
Abstract
In this introductory chapter, a brief overview of emulsion polymerization and miniemulsion polymerization principles is given in relation to preparation of hybrid latex particles. An account is presented of the early history of preparation of hybrid latex particles with an emphasis on the hybrid lattices containing organic and inorganic material phases. The two approaches for obtaining encapsulated inorganic particles are discussed: the chemical method in which polymerization takes place in the presence of inorganic particles, and the physical method whereby latex particles are deposited on the surface of inorganic particles by heterocoagulation. A new classification scheme for the preparation of hybrid latex particles and corresponding higher-order nanostructures is given in this paper. This classification is partially based on a discussion during the International Polymer Colloids Group meeting in Italy in 2009.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

- Emulsion polymerization
- Encapsulation
- Hybrid latex particles
- Miniemulsion polymerization
- Nanocomposites
- Nanosynthons
1 Introduction
In this special issue of Advances in Polymer Science, the topic of hybrid lattices is covered. According to the IUPAC “Terminology of polymers and polymerization processes in dispersed systems” a hybrid latex particle is either a latex comprising a high molar mass polymer and an oligomer (or an alkyd resin), or a latex particle that contains both organic and inorganic material phases [1].
We will focus on the use of emulsion polymerization and miniemulsion polymerization techniques for the preparation of hybrid latex particles. Also, more emphasis will be put on the preparation of hybrid lattices containing organic and inorganic materials, because the scope of these kinds of materials in applications is much broader than that of, for example, latex particles containing alkyd resin.
In this introductory chapter, a brief overview of emulsion polymerization and miniemulsion polymerization is given, followed by some history of the preparation of hybrid latex particles, with an emphasis on the hybrid lattices containing organic and inorganic material phases.
The number of methods and approaches for the production of hybrid lattices has increased dramatically in the last 10 years. Not only molecules and latex particles but also surfactant assemblies, block copolymers and inorganic particles are used as building blocks to create hybrid latex particles. Recognizing the general classification scheme introduced by Bourgeat Lami in 2002 [2], a new classification scheme for the preparation of hybrid latex particles and corresponding higher-order nanostructures will be given in this paper. This classification is partially based on a discussion during the International Polymer Colloids Group meeting in Italy in 2009 [3].
The building blocks for preparing the hybrid latex particles will be referred to as synthons or nanosynthons. The word “synthon” was introduced by E.J. Corey as being a fragment in a molecule related to a possible synthetic operation [4] In this paper, we refer to synthons as being reactive molecules that are building blocks for higher-order structures. A monomer is typically a synthon that leads to a higher-order structure, the polymer. Dissolved polymer molecules can also act as synthons, for example in the sense that they can combine to higher-order structures like gels or can be used in encapsulation by building a polymer shell by the layer-by-layer approach using oppositely charged polyelectrolytes [5].
The nanosynthon is a particle (not a molecule) that can create hybrid structures and/or suprastructures [6]. Figure 1 shows how hybrid latex particles can be produced and how hybrid particles can lead to suprastructures and functionalities. The hybrid latex particle is created out of molecules (synthons) and/or particles (nanosynthons). If we use only particles to create a hybrid latex particle we refer to the process as heterocoagulation (lefthand side of Fig. 1). Heterocoagulation is the process by which different types of particles (different in composition and/or size) coagulate in a controlled way. In using heterocoagulation to prepare hybrid latex particles the different particles often have different charge. If for example a positively charged inorganic particle is slowly added to a surplus of negatively charged latex particles immediate charge reversal of the inorganic particle takes place and the systems remains stable. If the core particle is a liquid or a void, the particle is also called a colloidosome (see [7]).

Preparation methods for hybrid latex particles and subsequent formation of suprastructures and functionalities
Hybrid latex particles can also be produced by reacting molecules (monomers) via (mini)emulsion polymerization on the surface of an inorganic particle (nanosynthon); this process is usually referred to as encapsulation (righthand side of Fig. 1). Inorganic/organic hybrid latex particles can also be produced by only using synthons, for example by combining synthons for inorganic material with synthons for polymers. If the two types of synthons are reacted simultaneously an interpenetrating network of the organic and inorganic material can be obtained. If the two synthons are reacted consecutively more structured materials can be obtained. An example is the vesicle-directed growth of silica where the bilayer of the vesicles contains polydivinylbenzene obtained after photopolymerization (dioctadecyl ammonium bromide and divinylbenzene are the synthons respectively). The outside of the structure is produced from siloxanes to produce a layer of silica. In this way a hollow structure with an organic/inorganic shell is obtained [8] and the polymer and inorganic material are separated. A hybrid latex particle can intrinsically contain the desired functionality (for example an encapsulated pigment particle that is more compatible with the binder system in a coating) or can obtain its final functionality after post-modification (for example a magnetic core–shell particle that is functionalized with certain proteins to target certain organs in the human body [9]). Hybrid latex particles can construct blocks (nanosynthons) for suprastructures that then contain the desired functionalities (for example an encapsulated clay particle that leads to a film with better barrier properties).
