
Abstract
In this paper, the effects of Nb contents (0.05 ~ 0.50wt%) and hot rolling temperatures (1000 ~ 1200 °C) on microstructure and mechanical properties of high-silicon electrical steel were studied. The results show that adding a small amount of Nb can significantly improve the plasticity of high-silicon electrical steel. Compared with the specimens without Nb, the three-point bending load–deflection curves of the alloys with Nb contents of 0.05 ~ 0.50wt% after warm rolling showed obvious plastic stage. The average fracture deflection increases from 4.5 to 9.9 mm with the Nb content increasing from 0.05 to 0.50wt%. When the hot rolling temperature is 1000 °C, the Nb-containing high-silicon electrical steel has a layered microstructure along the thickness direction. The surface layer is equiaxed grains with dynamic recrystallization, while the center of the thickness is a long strip structure with dynamic recovery. The mechanism of Nb microalloying to improve plasticity includes three aspects: Firstly, the layered structure hinders the propagation of cracks and delays the progress of fracture; secondly, a large number of fine Nb precipitates will hinder the grain growth and refine the grains; thirdly, the formation of the Nb-precipitated phase destroys the ordered rearrangement between adjacent Fe and Si atoms in the matrix, inhibits the ordered transformation and reduces the ordered degree of high-silicon electrical steel. When the hot rolling temperature is increased to 1100 °C or above, the layered structure disappears, the grain coarsens obviously, and the plasticity of the warm-rolled specimens is significantly reduced.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Fe-6.5wt% Si alloy (also known as high-silicon electrical steel) has excellent soft magnetic properties such as high permeability, high resistivity, low iron loss and near zero magnetostriction. It is an ideal soft magnetic material for manufacturing high-frequency electrical equipment, energy-saving transformers and electric vehicles [1,2,3]. However, due to the ordered phases such as B2 and D03, and the high-strength Fe-Si covalent bond in the alloy, the room temperature plasticity of Fe-6.5wt%Si alloy is close to zero. It is difficult to manufacture thin sheets products by conventional casting and cold rolling methods [4,5,6], which restricts the application and development of high-silicon electrical steel.
In recent years, in order to avoid the brittleness bottleneck of high-silicon electrical steel and realize the preparation of thin sheets, researchers have developed a variety of preparation processes, such as chemical vapor deposition (CVD) [7, 8], twin-roll strip casting [9,10,11], rapid solidification [12, 13], stepwise plasticization method (casting-hot forging-hot rolling-warm rolling-cold rolling) [14, 15] and directional solidification rolling method [16]. In addition to CVD method, other methods have not realized industrial production because it is difficult to realize large-scale blank manufacturing and cannot improve the control ability of heat treatment microstructure and properties by applying large deformation cold rolling.
Studies have shown that microalloying can effectively improve the plasticity of high-silicon electrical steel. For example, the addition of trace B elements can refine grains and strengthen grain boundaries, thereby improving the plasticity of high-silicon electrical steel [17,18,19]. The addition of rare earth elements such as La and Ce can also significantly refine the grains and reduce the ordered degree, thereby improving the medium temperature and room temperature workability of high-silicon electrical steel [20,21,22,23]. Yang et al. [24] found that adding 0.05wt% Nb to high-silicon electrical steel can refine the as-cast microstructure of high-silicon electrical steel. In addition, the application of Nb, V, Ti and other elements in thermomechanical control process (TMCP) of steel has also been widely studied. The austenite state and microstructure can be controlled by adding Nb, V, Ti, Mo, B and other elements, and controlling the rolling temperature, deformation process, cooling conditions and other parameters in the rolling process. The microstructure can be controlled, and the strength, toughness and weldability of steel can be improved through the methods mentioned above [25,26,27]. Different from the traditional austenitic steel, the high-silicon electrical steel is a compound structure and has no transformation between austenite and ferrite during hot rolling. Therefore, it is of great significance to study the effect of Nb microalloying on the rolling microstructure and plasticity of high-silicon electrical steel.
