolated in a yield of approximately 10 kg/t of pulp. The major uses of turpentine are in the area of resins, fragrances, and flavors especially for the pine oil production.
Tall oil. It is derived from the nonvolatile extractives, mainly soaps of resin acids and fatty acids. They are separated from the black liquor by acidification. The yield of tall oil might reach ~50 kg/t of pulp. Main components of tall oil are rosin and fatty acids, whereas the remainder forms tall oil pitch. Much of the rosin products are used in the sizing of paper as adhesives and in printing inks whereas a major use of the fatty acids is in alkyd resins.
Kraft lignin. It can be isolated from the black liquor by precipitation with flue gas or acid. Only a few mills produce the kraft lignin due to its limited applications. At present [24], the total production is in the order of 100,000 t/year from Westvaco (USA) and Lignotech (Norway). The major use of kraft lignins is as a dispersant in aqueous solution. Quite often, kraft lignin is further modified by sulfonation to yield products similar to the lignosulfonate derived from the acid sulfite process.
Dimethyl sulfoxide. Dimethyl sulfoxide (DMSO) is an important solvent for many applications including a medicinal of interest in the treatment of arthritis. It is produced from the oxidation of dimethyl sulfide (DMS). DMS is an odorant for natural gas and a solvent recovered from the black liquor. The content of DMS in the black liquor can be increased by reaction with elemental sulfur.
Board and Structural Materials
Lumber, boards, sheets, panels, and other structural materials are manufactured from solid wood and wood veneers, fibers, and particles. Traditional industries producing these products are not generally classified as chemical industries. Recent trends have been on the development of using wood as an engineering material. Among many wood-based composites, the production of wood–polymer composites is one of fast growing segments of the forest product industry and is a close association between the wood and chemical industry. The composite products represent a more efficient utilization of renewable resources, as all types of wood materials can be applied. Thus, wood adhesives play an increasing role in the forest products industry. Figure 28.32 illustrates the examples of some wood-based composites [25].

Examples of various composite products. From top left, clockwise: LVL, PSL, LSL, plywood, OSB, particleboard, and fiberboard (from Stark et al. [25])
Lumber
A log, when sawn, yields round timber, ties, or lumber of varying quality. There are two different types of mills (hardwood and softwood) for manufacturing lumber. Hardwood lumbers are used commonly for flooring, paneling, or manufacture into furniture, cabinetwork, or pallets, whereas softwood lumbers are suitable for both construction and manufacture applications.
A hardwood sawmill typically produces 1–15 million board feet annually. Most of the lumber produced is 4/4 thick (4/4, pronounced “four quarter,” is the number of quarter inches of thickness; 8/4 would be 2 in. thick). Lengths run from 4 to 16 ft; width is random. The primary quality factor is the amount of large clear areas. The lumber is dried and then sawn into smaller pieces for furniture, millwork, and cabinets.
A softwood sawmill typically produces in excess of 200 million board feet annually. Most of the lumber is 8/4 nominal thickness (would be sold as 2 in. by a specified width), although the actual thickness is 1.5 in. Lengths are usually 8–20 ft; widths would typically be 4, 6, 8, or 10 in. nominal size or 3–1/2, 5–1/2, 7–1/2, and 9–1/4 in. actual size. Most softwood lumber will be dried, planed, and graded, and then used “as is” without additional manufacturing, except cutting to length at times.
A modern softwood sawmill producing lumber for construction is highly automated, with high manufacturing efficiency and high production, thereby assuring good profitability and good stewardship of the natural resource. In a typical mill, logs are debarked, scanned for metal, scanned for size to determine the best sawing pattern, and sawn into lumber and cants at the headrig. Then cants are resawn into lumber. Any pieces with wane (wane is the absence of wood) are edged. Lumber is then trimmed and sorted by size. Most of these processing procedures are computer controlled with manual override possible. Volume conversion efficiencies can exceed 65%; the 35% of the log not converted into lumber is used for pulp and for fuel. After the green lumber is produced, the lumber is kiln dried, planed, and graded according to the rules of the American Lumber Standard.
Wood Adhesives
Adhesives play a decisive role in making composite materials and their performance. Thermosetting (heat-curing) resins are commonly used as adhesives in the manufacture of wood-based composites [25]. These include the phenol-formaldehyde, urea-formaldehyde, melamine-formaldehyde, and isocyanate resins.
Phenol-formaldehyde (PF) resin. The PF resin is typically used in the manufacture of construction plywood and oriented strandboard (OSB). The slow-curing process of this phenolic resin generally requires a higher temperature and longer press time than other resins. Cured phenolic resins remain chemically stable at elevated temperatures. The darker color of phenoic resin as compared with other resins may be less attractive for product applications such as interior paneling and furniture.
Urea-formaldehyde (UF) resin. The UF resin is commonly used in the manufacture of products for interior applications. It is lighter in color and easier to cure but more sensitive to moisture and heat [25]. Excessive heat exposure could breakdown the resin and release the formaldehyde, which is a growing health concern.
Melamine-formaldehyde (MF) resin. This resin is more expensive than the PF resin and is used primarily for decorative laminates and paper coating. Also, it is often used as an ingredient to improve the performance of UF resin.
Isocyanate-based resin. This isocyanate adhesive is a polymeric methylene diisocyanate (pMDI). It is more costly than the PF resins but has an advantage of being easier to cure. Although the cured pMDI resin poses no recognized health concerns, special precautionary protective measures are needed for the facility handling the pMDI, as the uncured resin can result in chemical sensitization for persons exposed to it [25].
Future perspectives. Current emphases on using renewable (green) products have stimulated a renewed interest in using bio-based adhesives [25]. The protein-based glues were widely used in the construction plywood prior to the early 1970s. They were replaced in mid-1970s by the PF resin being a better bonding resin. However, the performance of soy protein-based resin systems has been improved considerably in recent years and could be quite comparable to phenolic resin in performance now.
Also, useful adhesives have been prepared from the phenolic lignin (a major wood component) or tannin (being rich in wood bark). Extensive efforts are continued to improve the performance of these natural adhesives. The development of lignin-based adhesives is of special significance, as plenty of technical lignin is readily available as by-products from the pulping operations.
Laminated Timber (Glulam)
Glulam is one of the oldest glued engineered wood products [25]. It consists of two or more layers of lumber that are glued together with the grain of all layers parallel to the length. The maximum lamination thickness is about 2 in. A major advantage of this process is that the larger size of timber can be produced from small-diameter trees. By combining the lumber in glulam, the production of large structural elements like 100 ft is very common. This represents an improved utilization of forest resources.
Structural Composite Lumber
The structural composite lumbers [25] are produced from gluing smaller pieces of wood together into sizes common for the solid-sawn lumber. This process like Glulam greatly enhances the utilization of small trees. Different composite lumbers have been produced based on the nature of wood elements used.
Laminated veneer lumber (LVL). This LVL lumber is produced by laminating veneer with all plies parallel to the length. Specially graded veneer are selected for the product to achieve the desired engineering properties.
Parallel strand lumber (PSL). PSL is a composite of wood strand elements with fibers oriented primarily along the length. The least dimension of the strands must not exceed 0.25 in. The product is often used for large beams and columns, typically as a replacement of solid-sawn lumber or glulam.
Laminated strand lumber (LSL) and oriented strand lumber (OSL). Both LSL and OSL represent an extension of the technology used to produce OSB. The main difference is that the aspect ratio of strands used in LSL is higher than for OSL. For example, one type of LSL uses strands about 12 in. in length, which is somewhat longer than that commonly used for OSB. The LSL and OSL products are used for band joists in floor construction and as substitutes for studs and rafters in wall and roof construction.
Conventionally Wood-Based Composite Panels
Wood-based composites panels contain several products that differ primarily on the size of wood elements used. These variations lead to the production of plywood, oriented strand board, particle board, and hardboard (Fig. 28.33) [25].

Plywood. Plywood panels consist of several large thin wood veneer-type layers joined with adhesive. Some or all of the layers are sheets of veneer. Other layers, particularly in the core, may be particleboard, hardboard, lumber strips, or special materials. The fiber direction of each layer is at right angles to that of the adjoining layer. This cross-banding makes plywood more uniform and less anisotropic than lumber; its properties in the direction of panel length resemble those in the direction of panel width. Cross-banding affects strength in a logical way in both directions of the plane.
The panel is as strong as the combined layers. Because in any one of the two directions transverse layers contribute practically no strength, plywood is roughly one-half as strong as lumber is lengthwise. But by the same principle plywood is stronger than lumber in the direction of width and can therefore be thinner. Moreover, it does not split like solid-wood products. Plywood and lumber properties naturally are the same in the thickness direction, provided that the layers are adequately bonded together. Cross-banding also imparts dimensional stability to the plywood.
Many plywood panels are 6 mm (1/4 in.) thick; the thinnest measure about 1 mm, and the thickest several centimeters. In addition to house sheathing and siding, much plywood is used in cabinets, billboards, furniture, bookshelves, concrete forms, skins of flush doors, paneling, boxes, in mobile homes and for trailers. Plywood is also used as a component in other engineered wood products like the LVL mentioned earlier.
Oriented strandboard (OSB). OSB is an engineered product from thin wood strands bonded together with a water-resistant resin. The wood strands typically have an aspect ratio (strand length divided by width) of at least 3. Since small trees and crooked stems can be effectively utilized, the raw material cost, compared to product cost, is about 38%. Plywood requires more than double the raw material cost. Lumber requires even more. As a result, OSB has rapidly gained acceptance in the construction market. OSB plant capacities exceed 20 million cubic meters annually; more new plants are being constructed each year.
The typical material flow in an OSB plant provides very high conversion efficiencies. Any “waste” is used for fuel for the manufacturing process. Logs are debarked, heated in hot water, cut into short lengths, flaked into wafers or strands using knives. The strands are dried in large drum driers, coated with adhesive, and assembled into a thick mat. The strands in the mat are oriented to provide parallel strands in the various layers in the mat. The mat is compressed and heated, and cut to size. By controlling the panel density, the amount of adhesive, and the strand orientation, a panel can be designed and produced with properties that meet the engineering needs of the building designer and engineer [2].
If lumber were used to do to the same job as OSB, an excess of eight billion more board feet of lumber would be needed annually, and this lumber would have to come from larger, higher quality, more expensive trees. It is easy to understand why OSB is considered as the wood product of future in the construction business.
Similarly, the LVL, PSL, and LSL, and OSL are also rapidly moving into the market as engineered wood products [26, 27].
Particleboard. Particleboards are composed of discrete particles of wood bonded together by a synthetic resin adhesive, most commonly urea-formaldehyde or phenol-formaldehyde. The material is consolidated and the resin cured under heat and pressure. The strength of the product depends mainly upon the adhesive, although the size and shape of the particles influence strength properties. They may be fine slivers, coarse slivers, planar shavings, shreds, or flakes, and they are divided into two main groups: (1) hammer-mill-produced particles (slivers and splinters from solid wood residues, feather-like wisps to block-shaped pieces from planar shavings) and (2) cutter-type particles, sometimes termed “engineered” particles (flakes and shreds).
Hammer-milled particles usually vary appreciably in size. Dry raw material produces greater amounts of fines than green wood. Cutting machines (either cylinder-type or rotating-disc-type) give more uniform particles, with the length dimension in the direction of the grain of the wood. The thickness, size, and shape of particles influence the strength of the board. Boards made from sawdust have the lowest strength properties, hammer-milled particles give boards of intermediate strength, and solid wood, cut to flakes, gives boards of highest strength. The latter often are referred to as wafer boards.
Particleboards may be made in a wide range of densities. Low-density or insulating types are a comparatively recent development in Central Europe, whereas the high-density-hardboard types are a U.S. development. Most particleboard production is in the middle-density range.
Particleboards most commonly are used as core stock for veneer in furniture and in doors, as interior panels for walls and ceilings, as subflooring, as sheathing and siding, and as components in interior millwork. The dense types are used in the same way as fiberboard hardboard, described earlier. Both dense particleboards and hardboards, after receiving a surface coating, may be printed with decorative designs.
Particleboard production has increased rapidly, both in the United States and worldwide. Until recently the most significant limitation on the market for particleboard was the availability of inexpensive plywood. Now plywood is no longer inexpensive relative to particleboard, and the cost factor would seem to favor continued growth of the particleboard industry.
Fiberboard. Fiberboard is the name for rigid or semirigid sheet materials of widely varying densities and thicknesses manufactured from wood or other vegetable fibers. The board is formed by the felting of the fibers from a water slurry or an air suspension to produce a mat. Bonding agents may be incorporated to increase the strength, and other materials may be added to give special properties, such as resistance to moisture, fire, or decay.
Fiberboards are manufactured primarily for panels, insulation, and cover materials in buildings and other structures where flat sheets of moderate strength and/or insulating capacity are required. They also are used as components in doors, cupboards, cabinets, furniture, and mill work. Fiberboard is normally classified by density and can be made by either dry or wet processes.
Dry processes are applicable to boards with high density (hardboard) and medium density (MDF). Wet processes are applicable to both high-density hardboard and low-density cellulosic fiberboard. These products are manufactured for many specific uses, and they vary accordingly.
The dry-process fiberboard is made in a similar fashion to the formation of particleboard. In general, the resin and other additives are applied to the fibers by spraying in a blender or refiner. The adhesive-coated fibers are then air-laid into a mat followed by pressing.
The wet-process hardboard differs from the dry-process fiberboard in several ways. First, water is used as the fiber distribution medium for the mat formation. The technology is really an extension of papermaking process. Second, some wet-process boards are made without additional binders, as the hemicelluloses and lignin present may serve as the binder. Also, under heat and pressure, the lignin will further serve as a thermosetting adhesive. Thus, refining plays a significant role in developing the strength of the wet-process hardboards.
For making the cellulosic fiberboard, the process is similar to the papermaking technology. It does not require a binder as in the wet-process hard board. After drying, the board may be treated for specific applications. Cellulosic fiberboard products include sound-deadening board, insulation boards, structural and nonstructural sheathings, backer board, and roof decking in various thicknesses.
Wood-Polymer Composites
The wood-polymer composites (WPC) represent a class of composites containing a wood and a polymer component [25, 28, 29]. The wood element is usually a flour or fiber. Among others, the plastic polymers are of special significance and consist of two major types (thermoset and thermoplastic). The thermoset polymers are the plastics and once cured cannot be remelted by heating. These include the phenolic resin used as adhesive in making the wood-based composites discussed earlier. In contrast, the thermoplastics can be melted repeatedly and are used in making many diverse commercial products ranging from milk jugs, grocery bags to the siding for homes. The production of these wood thermoplastic composites is one of the fast growing segments of the wood industry.
Wood elements. Wood flour is the most commonly used in the WPC application and contains mainly very short fiber bundles. It can be produced from any woody materials including scrap wood from various processing plants (planer shavings, chips, and sawdust). In case of using wood fibers, they can be produced by a variety of pulping methods (Table 28.4) depending on the desired quality of the WPC. Fibers can be used instead of flour and serve as reinforcement of the matrix. They enhance the mechanical property but fibers are more difficult to handle due to the low bulk density. More intensive mixing and the use of special feeding equipment may be necessary to handle longer fibers.