The resulting structures of hybrid latex particles are shown in (Fig. 2) and can be described as follows: In encapsulating, for example, an inorganic nanoparticle, the expected outcome is the core–shell particle. In some cases, more than one core particle is encapsulated in the resulting hybrid particle, which could be called an occluded particle. Combining synthons for preparation of a polymeric phase and an inorganic phase, one might also produce occluded particles or multilayered particles. Depending on the surface tensions between the seed material and the polymer and each of the two materials with the water phase, one might obtain partially engulfed particles. Encapsulating a liquid or creating a void inside a particle leads to a nanocapsule. If the particles contain a solid core that is supposed to be released later, these are also called nanocapsules. Depositing particles on a droplet or on a void leads to colloidosomes.

Different morphologies that can be obtained during preparation of hybrid latex particles
The polymerization techniques applied in encapsulation of nanosized structures are usually emulsion or miniemulsion polymerization. In heterocoagulation, the nanosynthons are often also prepared by emulsion polymerization (Fig. 1).
2 Emulsion Polymerization
The emulsion polymerization technique is a heterophase polymerization technique in which three phases can be distinguished: the water phase, the latex particle phase and the monomer droplet phase (the latter is usually present during part of the polymerization reaction). The product of an emulsion polymerization is a latex: a submicrometer dispersion of polymer particles in water. Non-aqueous dispersions of latex particles also exist.
The emulsion polymerization technique usually contains a micelle-forming surfactant and a water-soluble initiator in combination with a water-insoluble monomer. Polymerization takes place in the monomer-swollen micelles and latex particles. Therefore, the term “emulsion polymerization” is a misnomer; the starting point is an emulsion of monomer droplets in water, and the product is a dispersion of latex particles. In the case of microemulsion polymerization, the monomer droplets are made very small (typical particle radius is 10–30 nm) and they become the locus of polymerization. In order to obtain such small droplets, a co-surfactant (e.g. hexanol) is usually applied. A microemulsion is thermodynamically stable [10]. A similar polymerization technique is miniemulsion polymerization in which the thermodynamically unstable droplets have a radius of between 30 and 500 nm [11]. It is also possible to perform inverse emulsion polymerizations whereby the continuous phase is organic, in combination with a water-soluble monomer in small water droplets.
2.1 General Aspects of Emulsion Polymerization
Emulsion polymerization involves the emulsification of monomers in an aqueous phase, and stabilization of the droplets by a surfactant. Usually, a water-soluble initiator is used to start the free-radical polymerization. The final product is a dispersion of submicrometer polymer particles, which is called latex. The locus of polymerization is the micelle. Typical applications are paints, coatings, adhesives, paper coatings and carpet backings. The latex particles can have different structures (see Fig. 2). Excellent text books on the applications and structure–property relationships exist [11, 12, 13, 14, 15]. Besides a full description of the kinetics and mechanism of emulsion polymerization [16], a textbook adapted for use as material for people entering the field is also available [17].
In emulsion polymerization, one can achieve relatively high rates of polymerization and high molar masses as compared to, for example, solution polymerization.
One of the first major applications of latex was the replacement of natural rubber latex by synthetic rubber latex during the Second World War. From there, a continuing interest in the preparation of lattices has evolved. At the end of the twentieth century, environmental aspects are starting to play a role in the further introduction of emulsion polymerization techniques, replacing solvent-based polymerization processes.
2.2 Principles of the Emulsion Polymerization Process
The physical picture of emulsion polymerization is based originally on the qualitative picture of Harkins [18] and the quantitative treatment of Smith and Ewart [19], followed by other contributions. Gilbert shaped the qualitative and quantitative picture of the emulsion polymerization process as it is now generally accepted [16]. The main components of an emulsion polymerization recipe are the monomer(s), dispersing medium (usually water), surfactant and initiator.
During the progress of the polymerization, three distinct intervals can be observed. Interval I is the initial stage, during which particle nucleation takes place. The mechanisms of particle nucleation will be discussed in Sect. 2.3.
Interval II is characterized by a constant particle number, while polymerization in the particles proceeds in the presence of a separate monomer phase. The beginning of interval II is usually taken as the conversion, when the surfactant concentration drops below its critical micelle concentration (CMC). The monomer-swollen particles grow and increase their surface area and consume the monomer droplets. The end of interval II is characterized by the disappearance of monomer droplets. From the beginning of interval III, no monomer droplets are present and the monomer concentration in the particles and water phase continuously decreases.
2.3 Particle Nucleation
The nucleation stage (interval I) is the stage during which the particles are formed and therefore the final particle number (and thus particle size) is determined. In micellar nucleation, an oligomer produced from the initiator-derived radical grows until it is surface-active and then enters the micelle (surfactant–cosurfactant system).The number of particles increases in this interval and therefore also the rate of polymerization. When the particle formation is finished and, in the ideal situation, from then on the number of polymer particles remains constant, interval I is finished and interval II starts.
This nucleation mechanism is elegantly quantified by Smith and Ewart [19], who stated that particle nucleation will stop when the surfactant concentration drops below its CMC due to adsorption of surfactant onto the surface of the newly formed polymer particle.
