
Abstract
Iodine, vitamin A and iron deficiencies are important global public health problems, particularly for preschool children and pregnant women in low-income countries (World Health Organization 2000). These deficiencies are mainly due to monotonous, poor-quality diets that do not meet nutrient requirements. In countries where existing food supplies and/or limited access fail to provide adequate levels of these nutrients in the diet, food fortification is a promising approach. Co-fortification of foods with iron, iodine and vitamin A may be advantageous due to beneficial interactions of these micronutrients in metabolism. Studies in animals and humans have shown that iron deficiency anemia (IDA) impairs thyroid metabolism (Zimmermann et al. 2000a, 2000b; Hess et al. 2002a, 2002b). Vitamin A deficiency may exacerbate anemia through impairment of iron metabolism (Semba and Bloem 2002). Vitamin A, together with iodine, may reduce thyroid hyperstimulation and risk for goiter (Zimmermann et al. 2007). These micronutrient interactions strongly argue for multiple micronutrient fortification. However, food fortification with iron is not straightforward.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
7.1 Micronutrient Deficiencies
Iodine, vitamin A and iron deficiencies are important global public health problems, particularly for preschool children and pregnant women in low-income countries (World Health Organization 2000). These deficiencies are mainly due to monotonous, poor-quality diets that do not meet nutrient requirements. In countries where existing food supplies and/or limited access fail to provide adequate levels of these nutrients in the diet, food fortification is a promising approach. Co-fortification of foods with iron, iodine and vitamin A may be advantageous due to beneficial interactions of these micronutrients in metabolism. Studies in animals and humans have shown that iron deficiency anemia (IDA) impairs thyroid metabolism (Zimmermann et al. 2000a, 2000b; Hess et al. 2002a, 2002b). Vitamin A deficiency may exacerbate anemia through impairment of iron metabolism (Semba and Bloem 2002). Vitamin A, together with iodine, may reduce thyroid hyperstimulation and risk for goiter (Zimmermann et al. 2007). These micronutrient interactions strongly argue for multiple micronutrient fortification. However, food fortification with iron is not straightforward.
7.2 Encapsulation of Iron
The main advantage of Fe encapsulation is that it may allow addition of Fe compounds of high bioavailability to difficult-to-fortify food vehicles, such as cereal flours, milk products and low-grade salt (Zimmermann 2004). Fe encapsulation may decrease Fe-catalyzed oxidation of fatty acids, amino acids, and other micronutrients that can cause adverse sensory changes and decrease the nutritional value of these foods (Schrooyen et al. 2001). Also, it may reduce interactions of Fe with food components that cause color changes and lower Fe bioavailability, such as tannins, polyphenols and phytates (Hurrell 2002).
A number of encapsulated Fe compounds are in development or commercially available. These include forms of ferrous sulfate, ferrous fumarate, ferric pyrophosphate, and elemental Fe (see next section). Water-soluble coating materials, such as maltodextrin and cellulose, typically do not provide adequate protection against iron oxidation in moist environments. Therefore, most encapsulated Fe compounds are coated with hydrogenated oils that provide an effective water barrier at relatively low cost. These hard fat encapsulates can be prepared by fluid bed coating, or spray chilling/spray cooling (see Chap. 2 of this book).
A new concept goes beyond regarding microcapsules as a container from which functional components can be released in a controlled manner within the gastro intestinal tract. The new principle focuses on microcapsules as microreactors containing subcapsules with two or more functional components, which chemically or physically interact in a synergistic manner concerning the objective to be achieved. With respect to micronutrient encapsulation, typical synergistic reactions between the micronutrient component and the reaction partner component are the suppression of oxidation and complexation, but it could as well be a synthesis reaction generated by the functional molecules. The major objective of this approach is the improvement of bioavailability and the reduction of functional component losses during storage, preparation and perception.
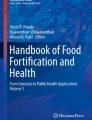
Figure 7.1 gives a schematic view of a multi-microcapsule morphology and its stepwise structure degradation in the digestive process (Windhab 1999, 2004).


The Multicapsule (MCAPS) concept showing schematically (i) the des-integration of MCAPS (M) including sub-capsules (Si, SSi) and encapsulated functional components (FCs) on the gastro intestinal track and (ii) controlled release and interaction of the FCs in a microenvironment at the intestinal wall
The processing of multi-microcapsules comprises the operations of dispersing (1), mixing (2) and spray chilling or spray drying (3). Details are given in the following stepwise description :
-
1.
Dispersing: The dispersing step can be divided into two sub-steps : (1a) Dispersing of functional components within a watery or lipid fluid phase and (1b) Dispersing/emulsifying the liquid functional component dispersion/solution (received from 1a within another non-miscible fluid phase, thereby forming a duplex emulsion).
The dispersing steps include formation of interfacial structures to stabilize the interface. Subsequent to each dispersing step, partial solidification of the disperse fluid phase(s) is desirable to support structure stability for the next processing step (Windhab et al. 2005).
-
2.
Mixing – I Two or more emulsion systems processed according to 1a/b and containing at least two different functional component dispersions/solutions are gently mixed such that the disperse phase structures are mostly kept.
-
3.
Spray Chilling/Spray Drying The multiple emulsion/dispersion system resulting after mixing step 2 will be spray chilled (3a) or spray dried (3b) in order to receive a powder end product. In case of an o/w/o multiple emulsion/dispersion, multiple phase structure spray chilling will be applied and lead to lipid coated hydrophilic capsules with lipid sub-capsules (o/w/o-MCAPS). In the case of reverse phase arrangement, the respective water soluble phase- coated w/o/w-MCAPS are received from spray drying (Windhab and Wagner 1994).
To incorporate the multi component capsules generated within processing steps 1–3 into a food system, another mixing step has to be added.
-
4.
Mixing – II: Mixing of MCAPS into food matrices can be done with powder mixers (4a) if powdery component mixtures are provided for application, such as e.g., in the case of triple-fortified salt (example given below).
In case of embedding the MCAPS into a more complex food matrix, another fluid mixing device can be applied, such as an extruder system (4b) as has been demonstrated for highly viscous wheat or rice flour-based dough systems.
Figure 7.2 gives a schematic view of an arrangement of the four processing operations (1–4) considered. In Fig. 7.3 powder particles with embedded MCAPS are shown.