Mechanical properties and magnetic properties are the two most concerned properties in Fe-6.5wt%Si high-silicon electrical steel. Our previous work [28] found that with proper annealing conditions, the Nb precipitates can be controlled and thus excellent magnetic properties can be obtained. In this paper, the effect of Nb microalloying on the microstructure and plasticity of hot-rolled and warm-rolled high-silicon electrical steel was studied. The reasons for the formation of the hot-rolled layered structure and the plasticity improvement mechanism of warm-rolled specimens were analyzed. The results of this paper can provide references for the composition design and the formulation of rolling process parameters of high-silicon electrical steel.
Materials and methods
High-silicon electrical steel ingots with different Nb contents (0wt% Nb, 0.05wt% Nb, 0.10wt% Nb, 0.15wt% Nb and 0.50wt% Nb) were prepared by melting industrial pure iron (99.5wt% Fe), industrial pure silicon (99.9wt% Si) and ferro-niobium alloy (65wt% Nb) in vacuum induction melting furnace. The chemical compositions of the samples are listed in Table 1. The ingots were forged into slabs with a thickness of 20 mm and a width of 75 mm at 1050 ~ 850 °C. In order to study the effect of different Nb contents on the microstructure and mechanical properties of hot-rolled sheets, 100 mm length specimens were cut from forged slabs and hot-rolled to 8 mm at 1000 °C. The total hot rolling reduction is 60%. In order to study the effect of hot rolling temperature on the microstructure and mechanical properties of Nb-containing high-silicon electrical steel, four specimens with a length of 100 mm were cut from 0.15wt% Nb forged slabs and hot-rolled to 8 mm at 1050 °C, 1100 °C, 1150 °C and 1200 °C, respectively. After grinding and removing the oxide scale, the above hot-rolled specimens were warm-rolled to 0.5 mm at 600 °C.
The microstructure of hot-rolled sheets was observed by Tescan mira 3 LMH scanning electron microscope (SEM) equipped with electron backscatter diffraction (EBSD) system, and the recrystallization degree was analyzed by HKL Channel 5 software. After grinding and mechanical polishing, the specimens used for the EBSD experiment were eroded in a mixed solution of 8vol% HNO3 + 92vol% C2H5OH for 60 s. The microstructure of warm-rolled sheets was observed by Zeiss Axio Imager.A2m optical microscope (OM), and the specimen preparation method was the same as above. In order to analyze the room temperature plasticity of the warm-rolled sheets, the three-point bending test was carried out by CMT6104 testing machine at room temperature. The size of the specimen was 45 mm in length, 5 mm in width and 0.5 mm in thickness (the length direction was parallel to the rolling direction). The span length was 30 mm, and the bending test was carried out at a rate of 1 mm/min. The tensile test was carried out by CMT4105 testing machine at room temperature. The working section width of the tensile specimen was 4 mm, the thickness was 0.5 mm, the initial gauge distance was 15 mm, and the tensile strain rate is 1 × 10–4 s−1. The tensile direction was parallel to the rolling direction. The fracture morphology was observed by Phenom ProX scanning electron microscope (SEM). The precipitates in hot-rolled sheets were observed by Regulus 8100 scanning electron microscope (SEM), and the components of the precipitates were analyzed by energy-dispersive spectroscopy (EDS). The ordered structure of hot-rolled and warm-rolled sheets was observed by a JEM 2100 transmission electron microscope (TEM). The TEM specimens were mechanically thinned to about 50 μm and then prepared by ion-beam thinning.
Results
Effect of Nb contents on microstructure and mechanical properties
Figure 1 shows the microstructure of high-silicon electrical steel with different Nb contents hot-rolled at 1000 °C. The black dotted line in the figure represents the centerline of the entire thickness. It can be seen from the figure that the microstructure of the Nb-free specimens shows uniform equiaxed grains with random grain orientations. The microstructure of the Nb-containing specimens appears delamination in the thickness direction. The surface layer is equiaxed grains, some of the equiaxed grains are elongated along the rolling direction, while the central layer is a deformed structure elongated along the rolling direction. The equiaxed grains in the surface layer are gradually refined with the increase of Nb contents. The grain orientation of the surface layer is randomly distributed, while the grain orientation of the center layer is mainly < 001 > //ND orientation.