Two weaknesses of the Smith–Ewart nucleation model are: (1) particles are formed even when no micelles are present; and (2) more water-soluble monomers do not fit the theory.
A homogeneous nucleation model was proposed [20, 21] in which radicals react in the aqueous phase with solubilized monomer to form growing oligomeric species (Fig. 3). These species will form particles when the critical water solubility length is reached (j crit-mer). The consequence is that in cases where homogeneous nucleation is the dominating regime of particle nucleation, the water solubility of the monomer, the initiator concentration, and the water solubility of the initiator become important parameters in the emulsion polymerization process.

Model of homogeneous nucleation related to entry for persulphate-derived radicals
In this special issue, we aim to relate the mechanism of polymerization to the production of hybrid latex particles. In general, encapsulation of inorganic particles is achieved by performing an emulsion polymerization in the presence of the inorganic particles. The encapsulation efficiency is determined by the amount of polymer formed exclusively on the surface of the inorganic particles as opposed to the formation of a second crop of particles (called secondary nucleation) that do not contain inorganic particles. In the light of the nucleation mechanism, we are dealing with a so-called seeded emulsion polymerization that starts in interval II of the emulsion polymerization process.
2.4 Particle Morphologies
As mentioned before, hybrid latex particles are usually prepared by seeded emulsion polymerization. In the first stage, well-defined inorganic or organic particles are prepared, while in the second stage a monomer is polymerized in the presence of these well-defined particles. Multistage emulsion polymerization produces structures such as core–shell, “inverted” core–shell structures, and phase-separated structures such as sandwich structures, hemispheres, “raspberry-like” and void particles (see also Fig. 2). Control of the composite latex particle morphology is important for many latex applications, such as adhesives and coatings [22], and for impact modification and toughening of polymer matrices [23]. The morphology of the particle has a big influence on the properties. The particle morphology can be affected by many of the polymerization parameters. Examples are: water solubility of the monomers; type, amount and addition mode of other ingredients such as surfactant; initiator; chain transfer agent; crosslinking agents; degree of compatibility of polymers; viscosity of the polymerization loci (through swelling of the core particle with monomer and the molar mass of the polymer); degree of grafting of the second stage polymer onto the core particle; polarity of the polymers; interfacial tension at the polymer–polymer and polymer–water interphases; degree of crosslinking; methods of monomer addition; and polymerization temperature.
Particle morphology in emulsion polymerizations with more than one monomer (consecutive homo- and or copolymerization) is governed by thermodynamics and kinetics.
The thermodynamics are mainly controlled by the interfacial tensions between the two polymers and between each of the polymers and water. Calculations of the latex particle morphology on the basis of minimization of the interfacial energy change have been reported by Sundberg et al. [24] and Chen et al. [25, 26]. The interfacial tension seems to be one of the main parameters controlling particle morphology in composite latexes. Depending on the type of initiator and surfactant, the surface polarity can be different. Therefore, the particle surface polarity, rather than the polymer bulk properties, could be the controlling parameter in determining which phase will be inside or outside in composite particles.
It is possible that equilibrium morphology is not obtained because the movement of the polymer chains is not fast enough to reach that equilibrium within the timeframe of the reaction; this is kinetic control of morphology. The kinetic parameters influence the rate of formation of a certain morphology [27, 28], which is basically determined by the interfacial tensions [29]. The parameters of importance are the rate of formation of the polymer (parameters are propagation rate coefficient, and the local monomer and radical concentrations) and the rate of diffusion of the polymer chains (parameters are viscosity in the locus of polymerization, molar mass and topology of the polymer chain). Both the rate of formation and the rate of diffusion of a polymer chain are, for example, affected by the mode of addition of the monomer and initiator. An increased rate of addition of the monomer will lead to a lower instantaneous conversion and thus a lower viscosity in the particle, which in turn increases the rates of diffusion and leads to different morphologies.
Asua et al. [30, 31] also developed a mathematical model for the development of particle morphology in emulsion polymerization. This model is based on the migration of clusters. The clusters are formed if the newly formed polymer chain is incompatible with the polymer existing at the site where it is formed, thus inducing phase separation. The equilibrium morphology is reached when the clusters migrate to an equilibrium situation in order to minimize the Gibbs free energy. The motion of the clusters is due to the balance between the van der Waals forces and the viscous forces.
3 Miniemulsion and Microemulsion Polymerization
From a synthetic point of view, emulsion polymerization is not suitable for all monomers. For monomers that are highly water-soluble or, on the other hand, almost insoluble in water, the standard emulsion polymerization technique is not suitable. For water-soluble monomers, besides emulsion polymerization, aqueous phase polymerization can also occur, in which case one could resort to inverse emulsion polymerization, whereby water droplets containing the monomer are polymerized in an oil phase.