Schematic drawing of the Multicapsule (MCAPS) processing steps: pre-mixing (i), dispersing (ii), spray processing (chilling or drying) (iii) and MCAPS-food matrix mixing/shaping (extrusion) (iv)


Powder MCAPS with embedded multiple capsule structures (a) and different morphologies of the disperse sub-capsule phase (b, c) in the liquid state containing functional components
For each of the processing operations (1–4) the processing parameters have to be adjusted such that specific structure criteria (A–D) are fulfilled, allowing the required encapsulation quality to be achieved. These are:
-
A.
Disperse structures with small size distribution.
-
B.
Homogeneous distribution of the disperse phases within the respective bulk phase entities.
-
C.
Negligible structure degradation during subsequent processing steps.
-
D.
Structure stability on shelf life time scale under typical environmental conditions.
To improve processing conditions with respect to these criteria, new process design tools (μPRO: Micro-Fluidics + CFD based Process Design) have been introduced and innovative processing devices (e.g., ROtating MEmbrane dispersing device (ROME)) derived (Schadler and Windhab 2006). For MCAPS processing, the Rotating Membrane dispersing device (ROME) has proved to be a crucial tool to achieve adjustable disperse drop/capsule structure size distributions under gentle mechanical processing conditions (Müller-Fischer et al. 2007).
Figure 7.4 gives an insight into a micro-fluidics crossflow channel as used for membrane emulsification investigations. Figure 7.5 demonstrates a small pilot scale Rotating Membrane device (ROME) for continuous multiple capsule emulsion processing.


Drop/capsule generation at membrane pore in a Micro-fluidics cross-flow channel (a) and velocity field within drop during forming at the pore measured by micro PIV (Particle Imaging Velocimetry) (b)


Rotating membrane dispersing device (ROME): schematic view of multiple emulsion dispersing process (a), membrane cylinder (b) and patented lab/pilot-scale commercialized ROME device (by Kinematica AG, Littau-Luzern, Switzerland) (c)
The crossflow field is adjusted by the rotational velocity of the membrane cylinder. Disperse drops are generated at the rotating membrane surface by feeding the disperse fluid phase through a hollow shaft into the membrane cylinder and pressing it through the membrane pores with trans-membrane pressures ΔP M in the range of about 0.5–5 bars, depending on mass flow rate dm/dt and dynamic viscosity function η(dv/dr). The continuous (bulk) fluid phase is pumped axially through the annular gap between the rotating membrane cylinder and the concentric cylinder housing. The interplay of interfacial tension between disperse fluid phase, continuous (bulk) fluid phase and membrane surface with the flow shear stresses generated by the concentric cylinder rotational flow field, determines the critical drop/capsule size which is detached from the membrane surface.
For multiple emulsification/encapsulation processing ROME devices can be arranged in series. However, a first dispersing step for simple emulsification can also be carried out within alternative dispersing devices like Micro-Fluidizer/high pressure homogenizer, rotor/stator disperser or ultrasound disperser. In the second multiple emulsion dispersing step, the ROME device proved clearly advantageous compared to conventional dispersing devices. Due to the uniform and gentle mechanical dispersing treatment in the ROME device, disperse multiple emulsion structures were not destroyed (e.g., by re-coalescence), even up to very high disperse phase fractions of 50–60 Vol%.
7.3 Bioavailability
However, the effect of encapsulation per se on Fe bioavailability is a concern. Several factors may influence Fe bioavailability from encapsulated products, including capsule material, ratio of capsule material to Fe, and the technology and process used for encapsulation. The relative bioavailability (RBV) of a series of encapsulated Fe compounds has been tested in rat Hb repletion tests (Hurrell 1985; Hurrell et al. 1989). The Hb repletion test measures the bioavailability of Fe compounds based on their ability to increase hemoglobin (Hb) in anemic rats, relative to ferrous sulfate. The compounds were obtained from Durkee (Cleveland, Ohio, USA) and had a 40:60 ratio of capsule material: FeSO4∙H2O. As shown in Table 7.1, the RBV of ferrous sulfate encapsulated with hydrogenated soybean oil, hydrogenated palm oil, or mono- and diglycerides was comparable to that of ferrous sulfate. Ferrous sulfate encapsulated with maltodextrin showed a nonsignificant reduction in RBV compared to ferrous sulfate. Ethyl cellulose encapsulated ferrous sulfate (Eurand International, Milan, Italy) was also tested (20:80 capsule:substrate ratio), and had 33% higher RBV. The RBV of ferrous sulfate encapsulated in hydrogenated soybean oil (Balchem, Slate Hill, NY, USA) varies between 78 and 99, depending on the capsule material and the capsule:substrate ratio (Table 7.1) (D. Barclay, Nestec Ltd., personal communication, 2003). Ferrous sulfate encapsulated in hydrogenated soybean oil at a 50:50 capsule:substrate ratio showed an RBV equivalent to nonencapsulated ferrous sulfate. However, there was a 20% reduction in RBV when the capsule:substrate ratio was increased to 67:33. Also, there was a 20% reduction in RBV when the capsule was modified to include glycerol-monostearate and tricalcium phosphate.
The relative bioavailability (RBV) of encapsulated forms of ferrous fumarate was also tested in rat Hb repletion tests (D. Barclay, Nestec Ltd., personal communication, 2003) (Table 7.2). Ferrous fumarate encapsulated in hydrogenated castor oil (Biodar, Yavne, Israel) at 70:30 and 60:40 ratios of capsule: substrate, and encapsulated in hydrogenated soybean oil (Balchem) at a 40:60 ratio had RBVs equal to non-encapsulated ferrous sulfate. However, ferrous fumarate encapsulated in carnauba wax (Westreco, Marysville, Ohio, USA) had a RBV of only 66% compared to ferrous sulfate. In a separate study, the RBV of ferric ammonium citrate was equivalent to ferrous sulfate, but when encapsulated with hydrogenated palm oil in a 60:40 ratio, its RBV was decreased by 25%.
The bioavailability of encapsulated ferric pyrophosphate (FePP) was evaluated by Wegmuller et al. (2003) The hemoglobin (Hb) repletion method in weanling rats (Forbes et al. 1989) was used to compare the relative bioavailability (RBV) of FePP with a mean particle size (MPS) ≈ 2.5 μm to the same compound encapsulated in hydrogenated palm oil at a capsule:substrate ratio of 60:40. The encapsulated FePP was produced by spray cooling. The capsule was made of hydrogenated palm oil (Nutriswiss) containing 1% lecithin (Loders Croklaan). The palm oil was heated to 85°C and a suspension containing the FePP was made. This was then passed through a screw pump (Scheerle) into a stainless steel spraying tower, atomized using air as the second medium, and cooled with liquid nitrogen. The RBV compared with ferrous sulfate was calculated by the slope-ratio technique. The RBV was 43% for encapsulated MPS ≈ 2.5 μm, significantly lower than the nonencapsulated FePP compounds (69%).