EBSD orientation images of hot-rolled sheets with different Nb contents: a 0wt%Nb; b 0.05wt%Nb; c 0.10wt%Nb; d 0.15wt%Nb; e 0.50wt%Nb
The recrystallization fraction of hot-rolled sheets was analyzed by HKL Channel 5. The misorientation angles were set as 5° ~ 15°. Grains with grain boundary angle greater than 15° were regarded as fully recrystallized grains (indicated in blue), grains with grain boundary angle of 5° ~ 15° were regarded as incompletely recrystallized substructure (indicated in yellow), and grains with grain boundary angle less than 5° were regarded as deformed structures (indicated in red), and the results are shown in Fig. 2. Completely recrystallized grains and recovery subgrains are randomly distributed in the thickness direction of Nb-free specimens. The surface layer of hot-rolled sheets with different Nb contents is mainly dynamically recrystallized grains, while the long strip structure of the central layer is mainly incomplete recrystallized substructure.

Recrystallization fraction of hot-rolled sheets with different Nb contents: a 0wt%Nb; b 0.05wt%Nb; c 0.10wt%Nb; d 0.15wt%Nb; e 0.50wt%Nb
The above results show that the microstructure of Nb-microalloyed high-silicon electrical steel hot-rolled sheets appears delamination in the thickness direction under the conditions of hot rolling temperature of 1000 °C and hot rolling reduction of 60%. A long strip deformation substructure appears in the middle of the thickness. This microstructure is an incomplete recrystallization structure, with the orientation mainly in < 001 > //ND direction.
Figure 3 shows the microstructure of the longitudinal section of the 0.5 mm warm-rolled sheets with different Nb contents. It can be seen from Fig. 3 that the microstructure of the warm-rolled sheets is a fibrous structure elongated along the rolling direction, and shear bands can be observed on the surface layers. The Nb-containing warm-rolled sheets specimens have an obvious strip-like structure in the middle of the thickness, showing obvious delamination, which is similar to the hot-rolled sheets. It can be seen that there is a strong genetic correlation between the warm-rolled microstructure and the hot-rolled microstructure.

Microstructure of warm-rolled sheets of high-silicon electrical steel with different Nb contents: a 0wt%Nb; b 0.05wt%Nb; c 0.10wt%Nb; d 0.15wt%Nb; e 0.50wt%Nb
The room-temperature three-point bending load–deflection curves of warm-rolled sheets with different Nb contents are shown in Fig. 4. The curves for each group of Nb contents were translated in the load direction for easy differentiation. It can be seen from Fig. 4 that the average fracture deflection of the specimens gradually increases with the increase in Nb contents. The average fracture deflection of the 0wt%Nb, 0.05wt%Nb, 0.10wt%Nb, 0.15wt%Nb, and 0.50wt%Nb specimens is 4.5 mm, 5.1 mm, 5.8 mm, 7.3 mm, and 9.9 mm, respectively. The average fracture deflection of the 0.50wt%Nb specimens increased by 120.0% compared to the 0wt%Nb specimens. The average flexural strength of the warm-rolled specimens is also increased. The average flexural strength of the specimens from 0 to 0.50wt%Nb are 2185.8 MPa, 2265.5 MPa, 2368.9 MPa, 2293.2 MPa and 2426.9 MPa, respectively. The average flexural strength increased by 11.0%. In addition, the load–deflection curves of the 0wt%Nb specimens break in the elastic stage, and the plastic stage is basically not observed, while the load–deflection curves of the Nb-containing specimens can observe an obvious plastic stage. It can be seen from the fracture morphology of the specimens that the fracture mode of the 0wt%Nb specimens is direct brittle fracture, while the 0.50wt%Nb specimens exhibit better bending plasticity.

Three-point bending load–deflection curves of warm-rolled sheets with different Nb contents
The deflection of three-point bending is often used to evaluate the plasticity of brittle materials [29, 30]. The above results show that the room temperature plasticity and workability of Nb-microalloyed high-silicon electrical steel have been improved. Compared with the specimens without Nb, the specimens with Nb show obvious plastic deformation ability.