In the case of monomers with low water solubility, another problem arises. In emulsion polymerizations, transport of monomer from monomer droplets to the growing polymer particles is needed, which demands a minimum water solubility of the monomer. For example dodecylmethacrylate (water solubility of 0.065 mmol/L) cannot be polymerized by conventional emulsion polymerization. Another reason for hydrophobic monomers to polymerize slowly in emulsion polymerization could be that entry of radicals is slow because the oligomers do not grow to their critical chain length [32]. Another solution to this problem is to directly polymerize within the monomer droplets, which have to be very small in order to keep the benefits of producing polymer in the form of latex. In contrast to emulsion polymerization, where the droplets are of the same size as those in suspension polymerization \((10\mbox{ \textendash }100\,\mu \mathrm{m})\), in mini- and microemulsion polymerization the droplets are very much smaller and enable the polymerization to take place directly within the monomer droplets.
In miniemulsion polymerization, the droplets are in the range from 50 to 500 nm. A combination of a surfactant (e.g. SDS) and a hydrophobe or costabilizer (for example, a long chain alkane or alcohol) is used. The droplets are formed using devices like ultrasonifiers, homogenizers or even static mixers. The miniemulsions are thermodynamically unstable and therefore are only stable for a limited period of time, ranging from hours to days.
In principle, polymerization proceeds in the monomer droplets and the final particle number is close to the initial number of monomer droplets. However, in many cases not all droplets are initiated to become polymer particles, but only a fraction ( ≤ 20%) of the initial number of monomer droplets. This effect is related to Ostwald ripening and often a hydrophobe is added in the recipes to prevent this from happening.
The miniemulsion process is also very suitable for the preparation of hybrid latex particles. One can have the inorganic particles already present in the droplets, then the polymerization reaction results in encapsulated nanoparticles (see [33]).
In microemulsions, the droplets are even smaller (5–20 nm) and the microemulsion is thermodynamically stable. Here also, a mixed emulsifier system is used [10].
4 Encapsulation of Inorganic Particles
4.1 Early Accounts of Encapsulation Through Emulsion Polymerization
Encapsulation is the process of obtaining small solid nanoparticles, liquid nanodroplets or gas nanobubbles with a polymeric coating. We will give a historic account of some of the early work on encapsulating inorganic pigments and fillers with a polymer through (mini)emulsion polymerization.
The encapsulation of pigment and filler particles is an important area of research, both in the academic world and in industrial laboratories. At present, emphasis is given to the incorporation of clay in polymeric materials, including polymeric nanoparticles. Such systems are expected to exhibit properties other than the sum of the properties of the individual components. In general, several benefits from this encapsulation step can be expected when the obtained particles will be applied in a polymeric matrix (e.g., plastics or emulsion paints) as compared to physical blends:
-
–
Improved barrier properties of a paint film
-
–
Improved mechanical properties
-
–
Better particle dispersion in the polymeric matrix and, as a consequence, improved effectiveness in light scattering in a paint film
-
–
Protection of the filler or pigment from outside influences
-
–
Protection of the matrix polymer from interaction with the pigment
The applications of these encapsulated particles can be found in filled plastics, paints, inks, paper coatings etc. In solid polymeric materials and films, the interaction between filler or pigment and polymer is very important for mechanical properties like fracture toughness [34, 35].
The treatment of inorganic particles with hydrophobizing or coupling agents like silanes, titanates, zirconates etc. is aimed at improving the compatibility with the matrix polymer and it is shown that indeed many rheological and mechanical properties can benefit from this step [36]. However it is also clear that this relatively simple treatment is not sufficient to produce a composite with improved properties as compared to those of the unfilled polymer. The search for even better properties has initiated the process of encapsulation of inorganic particles where an intermediate layer, which interacts strongly with both the filler surface and the matrix polymer, would provide the required improvement. Similar conclusions were reached by Dekkers and Heikens [37] in their study on the effect of interfacial adhesion on tensile behavior of polystyrene–glass-bead composites. They state that obviously a more drastic modification (than surface modification with silanes) near the surface of the glass beads is required in order to obtain a composite both stiffer and tougher than the matrix material polystyrene; for instance, encapsulation of the glass beads within a layer of low-modulus material.
If there is good interaction between the inorganic material and the polymer, the polymer chains directly in contact with the surface are very difficult to remove, even without the presence of covalent bonds between the surface and the polymer layer. This bound polymer does not necessarily lead to reinforcement of a filled polymer and, in some cases, this layer can degrade the tear strength of the material by allowing failure at a weak second interface between bound and matrix polymer. This degradation can be alleviated by crosslinking the polymer or by increasing the molecular weight to force either chemical or physical links across the weak second interface [38]. Processing these particles at higher temperatures and high shear necessitates high molecular weights or crosslinking, in which case covalent bonding with the surface is superfluous.
Ono [39] showed in 1986 that carbon powders coated with polymethylmethacrylate were directly moldable into sheets that had excellent thermal properties and could also be used as electric conductive plastics.