The variable RBV reported in these studies demonstrates the importance of testing the bioavailability of new encapsulated Fe compounds in rat Hb repletion studies before they can be recommended for use in food fortification (Zimmermann 2004).
7.4 Food Fortification with Encapsulated Iron
7.4.1 Sensory Testing in Cereals
Encapsulated Fe was dry mixed into precooked wheat flour (10 mg/100 g) and the samples were stored at 37°C for 3 months (Hurrell 1985). The compounds tested were ferrous sulfate encapsulated with hydrogenated soybean oil, hydrogenated palm oil, mono- and diglycerides, maltodextrin, or ethyl cellulose. All the compounds performed as well as electrolytic Fe and an unfortified control. They did not cause fat oxidation as measured by pentane generation, nor did they generate off-flavors as measured by a taste panel. However, when prepared at temperatures above the melting points of the capsules (52–66°C), the encapsulated Fe compounds produced green-gray color changes in porridges made with hot water and wheat flour. Ferrous sulfate encapsulated in either hydrogenated soybean oil or mono- and diglycerides was dry mixed into a wheat cereal at 10 mg and 50 mg/100 g, and the samples were stored at 37°C for 3 months (Hurrell et al. 1989). Both compounds performed as well as electrolytic Fe and an unfortified control. Ferrous sulfate encapsulated with ethyl cellulose, dry mixed into a rice cereal at 18.5 mg Fe/100 g and stored at 37°C for 3 months, also performed as well as carbonyl Fe and the control (Hurrell et al. 1989).
7.4.2 Ferrous Sulfate and Ascorbic Acid Encapsulated in Soy Lecithin Liposomes
If liquid food products are to be fortified with Fe, liposome technology can be used (Schrooyen et al. 2001). A series of studies in Argentina reported on the bioavailability of ferrous sulfate (6.6% Fe) with ascorbic acid (2%) encapsulated in soy lecithin liposomes in a fluid suspension (SFE-171, BioferTM) (Boccio 1997). The bioavailability of SFE-171 was comparable to that of nonencapsulated ferrous sulfate in animals and humans. Absorption of SFE-171 given with milk was not significantly different from ferrous sulfate or ascorbate given with water, but was greater than ferrous sulfate given with milk (p < 0.01). The authors suggested that encapsulation of the Fe improved its bioavailability by reducing its interaction with protein, calcium, and other milk components (Boccio 1997).
In a series of further absorption studies in rats, the absorption of SFE-171 was comparable to or greater than ferrous sulfate when given with different meals. In humans (n = 29) without IDA (mean Hb 16.8 ± 1.4; serum ferritin 113 ± 74 μg/L), mean absorption ± SD of SFE-171 given with 250 ml of milk (6.6% Fe) was 10.4 ± 4.9%. In an uncontrolled study, preschool children with Fe-deficiency anemia (n = 10, mean age 23.1 ± 8.9 months) received a daily milk portion (250 ml) fortified with SFE-171. All the subjects receiving the fortified milk attained normal Hb concentrations; the mean number of days required was 50.7 ± 19.2 (Boccio 1997).
An alternative approach to fortify milk with encapsulated Fe is the use of ferric ammonium sulfate coated with polyglycerol monostearate (Kwak et al. 2003). The microencapsulates were made by spraying a heated (50°C) solution of polyglycerol monostearate with ferric ammonium sulfate (3:1 up to 20:1 w/w) into a solution of 0.05% Tween 60 at 5°C. The organoleptic properties of milk fortified with this encapsulated compound were superior to milk fortified with other Fe compounds; lipid peroxidation in the milk was reduced by using the encapsulated Fe. Microcapsules containing FeCl3 or FeSO4 plus ascorbic acid coated with hydrogenated milk fat or stearine have been used to fortify cheese (Jackson and Lee 1992); the stearine-coated Fe caused less oxidation of fat in cheese compared to those fortified with nonencapsulated Fe (Jackson and Lee 1992).
7.4.3 Emulsifications of Ferric Pyrophosphate
SunActive FeTM (Taiyo Kagaku Co., Ltd., Yokkaichi, Mie, Japan) is a commercially available (but relatively expensive), patented form of ferric pyrophosphate (FePP). It contains micronized FePP (mean particle size 0.3–0.5 μm) stabilized using emulsifiers including polyglycerol esters and hydrolyzed lecithin. It is available in liquid form (12% Fe) and as a powder (8% Fe). It remains in suspension in liquid products and can be used to fortify dairy-based products, such as milk, drinkable yogurts and soymilk. In rats, the RBV of dispersible SunActive FeTM is similar to ferrous sulfate (Sakaguchi et al. 2004). Several stable isotope studies in humans have reported Fe absorption rates of 15–25% for rice, 63–83% for infant cereals and 94% for a milk-based drink (Fidler et al. 2004; Moretti et al. 2006).
7.4.4 Encapsulated Ferrous Fumarate Plus Ascorbic Acid As “Sprinkles” in Ghana
Encapsulated ferrous fumarate has been used successfully in complementary food fortification. In a feeding trial, anemic infants in Ghana received a daily sachet of “sprinkles” containing ferrous fumarate encapsulated in hydrogenated soybean oil (80 mg elemental Fe) (Descote ferrous fumarate 60 Ultra, Particle Dynamics, St. Louis, USA) (Zlotkin et al. 2001). The sachets also contained ascorbic acid (50 mg) and were mixed into complementary foods at homes just before feeding. A second group received ferrous sulfate drops 3 times/d for 2 months (total daily dose: 40 mg elemental Fe). In both groups, there was a significant increase in serum ferritin and Hb concentrations from baseline to the end of treatment, and the change in Hb concentrations was not significantly different between groups. Despite the presence of ascorbic acid in the sprinkles, the bioavailability of Fe appeared to be lower from the sprinkles than from the drops. This may have been due to the fact that the sprinkles were mixed with food, which may have inhibited Fe absorption relative to the drops that were taken without food. The authors suggested that improved safety and ease of use may favor the use of sprinkles to deliver Fe (Zlotkin et al. 2001). Subsequent studies have shown the efficacy of sprinkles containing a lower dose of Fe (12 mg) as encapsulated ferrous fumarate (Hirve et al. 2007).