Thermoplastic polymers. Due to the low thermal stability of wood flour, the plastics that can be processed at temperatures below 200°C are commonly used in the WPC. These polymers include the polyethylene (PE), polypropylene (PP), polystyrene (PS), and polyvinyl chloride (PVC) and the PE is wildly used in North America.
Wood-thermoplastic composites (WTC). WTC has two types based on the relative proportion of wood elements and polymers [25]. The first type has a high thermoplastic content (>60%) and the wood element serves as reinforcement of the plastic matrix or filler. In another type, the thermoplastic serves as a binder for the wood elements much like the conventional wood-based composites.
The bulk of commercial WTC products have a high thermoplastic content. A variety of WTC products are manufactured by varying the forming processes. The most common types of product-forming involve forcing molten material through a die (sheet or profile extrusion) or into a cold mold (injection molding); or pressing in calendars (calendering) or between mold halves (thermoforming and compression molding). A profile extrusion yields products such as decking, siding, railings, and window profiles. An injection-molded process produces the consumer household goods and furniture parts, which are gaining acceptance.
Also, a major application of the molded products would be for interior uses in automobiles, such as head liners, door panels, and dashboards. Although this is a low-cost and low-performance application, it represents a very large-volume market. Indeed, wood is already utilized in applications of this type, but as a finely ground flour that serves as filler (up to 40%) in extrusion-molded polyolefin products. The use of recycled fiber offers the potential of even greater cost reductions and could also alleviate the solid waste disposable problems.
Modified Wood
Wood has a number of disadvantageous properties, as described earlier in this chapter. It is biodegradable, flammable, dimensionally unstable to water, and degradable by ultraviolet light, acids, and bases. There has been a considerable amount of research expended over the years to correct these defective properties for both solid wood and reconstituted wood products.
Heat treatments. A wood product of improved dimensional stability can be produced by heat treatment of wood at temperatures varying from 150 to 320°C [30]. For good temperature control and avoiding the strength loss, a heat treatment is performed under the surface of molten metal or a fused salt for exclusion of oxygen. The modified wood product is referred as Staybwood in United States or Thermonwood in Finland. The heat treatment causes the loss of water followed by modification and degradation of the wood components, especially the hemicelluloses. The wood could become brittle from an extensive heat treatment.
Polyethylene glycol treatment (PEG). Treatment of wood with polyethylene glycol (PEG) is the most commonly used method to impart dimensional stability to wood. PEG in a water solution can be used to permeate the lumens and penetrate the cell wall. A 30–50% solution of PEG in water generally is used on green wood; no pressure is required. Treatment times are adjusted so that a uniform uptake of 25–30% of PEG is achieved, based on the dry weight of the wood; temperatures range from 21 to 60°C. The wood may require weeks of soaking, depending on species, density, and thickness. After treatment, the wood is dried in a well-ventilated space, preferably heated.
The PEG is not “fixed” or cured in the wood, and it leaches out if the wood contacts water. For this reason, PEG-treated wood usually is finished with a penetrating oil or polyurethane varnish. PEG is used primarily to treat cross-sections of trees for plaques, clock faces, and tabletops. It also is used to stabilize bowls and other turnings, carvings, and rifle stocks, and to treat archaeological water-logged wood.
Resin impregnation. Resin impregnation can be used to add bulking agents to the wood cell wall. These resins have a low degree of polymerization, or the monomers are polymerized after impregnation. The best fiber-penetrating thermosetting resins are the highly water-soluble, phenol formaldehyde resin-forming systems with low initial molecular weights. Green or dry veneers usually are treated by soaking or pressure treatment with a water-soluble resin in a 30% aqueous solution. Following impregnation, the wood is dried slowly and then heated at about 150°C for 20 min to set the resin.
Similarly, laminates of treated wood are constructed by gluing the individual sheets together. This product, called Impreg, contains 25–35% resin and has a density about 20% higher than the original wood and an antishrink efficiency (ASE) of about 65%. As with PEG, the water-soluble resin penetrates the cell wall and keeps the wood in a swollen state. Unlike PEG, the phenol formaldehyde resin is cured by heating to form a high-molecular-weight, water-insoluble resin in the cell wall. Thus, Impreg can be used in contact with water. Its compressive strength is higher than that of untreated wood, but it has much less toughness. It shows considerable resistance to decay and termite and marine-borer attack.
Treating of wood with phenolic resins imparts high acid resistance, greatly increases the temperature to which wood can be heated without appreciable change in properties, and increases electrical resistance. The largest industrial application of Impreg is in die molds for automobile body parts and other uses. Despite its high cost, the dimensional stability and plasticity of Impreg make it commercially viable.
Compreg. Compreg is a highly dense product obtained by applying pressure to dry, resin-treated veneers during heat cure. It offers most of the advantages of Impreg. Its mechanical properties are appreciably better than those of the original uncompressed wood because of a 2–3-fold increase in density (1,350 kg/m3). The strength properties of Compreg are increased in proportion to the degree of compression. Only its toughness is lower than that of untreated wood, although greater than that of Impreg. Because of the plasticizing action of the resin-forming materials, treated wood can be compressed under considerably lower pressures than dry, untreated wood. For example, when subjected to a pressure of only 1.7 MPa (244 psi) at 149°C, treated spruce, cottonwood, and aspen wood, dried to a moisture content of about 6% but not cured, are compressed to about half the original thickness and a specific gravity of about 1.0.
In a 24-h water-soaking test, Compreg has an ASE value of 95%. The rate of water pickup is so slow that complete swelling equilibrium of a 13-mm specimen is not reached after 1 year at room temperature. The product is brown and can be buffed to a high polish. Compreg is produced commercially in small quantities and is used for knife handles, gears, certain musical instruments, and decorative articles.
Vinyl polymer composites. Composites of wood with vinyl polymers have been developed. Because the vinyl polymers are clear, colorless, thermoplastic materials, they do not significantly discolor the wood; thus its natural beauty is retained, whereas the phenolic resins darken the wood. However, the hygroscopic characteristics of the wood substance are unaffected because little, if any, resin penetrates the cell walls; the ASE is only about 10–15%. The high resin content (70–100%) greatly reduces the normally high void volume of wood, however. Thus, the elimination of this important pathway for vapor diffusion slows down the response of the wood substance to changes in relative humidity, and its moisture resistance is greatly improved compared with the original wood. The hardness of the wood–plastic composite also is greatly improved.
A variety of vinyl monomers, such as methyl methacrylate and styrene, may be used. Complete filling of the cell lumens and other voids (in the “full-cell process”) is easily accomplished by first subjecting the wood to a partial vacuum (about 0.3 in. of Hg) and then covering it with the monomer and soaking it for 2–6 h, depending upon the species of wood and its dimensions. Some penetration of the monomer into the cell walls also may be obtained by using a diffusion process, such as a solvent-exchange method.
Polymerization of the vinyl monomer in the wood may be done with either radiation or free radical catalysts. The polymerization of the vinyl monomers in both processes depends upon the same mechanism, that is, initiation by free radicals. In the radiation process, the gamma rays passing through the monomer and the woody tissue create a large number of excited and ionized molecules, many of which break into fragments, namely organic free radicals (R−). These act as the initiator for the polymerization of an unsaturated monomer. Alternatively, the free radicals may be formed by thermal decomposition of compounds involving a weak bond. Commercially, the catalyst 2,2′-azobis-isobutyronitrile now is most widely used, as it forms free radicals at a lower temperature than benzoyl peroxide [31].
If the end use of the wood–polymer composite requires an abrasive (sanding) or cutting process that brings about high temperatures, the thermoplastic polymer will melt, causing machining difficulties. To prevent such melting, a cross-linking substance such as diethylene glycol dimethacrylate is added to the monomer before impregnation into the wood (about 5% of the volume of the monomer). Wood–plastic materials are used in parquet flooring, certain sporting equipment, musical instruments, and decorative articles.
Chemical modifications. Wood also can be modified by chemical reactions directly with the hydroxyl groups present in wood polymer. This treatment confers bulk to the cell wall with the help of a permanently bonded chemical. Many reactive chemicals have been used to modify wood. For best results, the chemicals should be capable of reacting with the wood hydroxyl groups under neutral or mildly alkaline conditions at temperatures below 120°C. The chemical system should be simple and must be capable of swelling the wood structure to facilitate penetration. The complete molecule must react quickly with wood components, yielding stable chemical bonds; the treated wood still must possess the desirable properties of untreated wood.
The treatments of wood [32] with anhydrides, epoxides, and isocyanates appear to be most attractive conferring ASE values of 60–75% at chemical weight gains of 20–30%. These chemical reactions as illustrated in Fig. 28.34 induced the formation of stable chemical linkages with the hydroxyl groups of wood polymers.

Chemical modification of wood based on the reactions of hydroxyl groups
Of several anhydrides studied, acetic anhydride reacted the most readily. Reactions were carried out by refluxing the wood in a xylene/acetic anhydride solution or with acetic anhydride vapors alone at 120°C. With this system, for each mole of acetate bonded onto the wood a mole of acetic acid is generated as a by-product. Although this by-product generation is a disadvantage of the process, the chemical system does penetrate and react quickly with wood, without a catalyst. It is not so sensitive to moisture as are the epoxide and isocyanate systems.
A very facile dip acetylation procedure was developed for wood chips and fibers. The wood is dried at 105°C and then dipped in acetic anhydride for 1 min and drained. Then the sample is placed in a preheated (120°C) reactor for different lengths of time, depending on the degree of substitution of acetyl groups desired in the sample [33]. The swelling of aspen flakeboard made from such chemically modified flakes is dramatically reduced. For example, while unmodified flake board swelled by over 60% after immersion in water for 5 days, the modified material swelled by only about 8–22%, depending on the extent of chemical modification.
Acetylated wood [30] is now a commercial product being sold by Titanwood in Amhem, The Netherlands. It is under the name of Accoya and available in several species of wood in Europe, North America, and Asia.
Preservative Treatment of Wood
Wood, as a natural plant tissue, is subject to attack by fungi, insects, and marine borers. Some species of wood are more resistant to decay than others (e.g., the heartwood of cedars, cypress, and redwood) because of the presence of natural toxic substances among the extractable components. Most woods, however, are rapidly attacked when used in contact with soil or water, or when exposed to high relative humidities without adequate air circulation. Wood for such service conditions requires chemical treatment with toxic chemicals, collectively termed wood preservatives. The service life of wood may be increased 5–15-fold, depending upon the conditions of preservative treatment and the nature of the service.
The preservative treatment of wood is the second largest chemical wood-processing industry; pulp and paper manufacture is the most important. The more important types of wood products treated are shown in Fig. 28.35.

Relative distribution of products treated with preservative
Preservative Chemicals
Owing to their toxic nature, all the commercial wood preservatives presently used in the United States are effective in preventing attack by microorganisms. However, because of concern that these chemicals will have a deleterious effect on the environment, alternative methods based on nontoxic procedures also are being investigated. These nonconventional approaches are based on chemical modification, and are described briefly at the end of this section. Wood preservatives are often classified as the oil-borne and water-borne preservatives [34].
Oil-borne type. Major preservatives of this type are creosote and pentachlorophenol. Creosote from coal tar is the most widely used wood preservative for several reasons: (1) it is highly toxic to wood-destroying organisms; (2) it has a high degree of permanence due to its relative insolubility in water and its low volatility; (3) it is easily applied, with deep penetration easily obtained; and (4) it is relatively cheap and widely available. For general outdoor service in structural timbers, poles, posts, piling, and mine props, and for marine uses, coal-tar creosote is the best and most important preservative. Because of its odor, dark color, and the fact that creosote-treated wood usually cannot be painted, creosote is unsuitable for finished lumber and for interior use.
Coal-tar creosote is a mixture of aromatic hydrocarbons containing appreciable amounts of tar acids and bases (up to about 5% of each), and has a boiling range between 200 and 355°C. The important hydrocarbons present include fluorene, anthracene, phenanthrene, and some naphthalene. The tar acids are mainly phenols, creosols, xylenols, and naphthols; the tar bases consist of pyridines, quinolines, and acridines.
Often coal tar or petroleum oil is mixed with the coal-tar creosote, in amounts up to 50%, as a means of lowering preservative costs. Because coal tar and petroleum have a low toxicity, their mixtures with creosote are less toxic than is creosote alone.
A number of phenols, especially chlorinated phenols and certain metal–organic compounds, such as copper naphthenate and phenylmercury oleate, are effective preservatives. Pentachlorophenol and copper naphthenate are most commonly used, and are carried into the wood in 1–5% solutions in petroleum oil. Pentachlorophenol is colorless, and can be applied in clear volatile mineral oils to mill-work and window sash requiring a clean, nonswelling, and paintable treatment.
Water-borne type. Copper is the primary biocide used in many wood preservative formulations. Chromated copper arsenate (CCA) and ammoniacal copper zinc arsenate (ACZA) had been the two major waterborne preservatives used in the United States, especially when cleanliness and paintability of the treated wood are required. Wood treated with CCA (commonly called green treated) dominated the treated-wood market from the late 1970s until 2004. Due to concerns over the exposure and disposal issues of CCA, now, CCA-treated products are generally not available at retail lumber yards. It can no longer be used for treatment of lumber to be used in residential decks or playground equipment. Substitutes for CCA include a copper boronazole compound and ammoniacal copper quat (ACQ). Those preservatives contain amine- or ammonia-complexed alkaline copper (II) and an organic co-biocide to control copper-tolerant fungi.
Preservation Process
Two methods are generally used for applying preservatives to wood: nonpressure and pressure processes. A variety of nonpressure processes have been used ranging from brushing, soaking to a thermal or vacuum process. The pressure process being more effective is commonly used in industrial applications. It consists of a full-cell process (Bethell) and an empty-cell process (Rueping and Lowry). They give deeper penetrations and more positive results than any of the nonpressure methods. The wood, on steel cars, is run into a long horizontal cylinder, which is closed and filled with preservative. Pressure is applied, forcing the preservative into the wood.
Nonpressure process. Brush and spray treatments usually give only limited protection because the penetration or depth of capillary absorption is slight. Dip treatments give slightly better protection. Organic chemicals dissolved in clear petroleum solvents often are applied to window sash and similar products by a dip treatment of 1–3 min.
The cold soaking of seasoned wood in low-viscosity preservative oil for several hours or days and the steeping of green or seasoned wood in waterborne preservatives for several days are methods sometimes employed for posts, lumber, and timbers on a limited basis. The diffusion process employs the water-borne preservatives that will diffuse out of the treating solution into the water in green or wet wood.
The most effective of the nonpressure processes is the thermal method of applying coal-tar creosote or other oil-soluble preservatives, such as pentachlorophenol solution. The wood is heated in the preservative liquid in an open tank for several hours, after which it is quickly submerged in cold preservative in which it is allowed to remain for several hours. This is accomplished either by transferring the wood at the proper time from the hot tank to the cold tank or by draining the hot preservative and quickly refilling the tank with cooler preservative. During the hot treatment, the air in the wood expands, and some is expelled. Heating also lowers the viscosity of the preservative so that there is better penetration. When the cooling takes place, the remaining air in the wood contracts, creating a partial vacuum that draws the preservative into the wood. For coal-tar creosote, the hot bath is at 210–235°F, and the cold bath at about 100°F. This temperature is required to keep the preservative fluid.