One of the most important applications of encapsulated pigment and filler particles is in emulsion paints. One of the more expensive components of water-borne paints is the white pigment, usually titanium dioxide (rutile form). The pigment is added to obtain hiding power. The hiding power or opacity depends on the occurrence of light absorption and light scattering. For pigments with a high refractive index, like titanium dioxide, light scattering is the main contribution to the hiding power. The light scattering effectiveness of the pigment particles depends on the particle size and on the interparticle distance. Agglomerates of pigment, already present in the wet paint film or formed by flocculation during the drying process, will reduce the scattering effectiveness of the expensive dispersed pigment particles. One of the earlier papers in the field of encapsulation originates from 1980 by Laible et al. who stated that by encapsulating the pigment particles it would be expected that the chance of flocculation is reduced and that the dispersion in the final paint film is improved [40]. It has been suggested that the layer thickness could be optimized to obtain optimum spacing between titanium dioxide particles to achieve maximum light scattering [41].
Most titanium dioxide pigments are already surface-modified with other inorganic oxides to deal with the generation of radicals in titanium dioxide under the influence of UV light. These radicals can lead to degradation of the matrix polymer and, subsequently, to chalking. With the proper choice of the polymer layer, the durability might be improved further. Other advantages are improved block resistance, less dirt pick-up, better adhesion [34, 42] and improved chemical resistance [34].
Besides inorganic pigment and filler particles, there is also early work (from 1978) on encapsulation of organic pigments, e.g. copper-phtalocyanine and azo pigments [43]. For further reading on encapsulation of different materials see [44].
When the inorganic particles are magnetically responsive, this opens pathways to special applications like coupling of enzymes and antibodies to the surface of the magnetic particles after which drug targeting becomes possible. Also, these particles can be used in biochemical separations [45]. Furthermore, early accounts (from 1983) can be found where these magnetic particles are applied in magnetic recording media, oil spill clean-up and moldable magnetic powders [46]. In 1986, Cohen described the precipitation of iron hydroxides in swollen polymer particles, which were converted to the oxide by means of a heat treatment [47]. For further developments see [9].
Although some papers on encapsulation of inorganic particles can be found before 1980, most of the early work begins in the mid-1980s and, on average, about 50 papers per year were published on the topic of encapsulation using the emulsion polymerization technique.
All this work has been done in the early days of encapsulation study. Although a lot of success has been obtained, a general deficiency in the approaches mentioned is the irregular structure of the encapsulating polymer layer. Besides polymerization from the surface, there is also often formation of secondary polymer particles, which heterocoagulate on the surface and can create an irregular polymer layer. One solution is to use controlled radical polymerization from the surface in order to have regular growth, and often secondary nucleation is suppressed (see Sect. 4.2.3).
An increased interest in this approach was created when clay encapsulation was attempted. Furthermore, the miniemulsion polymerization technique proved to be another versatile route towards encapsulated materials (see [33]). In the past decade, about 100 papers per year are published (excluding the many papers on clay nanocomposites produced by techniques other than (mini)emulsion polymerization).
4.2 Encapsulation of Inorganic Particles with Emulsion Polymerization
4.2.1 General Principles
Emulsion polymerization is the technique that is used most often because of the many applications of encapsulated pigment particles that are related to water-based coatings.
In order to encapsulate an inorganic particle, one can resort to physical or chemical methods and use molecules or particles as the building blocks (see Fig. 1). A physical approach in which one uses molecules and inorganic particles is the layer-by-layer approach, initially developed by Möhwald and Caruso [5]. In this approach, polyelectrolytes are deposited on the surface of inorganic particles and an alternating charge of the polyelectrolytes is applied for each consecutive layer (see Fig. 4). Using monomers to build up polymer chains that encapsulate the particles is the principle of (mini)emulsion polymerization that we are discussing here. The driving force for the layer-by-layer approach is dominantly physical (e.g. electrostatic attraction), whereas in the emulsion polymerization approach the driving force is the insolubility of the formed polymer chains in water. In the emulsion approach, the inorganic particles (usually after some hydrophobization) are dispersed with the normal surfactants and an emulsion polymerization is performed, where the locus of polymerization is the hemi- or admicelle around the inorganic particle (Fig. 4).

Representation of encapsulation of inorganic (submicrometer) particles through the layer-by-layer approach (left) or (mini)emulsion polymerization (right)
Usually “maximum” properties are obtained when the inorganic particles are distributed evenly and as single (primary) particles in the matrix. This means that in the steps towards obtaining the final product, keeping the particles well dispersed is of major importance. Initially, the particles should be well dispersed in the aqueous phase and (partial) coagulation during the emulsion polymerization must be avoided because this leads to irreversible fixation of the coagulates.
Depending on the conditions, one can distinguish three different mechanisms (Fig. 4):
-
1.
Formation of a hemimicelle on the surface of the inorganic particle where, after swelling with monomer, the encapsulating polymer is formed.
-
2.
Precipitation of polymer chains initiated in the aqueous phase.
-
3.
Formation of polymer inside the particle containing monomer droplet (miniemulsion polymerization approach).
Examples of early work on the hemimicelle approach include the study of TiO2 [48, 49, 50] as one of the obvious candidates to benefit from encapsulation. In this work, the so-called coupling agents were applied, which usually contain at least one smaller alkoxy group that can react with a hydroxyl group on the surface. The other groups can contain functionalities that can interact physically or chemically with the surrounding polymer matrix, thereby aiding dispersion of the filler.