A stable isotope study compared the Fe absorption from sprinkles containing encapsulated ferrous fumarate or non encapsulated ferrous fumarate, mixed into rice-based and wheat-based complementary foods in non-anemic infants (Liyanage and Zlotkin 2002). The absorption of the ferrous fumarate was significantly reduced by encapsulation. A subsequent isotope absorption study tested sprinkles containing encapsulated ferrous fumarate plus ascorbic acid added to a maize-based porridge in infants (Tondeur et al. 2004). Mean Fe absorption was 4.5% in iron-sufficient infants and 8.3% in those with iron-deficiency anemia.
7.4.5 Dual Fortified Salt with Encapsulated Ferrous Sulfate and Iodine
Although dual fortification of salt with iodine and Fe could be an effective fortification strategy, ensuring iodine stability and Fe bioavailability in dual fortified salt (DFS) is difficult. Water-soluble Fe compounds, which are the most bioavailable, react with moisture and impurities in salt and produce unacceptable color changes. Moreover, in the presence of ferrous ions and oxygen, the iodine in DFS is unstable due to catalytic oxidation of iodate or iodide to I2. Insoluble Fe compounds, such as elemental Fe powders or Fe phosphate compounds, cause fewer sensory changes but may be so poorly absorbed as to be of little nutritional value. Encapsulated Fe has excellent potential for overcoming unwanted sensory changes and iodine losses in salt, while maintaining high bioavailability (Zimmermann et al. 2003).
A DFS containing encapsulated ferrous sulfate was tested in rural villages in the Rif Mountains of northern Morocco (Zimmermann et al. 2003). Because the local diet was high in phytic acid and low in ascorbic acid, estimated non-heme Fe bioavailability was only 0.4–4.3%. Local salt was dual fortified with 25 μg iodine/g salt as (non-encapsulated potassium iodide) KI and 1 mg Fe/g salt as ferrous sulfate hydrate encapsulated with partially hydrogenated vegetable oil (Cap-Shure FS-165E-50, Balchem, Slate Hill, NY, USA), or fortified with iodine only (Iodized Salt, IS). The encapsulated Fe compound contained 50% FeSO4∙H2O. After storage for 20 weeks, there were no significant differences in iodine content between the DFS and IS.
The efficacy of the DFS was evaluated in a randomized, double-blind trial in iodine-deficient 6–15 year-old children (n = 377). Each participating family shared a 2 kg monthly salt portion for 9 months. Mean Hb and all indices of Fe status significantly increased in the DFS group compared to the IS group at 40 weeks. The prevalence of IDA and Fe-deficiency without anemia was sharply lower in the DFS group at 40 weeks. Although the DFS was well accepted, Fe encapsulation did not entirely prevent color changes. During the dry season, when the moisture content of the local salt was low (<1%), there was no significant color difference between IS and DFS. However, during the damp winter season, when the moisture content of the local salt was high (∼3%), the DFS developed a yellow color during storage. Although the partially hydrogenated vegetable oil capsule is water resistant, some loss of capsule likely occurred from abrasion during mixing. When the salt moisture content was high, the ferrous Fe was oxidized in the presence of water and oxygen and precipitation of yellow-brown ferric hydroxide occurred.
The DFS demonstrated good bioavailability without an enhancer, despite the high phytic acid content of the diet. To fully liberate Fe encapsulated in partially hydrogenated vegetable oil requires lipase digestion in the proximal duodenum. This brief delay in Fe appearance may reduce Fe binding to inhibitory substances (such as phytic acid) in the stomach and upper duodenum, and thereby potentially increase Fe absorption, although this has not been directly tested. Although a stable and efficacious DFS could provide new opportunities for controlling iron deficiency, the cost-effectiveness of this approach remains to be determined. Current cost estimates for encapsulated ferrous sulfate are 4–7× that of non-encapsulated ferrous sulfate, but the price could fall if production is on a large scale. Because performance of encapsulated Fe may vary depending on climate, salt quality and diet, the authors suggested that more studies were needed in other countries under local conditions (Zimmermann et al. 2003).
7.4.6 Fortification of Salt with Encapsulated Fe: Stability and Acceptability Testing
In the Morocco intervention trial described above (Zimmermann et al. 2003), salt containing ferrous sulfate encapsulated with hydrogenated soybean oil was effective in reducing the prevalence of anemia, but it caused a yellow color in the salt during the damp winter season. Therefore, Wegmuller et al. (2003) tested the potential of various encapsulated Fe compounds as salt fortificants. In temperate Morocco and tropical Côte d’Ivoire, native salt was dual fortified with iodine and 15 different encapsulated Fe compounds were commercially available or in development (Table 7.3). In Morocco, the fortified salts were prepared using unground, unwashed salt from a local cooperative. In Côte d’Ivoire, the fortified salts were prepared using unwashed imported Senegalese salt. Tests were done comparing the following:
-
Ferrous sulfate to encapsulated ferrous sulfate (seven different capsule materials)
-
Ferrous fumarate to encapsulated ferrous fumarate (six different capsules)
-
Ferric pyrophosphate to encapsulated micronized ferric pyrophosphate
-
Electrolytic Fe to encapsulated electrolytic Fe
The salt fortification level chosen for the different Fe compounds was equivalent to 1 mg of Fe as ferrous sulfate/g salt, considering the estimated RBV of the Fe compounds compared to ferrous sulfate (Hurrell 2002). All DFS and an IS control were stored in loosely woven high-density polyethylene bags, and in transparent low-density polyethylene bags. The color and iodine content were measured at baseline and after storage for 1, 2, 4 and 6 months. Color changes were evaluated using reflectance colorimetry. Acceptability of the salt color was judged at 4 months by standardized interviews comparing 100 g DFS and IS samples side-by-side on white backgrounds.
For almost all compounds, encapsulation did not prevent adverse sensory changes. There was a rapid and marked color change in many of the DFS, particularly the ones fortified with forms of elemental Fe and ferrous sulfate. In general, the color change in Morocco was greater than in Côte d’Ivoire. Color instability was likely the result of the formation of ferric oxides of Fe with a rusty orange color, and the formation of I2 which has a dark brown color. Two of the salts fortified with encapsulated ferrous fumarate were judged acceptable at 4 months. One was encapsulated in soy stearine and granulated with dextrin, cellulose and sodium hexametaphosphate (SHMP). Its color stability was likely to be at least partly due to the presence of a stabilizing agent, SHMP (Narasinga Rao 1985). The other ferrous fumarate that performed well and showed only a slight color change was encapsulated in an edible wax matrix, but the bioavailability of the Fe in this edible wax capsule has not been tested.