The hot- and cold-bath process is widely used for treating poles and, to a lesser extent, for fence posts, lumber, and timbers. This process gives the most effective results of the common nonpressure processes, which most nearly approach those obtained by the pressure processes.
The vacuum processes involve putting the wood under a vacuum to draw out part of the air. The wood may be subjected to a vacuum alone or to steaming and a vacuum before being submerged in a cold preservative. These methods are used to a limited extent in the treatment of lumber, timber, and millwork.
Pressure process. In commercial practice, wood is most often treated by immersing it in a preservative in a high-pressure apparatus and applying pressure to drive the preservative into the wood. Pressure processes differ in details, but the general principle is the same.
The empty-cell process seeks deep penetration with a relatively low net retention of preservative by forcing out the bulk liquid in the wood cells, leaving the internal capillary structure coated with preservative. The preservative liquid is forced under pressure into the wood, containing either its normal air content (Lowry process) or an excess of air, by first subjecting the wood to air pressure before applying the preservative under pressure (Rueping process). In the former case, the preservative is put in the cylinder containing the wood at atmospheric pressure, and, in the latter case, under air pressure of 25–100 psi. After the wood has been subjected to the hot preservative (about 190–200°F) under pressure (100–200 psi in the Lowry process and 150–200 psi in the Rueping process) and the pressure has been released, the back pressure of the compressed air in the wood forces out the free liquid from the wood. As much as 20–60% of the injected preservative may be recovered, yet good depth of penetration of the preservative is achieved.
The full-cell process seeks to fill the cell lumens of the wood with the preservative liquid, giving retention of a maximum quantity of preservative. The wood in the cylinder first is subjected to a vacuum of not less than 22 in. Hg for 15–60 min, to remove as much air as possible from the wood. The cylinder then is filled with hot treating liquid without admitting air. The maximum temperature for creosote and its solutions is 210°F, and for water-borne preservatives it is 120–150°F, depending upon the preservative. Then, the liquid is placed under a pressure of 125–200 psi, and the temperature and pressure are maintained for the desired length of time, usually several hours. After the liquid is drawn from the cylinder, a short vacuum is applied to free the charge of surface-dripping preservative.
Preservative Retention
Retention of preservative is generally specified in terms of the weight of preservative per cubic foot of wood, based on the total weight of preservative retained and the total volume of wood treated in a charge. Penetration and retention vary widely between different species of wood, as well as with woods of the same species grown in different areas. In most species, heartwood is much more difficult to penetrate than sapwood. Also, within each annual growth ring there is variability in penetration, the earlywood generally being more easily treated than the latewood.
The American Wood-Preservers’ Association Standards specify methods of analysis to determine penetration and retention. They also specify minimum retention amounts for different preservatives according to the commodity, the species, the pretreatment of the wood, such as kiln drying, and the end use of the commodity. Heavier retention is required for products in contact with the ground (poles, timbers, etc.) or with marine waters (piles, timbers, etc.). Unprotected wood in contact with the ground is subject to severe attack by fungi and insects, and, in contact with seawater, it is quickly destroyed by marine borers. For wood products to be used in contact with the ground or marine waters, creosote is the major preservative employed because it can be readily impregnated to give high retention and good protection, and it is not leached out by water.
Increasing environmental regulations are causing greater restrictions on the use of traditional wood preservatives and alternate, nonpolluting methods are urgently needed. The use of CCA to treat wood for residential structures was phased out at the end of 2003. Arsenic, a carcinogen, imparts resistance to rot and termite damage, but there are concerns that it leaches from wood and exposes children. This forces the industry to develop more environmentally friendly preservatives [35].
Nonconventional Wood Preservation
The chemical modification of wood as a possible preservative treatment for wood is based on the theory that enzymes (like cellulases) must contact directly with the substrate (cellulose), and this substrate must have a specific configuration. If the chemical nature of cellulosic substrate is changed, this highly selective enzymatic reaction cannot take place. A major modification process is to change the hydrophilic nature of wood, which can be achieved by a thermal or chemical process as indicated earlier. In most cases, water a necessity for decay organisms is excluded from biological sites.
The chemicals used for modification need not be toxic to the organism because their action renders the substrate unrecognizable as a food source to support microbial growth. For wood preservation, this means that it is possible to treat wood in such a manner that attack by wood-destroying fungi will be prevented, and the material will be safe for humans to handle. For applications of wood in which human contact is essential and nontoxic preservatives may well be specified or required in the future. An added benefit to most of the chemically modified woods is that the resulting bulking action gives the treated wood very good dimensional stability.
A key chemical modification of wood involves the reaction of their hydroxyl groups with chemical reagents to form a covalent bond between the two (Fig. 28.34) as discussed earlier related to the dimensional stability treatments. A review on this subject shows that treatments with acetic anhydride, dimethyl sulfate, acrylonitrile, butylene oxide, phenyl isocyanate, and propiolactone all give good rot resistance at a 17–25 weight percent gain (WPG) [36]. The decay resistance of acetylated wood is proportional to the WPG, and the degree of dimensional stability also is proportional to the WPG; so the exclusion of cell wall or biological water may be a very important factor in the decay resistance mechanism [37].
In preliminary tests, alkylene oxide-treated southern pine was found to be resistant to termite attack and attack from the marine borers Teredo (shipworm) and Limnoria.
In conclusion, the modification of wood by heat treatments or by chemical reactions using acetic anhydride results in treated wood that is dimensionally stable and resistant to attack by fungi without the use of toxic chemicals [30]. The high chemical treatment level required for effectiveness may result in a rather expensive treatment. However, for those products where both the Rot resistance and dimensional stability are important, the present state of the technology is close to a viable industrial process as reflected in the commercial production of acetylated wood [30].
Fire-Retardant Treatment of Wood
The Romans first treated wood for fire retardancy in the first century ad. They used solutions of alum and vinegar to protect their boats against fire. In 1820, Gay-Lussac advocated the use of ammonium phosphates and borax for treating cellulosic material. Many of the promising inorganic chemicals used to day were identified between 1800 and 1870. Since then, the development of fire retardants for wood has accelerated. Commercially treated wood became available after the U.S. Navy (1895) specified its use in ship construction, and New York City (1899) required its use in buildings over 12 stories tall. Production reached over 65 million board feet in 1943, but by 1964 only 32 million board feet was treated annually [38].
However, starting in 1979 changes were made in some building codes that allowed structural changes if fire-retardant (FR) treated wood was used in place of untreated plywood for roof sheathing. The structural changes resulted in sufficient savings such that FR-treated wood was utilized more extensively. Also the use of FR-treated plywood was mandated at other specific sites such as prisons.
Fire-retardant treatments for wood can be grouped into two general classes: (1) those impregnated into the wood or incorporated into wood composite products and (2) those applied as paint or surface coatings [39]. Chemical impregnation has the greater use, primarily for new materials, whereas coatings have been limited primarily to materials in existing constructions. There are advantages and disadvantages to each class. Coatings are applied easily, and they are economical. Chemical impregnation usually involves full-cell pressure treatment and can be costly.
A coating is subject to abrasion or wear that can destroy the effectiveness of the fire retardant. Chemical impregnations deposit the fire retardant within the wood, so that if the surface is abraded, chemicals are still present. On-site application of surface coatings requires strict control of the amount applied to ensure correct loading levels for a particular flame spread rating.
Both coating and impregnation systems are based on the same chemical compounds although the formulations for each vary. Among the most commonly used chemicals for impregnation treatments are diammonium phosphate, ammonium sulfate, borax, boric acid, zinc chloride, and most recently the leach-resistant amino-resin systems.
The fire-retardant chemicals have different characteristics with respect to fire resistance. Ammonium phosphate, for example, is effective in checking both flaming and glowing; borax is good in checking flaming but is not a satisfactory glow retardant. Boric acid is excellent in stopping glow but not so effective in retarding flaming. Because of these different characteristics, mixtures of chemicals usually are employed in treating formulations.
Fire-Retardant Formulations
Many chemicals have been evaluated for their effectiveness as FRs. Today most FRs for wood are based on phosphorus, nitrogen, boron, aluminum trihydrate, and a few other compounds. Phosphorus and nitrogen frequently are used together because they behave synergistically; amino-resins are an example of such a combination.
Most FR formulations are not resistant to leaching by water. Therefore, there have been increased efforts to develop leach-resistant chemicals that can be impregnated into wood products for use in exterior or high-humidity applications. Some of the proposed leach-resistant systems include chemical combinations that form insoluble complexes, amino-resin systems, and monomers that polymerize in the wood. A common amino-resin system for exterior use is dicyandiamidephosphoric acid formaldehyde. Guanylurea phosphate-boric acid also is a commonly used organic phosphate salt for modern commercial FR wood.
The American Wood-Preservers’ Association Standards specified the four types of FR formulations given in Table 28.10. Many newer formulations have been developed by commercial enterprises and are proprietary.
The impregnation methods are similar to those employed for the preservative treatment of wood by water-borne salts using pressure processes. The maximum temperature of the solution must not exceed 140°F for formulation Types A, B, and D, and must not be above 160°F for Type C. After treatment, the wood must be dried to a moisture content of 19% or less. For most uses, the wood is kiln-dried to a moisture content of below 10%.
For effective fire protection larger amounts of chemicals must be deposited in the wood than the amounts necessary when water-borne chemicals are used for decay prevention. Whereas for the water-soluble toxic salts retentions from 0.22 to 1.00 lb/ft3 of wood are specified according to commodity standards in order to give good protection against decay and insects, as much as 5–6 lb of some fire retardants may be required for a high degree of effectiveness against fire. Usually, however smaller amounts will give a good degree of protection. For example, formulation Type B when impregnated in amounts of 1.5–3 lb/ft3 of wood provides a combined protection against fire, decay, and insects. Because the amino-resin systems are leach-resistant, high application levels are not necessary in practice.
Fire retardancy of wood involves a complex series of simultaneous chemical reactions, the products of which take part in subsequent reactions. Most FRs used for wood increase the dehydration reactions that occur during thermal degradation so that more char and fewer combustible volatiles are produced. The mechanism by which this happens depends on the particular FR and the thermal–physical environment. The effectiveness of a FR treatment depends upon the performance rating of the treated material when tested in accordance with ASTM E84 (no greater flame spread than 25).
Conversion of Wood to Energy, Fuels, and Chemicals
Wood has been a source of energy and chemicals for hundreds of years and continues to be an important raw material for specific chemicals. The use of wood as a primary source of industrial chemicals decreased dramatically in the 1940s when oil became the preferred raw material. Current interest in wood-derived fuels and chemicals has been rekindled by an increasing demand of energy and the soaring prices of petroleum products. This current biorefinery development is sustainable and also would help to reduce our dependence on fossil fuels and the greenhouse gas emission to the environment. The term “silvi-chemicals” sometimes is used to refer to wood-derived chemicals analogous to petrochemicals.
One of the recent developments in wood-based biorefinery is on the preextraction of hemicelluloses from wood as this would greatly enhance the overall utilization of wood [4]. The conversion of wood to energy or chemicals in general involves a chemical, biological, thermal, or a combined process. The specific process used varies with the nature of intended product. In this section, the improved wood utilization by preextraction of hemicelluloses, direct combustion, saccharification, fermentation, and a variety of thermal decomposition process (carbonization, pyrolysis, gasification, and liquefaction) is discussed to reflect their recent developments [40, 41].
Improved Wood Utilization by Pre-extraction of Hemicelluloses
The paper industry as noted earlier represents the largest scale in the isolation of wood polysaccharides as papermaking fibers. In the production of pulp fibers for making stable white papers, the lignin component has to be totally removed by a series of pulping and bleaching operations. Although the dominant kraft pulping is an effective process in the sense of being able to pulp all kind of plant materials, it is not an efficient operation, as approximately one third of the polysaccharides are degraded and lost resulting from the alkaline degradation reactions (Fig. 28.23).
Naturally, many wood-based biorefinery projects have emphasized on the extraction and isolation of those hemicelluloses [4, 42–45], which otherwise would be degraded in a typical kraft cooking process. The extraction methods examined ranged from a hot-water (auto-hydrolysis) extraction to a mild alkali treatment. The extent of the hemicellulose extraction would vary with the intent to utilize those extracted chips for the production of papermaking fibers or solid wood products like wood pellets.
A technology based on the hot-water extraction of sugar maple in the 160–170°C range has been extensively studied with respect to the characteristics and potential application of the water extracts and the extracted chips [4, 42, 45]. For example, the sugar components of water extracts after hydrolysis were shown being very responsive to fermentation for the production of biofuels (ethanol and butanol) or biopolymers like polyhydroxy-alkanoates (PHA). The extracted chips can be used for the production of papermaking fibers or reconstituted wood products with improved properties. Interestingly, the water extraction step significantly enhanced the subsequent alkaline (Kraft) delignification reaction [45].
Direct Combustion
The concept of using wood as a source of energy through direct combustion dates back to the very beginning of human existence. As soon as early people learned to use fire, wood became the major source of energy. It is important to note that fuel is still the major use of wood on a worldwide basis, amounting to an estimated 1.2 × 109 m3/year compared with 0.8 × 109 m3/year for lumber and other solid wood products, 0.34 × 109 m3/year for pulp, and 0.2 × 109 m3/year for other uses. Thus, on a global basis, nearly 50% of the wood harvest is used directly for fuel. In many nonindustrialized countries, fuel amounts to 80–90% of total wood consumption, compared with an average of 7% for industrialized regions.
The average stored energy content of wood is 8,600 BTU/lb. Variations in heat values for wood as a function of species occur within a relatively narrow range of 8,000–10,000 BTU/lb. Bark values are slightly higher than wood values, about 10,000 BTU/lb.
The greater the oxygen content of a carbon compound or carbonaceous substance, the lower the heat of combustion. Lignin, with an elemental analysis of C10H11O2 compared with C6H10O5 for cellulose, has a lower degree of oxidation and a higher heat of combustion than cellulose. The fossil fuels that have very low or no oxygen content have much higher energy contents, for example 12,000–13,500 BTU/lb for coal, 18,000–19,900 BTU/lb for oil, and 18,550 BTU/lb for natural gas.
Wood and other biomass materials are hygroscopic and retain substantial amounts of moisture (15–60%). Hence, some of the thermal energy of the wood is lost in vaporizing this water to steam during combustion. In addition, wood has a lower density than coal, so that a greater volume of material must be gathered and transported to provide the same heating value as that of coal. Wood has a negligible sulfur content, less than 0.1% compared with much larger amounts in coal (avg. 2%) and petroleum. Sulfur from coal and petroleum creates serious environmental problems by causing acid rain. Also, ash from coal presents a disposal problem and creates unhealthy fly ash, whereas the ash content of wood is less than 0.5%. The only environmental hazard produced from burning wood as a fuel is the production of particulates.