Other additives that are used to make the surface hydrophobic are, for example, a combination of methacrylic acid and aluminum nitrate as a coupling agent [51] or groups like stearoic acid. Without chemical modification of the surface, one can also use bilayers of adsorbed surfactant as a locus of polymerization [52]. The first step is the formation of a so-called hemimicelle, a bilayer of the surfactant molecules at the solid–aqueous interface (Fig. 4). A hemimicelle can be considered as the surface analogue of a micelle, and therefore this approach can be compared to the emulsion polymerization approach.
Early examples of the precipitation approach include the aqueous solution polymerizations reported by Chaimberg et al. [53] for the graft polymerization of polyvinylpyrrolidone onto silica. The nonporous silica particles were modified with vinyltriethoxysilane in xylene, isolated and dispersed in an aqueous solution of vinylpyrrolidone. The reaction was performed at 70∘C and initiated by hydrogen peroxide, after which precipitation on the surface occurred, leading to encapsulation. Nagai et al. [54] in 1989 reported on the aqueous polymerization of the quaternary salt of dimethylaminoethyl methacrylate with lauryl bromide, a surface-active monomer, on silica gel. Although the aim was to polymerize only on the surface, separate latex particles were also formed.
The miniemulsion approach is extensively discussed in the contribution of Weiss and Landfester [33].
4.2.2 Efficiency of Encapsulation
Polymerization on the surface is in competition with the process of new particle formation. Depending on the amount of surfactant, the type of monomer and the monomer droplet size any of the three nucleation mechanisms shown in Fig. 4 (micellar, homogeneous or droplet nucleation) can occur. In order to prevent micellar nucleation, the net surfactant concentration, after correction for the adsorbed amount on the surfaces, should be below the CMC. The presence of conventional surfactants in encapsulation reactions introduces the problem that a delicate balance between the stabilization of polymer particles and inorganic particles and the formation of new particles has to be maintained.
However, homogeneous nucleation can also occur, which will be more substantial with more water-soluble monomers present. Therefore, more free polymer will be formed and the efficiency will drop. The efficiency seems to depend on the water solubility of the monomer. Also, lowering the monomer addition rate can slow down production of new particles, as described below.
According to Hergeth and coworkers [55], a minimum surface of the inorganic particles is needed to prevent secondary nucleation. To estimate this amount, a formula was derived for seeded emulsion polymerization with spherical particles and a water-soluble initiator [55]. This formula was based on the observation that primary particles are produced by a collapse and micellization process of oligomeric chains. An upper limit for the particle size was estimated to be 100 nm for the encapsulation of silica with polyvinyl acetate. A relatively water-soluble monomer is applied here; for more hydrophobic monomers this upper limit will be higher. Because the surface area needed to prevent secondary nucleation is proportional to the monomer conversion per unit of time, the encapsulation efficiency can be improved by using monomer-starved conditions. So far, mainly submicrometer particles have been encapsulated with this method. The encapsulation of the larger filler particles ( > 1 μm) is more difficult because the low surface area of the particles does not suffice to capture all the formed oligomers and, therefore, secondary nucleation is almost unavoidable in the normal emulsion polymerization approach. However, the process of heterocoagulation can also occur during an emulsion polymerization and in many instances is the main mechanism of encapsulation. This mechanism leads to non-uniform polymer layers, but the resulting encapsulated particles can still improve the filler properties [56].
In general, a strong interaction of the first layer of encapsulating polymer with the surface of the inorganic particle can lead to an increase in the glass transition temperature, T g [57].
Using less water-soluble monomers in combination with a nonionic initiator, the formation of surface-active oligomers in the aqueous phase can be minimized, thus increasing the efficiency of encapsulation.
In summary, highest efficiencies are obtained from using small particles at a high concentration, a hydrophobic initiator, low surfactant concentration and monomers with low water solubility (added semi-continuously).
4.2.3 Special Approaches
Besides emulsion polymerization with a separate monomer phase, emulsions consisting of diluted monomer droplets together with inorganic particles were also polymerized by the group of Ruckenstein [58]. They created emulsions of decane, a monomer and silica in an aqueous solution of surfactant, which were polymerized to latexes containing uniformly distributed inorganic particle clusters of submicrometer size.
Inverse emulsions were also prepared, and (the otherwise difficult) encapsulation with water-soluble monomers like acrylamide was performed [58]. In a first step, a colloidal dispersion was prepared by dispersing the silica particles in an aqueous solution of acrylamide containing a water-soluble dispersant, a crosslinking agent like N,N-methylene bisacrylamide and an initiator. The colloidal system was dispersed in decane containing a suitable surfactant.
Another possibility, which has not fully been explored yet, is the use of vesicles (which intrinsically can form bilayers) as a locus of polymerization on the surface of inorganic particles. Both the adsorption of vesicles (on, for example, glass beads) [59] as well as the polymerization within vesicle structures has been described [60, 61, 62].