Two forms of encapsulated ferric pyrophosphate with small particle size showed promise as a salt fortificant; their color in the DFS was acceptable, and at 4 months, the DFS retained 92 and 56% of their original iodine content in Morocco and Côte d’Ivoire, respectively, similar to iodized salt. Their color and iodine stability may be due to the fact that Fe phosphate compounds are insoluble in water and only poorly soluble in dilute acid, which reduces their reactivity, even in salt with a high moisture content.
The findings of this study suggest currently available encapsulation techniques for Fe do not sufficiently reduce moisture penetration and/or Fe solubility when the encapsulated Fe is mixed into salt. Mechanical abrasion of the capsules during mixing may also contribute by damaging capsules and exposing and/or freeing Fe. Also, the Fe in these compounds may not be fully coated by the encapsulation process. Spray cooling is typically referred to as “matrix” encapsulation, because the particles are aggregates of the iron compound buried in the fat matrix, while “true” encapsulation is usually reserved for processes leading to core/shell type microcapsules. A matrix encapsulation process leaves a significant proportion of the active ingredients lying on the surface of the microcapsules or sticking out of the fat matrix, thus having direct access to the environment and generally releasing their content easily (Gouin 2004). The strong binding of the ingredient to the fat matrix can prevent the release of the ingredient even though the fat matrix is melted and/or damaged during processing (Gouin 2004).
7.4.7 Fortification of Salt with Encapsulated Ferrous Fumarate
A new formulation of encapsulated, agglomerated ferrous fumarate (EFF) has been developed by the Micronutrient Initiative (Ottawa, Canada). The encapsulation provides a physical barrier between iodine and the salt, its impurities and the ferrous fumarate. The EFF premix includes encapsulated ferrous fumarate with a soy stearine coating made in a fluidized bed, which was then agglomerated with titanium dioxide, hydroxypropyl methylcellulose (HPMC), and sodium hexametaphosphate (SHMP). The acceptability and efficacy of this premix, when added to iodized salt, was recently tested in school children in rural southern India with low iron stores. Local salt fortified with the EFF caused color changes in local foods when added during cooking, and the EFF segregated in the salt when the moisture content was low. However, the iodine content of the salt was stable and the EFF was efficacious in a household-based feeding trial over 10 months, where body iron stores were significantly increased in iron-deficient children (Andersson et al. 2008).
7.4.8 Triple Fortification of Salt with Iron, Iodine and Vitamin A
In remote, rural areas of subsistence farming in Africa and Indonesia, salt is one of the few regularly purchased food items and therefore is often the only suitable food vehicle for food fortification (Hess et al. 1999; Melse-Boonstra et al. 2000). Because salt is consumed daily at fairly steady levels even by low socio-economic population groups, it could be a promising food vehicle for triple fortification with iodine, Fe, and vitamin A. Adding vitamin A to salt is particularly challenging, due to its fat solubility and its instability in the presence of oxygen and other oxidizing agents, particularly when exposed to light and heat. Encapsulation of vitamin A and iodine could protect them from interactions with salt impurities, light, air, and moisture. Fortification of salt with a single dry mix containing these three micronutrients may be simpler and less expensive compared to separate addition into different food vehicles.
In a series of studies (Zimmermann et al. 2004; Wegmueller et al. 2006), triple fortified MCAPS (see Sect. 7.2) containing iron, iodine and vitamin A for salt fortification were produced and tested. Spray cooling was chosen for the production of the microcapsules because of the desirable coating characteristics produced by the technique, and because spray cooling is currently the least expensive encapsulation technology (Gouin 2004). Fully hydrogenated palm fat was chosen as coating material due to its high melting point (63°C) for several reasons: (a) the sprayed capsules need to resist high temperatures encountered during storage and transport of salt in tropical climates; (b) its hydrophobic properties prevent the entrance of water and reduce reactions between different core ingredients; and (c) fat is an ideal matrix for fat-soluble vitamin A due to the stabilization and the delay of oxidation of the vitamin. Lecithin was added to the molten palm fat together with the Fe to reduce the viscosity of the suspension and enable a capsule:substrate ratio of 60:40.
The particle size of the microcapsules was set according to the average particle size of the salt to be fortified (approximately 1.5 mm). A small mean particle size of ≈100 μm was chosen for the capsules to increase van der Waals forces with the larger salt crystals and thereby reduce segregation in the salt. An additional consideration was the need to maintain an adequate volume–surface ratio in order to protect the ingredients, but not interfere with the release kinetics of the nutrients from the capsules to maintain bioavailability.
For the production of the microcapsules, ferric pyrophosphate (FePP) (≈21% Fe) with a mean particle size (MPS) of 2.5 μm (Dr. Paul Lohmann, Emmerthal, Germany) was used. KIO3 was chosen over KI because it is less reactive with ferric forms of iron. Reagent-grade potassium iodate (KIO3) (Riedel-de Haen, Hannover, Germany) was chosen as the iodine source. The KIO3 was ground to a smaller particle size (<10 μm) before spraying, using a laboratory bead mill K8 (Bühler, Uzwil, Switzerland). An oily form of vitamin A was used due to its solubility in the fat matrix, its higher stability and lower costs compared to dried forms (Dary and Mora 2002). The vitamin A fortificant used was liquid retinyl palmitate 1.7 M IU/g, stabilized with 10 mg of BHT/million IU (BASF ChemTrade GmbH, Burgbernheim, Germany).
The ferric pyrophosphate (40% w/w) and lecithin (1% w/w) were stirred into molten palm fat (80–90°C) and than filled into a heated tank above a rotary pump. This tank was continuously stirred to avoid sedimentation of the Fe particles and then, just before spraying, the iodine and retinyl palmitate were added. Before spraying, the mixture contained a ratio of Fe:iodine:retinol of 100 mg:2 mg:5 mg per g mixture. To minimize losses of iodine and retinol due to heat, light and/or oxidation, the final suspension was immediately sprayed into a pre-cooled tower through a two-fluid nozzle with heated air of ≈90°C as the second medium. Liquid nitrogen was sprayed into the middle zone of the tower to cool and rapidly solidify the atomized particles. The capsule:substrate ratio of the produced microcapsules was 60:40. The mean particle size was ≈135 μm.