Most wood and wood-derived materials (spent pulping liquors) that are used for energy are consumed by the forest products industry itself. The source of this fuel is almost entirely in the wood-processing and manufacturing operations, termed “manufacturing residuals” or “mill residues.” Forest residues from logging operations and the noncommercial trees in the forest also are utilized for fuels.
Wood wastes supply the forest products industry with roughly 40–50% of the energy requirements in the form of spent liquors and wood and bark residues. The spent pulping liquor contains 40–50% of the wood as dissolved lignin and a large variety of other organic compounds. The spent liquor is used almost totally, after evaporation to about 65% solids, to produce steam and to recover the inorganic chemicals used in the pulping operation. The Tomlinson furnace is used almost universally and is the most efficient system for combined energy and chemical recovery yet devised.
The mixed wood and bark residues burned directly are collectively termed “hog fuel.” Over the past decade, there has been a trend to channel more and more of the cleaner, drier, and larger-sized mill residues into raw materials for products. The coarse wood residues (slabs, trim, edgings, etc.) are chipped and sent to pulp mills. Also, considerable sawdust now is being pulped instead of being burned for fuel. Some of the residues, including shavings, also are used for particleboard. This means that hog fuel contains the less desirable, dirtier, and wetter forms of waste.
Combustion technology. The hog fuel boiler represents the conventional technology of using wood for energy to produce process steam. Modern wood-fuel boilers have traveling grates and use mechanical draft fans. Many are of gigantic size, handling as much as 500,000 lb of wood per hour. Spreader stokes distribute the fuel evenly over the large grate areas to ensure efficient combustion. The ash can be removed continuously with traveling grates. Modern instrumentation meters air flow, controls fuel-to-air ratios, and meters combustion efficiency and stack emissions. With these developments, the energy recovery and environmental acceptability of wood-burning systems have been improved in the forest products industry.
The deterioration of hog fuel quality referred to above makes it more difficult to obtain efficient combustion, high reliability, and low stack emissions simultaneously. To overcome this difficulty, the fuel can be processed before combustion to remove dirt and moisture and produce clean-burning, efficient fuel. This can be done by drying, screening, grinding, washing, and pelletizing or densification of the hog fuel in order to remove noncombustible dirt and moisture, reduce the size of large and slow-burning material, and agglomerate small and fine material.
Size uniformity is important for ease in transportation, storage, and fuel feeding. Dirt and moisture reduction reduces transportation costs, promotes efficient combustion, and minimizes air emissions. Another approach for using low-quality hog fuel is the development of improved combustors. Examples are: (1) the fluidized-bed combustors, which obtain excellent wood combustion at relatively high efficiencies with low-quality, nonuniform fuels; and (2) the pyrolytic burner, which has very low stack emissions with relatively high thermal efficiencies and wood combustion rates.
Present-day wood-fired boiler systems are complicated and cost considerably more than a comparable petroleum-fired installation. As much as 25% of the capital cost is in the fuel-handling equipment, and another 20% is in the air pollution control system. Because of the high capital costs and the lower thermal efficiencies of burning wood compared with oil (68% vs. 82%), the success of the wood-fired systems depends on the low cost of the wood fuel supplies.
The North American forest products industry has been successful in developing useful technologies for the production of energy from wood residues as process heat or steam, which are cost-effective. New technologies promise even greater economic benefits.
Upgrading of solid fuels. To overcome the drawbacks of using the hog fuels as noted earlier, the recent production of densified wood fuels like pellet has been increased quite substantially. The raw materials include shavings and sawdust from sawmills as well as tree branches or low-quality wood. These solid fuel products are uniform in size and quality, and also easy to handle and transport. Wood pellets have a cylindrical form being 6–8 mm in diameter with varying length and are increasingly used in residential heating and industrial operations for generating heat and power. The energy value for 1 t of softwood pellets was estimated to be about 5 MWh, which is equal to 0.5 m3 of oil [40]. Thus, wood pellets appear to be attractive as a good substitute for fossil fuels in many applications.
Cogeneration technology. Cogeneration is the concurrent generation of electricity and the use of exhaust heat, usually in the form of process steam, for manufacturing operations. This is done by burning fuel (in this case, wood) to make high-pressure steam, 600–1,200 lb/in.2, passing this steam through a back-pressure or extraction turbine to drive a generator, and then using the steam exhausted from the turbine at lower pressures, 50–300 lb/in.2, for process heat. This technology gets full use of the energy contained in the fuel. Wood at 55% moisture will generate power at about 60% efficiency.
The forest products industry is a major user of cogeneration technology, as it requires large quantities of process steam as well as electricity. It produces about 50% of its electricity needs in this way. The pulp and paper industry alone is the largest producer of energy by cogeneration of any U.S. industry. Electricity self-sufficiency is likely to increase to 80–90% for forest industries in the future through cogeneration. However, there is a minimum plant size for economical power generation. Steam usage should be more than 70,000–120,000 lb/h, equivalent to 3–5 MW of back pressure, for a plant economically to employ cogeneration systems.
Saccharification
Saccharification represents a key step to convert wood polysaccharides to liquid fuels and other chemicals. It involves the hydrolysis of cellulose and hemicelluloses to a mixture of hexoses (glucose, galactose, and mannose) and pentoses (xylose and arabinose). These monomeric sugars can then be fermented to yield ethyl alcohol (ethanol or grain alcohol, C2H5OH) by proper microorganism in the same way that ethanol is produced from grains or fruits. Obviously the concept of ethanol production from wood is not a new one and the polysaccharide character of wood has been known for over 100 years. A major challenge on the use of wood for the ethanol production as compared to other substrates like sugarcane or corn has been on the difficulties in separating and hydrolyzing the crystalline cellulose component in wood.
The ethanol production from the nonwoody materials is rather straightforward. To cope with the high oil prices, Brazil took the dramatic step of shifting to a much greater use of fuel alcohol produced from the sugars in sugarcane. One wood hydrolysis plant was constructed, but it was uneconomical to operate and was shut down. Since 2002, they have used the gasoline–bioethanol blend (gasohol) for motor fuels. Brazil is now second to the U.S. in the production of bioethanol.
In the United States, the interest in producing alcohols from renewable resources was revitalized by the dramatic increase in the price of petroleum in the 1970s and the push to decrease oil imports by substituting gasohol. Now, all the gasoline at gas pumps contains bioethanol (10%), which is produced largely from corn and the commercial production of cellulosic ethanol may be expected to begin in few years. Bioethanols produced from starchy substrates or sugars in food crops are generally referred as the first generation or noncellulosic ethanol, whereas the second generation ethanol refers to the cellulosic ethanol being derived from the inedible lignocellulosic materials like wood or switch grass.
Both acids and enzymes can be used to hydrolyze the cellulose to glucose, but so far only acids have been utilized commercially for wood hydrolysis to sugars notably in Russia. They continued the expansion of wood hydrolysis facilities, and about 40 such plants are presently in operation. All the Russian plants are based on dilute sulfuric acid in percolation towers. Cellulose being a partially crystalline material is closely associated with other cell wall components (hemicelluloses and lignin) in woody materials and relatively inaccessible to the chemical or enzymatic actions. A key technical challenge is in developing an economically viable saccharification process for cellulose. The characteristics of the acid and the enzymatic hydrolysis process are discussed below.
Acid hydrolysis. The acid hydrolysis of wood polysaccharides is a classic reaction and has been extensively studied related to the sugar formation [46]. Cellulose, the major component of wood, gives over 90% yield of pure glucose under laboratory hydrolysis conditions. Hemicelluloses hydrolyze much more easily and rapidly than the cellulose and give a mixture of sugars (xylose, arabinose, mannose, galactose, and glucose). Temperatures and acid concentrations that hydrolyze the cellulose to glucose in a matter of a few hours readily convert much of the hemicelluloses into simple sugars in minutes. Under industrial conditions of hydrolysis, the sugars formed undergo decomposition, with the pentoses decomposing more rapidly than the hexoses (Fig. 28.36). Thus, the conditions of hydrolysis cause variations in the ratio and yields of the various sugars due to (1) their different rates of formation by hydrolysis and (2) their different rates of decomposition. The sugar degradation products especially the furan-types compounds are the major inhibitors for the subsequent fermentation process.

Acid-catalyzed degradation of sugars: 1 (xylose), 2 (glucose), 3 (2-furaldehyde), 4 (5-hydroxymethyl-2-furaldehyde), and 5 (levulinic acid)
The polysaccharide components of wood (holocellulose) may be hydrolyzed by two general methods: by strong acids, such as 70–72% sulfuric acid or 40–45% hydrochloric acid; or by dilute acids, such as 0.5–2.0% sulfuric acid. The hydrolysis by strong acids proceeds somewhat like a homogeneous system following a first-order reaction, as the cellulose component swells quickly and become soluble as illustrated in Reaction Scheme A (Fig. 28.37).

Reaction schemes for the acid hydrolysis of wood polysaccharides
In dilute-acid hydrolysis, the reactions are heterogeneous and more complex, because no swelling and solubilizing of the cellulose occurs. Cleavage of the insoluble cellulose (B3) gives the low-molecular-weight oligosaccharides (intermediate products), which are then rapidly hydrolyzed to simple sugars as indicated in Scheme B. The Reaction B3 proceeds slowly and is the limiting factor for the whole process.
A variety of industrial processes on the hydrolysis of lignocellulosic materials for the ethanol production have been developed and evaluated over the years. They can be grouped into the concentrated acid and the dilute acid process as briefly discussed in the following.
The concentrated acid process. This process type is based on the concept that concentrated acid is capable to decrystallize the cellulose molecule and this facilitates the subsequent dilute acid hydrolysis. The yield of sugars is quite high being over 90%. Around the World War II period, the Bergius–Rheinau process was developed in Germany and was based on concentrated cold hydrochloric acids conducted at low temperatures. On the other hand, a concentrated sulfuric acid process was further developed by the U.S. Department of Agriculture (USDA) at the Northern Regional Research Laboratory in Peoria and the process is often termed the “Peoria Process.” A similar process was developed in Japan and they commercialized a concentrated sulfuric acid process in 1948.
For the concentrated acid process, the high yield of sugars is offset by higher capital costs for corrosion-resistant equipment and higher operating costs for acid recovery plus acid losses. In the 1980s, considerable efforts to improve the Peoria Process were conducted in U.S. especially at Tennessee Valley Authority (TVA) and at Purdue University. Among others, how to minimize the use of sulfuric acid and the development of a cost-effective recycling of the acid are key factors affecting the economic feasibility of the process.
Also, there is a continued interest in the concentrated hydrochloric process. In 2004, a pilot plant unit was installed in Domsjö, Sweden to evaluate the relative merit of a concentrated hydrochloric acid process (CHAP) [24, 40]. Interestingly, a recent patent indicates that the HCl can be reconverted directly from an aqueous solution by using an immiscible extractant in a hydrocarbon diluent having a boiling above 210°C [47]. This improved process if confirmed would make the Bergius–Rheinau or CHAP process more attractive economically.
The dilute acid process. The Scholler–Tornesch process is a classic example for wood hydrolysis with dilute sulfuric acid conducted in the 170–180°C (338–356°F) range. It was developed originally in Germany and later modified by the research conducted at the U.S. Forest Products Laboratory (FPL) in Madison, Wisconsin. This improved process is also known as the Madison process.
In the Madison process, dilute sulfuric acid with an average concentration of 0.5% is pressed through wood in the form of sawdust and shavings. Regular flow of the acid and of the resulting sugar solution is one of the two principal requirements; the other is a lignin residue that can be discharged from the pressure vessels without manual labor. Both depend upon careful charging of the wood, which should not contain too many very fine particles, and upon maintaining a pressure differential of not more than 5–6 lb/in.2 between the top and the bottom of the digester.
The digesters or percolators are pressure hydrolyzing vessels, commonly employing a pressure of 150 lb/in.2, and having a capacity of 2,000 ft3 each. In the original Scholler plants in Germany, the digesters were lined with lead and acid-proof brick; in the Madison process a lining of “Everdur” metal was found to give sufficient protection.
The wood, about 15 t, is pressed down with steam and then is heated by direct steam, after which the acid is introduced. The practice in Germany was to bring the dilute acid into the digester in several batches, with rest periods of about 30 min, heating the wood to temperatures of 130°C (266°F) at first, then to 180°C (356°F), while keeping the temperature of the entering acid 10–20°C lower. A total of about 14 h was required to exhaust the wood, yielding about 50 lb of carbohydrates for 100 lb of dry wood substance. In the Madison process, continuous flow of the acid, and, correspondingly, of the sugar solution, is provided— in other words, continuous percolation. The cycle is thereby reduced to 6 h, and the yields are increased somewhat. The lignin is blown out of the digester by opening the specially constructed bottom valves while the vessel is still under pressure.
The sugar solutions usually contain about 5% sulfuric acid. The solutions, still under pressure (150 lb/in.2), are flash-evaporated to 35 lb/in.2, neutralized with lime at that pressure, and filtered. Calcium sulfate is much less soluble at the elevated temperature corresponding to the pressure than it is at 100°C. This is a fortunate circumstance, for it must be removed to an extent sufficient to avoid difficulties caused by the formation of incrustations in the subsequent alcohol distillation. The filtered solution is cooled by further flash evaporation and heat exchanged with water to the fermentation temperature. Sugar yields from coniferous woods (softwoods) are about 50% at an average concentration of 5%. When fermented, the average ethyl alcohol yield per ton of drywoods is 50–60 gal and sometimes higher.
The U.S. FPL in cooperation with the TVA had studied a two-stage dilute acid hydrolysis process based in part on studies of Cederquist in Sweden during the 1950s. The first stage (prehydrolysis) selectively removes the hemicellulosic sugars with dilute sulfuric acid at about 170°C prior to hydrolysis of the lignocellulosic residue to glucose in the higher temperature (230°C) second stage. The two-stage dilute acid process has a number of important advantages: (1) the carbohydrates are fractionated into hemicellulosic sugars and glucose, so that the separate utilization of each fraction is facilitated; (2) glucose is isolated in moderately good yield (~50%); (3) the glucose solution from the second stage is moderately concentrated (~10–12%); and (4) the consumption of acid and steam is relatively low.
A detailed model for the dilute acid hydrolysis of cellulose was developed at FPL in connection with studies of the two-stage dilute sulfuric acid hydrolysis process [48]. The model incorporates the effect of the neutralizing capacity of the substrate, the presence of readily hydrolyzable cellulose, and the reversion reactions of glucose in acid solution. Although general in nature, the model was developed specifically for application to the dilute, sulfuric acid hydrolysis of prehydrolyzed wood. A computer program simulating the new model can be used to predict yields of free glucose, reducing sugars, reversion material, remaining cellulose, and glucose loss due to dehydration as a function of acid concentration, temperature, and reaction time.