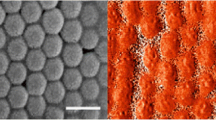
In the past, many groups have tried to encapsulate clay platelets inside latex particles. This encapsulation poses some extra challenges because of the tendency of the clay platelets to form stacks and card-house structures. Most of the attempts resulted in the so-called armored latex particles, i.e. clay platelets in the surface of the latex. Recently, natural and synthetic clays were successfully encapsulated. The anisotropy of the clay resulted in non-spherical latex particles (Figs. 5 and 6), either peanut-shaped [63] or flat [64]. Clay platelets also turned out to be good stabilizing agents for inverse Pickering emulsion polymerizations [65].

Cryo-TEM picture of peanut-shaped encapsulated montmorrilonite. The clay has been edge-modified with a reactive titanate and the surrounding polymer created by a starved-fed emulsion polymerization of methylmethacrylate [63]

Cryo-TEM picture of flat encapsulated gibbsite platelets. The polymerization has been performed from the surface with amphipatic RAFT agents. Note that some of the flat latex particles are seen from the face and some from the side. Secondary nucleation is also visible in this image [64]
5 Conclusions
Encapsulation of organic and inorganic pigment and filler particles has been achieved in the laboratory for many different materials. The number of commercial applications of encapsulated particles is limited. BASF has one of the first coatings on the market with nanocomposite particles containing high levels of silica [66]. For submicrometer particles, the emulsion and miniemulsion polymerization approaches seem the most promising. For larger particles, this method is less suitable and one has to resort to other techniques like suspension polymerization, or heterocoagulation with small latex particles. The main problems are to obtain and maintain primary particles during the encapsulation reaction and, at the same time, have high encapsulation efficiency.
References
Slomkowski S et al (2003) IUPAC terminology of polymerization processes and polymers in dispersed systems http://www.students.itu.edu.tr/$\sim$ surgun/IUPAC_polym_coll_ terminology.pdf
Bourgeat-Lami E (2002) J Nanosci Nanotechnol 2:1–24
Polymer Colloids Group (2009) Polymer colloids – quo vadis? 1st international polymer colloids group conference, Lucca, Italy, 6–11 July 2009
Corey EJ (1967) Pure Appl Chem 14:19–37
Caruso F, Möhwald H (1999) Langmuir 15:8276–8281
Cronin L, Beugholt C, Krickemeyer E, Schmidtmann M, Bögge H, Kögerler P, Luong K, Müller A (2002) Angew Chem Int Ed 41:2805–2808
Teixeira RFA, Bon SAF (2010) Physical methods for the preparation of hybrid nanocomposite polymer latex particles. Adv Polym Sci. doi:10.1007/12_2010_65
Hubert DHW, Jung M, Frederik PM, Bomans PHH, Meuldijk J, German AL (2000) Adv Mater 12:1286–1289
Rahman MM, Elaissari A (2010) Organic–inorganic hybrid magnetic latex. Adv Polym Sci. doi:10.1007/12_2010_59
Guo JS, Sudol ED, Vanderhoff JW, El-Aasser MS (1992) In: Daniels ES, Sudol ED, El-Aasser MS (eds) ACS symposium series: polymer latexes – preparation, characterization and applications, vol 492. American Chemical Society, Washington, DC, p 99
Tang H-I, Sudol ED, Adams ME, Silebi CA, El-Aasser MS (1992) In: Daniels ES, Sudol ED, El-Aasser MS (eds) ACS symposium series: polymer latexes – preparation, characterization and applications, vol 492. American Chemical Society, Washington, DC, p 72
Lovell PA, El-Aasser MS (eds) (1996) Emulsion polymerization and emulsion polymers. Wiley, Chichester
Blackley DC (1997) Polymer latices, science and technology. Chapman & Hall, London
Warson H, Finch CA (2001) Applications of synthetic resin latices. Wiley, Chichester
Urban D, Takamura A (2002) Polymer dispersions and their industrial applications. Wiley, Weinheim
Gilbert RG (1995) Emulsion polymerization, a mechanistic approach. Academic, London
van Herk AM (2005) Chemistry and technology of emulsion polymerization. Blackwell, Oxford
Harkins WD (1947) J Am Chem Soc 69:1428–1430
Smith WV, Ewart RW (1948) J Chem Phys 16:592–596
Goodall AR, Wilinson MC, Hearn JJ (1977) Polym Sci 15:2193–2198