Figure 7.6 shows a light microscope image of the microcapsules (100× magnification). The spherical particles have a smooth surface characteristic of spray cooled or spray chilled products because there is no mass transfer by evaporation as in spray drying (Shahidi and Han 1993). There is a relatively wide range of particle size. The presence of agglomerates is likely due to the particles being insufficiently solidified during settling in the spraying tower. Figure 7.7 shows a SEM micrograph of the surface of microcapsules at two different magnifications. Crystals of the palm fat can be seen on the capsule surface. Small capsules have fewer fat crystals on the surface than larger ones, most probably due to the shorter solidification time for small capsules. To visualize the internal structure, microcapsules were broken (Fig. 7.8). The large crystals of the palm fat can be recognized on the surface of the cross section, but the individual nutrient components are not visible on the surface or in the cross section.


Sprayed microcapsules containing iron, iodine and vitamin A designed for salt fortification analyzed by light microscopy (100× magnified)


(a, b) Surface of microcapsules containing iron, iodine and vitamin A designed for salt fortification analyzed by SEM micrographs: (a) 700× magnified, picture width: 154 μm and (b) 5,000× magnified, picture width: 21.6 μm


Inner structure of a broken microcapsule containing iron, iodine and vitamin A designed for salt fortification analyzed by SEM micrographs (700× magnified, picture with: 154 μm)
The microcapsules were tested as a salt fortificant in rural northern Morocco (Zimmermann et al. 2004), where deficiencies of iron, iodine and vitamin A are common and salt is regularly consumed at a level of 5–15 g/d. Using local salt, iodized salt (IS) was prepared by adding KIO3 at a concentration of 25 μg I/g salt, and triple-fortified salt (TFS) was prepared using microcapsules at a concentration of 2 mg Fe, 25 μg I, 60 μg vitamin A/g salt, and stored for 6 months. Although there was no significant color change in the IS and TFS over 6 months of storage, there was a slight difference in color between the TFS (light beige) and the IS (milky white) after mixing. This resulted in an absolute color difference measured by reflectance colorimetry of (∆E) of ≈9. Although Wegmuller et al. (2003) reported that fortified salts with ∆E < 10 compared to IS were considered acceptable in interviews at local African markets, an improvement in salt color should be a future goal in the refinement of the encapsulation process. Because fats crystallize in various forms that exhibit very different crystal sizes, hydrophobicities and densities (Gouin 2004), refinement of the crystallization during production and storage could help prevent discoloration due to reactions of the Fe compound with the salt matrix.
The spraying process resulted in iodine and vitamin A losses of approximately 40% and 30%, respectively. Additional losses of iodine after storage for 6 months were ≈20% in both the TFS and IS. The retinyl palmitate used in the experiments was surprisingly stable during storage, with losses of only 12% after 6 months (Table 7.4). This was likely due to the hydrogenated fat acting as an excellent barrier to oxygen. However, vitamin A and iodine losses during production of the capsules were high, and the encapsulation process should be improved to reduce these losses, particularly for vitamin A, which is expensive. Producing the microcapsules in an oxygen-free area and without direct light could be the next step. In this study, the losses are anticipated by overage before spraying at a ratio of iron 1 mg: iodine 15 μg:vitamin A 50 μg, to achieve the final target ratio for fortification, that is: iron 1 mg:iodine ≈ 12 μg:vitamin A ≈ 30 μg.
Once these stability and acceptability tests were complete, we compared the efficacy of the TFS and IS in a randomized, double-blind trial. The subjects were 6–14-year-old children. Each participating family was provided with 2 kg of salt at the beginning of each month for 10 months to supply all household needs. There were significant improvements in iron, iodine and vitamin A status in the TFS group, and a reduction in the prevalence of anemia and vitamin A deficiency. Although this trial showed the feasibility of triple fortifying salt using encapsulation, the price increment for a triple-fortified salt would be high and a significant barrier to its implementation.
7.4.9 Dual Fortification of Wheat Flour with Encapsulated Ferrous Sulfate and Iodine
For iron fortification of low extraction wheat flour, the WHO recommends both nonencapsulated and encapsulated iron compounds (World Health Organization 2006). If ferrous sulfate is used, it may need to be encapsulated to avoid sensory problems during long-term storage (Hurrell 2002). However, commercially available products cannot be used by most flour mills because their particle size is too large to pass the sieves used during milling. Salt iodization is the preferred strategy for iodine prophylaxis. But it is ineffective where salt is not the major condiment (e.g., in Southeast Asia, where it is replaced by soy and fish sauce) or where the presence of multiple small salt producers makes installation of fortification infrastructure difficult. In these situations, alternate vehicles for iodine should be explored. For example, in rural areas of North Africa, India and Pakistan, wheat flour is a staple food and is centrally processed, while salt is provided by many small local producers. For these reasons, Biebinger et al. (2008) recently developed and tested the efficacy of microcapsules containing ferrous sulfate and iodine specifically designed for wheat flour fortification. A spray-cooling process was used to package micronized ferrous sulfate and potassium iodate into small dense microcapsules of hydrogenated palm oil (mean particle size ≈40 μm) (Fig. 7.9). The capsule to substrate ratio was approximately 50:50; the mean ± SD iron and iodine content of the capsule was 15.7 ± 0.4% and 0.45 ± 0.02%, respectively. During spraying, mean iodine losses were ≈25%; the baking process produced no measurable iodine losses.


Structural appearance of the fat-based microcapsules containing iron and iodine designed for wheat flour fortification, analyzed by scanning electron microscopy (SEM): (a) 1,000× magnified, picture width: 107 μm and (b) 4,000× magnified, picture width: 27 μm
The microcapsules were used to fortify wheat-based biscuits with 10 mg iron and 150 μg iodine per serving, and their efficacy was compared to a non-fortified control in a randomized feeding trial in young Kuwaiti women. The fortified biscuits were indistinguishable in taste and color from the unfortified biscuits. In the group receiving the microcapsule-fortified biscuits, body iron stores and urinary iodine concentration increased, and the prevalence of iron deficiency was reduced by nearly half. This is the first report showing the efficacy in humans of wheat flour fortification with encapsulated ferrous sulfate. The authors estimated that 11% of the iron from the encapsulated ferrous sulfate was absorbed. This value is similar to that from a study in Thailand using unencapsulated ferrous sulfate, where ≈11% of the administered iron dose was absorbed after a comparable time frame of 20 weeks (Zimmermann et al. 2005). This suggests the encapsulation of the ferrous sulfate used in the study did not adversely affect its bioavailability. However, because the vehicle was a baked snack, heating during cooking likely melted most if not all of the capsule and released its contents before consumption.