Also, Sweden has actively engaged in an international development project on the ethanol production from lignocellulosic feedstock [24, 40]. In 2004, a pilot plant was installed in Domsjö to evaluate the relative merits for three different saccharification processes. These include a concentrated hydrochloride acid process (CHAP) conducted at 20–40°C, a dilute acid process termed CASH (Canada-America-Sweden-Hydrolysis), and an enzymatic hydrolysis process. The CASH process includes the use of SO2 and dilute sulfuric acid in two separate stages and appears to be the most promising among the three processes [24]. The pilot plant has the capacity to process 2 t of woody biomass per day to produce about 400 L of ethanol. Interestingly, both the CASH and the FBL-TVA systems share the same process features, as the sugars derived from the easily hydrolyzed hemicelluloses were removed prior to the subsequent hydrolysis of the cellulose component. This two-stage process naturally would minimize the further degradation of the pentoses derived from the hemicelluloses. The overall benefits of these two-stage processes as noted earlier would increase the total sugar production, reduce the formation of inhibitors like furfural (Fig. 28.36), and thus improve the overall fermentation process.
Major concerns of the acid-catalyzed saccharification as noted earlier are the equipment corrosion and the recovery of the acid used. In case of the dilute acid process, the generation of furfural and 5-hydroxyfurfural (Fig. 28.36) is also a major concern, as they are inhibitory to the subsequent fermentation process. Thus, a detoxification step is needed prior to the fermentation process.
Enzymatic hydrolysis. Saccharification of wood polysaccharides to sugars can also be accomplished by enzymatic techniques. In general, a mixture of cellulases containing endoglucanases, exoglucanases, and β-glucosidases was used to hydrolyze the cellulose [49, 50], whereas hemicellulases are used for the hemicellulose hydrolysis [51]. Important cellulolytic enzymes are produced from the fungus Trichoderma reesi. Enzymatic hydrolysis can be conducted as such or combined together with fermentation as a single process. The latter simultaneous saccharification and fermentation (SSF) process would greatly facilitate the ethanol production process [51, 52]. However, the most common microorganism used for the fermentation of hydrolyzates from the lignocellulosic substrates is Saccharomyces cerevisiae, which ferments the hexoses but not the pentoses.
The enzymatic hydrolysis as compared to acid hydrolysis has the advantages of being conducted under milder conditions with temperatures up to 60°C in the pH range of 2.5–5.5. It also produces less undesirable products like furfural which inhibits the fermentation reaction. However, the requirements of extensive pretreatment of wood substrates [52–54] and the high cost of enzymes [55] are the major concerns for its industrial applications [56].
Enzymatic methods show the biggest promise for conversion of waste paper from municipal waste into glucose for ethanol production. Because paper is composed primarily of wood cellulose fibers, the enzyme inhibition due to lack of accessibility with whole wood is partially alleviated. As mentioned previously, waste paper can represent up to 50% of typical municipal waste. Currently the separated paper from the waste is just burned for its fuel value.
Pretreatments. The current emphasis in the United States has been on the enzymatic hydrolysis process and how this hydrolysis process could be facilitated by a thermal or chemical pretreatment [52–54]. The main purpose of pretreatments is to enhance the accessibility of cellulose, which can be achieved by a controlled removal of the hemicelluloses or lignin components. Treatments with chemicals include dilute acid, alkali, ozone, organosolv, sulfite (SPORL), or green liquor systems. Thermal treatments include the steam explosion, ammonia fiber explosion, and carbon dioxide explosion process. The specific application of these methods seems to vary with nature of substrates and potential applications of the treated materials. For example, the softwood after a bisulfite-based SPORL treatment was very responsive to enzymatic hydrolysis and the subsequent fermentation process. An ethanol yield of 276 L/t of wood was reported for softwood and this corresponds to a 72% theoretical yield [53].
Fermentation
All the sugars derived from the hydrolysis of wood polysaccharides can now be fermented to yield ethanol and a variety of other products by a proper selection of the microorganisms.
Alcohols. As noted earlier, the yeast fermentation of hexoses with S. cerevisiae is essentially the same way that ethanol is produced from grains or fruits. Whereas the fermentation of five carbon sugars (xylose and arabinose) to ethanol can be achieved by many native and engineered microorganisms including Escherichia coli and S. cerevisiae [52, 53]. In addition, strains, which are able to ferment both the five- and six-carbons sugars, have been developed. This would greatly facilitate the production of ethanol from a sugar stream derived from the woody biomass [57].
Other products. In addition to ethyl alcohol, the fermentation process can yield many other useful products ranging from simple compounds like xylitol and sorbitol to biodegradable polymers like polyhydoxyalkanoate (PHA) and polylactic acid [58].
Thermal Decomposition
When wood is heated in the absence of air or with only limited amounts of air, thermal degradation takes place. This begins at about 100°C and increases with rising temperature. At about 270°C exothermic reactions set in, causing a rise in temperature (usually held at 400–500°C) bringing about complete carbonization. The resulting products are charcoal, tars (condensable liquids), and noncondensable gases. All these fractions may be used as fuels or chemicals as illustrated in Fig. 28.38.

Product obtained from thermal decomposition of wood (from Young and Giese [2], Copyright © 2004, with permission of John Wiley & Sons Publisher)
For example, the wood gas has a fuel value of 300 BTU/ft3. Methanol obtained from the destructive distillation of wood represented the only commercial source until the 1920s. The yield of methanol from wood by this method is low, only about 1–2% or 20 L/metric ton (6 gal/t) for hardwoods and about one-half that for softwoods. With the introduction of natural gas technology, the industry gradually switched to a synthetic methanol formed from a synthesis gas (syngas) produced from reformed natural gas.
During World War II in Germany, automobiles were fueled by the gases produced from thermal decomposition of wood; and research is ongoing today on the more efficient gasification of wood. Destructive distillation has been used throughout most recorded history to obtain turpentine from pinewood as discussed later in the chapter.
The range of materials or chemicals derivable from the thermal decomposition of wood (Fig. 28.38) varies with the species of woods used, the type of equipment and system (pyrolysis or gasification) employed, and the process variables (temperature, heating rate, and gas residence time). For example, the oil and tar yields can be varied between 1 and 40% and the char between 40 and 10% or less. Low temperatures favor liquids and char, low heating rates favor gas and char, and short gas residence favors liquids. Conversely, high temperatures favor gas, high heating rates favor liquids, and long gas residence times favor gas. Thus, the various product fractions can be preferentially manipulated by proper combinations of these variables. The thermal conversions of wood by the pyrolysis, gasification, and liquefaction processes are discussed further in the following.
Carbonization
The production of charcoal and tars by destructive distillation is the oldest of all chemical wood-processing methods. Charcoal probably was first discovered when the black material left over from a previous fire burned with intense heat and little smoke and flame. For centuries, charcoal has been used in braziers for heating purposes. Destructive distillation of hardwoods has been carried out with charcoal the product sought and volatiles as by-products; with softwoods (pines), volatiles were the principal products (naval stores), with charcoal considered a by-product.
In the United States, charcoal production began in early colonial days. During this period, principal uses of charcoal were as a fuel in blast furnaces for the production of pig iron and as an ingredient of gunpowder. Charcoal needed by the iron industry had to have a high crushing strength, and thus was from dense hardwoods such as maple, birch, oak, and hickory. A softer charcoal was preferred for making gunpowder and was produced from willow and basswood. The first successful blast furnace was built in Saugus, Massachusetts, in 1645. Other furnaces were started in close proximity to iron ore deposits. These early furnaces were small, usually producing only 1–3 metric tons of pig iron per day. In the late 1880s, wood charcoal lost its metallurgical market to coke, which was better suited to demands of larger.
Basic techniques for producing charcoal have not changed over the years although the equipment has. Charcoal is produced when wood is burned under conditions in which the supply of oxygen is severely limited. “Carbonization” is a term that aptly describes the thermal decomposition of wood for this application. Decomposition of carbon compounds takes place as the temperature rises, leading to a solid residue that is richer in carbon than the original material. Wood has a carbon content of about 50%, whereas charcoal of a quality suitable for general market acceptance will be analyzed as follows: fixed carbon 74–81%, volatiles 18–23%, moisture 2–4%, and ash 1–4%. Charcoal with a volatile content over 24% will cause smoking and is undesirable for recreational uses.
Earthen “pit kilns” originally were used to produce charcoal. A circular mound-shaped pile of wood (15–45 cords) was built up with an open core 30–60 cm (1–2 ft) in diameter to serve as a flue. The entire surface of the pile, except for the top flue opening and several small openings around the bottom periphery, then was covered with dirt or sod sufficiently thick to exclude air. The mound was allowed to “coal” for 20–30 days to give the final product.
In the second half of the nineteenth century, brick or masonry “beehive” kilns came into widespread use. The capacity of many of these kilns was from 50 to 90 cords, and operation was essentially the same as for the pit kilns. Many other types of kilns have been used from time to time. Small portable sheet-metal kilns of 1–2 cords have been widely used, and have rectangular masonry block kilns of various designs. These were predominantly used by farmers and small woodlot owners.
Large-scale production of charcoal was done by distilling the wood in steel buggies in long horizontal ovens. The buggies rode in steel rails that carried the cars in line from predryers to the ovens and then to coolers. Charcoal was produced by this method in a matter of 24 h. The latest types of charcoal-producing equipment are designed for continuous operation and make use of residues instead of round-wood. An example is the Herreshoff multiple hearth furnace, in which several hearths or burning chambers are stacked on top of one another, the number depending on capacity. Production in this type of furnace is from 1 to 2.5 metric tons of charcoal per hour.
Pyrolysis
On the pyrolysis of wood in the absence of oxygen, the temperature and heating rate plays a key role in affecting the formation and nature of the products. Conventional pyrolysis is often termed as slow pyrolysis and has been used traditionally for the production of charcoal as described earlier. This essentially is a carbonization process and includes the destructive distillation of wood to produce the charcoal and tars.
A fast pyrolysis [40, 59] refers to a high temperature process (500–700°C) with a high heating rate (300°C/min) for a short time. The major product is the bio-oil. Interestingly, the pyrolysis of pine wood samples releases significant amounts of the wood extractives (turpentine and tall oil). These products constitute the so-called naval stores chemicals and are discussed in the later wood extractives section.
Also, the pyrolysis may be conducted with a very high heating rate and a short reaction time (only a few seconds). This intensive process is often termed as flash pyrolysis and requires very small size of particles (105–250 μm).
Bio-oils. The organic liquid fraction from the wood pyrolysis is often termed as bio-oil. It is a complex mixture of alcohols, aldehyde, ketones, ester, and phenolic compounds from the fragmentation of cellulose, hemicelluloses, lignin, and extractives. The fast pyrolysis is generally employed for bio-oil production. The yields of bio-oil from wood are in the range of 70–80%. Biomass containing a higher content of lignin tends to give a lower bio-oil yield but with a higher energy density. The heating value of bio-oils is about 40–45% of that for hydrocarbon oils.
Bio-oils like the petroleum-based products can be stored, pumped, and transported. They can also be burned in boilers, gas turbines, and slow and medium-speed diesel engines for the heat and power generations.
An increasing interest in the bio-oils applications is to use as substrates like coal for conversion to syngas, as precursors for fuels and chemicals. This biorefinery of bio-oils would be parallel to the conventional oil refining.
Gasification
Gasification [60, 61] is the thermal degradation of wood or other carbonaceous material in the presence of controlled amounts of oxidizing agents, such as air or pure oxygen. It is carried out at higher temperatures than those used in the pyrolysis process, up to around 1,000°C. Hence, the reaction rates are very fast, making equipment design critical. The thermal efficiency for conversion of wood to gases is 60–80%, which compares favorably with that of coal. Wood gasification offers several advantages over coal: (1) much lower oxygen requirements, (2) virtually no steam requirements, (3) lower costs for changing H2/CO ratios, which are already higher in wood gas, and (4) no or very little desulfurization costs. Coal has an advantage in that larger plants can be built for coal gasification than is normally the case for wood, because of its procurement advantage.
Several gasifiers have been designed to handle municipal refuse, wood wastes, and other biomass materials. Basically, gasifiers fall into two types: (1) those that use air and (2) those using oxygen. An example of the air system is the Moore–Canada gasifier. The wood residues are carried on a moving bed through stages of drying, reduction, and char oxidation, and the ash is discharged in granular form. The maximum temperature in the reaction zone is about 1,222°C. The hydrogen content of the crude gas is increased from 8–10% up to 18–22% by adding steam to the air intake.
The Union Carbide Company Purox gasifier is an example of the oxygen system. This unit also uses a moving-bed reactor. Pure oxygen is the oxidizing agent used to convert the char into CO and CO2. Molten ash leaves the bottom at about 1,670°C. If air is used, the crude gases contain about 46% nitrogen, which must be removed by cryogenic means; but if oxygen is used, it first must be separated from air, with oxygen and nitrogen separated by a cryogenic system (see Chap. 27). The crude gases also contain an oil and tar fraction, about 2% of the wood (dry basis). Gasifiers designed for wood operate at atmospheric pressure, in contrast to coal gasifiers that operate at pressures up to 400 psi.
Wood gasification products. The composition of the wood gas varies according to the technology used. If the limited oxygen required is supplied by air, a typical gas might contain H2 (10–18%), CO (22–23%), CO2 (6–9%), N2 (45–50%), and hydrocarbons (3–5%), and have a heating value of about 1,700 kcal/m3 (180 BTU/ft3). If pure oxygen is supplied to the process, the gas might contain H2 (24–26%), CO (40%), hydrocarbons (10%), and CO2 (23–25%), and have a heating value of 2,900 kcal/m3 (350 BTU/ft3). The gas may be used directly as a fuel in a variety of ways; for example, supplying boiler energy in an industrial plant at the rate of 2.5 × 108 kcal/h from about 136 kg/day of dry wood.
Figure 28.39 illustrates some examples of products derived from the wood gasification and from the Fischer–Tropsch synthesis of the syngas. Under gasification conditions, the carbon from woody biomass is converted to gas (CO and CO2). With a combined reactions with oxygen and steam, a mixture of CO and H2 is formed by a well-known Lurgi process (Eq. 1). The gas mixture is called biosyngas to differentiate it from the syngas derived from coal. A variety of products can be derived from the reforming of syngas by the so-called Fischer–Tropsch (FT) process. The products range from alkane (Eq. 2), methane (Eq. 3), to methanol (Eq. 4), and dimethyl ether (DME) (Eq. 5). The latter DME derived from the dehydration of methanol can be used as fuel in diesel engine.

Examples of products from wood gasification and the Fischer–Tropsch synthesis of syngas [40]
The technology of gasification [60, 61] is under active development in both equipment and process design to reduce capital costs, and in the chemistry of the process to improve yields and obtain more favorable gas ratios. The latter includes the use of catalysts to enhance the process and to promote the formation of specific products, such as methane or ethylene or increased thermal efficiency or for feed-stocks for chemical synthesis.
Among the various chemicals or products that could be derived the wood gasification, the potential production of methanol and FT diesel has attracted much attention notably related to the paper industry. The gasification of the black cooking liquors after the kraft pulping may provide a means to recover the cooking chemicals (see the Kraft pulping section) and the production of useful chemicals. Recently, the ThermoChem Recovery International, Inc. assisted by the US Department of Energy has installed a pilot plant operation in Durham, North Carolina to produce diesel fuels and chemicals from gasification of woody biomass. This technology should be applicable to the kraft pulping liquor solids as well.