Effect of hot rolling temperature on microstructure and mechanical properties
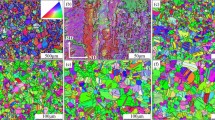
In order to eliminate the layered structure and compare the effects of layered structure and uniform equiaxed structure on mechanical properties, high-silicon electrical steel specimens with Nb content of 0.15wt% were selected and hot-rolled at 1050 °C, 1100 °C, 1150 °C and 1200 °C, respectively. Other experimental parameters were consistent with the above. EBSD was used to investigate the microstructure of the longitudinal section of the hot-rolled sheets with different hot rolling temperatures. The results are shown in Fig. 5. The black dotted line in Fig. 5 represents the centerline of the entire thickness of the hot-rolled sheets. It can be seen from Fig. 5 that there is still obvious delamination in the hot-rolled sheet when the hot rolling temperature is 1050 °C. Compared with the 1000 °C hot-rolled sheet, the equiaxed grains on the surface layer are coarser, and the equiaxed grains are elongated along the rolling direction. When the hot rolling temperature is 1100 °C, the layered structure disappears, and there are uniform equiaxed grains in the entire thickness direction. Part of the equiaxed grains elongate along the rolling direction. When the hot rolling temperature is 1150 °C and 1200 °C, the equiaxed grains further grow and coarsen. The above results show that the layered structure of Nb-containing high-silicon electrical steel can be eliminated at the hot rolling temperature of 1100 °C, and the equiaxed grain will grow and coarsen with the further increase in hot rolling temperature.

Microstructure of hot-rolled sheets of 0.15wt% Nb high-silicon electrical steel at different hot rolling temperatures: a 1050 °C; b 1100 °C; c 1150 °C; d 1200 °C
The hot-rolled sheets with different hot rolling temperatures were continuously warm rolled to 0.5 mm at 600 °C. Figure 6 shows the microstructure of the longitudinal section of the warm-rolled sheets. It can be seen that the grains in the warm-rolled sheets are elongated along the rolling direction, and the morphology of the grains is fibrous. There are shear bands in the grains that are about 30° ~ 45° with the rolling direction. The quantity of coarse shear bands increases with the increase in hot rolling temperature, which may be related to the coarse grains formed by the excessively high hot rolling temperature.

Microstructure of 0.5 mm warm-rolled sheets corresponding to hot-rolled sheets with different hot rolling temperatures: a 1050 °C; b 1100 °C; c 1150 °C; d 1200 °C
Figure 7 shows the room temperature three-point bending load–deflection curves of 0.5 mm warm-rolled sheets. The warm-rolled sheets corresponding to 1000 °C, 1100 °C and 1200 °C hot-rolled sheets are selected, which represent three kinds of hot-rolled microstructures, namely layered structure, equiaxed structure and coarse grain structure, respectively. It can be seen from Fig. 7 that the average fracture deflection of the warm-rolled sheets corresponding to the 1000 °C hot-rolled sheets is the largest. With the increase in the hot rolling temperature, the deflection of the warm-rolled sheets gradually decreases. The average fracture deflections of 1000 °C, 1100 °C and 1200 °C specimens are 8.2 mm, 7.9 mm and 4.4 mm, respectively. The load–deflection curves of warm-rolled sheets corresponding to 1000 °C and 1100 °C hot-rolled sheets have obvious plastic stage, while the load–deflection curves of warm-rolled sheets corresponding to 1200 °C hot-rolled sheets break when they just enter the plastic stage. Figure 8 shows the fracture morphology of the three-point bending specimens. It can be seen from Fig. 8 that the fracture morphology of the warm-rolled specimens corresponding to the 1000 °C and 1100 °C hot-rolled sheets is mainly step-like and river-like, while a few dimples exist, indicating that a certain degree of plastic deformation has occurred. The number of dimples in the warm-rolled sheet corresponding to the 1000 °C hot-rolled sheet is greater and the depth is deeper. The fracture of the warm-rolled specimens corresponding to the 1200 °C hot-rolled sheet is mainly the transgranular cleavage fracture of river pattern, and basically no dimples are observed, indicating that the specimens are mainly brittle fracture.