An innovation of this study was the production of dense microcapsules small enough to pass the sieve sizes of 325 mesh, widely used in the milling industry, without compromising iron bioavailability or sensory qualities. Commercially available encapsulated ferrous sulfates are typically too large (>100 μm) to pass through these sieves. The use of micronized dried ferrous sulfate and an optimized spray-cooling method made it possible to reduce microcapsule particle size and yet ensure an adequate surrounding physical barrier. Future refinements in the encapsulation process for wheat flour fortification should be directed toward: (a) further reduction in the amount of iron exposed on the capsule surface to reduce potential adverse sensory changes in stored flours or fortified products without compromising desirable particle size and iron bioavailability; (b) reduction of iodine losses during processing of capsules; and (c) potential addition of an enhancer of iron absorption, such as vitamin C or EDTA, to the capsule. The feasibility of adding encapsulated ferrous sulfate to wheat flour on a national scale, including issues of production, cost, distribution and storage, require further investigation.
7.5 Final Considerations
Iron (Fe) encapsulation has the potential to help overcome several major challenges in Fe fortification of foods. It may decrease unwanted sensory changes and reduce interactions of Fe with food components that lower Fe bioavailability. However, the effect of encapsulation per se on Fe bioavailability is a concern. Studies comparing encapsulated ferrous sulfate, ferric ammonium citrate and ferrous fumarate in most often hard fat to non-encapsulated compounds indicate that a ratio of capsule:substrate ≤50:50 is unlikely to decrease the relative bioavailability (RBV) of the Fe. Encapsulated ferrous fumarate given with ascorbic acid as a complementary food supplement has been shown to be efficacious in anemic children. Salt has been successfully fortified with microcapsules containing ferric pyrophosphate, iodine and vitamin A. In order to fortify salt with soluble Fe compounds, further refinements in capsule design are needed to increase resistance to moisture and abrasion. Encapsulated ferrous sulfate specifically designed for wheat flour fortification has been shown to be efficacious in improving iron status in young women. More studies evaluating the potential efficacy of encapsulated Fe in staple cereals (wheat and maize flours) are needed. A potential barrier to the use of encapsulated forms of Fe in staple food fortification is the relatively low melting point of the hard fat capsules, which may cause unwanted sensory changes during food preparation. Process costs for encapsulation can be high, and unless they can be reduced, may limit applications. Further research is needed to determine which encapsulation technologies are most effective in ensuring iron bioavailability from encapsulated compounds.
References
Andersson M, Thankachan P, Muthayya S, Goud RB, Kurpad AV, Hurrell RF, Zimmermann MB (2008) Dual fortification of salt with iodine and iron: a randomized, double-blind, controlled trial of micronized ferric pyrophosphate and encapsulated ferrous fumarate in southern India. Am J Clin Nutr 88(5):1378–1387
Biebinger R, Zimmermann MB, Al-Hooti SN, Al-Hamed N, Al-Salem E, Zafar T, Kabir Y, Al-Obaid I, Petry N, Hurrell RF (2009) Efficacy of wheat-based biscuits fortified with microcapsules containing ferrous sulphate and potassium iodate or a new H-reduced elemental iron: a randomised, double-blind, controlled trial in Kuwaiti women. Br J Nutr (in press)
Boccio JR (1997) A new procedure to fortify milk and dairy products with high-bioavailable ferrous sulfate. Nutr Rev 55:240–246
Dary O, Mora JO (2002) Food fortification to reduce vitamin A deficiency: International Vitamin A Consultative Group recommendations. J Nutr 132(9 Suppl):2927–2933
Fidler MC, Walczyk T, Davidsson L, Zeder C, Sakaguchi N, Juneja LR, Hurrell RF (2004) A micronised, dispersible ferric pyrophosphate with high relative bioavailability in man. Br J Nutr 91(1):107–112
Forbes AL, Adams CE, Arnaud MJ, Chichester CO, Cook JD, Harrison BN, Hurrell RF, Kahn SG, Morris ER (1989) Comparison of in vitro, animal and clinical determinations of iron bioavailability: International Nutrition Anemia Consultative Group Task Force report on iron bioavailability. Am J Clin Nutr 49:225–238
Gouin S (2004) Microencapsulation: industrial appraisal of existing technologies and trends. Trends Food Sci Technol 15(7–8):330–347
Hess SY, Zimmermann MB, Adou P, Torresani T, Hurrell RF (2002a) Treatment of iron deficiency in goitrous children improves the efficacy of iodized salt in Cote d’Ivoire. Am J Clin Nutr 75(4):743–748
Hess SY, Zimmermann MB, Arnold M, Langhans W, Hurrell RF (2002b) Iron deficiency anemia reduces thyroid peroxidase activity in rats. J Nutr 132(7):1951–1955
Hess SY, Zimmermann MB, Staubli-Asobayire F, Tebi A, Hurrell RF (1999) An evaluation of salt intake and iodine nutrition in a rural and urban area of the Cote d’Ivoire. Eur J Clin Nutr 53(9):680–686
Hirve S, Bhave S, Bavdekar A, Naik S, Pandit A, Schauer C, Christofides A, Hyder Z, Zlotkin S (2007) Low dose ‘Sprinkles’ – an innovative approach to treat iron deficiency anemia in infants and young children. Indian J Pediatr 44(2):91–100
Hurrell RF, Furniss DE, Burri J, Whittaker P, Lynch SR, Cook JD (1989) Iron fortification of infant cereals: a proposal for the use of ferrous fumarate or ferrous succinate. Am J Clin Nutr 49(6):1274–1282
Hurrell RF (1985) Nonelemental sources. In: Clydesdale FM, Wiemer KL (eds) Iron fortification of foods. Academic Press, Orlando, pp 39–53
Hurrell RF (2002) Fortification: overcoming technical and practical barriers. J Nutr 132(4 Suppl):806S–812S