Methanol production. With the introduction of natural gas technology, the industry gradually switched to a synthetic methanol formed from a synthesis gas (syngas) produced from reformed natural gas. Two volumes of H2 and one volume of CO are reacted in a catalytic converter at pressures of 1,500–4,000 psi to produce methanol. Presently, 99% of the methanol produced in the United States is derived from natural gas or petroleum.
The yield of methanol with present technology is about 390 L/t of oven dry wood. Conversion of wood to methanol is less efficient than producing methanol from natural gas or coal—about 38% compared with about 60%, based on the heat value of methanol as a percent of the total energy input into the plant. The raw materials cost is the most significant operating cost. The production cost for methanol from wood is estimated to be almost twice that produced from natural gas. Improving the efficiency of the gasifier reactor to increase the quantities of CO and H2 produced from wood would enhance the process.
Recently in Austria [62], a model study was conducted to examine the optimal location of wood gasification for the methanol production with heat. The model covers the competition in all levels of a biofuel production chain like the supply of biomass, biofuel, and heat as well as the demand for bio- and fossil fuels. The results indicated that Austria could be self-sufficient in the production of methanol for blending with gasoline up to M20 (containing 20% methanol). The methanol production for the M5, M10, and M20 blends would require about 2, 4, and 8% of the arable lands, respectively. Austria had approximately 1.4 million ha of arable lands in 2005.
Liquefaction
The thermochemical liquefaction of wood, based on the nature of the product may be discussed in two major types. One is emphasized on the production of liquid fuel (bio-oil) [40, 63]. The other is on the preparation of liquefied wood as chemical feedstock for making adhesive [64] or other modified liquefied wood products [65].
Bio-oil production. The thermochemical liquefaction for the biofuel production generally requires a high-pressure and high-temperature treatment of wood chips in the presence of hydrogen gas or syngas. For example, an oil of a heating value of about 35,200 BTU/kg can be obtained by reaction of wood waste at 750°F under a pressure of 5,000 psi in the presence of syngas and a catalyst for 1 h. The feasibility of the process has been tested in a pilot plant in Albany, Oregon, based on laboratory work conducted at the U.S. Bureau of Mines. So far, it has been determined that a barrel of oil equivalent to No. 6 bunker fuel can be produced from about 405 kg of wood chips [63].
Alkali salts like sodium carbonate can be used as catalyst for the liquefaction process. Since the heavy oil obtained is a viscous tarry lump, some organic solvents (like propanol or butanol) are often added to the reaction system for easy handling. The yield of bio-oil is about 30% for the noncatalytic liquefaction and higher (60%) for the catalytic process [66]. Since the liquefaction process requires a need for more expensive reactors and fuel-feeding system, it is less attractive than the pyrolytic process for the bio-oil production [40].
Liquefied wood. The wood liquefaction can be conducted in a reagent–solvent system and an acid catalyst at temperatures below 180°C, which is significantly lower than that required for the bio-oil production (300–350°C). Phenol is a commonly used reagent solvent while sulfuric acid or oxalic acid can act as catalyst. The resulting liquefied wood can be used for the preparation of phenolic resin by reacting with formaldehyde.
Also, if the ethylene glycol and glycerol are used as a reagent–solvent system, the resulting liquefied wood contains a large number of hydroxyl groups, which can serve as reactive sites for chemical modifications. A variety of liquefied wood polymers have been synthesized including the polyester, polyurethane, and epox resin. These products were reported to be more biodegradable than those derived from the petrochemicals. Since liquefied wood represents a concept for total utilization of the woody biomass, it is an area of continued interest with many potential applications.
Chemical Conversion
Chemical reactions provide a fundamental basis for many of the wood conversion processes especially those related to the pulping and bleaching operations as discussed earlier. In the following, the chemical conversion of wood polymers to chemicals and fuels is further illustrated by the potential production of furan-type products from wood polysaccharides and lignophenols from wood lignin.
Furan-type products. The acid-catalyzed hydrolysis of wood polysaccharides is known to produce the furfural 3 and 5-hydroxymethyl furfural (HMF) 4 (Fig. 28.36). These two compounds are known to be inhibitors to the fermentation process. The furfural 3 is derived from the acidic degradation of hemicelluloses (mainly xylan) while the HMF 4 is from the degradation of hexoses (mainly from cellulose). Improved methods for the isolation of these two furan compounds have been developed by modifying the acidic treatment conditions [67].
Furfural 3 is a well-known industrial chemical and can be reduced to furfuryl alcohol (FA) and methyl furan (MF). FA has been used for polymer applications [68], while MF can be used as fuel additive. Similarly, HMF 4 can be converted to different types of useful acids, alcohols, or 2,5-dimethyl furan (DMF). The latter DMF, like MF, can be used as a fuel and its energy content is similar to that of gasoline.
Levulinic acid. This acid 5 (Fig. 28.36) is derived from the acid degradation of HMF and is a cellulose-derived product. It can be produced from a variety of woody biomass (wood wastes, agricultural residues, or municipal solid waste). Levulinic acid can be converted to a variety of industrial chemicals including tetrahydrofuran, 1,4 butanediol, diphenolic acid, and succinic acid [69].
Lignophenol. Lignophenols [70] represent a unique class of modified lignin polymers derived from lignocellulosic substrates by a phase-separation process. It is prepared by first mixing woodmeal samples with p-cresol in a small beaker and stirred for 10 min. After the addition of sulfuric acid (72%), the mixture was stirred vigorously at ambient temperatures for 1 h. The mixture is then separated into a cresol layer containing mainly the wood lignin and an aqueous layer of the carbohydrates.
The separated cresol layer was dropped into diethyl ether with vigorous stirring. The crude lignocresols precipitates were further purified by dissolving in acetone. The acetone-soluble material was then precipitated into the ether to give the purified lignocresols.
The key structure of lignophenol is in the formation of α-condensed 1,1-diarylpropane units (Fig. 28.40). The lignocresol is a highly phenolic polymer resulting from the grafted cresolic units and the cleavages of acid-labile aryl ether units. The total PhOH content of lignocresol per C9 unit was about 1.3 for softwood and higher from hardwood (1.5) as compared to a value of 0.3 for typical milled wood lignin (MWL) samples.

The key structural feature of lignocresol [70]
Lignophenols have been demonstrated being quite reactive and suitable for many industrial applications including the areas of adhesives, cellulose composites, carbon molecular sieving membranes, and adsorbents for protein. Also, the dissolved carbohydrate components can be recovered for conversion to fuels or chemicals.
Thus, the phase-separation process would represent an important new approach to achieve an effective utilization of all the major biomass polymers including both the lignin and polysaccharide components. Several pilot-scale plants have been installed in Japan for further process evaluation.
Chemicals from Extractives
The most common chemicals derived wood extractives [71] are the turpentine and tall oil. They can be recovered by several processes including from the kraft pulping operation, by extraction of wood with suitable solvents, or from the exudates (oleoresin or gum) of living pine trees. The nature of these chemicals along with the tannin and other medicinal is outlined in the following.
Naval Stores
The U.S. naval stores industry began in the very early colonial days, when wooden vessels used tar and pitch from the crude gum or oleoresin collected from the wounds of living pine trees. The demand for tar and pitch from crude gum is now of minor importance. The industry is centered in the southeastern United States and is confined to the longleaf and slash pine areas. There was also a small, but locally important, naval-stores-producing area in the Landes region of southwestern France, based on the maritime pine.
There are three routes by which naval stores are produced. The oldest method is the tapping of living trees to cause a flow of oleoresin. The second method is the removal of naval stores by solvent extraction of wood. The latter extraction process now has replaced steam distillation as a means of recovering turpentine. The third route is from kraft (sulphate) pulping of pine, during which turpentine and tall oil are recovered as by-products of kraft pulp manufacture. This subject was briefly mentioned earlier in the pulping section. A fourth process, no longer used in the United States, is recovery of turpentine and pine oils by the destructive distillation of pine wood [72].
Worldwide, about 60% of naval stores are produced by tapping living trees. In the United States, the most important route is from the kraft pulping operation, whereas gum naval stores account for only 4% of the U.S. production.
Naval stores comprise two major types of products (turpentines and tall oil). Turpentines are a mixture of volatile terpenes while tall oil is consisted of three major types of components (resin acids, fatty acids, and unsaponifiables). Thus, naval stores also include important fatty acids, as well as steroids and other products. These naval stores products have a wide range of uses from ordinary household commodities to complex industrial applications [73].
Gum naval stores. The crude gum or oleoresin is obtained from healthy trees by exposing the sapwood. The lower part of the tree is faced; that is, a section of bark is removed, giving a flat wood surface for the gutters, which are inserted into a slanting cut made by a special ax. The gutters conduct the gum to a container that can hold 1–2 quarts of gum. At the top of the exposed face, a new V-shaped strip of bark is removed about every 2 weeks. The operations of inserting gutters, hanging cups, and cutting the first bark preferably are done in December or January, as early facing stimulates early season gum flow. The gum continues to flow until November, with the height of the season being from March to September.
The collected gum is distilled from a copper still; turpentine and water pass over, and the rosin is left in the still. The remaining molten rosin, plus impurities, is passed through a series of strainers and cotton batting to remove dirt particles. Then the liquid rosin is run into tank cars, drums, or multiwall paper bags for shipment.
Increases in yield of naval stores are brought about by chemical treatment of the exposed wood, especially with paraquat herbicides (dipyridyl compounds). This treatment stimulates extensive oleoresin formation and diffusion into the wood, extending to the pith of the tree and several feet above the treatment level. As much as 40% oleoresin content in the wood has been produced. Such treatment could double naval stores production, for both gum and sulfate processes. It also has the potential of providing a new type of wood naval stores by solvent extraction prior to kraft pulping or a combination of both methods.
Wood naval stores. “Wood” naval stores are produced by solvent extraction of resin-rich wood from old southern pine stumps and roots. The depletion of these stumps from the large trees of virgin forests, combined with high labor costs, has brought about a major decline in the production of wood naval stores by this process. In modern practice, all the resin products are removed from the shredded wood by solvent extraction; the solvent retained by the extracted wood chips is recovered by steaming. Extraction is carried out with naphtha (b.p. 90–115°C fraction). Multiple extractions are carried out in a series of vertical extractors in a countercurrent manner, whereby fresh solvent is used for the final extraction of a charge. The solution from the extractors is vacuum-distilled and the solvent recovered. The remaining terpene oils are fractionally redistilled under vacuum and recovered as turpentine, dipentene, and pine oil. The nonvolatile rosin is of dark color and is upgraded by clarification methods, such as selective absorption of its solution (bed-filtering).
Sulfate naval stores. Sulfate turpentine is obtained as a by-product during the kraft pulping of pine woods. Vapors periodically released from the top of the digesters are condensed, and the oily turpentine layer is separated and purified by fractional distillation and treatment with chemicals to remove traces of sulfur compounds. The spent black liquor from the kraft pulping of pines contains the less volatile product of the wood resin in the form of sodium salts or soaps. The liquor first is concentrated in multiple-effect evaporators, and then the concentrate is sent to settling tanks. The soaps rise to the surface, are skimmed off, and then are acidified with sulfurous or sulfuric acid. The crude tall oil rises to the top and is mechanically separated.
Turpentines. In the United States, about 80% of the annual production of turpentine is from the kraft pulping of southern pines (approximately 125 million liters). Turpentine is a volatile oil consisting primarily of terpene hydrocarbons, having two basic isoprene units (2-methylbutadiene, C5H8). These monoterpenes can have many different arrangements as illustrated in Fig. 28.41. Only six monoterpenes are present in appreciable amounts in commercial turpentines and their boiling points are in the 150–170°C range. These include α-pinene (156°C), β-pinene (164°C), camphene (159°C), Δ3-carene (170°C), dipentene (limonene) (176°C), and terpinolene (188°C).

Some reactions of α-pinene and β-pinene (adapted from Goldblatt LA. Yearbook of Agriculture, USDA, 1950–1951)
The composition of sulfate turpentine is very similar to that of gum turpentine obtained from the oleoresin of the tree (Table 28.11). The major components are α-pinene (60–70%) and β-pinene (25–35%). Sulfate turpentine from western North America woods contains appreciable amounts of Δ3-carene which is used as a solvent. In contrast, wood turpentines contain some camphene (4–8%) with little of β-pinene.
Turpentine is used directly as a solvent, thinner, or additive for paints, varnishes, enamels, waxes, polishes, disinfectants, soaps, pharmaceuticals, wood stains, sealing wax, inks, and crayons, and as a general solvent. The chemistry of its monoterpenes offers many possibilities for conversion to other substances, as illustrated in Fig. 28.41. There is increasing use of turpentine to produce fine chemicals for flavors and fragrances. An important use of turpentine is in conversion by mineral acids to synthetic pine oil. It also is a raw material for making terpin hydrate, resins, camphene, insecticides, and other useful commodities. These uses are included in the following summary of its applications.
-
Solvents for paints, etc. (11%)
-
Synthetic pine oil (48%), used for mineral flotation, textile processing, solvents, odorants, bactericides, and conversion to their chemicals such as terpin hydrate, etc.
-
Polyterpene resins (600–1,500 mol. wt.) (16%), used for adhesives, pressure-sensitive sizes (dry cleaning, paper, chewing gum)
-
Camphene → toxophene insecticides
-
Flavor and fragrance essential oils (9%)
Dipentene. This compound is also known as limonene derived from the higher boiling fractions of wood turpentine. Dipentene is used in paints, varnishes, and as a penetrating and softening agent in rubber reclamation.
Pine oil. Pine oil obtained from wood naval stores has similar uses to those of the synthetic pine oil made from turpentine, given earlier.
Tall oil. In the United States, tall oil like turpentines is largely derived from the kraft pulping operation. For each metric ton of pulp produced, northern pines yield about 50 kg of tall oil and higher (125 kg) from southern pines. The U.S. capacity for fractional distillation of tall oil is nearly one million metric tons per year.
Crude tall oil from southern pines contains resin acids (40–60%) and fatty acids (40–55%), and unsaponifiables or neutral substances (5–10%). These individual components are obtained by fractional distillation under vacuum. One metric ton of crude tall oil yields rosin (350 kg), fatty acids (300 kg), and the head and pitch fractions (300 kg).
Rosin. Rosin is a brittle solid that softens at 80°C. Chemically it is composed of about 90% resin acids and 10% of neutral matter. Rosin is graded and sold on the basis of color, the color grades ranging from pale yellow to dark red (almost black). The color is due almost entirely to iron contamination and oxidation products. Fresh oleoresin, as it exudes from the tree, will yield a rosin that is nearly colorless. Color bodies are removed by selective solvents and selective absorption from a 10 to 15% gasoline solution passed through beds of diatomaceous earth. About 70% of the world’s rosin is produced in the United States.
Resin acids are tricyclic mono-carboxylic acids. These diterpene derivatives are often discussed in two groups (abietic or pimaric type) with the abietic type being dominant in nature (Fig. 28.8). A typical range of composition for rosin is indicated below:
-
1.