Three-point bending load–deflection curves of warm-rolled sheets with different hot rolling temperatures

Three-point bending fracture morphology of warm-rolled sheets with different hot rolling temperatures: a 1000 °C; b 1100 °C; c 1200 °C
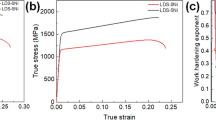
The room temperature tensile stress–strain curves of the warm-rolled sheets corresponding to the hot-rolled sheets with different hot rolling temperatures are shown in Fig. 9. In order to distinguish each group of curves, the stress–strain curves are translated in the stress direction. It can be seen that the warm-rolled sheets corresponding to the hot-rolled sheets at 1000 °C and 1100 °C have an obvious yield stage during the tensile process, while the warm-rolled sheets corresponding to the hot-rolled sheets at 1200 °C break in the elastic stage, indicating that its plasticity is poor. The results are similar to the experimental results of the room-temperature three-point bending mentioned above.

Tensile curves of warm-rolled sheets with different hot rolling temperatures
The above experimental results show that the plasticity of warm-rolled sheets become worse with the increase in hot rolling temperature. Too high hot rolling temperature is not conducive to the plastic deformation of warm-rolled sheets. The hot rolling temperature should be lower than 1100 °C to better carry out the next cold rolling.
Discussion
Analysis of difference in microstructure caused by Nb content and hot rolling temperature
There are similar reports in the literature [31, 32] of the inhomogeneous microstructure of the hot-rolled high-silicon electrical steel sheets in the thickness direction. The reasons for this phenomenon are as follows. Firstly, the deformation of the surface layer and the center layer of the hot-rolled sheets is different. The deformation of the surface layer is relatively large, while the deformation of the center is small. The shear strain of the surface layer is large, and the temperature is above the recrystallization temperature, so dynamic recrystallization occurs. The deformation storage energy of the center layer is low, the driving force for recrystallization is small, and dynamic recovery mainly occurs, so the elongated fibrous microstructure can be retained during deformation. At the same time, the stress modes of different parts of the hot-rolled sheets are different. The surface part is mainly subjected to shear force, while the center part is mainly subjected to plane strain compression. The fine dynamic recrystallized grains in the surface layer mainly come from severe shear deformation, while the shear strain in the center layer is small, and dynamic recovery mainly occurs.
Under the conditions of this paper, there is no delamination in the Nb-free high-silicon electrical steel hot-rolled sheet, and the entire thickness direction is an equiaxed crystal structure. However, the hot-rolled microstructure of Nb-containing high-silicon electrical steel has obvious delamination, and the strip-like structure in the middle of the thickness is coarser than that in the literature [31, 32]. The reasons for this phenomenon may be as follows.
Figure 10 shows the SEM and EDS images of precipitates in hot-rolled sheets with different Nb contents. It can be seen from Fig. 10a that there are a small amount of precipitates in Nb-free hot-rolled sheet. These precipitates are elongated, mainly segregated along the grain boundaries. The size of the precipitates is 2 μm or more. EDS results show that these precipitates are rich in Fe, Si, and C, which may be the carbides of Fe and Si. It can be seen from Fig. 10d ~ o that the precipitates in the hot-rolled sheets gradually increase with the increase of Nb contents. These precipitates are dispersedly distributed inside the grains and on the grain boundaries. Some precipitates are arranged along the rolling direction. The precipitates are spherical with a size of 100 nm to 1 μm. EDS results show that its composition is rich in Nb, which may be NbC or Fe, Si, Nb composite phase. Due to the formation of fine precipitates such as NbC, these dispersed second phases can stabilize the substructure and hinder the migration of grain boundaries and dynamic recrystallization. Therefore, it is more difficult for dynamic recrystallization at the same hot rolling temperature for Nb-microalloyed high-silicon electrical steel.