Jackson LS, Lee K (1992) Fortification of cheese with microencapsulated iron. Cult Dairy Prod J 27:4–7
Kwak HS, Yang KM, Ahn J (2003) Microencapsulated iron for milk fortification. J Agric Food Chem 51:7770–7774
Liyanage C, Zlotkin S (2002) Bioavailability of iron from micro-encapsulated iron sprinkle supplement. Food Nutr Bull 23:133–137
Melse-Boonstra A, Pee S, Martini E, Halati S, Sari M, Kosen S, Muhilal, Bloem MW (2000) The potential of various foods to serve as a carrier for micronutrient fortification, data from remote areas in Indonesia. Eur J Clin Nutr 54(11):822–827
Moretti D, Zimmermann MB, Wegmüller R, Walczyk T, Zeder C, Hurrell RF (2006) Iron status and food matrix strongly affect the relative bioavailability of ferric pyrophosphate in humans. Am J Clin Nutr 83(3):632–638
Narasinga Rao BS (1985) Salt. In: Clydesdale FM, Wiemer KL (eds) Iron fortification of foods. Academic Press, Orlando, pp 155–164
Müller-Fischer NF, Bleuler H, Windhab EJ (2007) Dynamically enhanced membrane foaming. Chem Eng Sci 62:4409–4419
Sakaguchi N, Rao TP, Nakata K, Nanbu H, Juneja LR (2004) Iron absorption and bioavailability in rats of micronized dispersible ferric pyrophosphate. Int J Vitam Nutr Res 74:3–9
Schadler V, Windhab EJ (2006) Kontinuierliches Membran-Emulgieren mittels rotierender Mikromembranen mit definierten Porenabständen. Desalination 189(1–3):130–135
Schrooyen PM, van der Meer R, De Kruif CG (2001) Microencapsulation: its application in nutrition. Proc Nutr Soc 60:475–479
Semba RD, Bloem MW (2002) The anemia of vitamin A deficiency: epidemiology and pathogenesis. Eur J Clin Nutr 56(4):271–281
Shahidi F, Han XQ (1993) Encapsulation of food ingredients. Crit Rev Food Sci 33(6):501–547
Tondeur MC, Schauer CS, Christofides AL, Asante KP, Newtonm S, Serfass RE, Zlotkin SH (2004) Determination of iron absorption from intrinsically labeled microencapsulated ferrous fumarate (sprinkles) in infants with different iron and hematologic status by using a dual-stable-isotope method. Am J Clin Nutr 80:1436–1444
Wegmuller R, Zimmermann MB, Hurrell RF (2003) Dual fortification of salt with iodine and encapsulated iron compounds: stability and acceptability testing in Morocco and Cote d’Ivoire. J Food Sci 68(6):2129–2135
Wegmueller R, Zimmermann MB, Buehr V, Windhab E, Hurrell RF (2006) Development, stability, and sensory testing of microcapsules containing iron, iodine, and vitamin A for use in food fortification. J Food Sci 71(2):S181
Windhab E, Wagner T (1994) Apparatus for the preparation of ice cream, frozen dessert and fruit masses. European Patent EP 0659351 B1, published 1999
Windhab E (1999) Method for the manufacture of cold sprayed, solidified, storage stable and free flowing micro-capsule systems and their application. Patent DE 197 50 679 B4
Windhab E (2004) Method and device for the production of storage stable Multi-Micro-Capsules comprising adjustable synergistically active functional components. European Patent EP1722885 A1
Windhab EJ, Dressler M, Feigl K, Fischer P, Megias-Alguacil D (2005) Emulsion processing – from single-drop deformation to design of complex processes and products. Chem Eng Sci 60(8–9):2101–2113
World Health Organization (2000). Turning the tide of malnutrition: responding to the challenge of the 21st century. WHO/NHD/00.7. WHO, Geneva
World Health Organization (2006) Guidelines on food fortification with micronutrients. WHO, Geneva
Zimmermann MB (2004) The potential of encapsulated iron compounds in food fortification: a review. Int J Vitam Nutr Res 74(6):453–461
Zimmermann MB, Adou P, Torresani T, Zeder C, Hurrell RF (2000a) Persistence of goiter despite oral iodine supplementation in goitrous children with iron deficiency anemia in Cote d’Ivoire. Am J Clin Nutr 71(1):88–93
Zimmermann MB, Adou P, Torresani T, Zeder C, Hurrell RF (2000b) Iron supplementation in goitrous, iron-deficient children improves their response to oral iodized oil. Eur J Endocrinol 142(3):217–223
Zimmermann MB, Jooste PL, Mabapa NS, Schoeman S, Biebinger R, Mushaphi LF, Mbhenyane X (2007) Vitamin A supplementation in iodine-deficient African children decreases thyrotropin stimulation of the thyroid and reduces the goiter rate. Am J Clin Nutr 86(4):1040–1044
Zimmermann MB, Wegmueller R, Zeder C, Chaouki N, Biebinger R, Hurrell RF, Windhab E (2004) Triple fortification of salt with microcapsules of iodine, iron, and vitamin A. Am J Clin Nutr 80(5):1283–1290
Zimmermann MB, Zeder C, Chaouki N, Saad A, Torresani T, Hurrell RF (2003) Dual fortification of salt with iodine and microencapsulated iron: a randomized, double-blind, controlled trial in Moroccan schoolchildren. Am J Clin Nutr 77(2):425–432
Zimmermann MB, Winichagoon P, Gowachirapant S, Hess SY, Harrington M, Chavasit V, Lynch SR, Hurrell RF (2005) Comparison of the efficacy of wheat-based snacks fortified with ferrous sulfate, electrolytic iron, or hydrogen-reduced elemental iron: randomized, double-blind, controlled trial in Thai women. Am J Clin Nutr 82(6):1276–1282
Zlotkin S, Arthur P, Yeboah Antwi K, Yeung G (2001) Treatment of anemia with microencapsulated ferrous fumarate plus ascorbic acid supplied as sprinkles to complementary (weaning) foods. Am J Clin Nutr 74:791–795
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2010 Springer Science+Business Media, LLC
About this chapter
Cite this chapter
Zimmermann, M.B., Windhab, E.J. (2010). Encapsulation of Iron and Other Micronutrients for Food Fortification. In: Zuidam, N., Nedovic, V. (eds) Encapsulation Technologies for Active Food Ingredients and Food Processing. Springer, New York, NY. https://doi.org/10.1007/978-1-4419-1008-0_7
Download citation
DOI: https://doi.org/10.1007/978-1-4419-1008-0_7
Published:
Publisher Name: Springer, New York, NY
Print ISBN: 978-1-4419-1007-3
Online ISBN: 978-1-4419-1008-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)