Fitch RM, Tsai CH (1971) In: Fitch RM (ed) Polymer colloids. Plenum, New York, p 73
Vandezande GA, Rudin A (1994) J Coat Technol 66:99–108
Lovell PA (1995) Macromol Symp 92:71–92
Sundberg DC, Casassa AP, Pantazopoulos J, Muscato MR, Kronberg B, Berg J (1990) J Appl Polym Sci 41:1425–1442
Chen YC, Dimonie VL, El-Aasser MS (1991) J Appl Polym Sci 42:1049–1063
Chen YC, Dimonie VL, El-Aasser MS (1992) Pure Appl Chem 64:1691–1696
Chern CS, Poehlein GW (1990) J Polym Sci Polym Chem Ed 28:3073–3099
Mills MF, Gilbert RG, Napper DH (1990) Macromolecules 23:4247–4257
Chen YC, Dimonie VL, Shaffer OL, El-Aasser MS (1993) Polym Int 30:185–189
González-Ortiz LJ, Asua JM (1996) Macromolecules 28:3135–3145
González-Ortiz LJ, Asua JM (1996) Macromolecules 29:383–389
Maxwell IA, Morrison BR, Gilbert RG, Napper DH (1991) Macromolecules 24:1629–1640
Weiss CK, Landfester K (2010) Miniemulsion polymerization as a means to encapsulate organic and inorganic materials. Adv Polym Sci. doi:10.1007/12_2010_61
Godard P, Wertz JL, Biebuyck JJ, Mercier JP (1989) Pol Eng Sci 29:127–133
Kendall K (1978) Br Polym J 10:35–38
Hawthorne DG, Hodgkin JH, Loft BC, Solomon DH (1974) J Macromol Sci Chem A8:649–657
Dekkers MEJ, Heikens D (1983) J Appl Polym Sci 28:3809–3815
Kendall K, Sherliker FR (1980) Br Polym J 12:85–88
Ono T (1986) Org Coat 18:279–296
Laible R, Hamann K (1980) Adv Colloid Interface Sci 13:65–99
Templeton-Knight RL (1990) J Oil Colour Chem Assoc 1:459–464
Hoy KL, Smith OW (1991) Polymeric material science and engineering. Abstracts of ACS Fall Meeting 1991, New York 65:78–79
Kroker R, Hamann K (1978) Angew Makromol Chemie 13:1–22
van Herk AM, German AL (1998) Microencapsulated pigments and fillers. In Arshady R (ed) Microspheres, microcapsules & liposomes, vol 1. Preparation & chemical applications, Citus Books, London
Arshady R (1993) Biomaterials 14:5–15
Buske N, Goetze T (1983) Acta Polym 34:184–185
Cohen B, Wong TK, Hargitay B (1986) Magnetically responsive reagent carrier. Eur Pat. 180384 A2, CA 105 P 75418n.
Caris CHM, van Elven LPM, van Herk AM, German AL (1989) Br Polym J 21:133–140
Caris CHM, Kuijpers RPM, van Herk AM, German AL (1990) Makromol Chem Makromol Symp 35/36:535–548
Janssen RQF, van Herk AM, German AL (1993) J Oil Colour Chem Assoc 11:455–461
Lorimer JP, Mason TJ, Kershaw D, Livsey I, Templeton-Knight R (1991) Colloid Polym Sci 269:392–397
Meguro K, Yabe T, Ishioka S, Kato K, Esumi K (1986) Bull Chem Soc Jpn 59:3019–3021
Chaimberg M, Parnas R, Cohen Y (1989) J Appl Polym Sci 37:2921–2931
Nagai K, Ohishi Y, Ishiyama K, Kuramoto N (1989) J Appl Polym Sci 38:2183–2189
Hergeth W, Starre P, Schmutzler K, Wartewig S (1988) Polymer 29:1323–1328
Janssen EAWG, van Herk AM, German AL (1993) Polym Prepr Am Chem Soc Div Polym Chem 34:532–533
Rittigstein P, Torkelson JM (2006) J Polym Sci B Polym Phys 44:2935–2943
Park JS, Ruckenstein E (1990) Polymer 31:175–179
Jackson S, Reboiras MD, Lyle IG, Jones MN (1986) Faraday Discuss Chem Soc 85:291–301
Jung M, Hubert DHW, Bomans PHH, Frederik PM, Meuldijk J, van Herk AM, Fischer H, German AL (1997) Langmuir 13:6877–6880
Jung M, Hubert DHW, Bomans P, Frederik PM, van Herk AM, German AL (2000) Adv Mater 12:210–213
Jung M, den Ouden I, Montoya-Goñi A, Hubert DHW, Frederik PM, van Herk AM, German AL (2000) Langmuir 16:4185–4195
Voorn DJ, Ming W, Van Herk AM (2006) Macromolecules 39:4654–4656
Ali SI, Heuts JPA, Hawkett BS, van Herk AM (2009) Langmuir 25:10523–10533
Voorn DJ, Ming W, van Herk AM (2006) Macromolecules 39:2137–2143
Xue Z, Wiese H (2004) US patent 6833401 B1
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2010 Springer
About this chapter
Cite this chapter
van Herk, A.M. (2010). Historical Overview of (Mini)emulsion Polymerizations and Preparation of Hybrid Latex Particles. In: van Herk, A., Landfester, K. (eds) Hybrid Latex Particles. Advances in Polymer Science, vol 233. Springer, Berlin, Heidelberg. https://doi.org/10.1007/12_2010_62
Download citation
DOI: https://doi.org/10.1007/12_2010_62
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-16059-2
Online ISBN: 978-3-642-16060-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)