Precipitates and EDS images of hot-rolled sheets with different Nb contents: a b c 0wt%Nb; d e f 0.05wt%Nb; g h i 0.10wt%Nb; j k l 0.15wt%Nb; m n o 0.50wt%Nb
Based on the above analysis, the deformation of the surface layer and the center layer is different, the deformation of the surface layer is relatively large, while the deformation of the center layer is relatively small. The stress modes of the surface layer and the center layer are different. The surface layer is mainly subjected to shear force, while the center layer is mainly subjected to plane strain compression. There are a large number of Nb-rich precipitates with sizes ranging from 100 nm to 1 μm in the Nb-containing hot-rolled sheets, which are dispersed within the grains and on the grain boundaries. These precipitates can hinder dynamic recrystallization. The combined effect of these factors makes the delamination phenomenon of the hot-rolled sheets in this paper.
The research in this paper found that increasing the hot rolling temperature appropriately can eliminate the delamination and obtain a uniform and fine equiaxed microstructure. The hot rolling microstructure changes from layered structure to uniform equiaxed grains when the hot rolling temperature is increased to 1100 °C. The experimental results of room temperature three-point bending (Fig. 7) and room temperature tensile (Fig. 9) show that the warm-rolled sheets after hot rolling at 1100 °C has good bending and tensile plasticity.
The mechanism of Nb content on the improvement of plasticity
It can be seen from Fig. 1 that there is a significant difference in the hot-rolled microstructure between Nb-free and Nb-containing high-silicon electrical steel. The average grain size of each hot-rolled sheet was calculated by HKL Channel 5. Among them, the Nb-containing specimens only calculate the average grain size of the equiaxed grains in the surface layers. The average grain size of 0wt% Nb, 0.05wt% Nb, 0.10wt% Nb, 0.15wt% Nb and 0.50wt% Nb hot-rolled sheets is 128 μm, 99 μm, 69 μm, 78 μm and 72 μm, respectively. It can be seen that the average grain size of the Nb-containing hot-rolled sheets is smaller than that of the Nb-free sheet.
As shown in Fig. 10, the addition of Nb introduces a large number of Nb-rich precipitates. These precipitates are spherical, with a size between 100 nm and 1 μm. A large number of fine precipitates are dispersedly distributed on the grain boundaries, which play the role of pinning the grain boundaries, hindering the migration of the grain boundaries and the growth of grains. These make the grains of Nb-containing high-silicon electrical steel finer, which is beneficial to the improvement of plasticity. Grain refinement is one of the reasons for the improvement of plasticity of Nb-containing high-silicon electrical steel.
Figure 11 shows the diffraction spots of the [011] axis and the dark field images of the corresponding (200) spot of the 0wt%Nb and 0.50wt%Nb high-silicon electrical steel hot-rolled and warm-rolled specimens. The B2 ordered structure can be observed by the dark field images of the (200) spots. It can be seen that the B2 ordered phase of Nb-free hot-rolled specimen is massive. The size of the ordered phase is greater than 200 nm, and clear anti-phase domain boundaries can be observed. However, the B2 ordered phase of 0.50wt%Nb hot-rolled specimen is in point shape with a size less than 50 nm. The B2 ordered phase of Nb-free warm-rolled specimen is in point shape, and the size is about 10 ~ 20 nm. While the B2 ordered phase of 0.50wt%Nb warm-rolled specimen is also dot-shaped, scattered sporadically, and the size of the ordered phase is less than 10 nm.

TEM dark field images of [011] zone and corresponding (200) spot in 0wt%Nb and 0.50wt%Nb high-silicon electrical steel: a 0wt%Nb hot-rolled sheet; b 0.50wt%Nb hot-rolled sheet; c 0wt%Nb warm-rolled sheet; d 0.50wt%Nb warm-rolled sheet
It can be seen from Fig. 11 that the ordered degree of 0.50wt%Nb hot-rolled sheet is lower than the 0wt%Nb hot-rolled sheet. After large deformation warm rolling, the ordered phase is fully broken. The ordered degree of 0wt%Nb and 0.50wt%Nb warm-rolled sheets is very low, but the content of B2 ordered phase in 0.50wt% Nb warm-rolled specimens is less, the size ordered phase is smaller, and the degree of order is relatively lower. Ordered structure is one of the main reasons that affect the mechanical properties of high-silicon electrical steel. The lower the ordered degree of high-silicon electrical steel, the better the plasticity. The relatively lower ordered degree of Nb-containing high-silicon electrical steel specimens may be one of the reasons for the improvement of its mechanical properties.