Abietic type
-
Abietic (42–43%),
-
Neoabietic (4–5%),
-
Palustric (10–12%)
-
Lepopimaric (<0.5%)
-
Dehydroabietic (30%)
-
Other resin acids (8–12)
-
-
2.
Pimaric type
-
Pimaric (4–5%),
-
Isopimaric (3–5%)
-
Sandaracopimaric acids (1–2%)
-
Rosin is used mainly in some modified forms. Because all the resin acids contain a carboxyl group and double bonds, they are reactive and can be used to produce salts, soaps, esters, amines, amides, nitriles, and Diels–Alder adducts. Also, they can be isomerized, disproportionated, hydrogenated, dimerized, and polymerized to provide a variety of useful products. When destructively distilled, rosin produces a viscous liquid, termed rosin oil, used in lubricating greases.
The paper industry uses large amounts of the sodium salt of rosin as paper size, which accounts for the greatest single use of rosin. The synthetic rubber industry is the second most important user of rosin. In making styrene-butadiene rubber, disproportionated rosin soaps are used alone or in combination with fatty acid soaps as emulsifiers in the polymerization process. Disproportionation decreases the number of double bonds in the abietic type of rosin, making a more stable material.
The adhesives industry is the third most important market for rosin. Rosin, modified rosins, and rosin derivatives are used in several types of adhesives, including the pressure-sensitive, hot-melt, and elastomer-based latices, and solvent rubber cements. Protective coatings are the fourth major or derivative form. Varnishes and alkyds are the most common types of protective coatings using rosin. Rosin is combined with a heat reactive phenol-formaldehyde resin to produce a widely used varnish. Printing inks also use substantial amounts of rosin. The above rosin uses are summarized as follows.
-
Paper size (33%)
-
Chemical intermediates and rubber (42%)
-
Resins and ester gums (18%)
-
Coatings (3.9%)
-
Other uses (3.1%)
Fatty acids. The total fatty acids produced annually in the United States, amounting to more than 450,000 t and 35% of these come from tall oil. The solvent extraction of pine wood yields only 1% fatty acids and their esters. The yield is not increased, however, by paraquat (dipyridyl herbicides) treatment. Hence, the kraft-pulping industry will continue to be the major source of fatty acids from wood.
The fatty acids from tall oil have the following components: oleic (50%), linoleic (35%), conjugated oleic (8%), stearic (2%), palmitic (1%), and others (4%). From tall oil heads, a fraction is produced that is composed predominantly of saturated acids, containing 55% of palmitic acid. Oleic acid is distilled in grades that are 99.5% pure.
The approximate uses of fatty acids in various areas are:
-
Intermediate chemicals (43%)
-
Protective coatings (28%)
-
Soaps and detergents (11%)
-
Flotation (3%)
-
Other uses (15%)
Additionally, the fatty acids of tall oil can be converted to bio-diesels by simple esterification reactions.
Unsaponifiables. The neutral or “unsaponifiable” materials present in tall oil contain mainly phytosterols (25–35%), higher alcohols (5–10%), hydrocarbons (33–60%), and many other minor components. For example, in the neutral fraction of southern pine tall oil soap, 80 compounds have been identified and the main component is sistosterol (25%), which accounts for 2–3% of the crude tall oil. Sistosterol is an alcohol (Fig. 28.42) and has potential applications. For example, this chemical has potential use in the synthesis of cortisones and other steroids and hormones by fermentation processes. Also, food products containing plant sterols are known to reduce the cholesterol levels.

β-Sitosterol
Medicinals
The bark of the cascara tree of the northwestern region of the United States yields cascara, a laxative used in medicine. Several hundred tons of bark are harvested annually.
One of the most promising anticarcinogenic compounds discovered in the last 25 years was founding the bark and wood of the Pacific Yew tree from the Pacific Northwest of the United States. This compound, taxol, was found to be quite effective by the National Cancer Institute for the treatment of breast and ovarian cancers. The compound is now produced by partial synthetic routes and is available commercially under the generic name, paclitaxel.
Also, Gingo extracts or nuts have been used medicinally for thousands of years in China. The red gum tree of the southern United States exudes a yellowish balsamic liquid or gum from wounds, which is known as stora. It is produced by removing a section of bark and incising the wood in much the same manner as that used for the production of naval stores gum described earlier. Storax is used in medicinal and pharmaceutical preparations, such as adhesives and salves, and as an incense, in perfuming powders and soaps, and for flavoring tobacco.
Tannins
The tissues of wood, bark, and the leaves of trees contain a great variety of chemical substances of considerable scientific interest and some of practical value. Turpentine, pine oil, and rosin from the resins of pines are the most important commercial extractives from American woods. Tannin is a commercially important substance that can be extracted from the wood, bark, or leaves of certain trees and other plants. Tannins are complex dark-colored polyhydroxy phenolic compounds, related to gallic or ellagic acids (Fig. 28.8), and vary in composition from species to species. They have the important property of combining with the proteins of animal skins to produce leather. Recent interest in tannins has been on their pharmacological properties for potential applications as antiviral and antitumor agents.
For many years, most of the leather in the United States was tanned with domestic tannins from hemlock and oak bark and from chestnut wood. Today only a small amount of tannin comes from these and other domestic sources. The most important source of vegetable tannin today is the wood of the quebracho tree, which grows mainly in Paraguay and Argentina. The tannin content of this tree and a few other sources of vegetable tannin are given in Table 28.12.
For the tannin production, the wood or bark is reduced to chips and shreds by passing the material through hoggers or hammer mills. Then it is extracted with warm water in diffusion batteries. The dilute solutions are evaporated to the desired concentration. Loss of solubility of the tannin can be counteracted by treatment of the concentrate with sodium sulfite.
Biotechnology
Biotechnology plays an important role in many aspects of the forest product industry as summarized by Henriksson and Teer [74]. These developments range from the breeding of genetically modified trees for improved wood quality and processing ability to the discovery of new enzyme systems for improved hydrolysis of wood polysaccharides, the fermentation technology, and the pulping and papermaking operations.
Genetic Modification of Trees
Advances in plant biotechnology have demonstrated that genetic engineering can improve the wood growth and quality of hardwood like poplar trees. For example, the growth of transgenic poplar as compared to the controlled tree showed an increased in height by 41% and in stem diameter by 36%. This improved wood yield represents an important trait of forest trees. Also, the lignin content of transgenic poplar was significantly reduced and the lignin was shown to have a higher proportion of the syringyl unit (S) and a lower guaiacyl (G) units. Wood lignin has a higher S/G ratio is generally more reactive and easier to delignify during the pulping operations.
As discussed earlier, softwood lignin unlike hardwood lignin does not contain the S units and is more difficult to degrade. Thus, intensive research has been conducted aiming to incorporate the S unit into the softwood trees. Initial results were quite promising. The positive outcome would facilitate the pulping and bleaching operations and preserve the fiber quality for improved products.
Enzymatic Deinking
Deinking is an essential process to reuse the recycled fibers for making white papers. The deinking process is generally based on detergents and separation of ink particles by floating. It can be substantially improved by the addition of various enzymes to the detergent mixture. Common enzymes used are fungal amylases (starch degrading enzymes), cellulases, and to some extent, lipases and hemicellulases. The enzymatic deinking is one of the most common enzymatic techniques used in the pulp and paper industry.
Biomechanical Pulping
The pulping of wood is at present based on either mechanical or chemical methods or combinations thereof, as previously described in this chapter. The interfiber lignin bond is broken down by the mechanical and chemical treatments to free the cellulose fibers for papermaking. A biomechanical pulping method that has reached the pilot plant stage and will probably be commercialized in the near future. This approach involves the use of white rot fungi to first breakdown the wood structure, and apparently modify the lignin with the result that the wood chips can then be mechanically disintegrated with much less energy input. After screening of hundreds of different species of white rot fungi at the U.S. FPL, it was found that Ceriporiopsis subvermispora produced the greatest reduction in energy consumption and also substantially improved the strength properties of the pulp in comparison with conventional refiner mechanical pulp. The approach is also suitable for the production of pulp from agro-based materials as well [19, 75].
Biobleaching
It is well known that the xylanase pretreatment of kraft pulps enhances the subsequent bleaching with gaseous chemicals such as chlorine dioxide or ozone. This is a well-established technology and it can reduce the chemical consumption by 10–20% while improving the pulp quality. In addition to xylanases, other hemicellulases, such as mannanases also have a similar effect.
Among the ligninases, the laccase-mediator-system (LMS) has received the most attention in delignification of pulps. This system requires the use of a mediator such as 1-hydroxybenzotriazole (HBT) or 2,2′-azino-bis-(3-ethylbenzthiazoline-6-sulfonic acid) (ABTS) and is conducted under mild ambient conditions. The extent of LMS delignification of kraft pulps is very comparable to that of the O2 bleaching. However, the cost of enzymes and mediator has prevented its commercial applications.
Biofuels and Bioproducts Conversion
As discussed earlier, the conversion of biomass materials can be achieved by enzymatic saccharification followed by fermentation to yield fuels (like bioethanol and butanol), chemicals (lactic acid and xylitol), biodegradable polymers (PHA), and many others [5, 58, 73]. Significant progress has been made in identifying the cellulase enzyme complex for hydrolyzing cellulose to glucose. The enzyme complex apparently contains both the decrystallizing and the hydrolysis enzymes that work together to convert cellulose to glucose. Isolation of the specific enzymes and genetic engineering could provide a more efficient complex available in the future.
References
Core HA, Cote WA, Day AC (1976) Wood structure and identification. Syracuse University Press, Syracuse
Young RA, Giese RL (eds) (1990) Introduction to forest science, 2nd edn. Wiley, New York; see also 3rd edn. Introduction to forest ecosystem science and management, 2004
Anon., Wood handbook: wood as an engineering material. Centennial edn. General Technical Report, FPL-GTR-190, USDA Forest Service, Forest Products Laboratory, Madison, WI, 2010
Amidon TE, Wood CD, Shupe AM, Wang Y, Graves M, Liu S (2008) Biorefinery: conversion of woody biomass to chemicals, energy and materials. J Biobased Mater Bioenergy 2(2):100
Hood EE, Nelson P, Powell R (eds) (2011) Plant biomass conversion. Wiley, New York
Timell TE (1967) Recent progress in the chemistry of wood hemicellulloses. Wood Sci Technol 1:45
Browing BL (1963) The supply and uses of wood. In: Browing BL (ed) The chemistry of wood. Wiley, New York
Kubler H (1990) Properties and utilization of wood. In: Young RA, Giese GL (eds) Introduction to forest science, 2nd edn. Wiley, New York, pp 451–477
Young RA, McGovern JN, Rowell RM (1990) Wood for fiber, energy and chemicals. In: Young RA, Giese RL (eds) Introduction to forest science, 2nd edn. Wiley, New York, pp 478–507
FAO Yearbook (2003) Forest products, FAO Forestry Series No. 36. FAO-UN, Rome
McGovern JN (1980) Pulping. In: Casey JP (ed) Pulp and paper chemistry and chemical technology, 3rd edn. Wiley, New York
Johansson B, Mjoberg J, Sandstrom O, Teder A (1984) Modified continuous kraft pulping “ now a reality. Sven Pepperstidn 87(10):30
Kleppe PJ (1970) Kraft pulping. Tappi 53(1):35
Masura V (1984) Kraft pulping of spruce and beech wood. Cell Chem Technol 18:421
Lai Y-Z (1991) Chemical degradation. In: Hon D, Hon N-S,Shiraishi N (eds) Wood and cellulosic chemistry. Marcel Dekker, New York, pp 443–512
Ojanen E, Tulppala J, Virkola N-E (1982) Neutral sulfite anthraquinone (NS-AQ) cooking of pine and birch wood chips. Pap Puu 8:453
Kleinert T, Tayenthal K (1931) Cellulose. AT Patent 124,738
Aziz S, Sarkanen KV (1989) Organosolv pulping - a review. Tappi 72(3):169
Young RA, Akhtar M (eds) (1998) Environmentally friendly technologies for the pulp and paper industry. Wiley, New York
Hergert HL (1998) Development in organosolv pulping—an overview. In: Young RA, Akhtar M (eds) Environmentally friendly technologies for the pulp and paper industry. Wiley, New York
Patt R, Kordsacha O, Schubert H-L (1998) The ASAM process. In: Young RA, Akhtar M (eds) Environmentally friendly technologies for the pulp and paper industry. Wiley, New York
Sundquist J, Poppius-Levlin K (1998) MILOX pulping and bleaching. In: Young RA, Akhtar M (eds) Environmentally friendly technologies for the pulp and paper industry. Wiley, New York
Smook GA (2002) Handbook for pulp and paper technologies, 3rd edn. Angus Wilde Publications Inc, Vancouver, BC
Gellerstedt G (2009) Cellulose products and chemicals from wood. In: Ek M, Gellerstedt G, Henriksson G (eds) Pulp and paper chemistry and technology, vol 1. Walter Gruyter, Berlin
Stark NM, Cal Z, Carll C (2010) Wood-based composite materials. In: Wood handbook: wood as an engineering material. Centennial edn. General Technical Report, FPL-GTR-190, USDA Forest Service, Forest Products Laboratory, Madison, W. Chapter 11
Smulski S (ed) (1997) Engineered wood products: a guide for specifiers, designers and users. PFS Research Foundation, Madison, WI
Haygreen J, Bowyer J (1996) Forest products and wood science, 3rd edn. Iowa State University Press, Ames, IA
Clemons C (2008) Raw materials for wood-polymer composites. In: Niska KO, Sain M (eds) Wood-polymer composites. CRC Press, Boca Raton
Caufield DF, Clemons C, Rowell RM (2010) Wood thermoplastic composites. In: Rowell RM, Caldeira F, Rowell JK (eds) Sustainable development in the forest products industry. Universidada Femando Pessoa, Porto, Portugal
Rowell RM, Ibach RE, Nilsson T (2010) Wood durability and stability without toxicity. In: Rowell RM, Caldeira F, Rowell JK (eds) Sustainable development in the forest products industry. Universidada Femando Pessoa, Porto, Portugal
Meyer JA (1984) Wood-polymer materials. In: Rowell RM (ed) The chemistry of solid wood. American Chemical Society, Washington, DC, pp 257–290
Rowell RM (1984) Penetration and reactivity of cell wall components. In: Rowell RM (ed) The chemistry of solid wood. American Chemical Society, Washington, DC, pp 175–210
Rowell RM, Tillman AM, Simonson R (1986) J Wood Chem Technol 6(3):427
Lebow ST (2010) Wood preservation. In: Wood handbook: wood as an engineering material, Centennial edn. General Technical Report, FPL-GTR-190, USDA Forest Service, Forest Products Laboratory, Madison, WI, Chapter 15
Schultz TP, Nicholas DD, McIntyre CR (2008) Recent patents and developments in biocidal wood protection systems for exterior applications. Recent Patents Material Sci 1:128
Rowell RM (2006) Chemical modification of wood: a short review. Wood Mater Sci Eng 1:29
Rowell RM (1977) Nonconventional wood preservation methods. In: Wood technology: chemical aspects, American Chemical Society, Symposium Series No. 43, Washington, DC, pp 47–56
LeVan SL (1984) The chemistry of fire retardancy. In: Rowell RM (ed) The chemistry of solid wood. American Chemical Society, Washington, DC, pp 531–574
White RH, Dietenberger MA (2010) Fire safety of wood construction. In: Wood handbook: wood as an engineering material, Centennial edn. General Technical Report, FPL-GTR-190, USDA Forest Service, Forest Products Laboratory, Madison, WI, chapter 18
Arshadi M, Sellstedt A (2008) Production of energy from biomass. In: Clark JH, Deswarte FEI (eds) Introduction to chemicals from biomass. Wiley, New York
Naik SN, Goud VV, Rout PK, Dalai AK (2010) Production of first and second generation biofuels: a comprehensive review. Renew Sustain Energy Rev 14:578
Liu T, Lin L, Sun Z, Ruofei Hu R, Liu S (2010) Bioethanol fermentation by recombinant E. coli FBR5 and its robust mutant FBHW using hot-water wood extract hydrolyzate as substrate. Biotechnol Adv 28:602
Li H, Saeed A, Jahan MS, Ni Y, van Heiningen ARP (2010) Hemicellulose removal from hardwood chips in the pre-hydrolysis step of the kraft-based dissolving pulp production proces. J Wood Chem Technol 30:48
Al-Dajani WW, Tschirner UW (2008) Pre-extraction of hemicelluloses and subsequent kraft pulping. Part I: Alkaline extraction. Tappi J 7(6):3
Hassan A, Bujanovic B, Amidon T (2010) Strength properties of kraft pulp produced from hot-water extracted woodchips within the biorefinery. J Biobased Mater Bioenergy 4(1):46
Wayman M (1986) Comparative effectiveness of various acids for hydrolysis of cellulose. In: Young RA, Rowell RM (eds) Cellulose: structure, modification and hydrolysis. Wiley-Interscience, New York, pp 265–279
Eyal A, Baniel A. Process for the recovery of HCl from a dilute dilution thereof. US Patent 20100093995
Connor AH, Wood BV, Hill CG, Harris VF (1986) Kinetic modeling of the saccharification of prehydrolyzed southern Red Oak. In: Young RA, Rowell RM (eds) Cellulose: structure, modification and hydrolysis. Wiley-Interscience, New York, pp 281–296
Gollapalli LE, Dale BE, Rivers DM (2002) Predicting digestibility of ammonia fiber explosion (AFEX)-treated rice straw, Appl Biochem Biotechnol 98:23
Vaega E, Szengyl Z, Reczey K (2002) Chemical pretreatments of corn stover for enhancing enzymatic digestibility. Appl Biochem Biotechnol 98:73
Mosier N, Wyman C, Dale B, Elander R, Lee YY, Holtzapple M, Ladisch M (2005) Features of promising technologies for pretreatment of lignocellulosic biomass, Bioresour Technol 96:673
Gamage J, Lam H, Zhang Z (2010) Bioethanol production from lignocellulosic biomass, a review, J Biobased Mater Bioenergy 4:3
Tian S, Luo XL, Yang XS, Zhu JY (2010) Robust cellulosic ethanol production from SPOL-pretreated lodgepole pine using an adapted strain Saccharomyces cerevisae without detoxification. Bioresour Technol 101:8678
Jin Y, Jameel H, Chang H-M, Phillip R (2010) Green liquor pretreatment of mixed hardwood for ethanol production in repurposed kraft pulp mills, J Wood Chem Technol 30(1):86
Singhania RR, Sukumaran RK, Pandley A (2007) Improved cellulase production by Trichoderma reesei RUT C30 under SSF through process optimization, Appl Biochem Biotechnol 142:60
Brandberg T, Sanandaji N, Gustafsson L, Francen CJ (2005) Continuous fermentation of undetoxified dilute acid lignocellulose hydrolysate by Saccharomyces cerevisiae ATCC 96581 using cell recirculation. Biotechnol Progr 21:1093
Martin C, Galbe M, Wahlborn CF, Hahn-Hagerdal B, Jonsson JL (2002) Ethanol production from enzymatic hydrolysates of sugarcane bagasse using recombinant xylose-utilising Saccharomyces cerevisia. Enzyme Microb Technol 31:274
Koutinas AA, Du C, Wang RH, Webb C (2008) Production of chemicals from biomass. In: Clark JH, Deswarte FEI (eds) Introduction to chemicals from biomass. Wiley, New York, pp 77–101
Mohan D, Pittman CU Jr, Steele PH (2006) Pyrolysis of wood/biomass for biol-oil: a critical review. Energy Fuel 20:848
Sakaguchi M, Watkinson AP, Ellis N (2010) Steam gasification of bio-oils and bio-oil/char slurry in a fluidized bed reactor. Energy Fuel 24:5181
Chhiti Y, Salvador S, Commandre J-M, Broust F, Couhert C (2011) Wood bio-oil noncatalytic gasification: influence of temperature, dilution by an alcohol and ash content. Energy Fuel 25:345
Leduc S, Schwab D, Dotzauer E, Schmid E, Oberstiner M (2008) Optimal location of wood gasification plants for methanol production with heat recovery. Int J Energ Res 32:1080
Appell HR (1977) The production of oil from wood waste. In: Anderson L, Tilman DA (eds) Fuels from waste. Academic, New York, pp 121–140
Pan H, Shupe TF, Hse C-Y (2009) Characterization of novolac type liquefied wood/phenol/formaldehyde (LWPF) resin. Eur J Wood Prod 67:427
Kunaver M, Jasiukaityte E, Cuk N, Guthrie JT (2010) Liquefaction of wood, synthesis and characterization of liquefied wood polyester derivatives. J Appl Polym Sci 115:1265
Demirbas A (2004) Current technologies for the thermo-conversion of biomass into fuels and chemicals, Energ Source 26:715
Binder JB, Raines RT (2009) Simple chemical transformation of lignocellulosic biomass into furans for fuels and chemicals, J Am Chem Soc 131:1979
Gandini A, Belgacem N (2007) Furan chemistry at the service of functional macromolecular materials: the reversible Diels-Alder reaction. In: Argyropoulos DS (ed) ACS symposium series 954: materials, chemicals, and energy from forest biomass. American Chemical Society. Washington, DC, pp 280–295
Saladino R, Pagliaccia T, Argyropoulos DS, Crestini C (2007) Production of chemicals from cellulose and biomass-derived compounds: advances in the oxidative functionalization of levulinic acid. In: Argyropoulos DS (ed) ACS symposium series 954: materials, chemicals, and energy from forest biomass. American Chemical Society, Washington, DC
Funaoka M (1998) A new type of phenolic lignin-based network polymer with the structure-variable function composed of 1,1-diarylpropane units, Polym Int 47:277
Gardner JAF, Hills WE (1962) The influence of extractives on the pulping of wood. In Hillis WE (ed) Wood extractives and their significance to the pulp and paper industry. Academic, New York, pp 367–403
Zinkel DF (1975) Naval stores: silvichemicals from pine. J Appl Polym Sci 28:309
Hajny GJ (1981) Biological utilization of wood for production of chemicals and foodstuffs, USDA Forest Service Research Report FPL 385. Forest Products Laboratory, Madison, WI
Henriksson G, Teer T (2009) Biotechnology in the forest industry. In: Ek M, Gellerstedt G. Henriksson G (eds) Pulp and paper chemistry and technology, vol 1. Walter Gruyter, Berlin
Young RA (1997) Processing of agro-based resources into pulp and paper. In: Rowell R. Young RA (eds) Paper and composites from agro-based resources. CRC Press, New York
Suchsland O, Woodson GE (1986) Agric. Handbook 640: Fiberboard manufacturing practices in the United States. Washington, DC, USDA
Selected References: Books
American Wood Preservers’ Association (1971) American wood preservers’ standards. American Wood Preservers’ Association, Washington, DC
Argyropoulos DS (ed) (2007) Materials, chemicals, and energy from forest biomass. ACS symposium series, vol 954. American Chemical Society, Washington, DC
Bierman CJ (1993) Essentials of pulping and papermaking. Academic, New York
Browning BL (1967) Methods of wood chemistry, vols I and II. Wiley, New York
Casey JP (1980) Pulp and paper, 2nd edn., vols I–III. Wiley, New York
Clark JH, Deswarte FEI (eds) (2008) Introduction to chemicals from biomass. Wiley, New York
Ek M, Gellerstedt G, Henriksson G (eds) (2009) Pulp and paper chemistry and technology, vol 1 (Wood chemistry and wood biotechnology), vol 2 (Pulping chemistry and technology), vol 3 (Paper chemistry and technology), and vol 4 (Paper products physics and technology). Walter Gruyter, Berlin
Fengel D, Wegener G (1984) Wood: chemistry, ultrastructure, reactions. Walter de Gruyter, New York
Hood EE, Nelson P, Powell R (eds) (2008) Plant biomass conversion. Wiley, New York
Glasser WG, Sarkanen S (eds) (1989) Lignin: properties and materials. American Chemical Society Symposium Series, vol 397. American Chemical Society, Washington, DC
Glasser W, Northey R, Schultz T (eds) (2000) Lignin: historical, biological and material perspectives, ACS Symposium Series, vol 742. American Chemical Society, Washington, DC
Goldstein I (ed) (1981) Organic chemicals from biomass. CRC Press, Boca Raton, FL
Haygreen J, Bowyer J (1996) Forest products and wood science, 3rd edn. Iowa State University Press, Ames, IA
Heitner C, Dimmel DR, Schmidt JA (eds) (2010) Lignin and lignans—advances in chemistry. CRC Press, Boca Raton, FL
Hillis WE (ed) (1962) Wood extractives. Academic, New York
Hoadley R (1990) Identifying wood: accurate results with simple tools. Taunton Press, Newtown, CT
Hon DN-S, Shiraiski N (1991) Wood and cellulosic chemistry. Marcel Dekker, New York
Niska KO, Sain M (eds) (2008) Wood-polymer composites. CRS Press, Boca Raton, FL
Roser D, Asikainen A, Raulund-Rasmussen K, Stupak I (eds) (2008) Sustainable use of forest biomass for energy. Springer, Berlin
Rowell RM (ed) (1984) The chemistry of solid wood. American Chemical Society, Washington, DC
Rowell RM, Caldeira F, Rowell JK (eds) (2010) Sustainable development in the forest product industry. Universidade Femando Pessoa, Porto, Portugal
Rowell R, Young RA (eds) (1997) Paper and composites from agro-based resources. CRC Press, New York
Rydholm SA (1965) Pulping processes. Wiley, New York
Sarkanen KV, Ludwig CH (eds) (1971) Lignins. Wiley, New York
Schultz TP, Militz H, Freeman MH, Goodell B, Nicholas DD (eds) (2008) Development of commercial wood preservatives—efficacy, environmental, and health, ACS Symposium Series, vol 982. American Chemical Society, Washington, DC
Sjostrom E (1981) Wood chemistry: fundamentals and applications. Academic, New York
Smulski S (ed) (1997) Engineered wood products, A guide for specifiers, designers and users. PFS Research Foundation, Madison, WI
Toshihirona O (ed) (2004) The improvement of forest resources for recyclable forest products. Springer, Tokyo
Young RA, Giese RL (eds) (1990) Introduction to forest science, 2nd edn. Wiley, New York
Young RA, Giese RL (eds) (2004) Introduction to forest ecosystem science and management, 3rd edn. Wiley, New York
Young RA, Rowell RM (1986) Cellulose: structure, modification and hydrolysis. Wiley-Interscience, New York
Young RA, Akhtar M (eds) (1998) Environmentally friendly technologies for the pulp and paper industry. Wiley, New York
Articles and Chapters
Akhtar M, Blanchette R, Myers G, Kirk T (1998) An overview of biomechanical pulping. In: Young RA, Akhtar M (eds) Environmentally friendly technologies for the pulp and paper industry. Wiley, New York
Campbell MM, Brunner AM, Jones HM, Strauss SH (2003) Forestry’s fertile crescent: the application of biotechnology to forest trees. Plant Biotechnol J 1:141–154
Chum HL (1989) Structural materials for the automobile of the future—composite materials. In: Chum HL (ed) Assessment of biobased materials. Solar Energy Research Institute, Report No. SERI/TR-234-3650, Department of Energy, Golden, CO, pp 1.1–1.19
Hegert H (1998) Developments in organosolv pulping—an overview. In: Young RA, Akhtar M (eds) Environmentally friendly technologies for the pulp and paper industry. Wiley, New York
Ince P, Schuler A, Spelter H, Luppold E (2007) Globalization and structural changes in the U.S. forest sector: an evolving context for sustainable forest management. General Technical Report, FPL-GTR 170, USDA Forest Service, Forest Products Laboratory, Madison, WI
Johansson A, Aaltonen O, Ylinen P (1987) Organosolv pulping—methods and pulp properties. Biomass 13:45
Lai Y-Z (1991) Chemical degradation. In: Hon DN-S, Shiraishi N (eds) Wood and cellulosic chemistry. Marcel Dekker, New York
Lai Y-Z (1995) Reactivity and accessibility of cellulose, hemicelluloses, and lignins. In: Hon DN-S (ed) Modification of lignocellulosic materials. Marcel Dekker, New York
Levan SL, Ross RJ, Winandy JE (1990) Effects of fire retardant chemicals on the bending properties of wood at elevated temperatures. USDA Forest Service Research Report FRL-RP-498, Forest Products Laboratory, Madison, WI
Mansfield SD, Esteghlalian AR (2003) Applications of biotechnology in the forest products industry. Applications of enzymes to lignocellulosics. ACS Symp Ser 855:2
Nelson P (1998) Elemental chlorine free (ECF) and totally chlorine free (TCF) bleaching of pulps. In: Young RA, Akhtar M (eds) Environmentally friendly technologies for the pulp and paper industry. Wiley, New York
Sanadi A, Caulfield D, Jacobsen R (1997) Agro-fiber/thermoplastic composites. In: Rowell R, Young RA (eds) Paper and paper composites from agro-based resources. CRC Press, New York
Winandy JE, Williama AW, Rudie AW, Ross RJ (2008) Opportunities for using wood and biofibers for energy, chemical feedstocks and structural applications. In: Pickering KL (ed) Properties and performance of natural-fibre composites. CRC Press, Boca Raton, FL
Young RA (1986) Structure, swelling and bonding of cellulose fibers. In: Young RA, Rowell RM (eds) Cellulose: structure, modification and hydrolysis. Wiley-Interscience, New York, pp 91–128
Acknowledgement
The author wishes to acknowledge the use of material from an earlier edition by Dr. R. A. Young.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2012 Springer Science+Business Media New York
About this chapter
Cite this chapter
Lai, YZ. (2012). Wood and Wood Products. In: Kent, J. (eds) Handbook of Industrial Chemistry and Biotechnology. Springer, Boston, MA. https://doi.org/10.1007/978-1-4614-4259-2_28
Download citation
DOI: https://doi.org/10.1007/978-1-4614-4259-2_28
Published:
Publisher Name: Springer, Boston, MA
Print ISBN: 978-1-4614-4258-5
Online ISBN: 978-1-4614-4259-2
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)