The influence of microalloyed elements Ce and Hf on the ordered structure of high-silicon electrical steel is discussed in the literature [33, 34]. Referring to their work, a schematic diagram of the ordered transformation of high-silicon electrical steel before and after Nb addition is given in this paper, as shown in Fig. 12. The ordered-disordered transformation of high-silicon electrical steel is a second-order phase transition, which is completed by the diffusion and rearrangement of atoms. The ordered rearrangement of Fe and Si atoms will be affected by Nb atoms after adding Nb. The atomic radius of Nb is about 1.46 Å, which is larger than that of Fe (1.24 Å) and Si (1.17 Å). This will cause strong lattice distortion when Nb atoms enter the lattice of Fe-Si matrix. At the same time, the electronegativity of Nb is 1.60, and the electronegativity of Fe and Si is 1.83 and 1.90, respectively. There is a great difference in electronegativity between Fe (or Si) and Nb, which means that the attraction between Fe (or Si) and Nb is stronger than that between Fe and Si, and it is easy to form Fe-Si-Nb precipitates (as shown in Fig. 10). It can be reasonably assumed that the Nb-rich precipitates will destroy the ordered rearrangement between adjacent Fe and Si atoms in the matrix, thereby inhibiting the ordered transformation in high-silicon electrical steel.

Schematic diagram of the ordered structure formation mechanism in Fe-6.5wt% Si alloy before and after Nb addition
It can be seen from Fig. 5 that when the hot rolling temperature is increased to 1100 °C, the layered structure of Nb-containing high-silicon electrical steel disappears and becomes uniform equiaxed structure, but the plasticity gradually decreases with the increase of hot rolling temperature (as shown in Fig. 7 and Fig. 9). The possible reasons are as follows: Comparing the microstructure of the warm-rolled specimens in Fig. 3d and Fig. 6b, there are a large number of fibrous shear bands in the middle of the thickness in Fig. 6b, while the microstructure in Fig. 3d inherits the layered structure of the hot-rolled sheets and has a large area of long strip grains in the middle of the thickness. We believe that this long strip grain which is similar to columnar grain may be more conducive to plastic deformation. The layered structure can hinder the propagation of cracks, change the fracture mode of the specimens and delay the progress of the fracture. In addition, after increasing the hot rolling temperature, the grain boundary oxidation becomes more serious, and the strength of the grain boundaries decreases, which will also reduce the plasticity of the material. For example, the three-point bending load–deflection curves of the warm-rolled specimens corresponding to the 1200 °C hot-rolled specimens break when they just entered the plastic stage, and the fracture morphology is mainly the cleavage step of the river pattern. It can be seen that too high hot rolling temperature is unfavorable to the plasticity of warm-rolled sheets. Therefore, it is suggested that the hot rolling temperature of Nb-microalloyed high-silicon electrical steel should be lower than 1100 °C.
Conclusion
-
1)
The addition of a small amount of Nb element can significantly improve the plasticity of high-silicon electrical steel. Compared with the specimens without Nb, the three-point bending load–deflection curves of the alloys with Nb contents of 0.05 ~ 0.50wt% after warm rolling show obvious plastic stages. The average fracture deflection at room temperature of the warm-rolled specimens increased from 4.5 to 9.9 mm with the Nb content increasing from 0 to 0.50wt%.
-
2)
The layered structure appears in the thickness direction of the Nb-containing high-silicon electrical steel hot-rolled sheets with the hot rolling temperature of 1000 °C and the total deformation of 60%. The surface layers are dynamic recrystallized grains, while the center layer is a long strip of dynamic recovery deformation structure. The grains of the surface layers are gradually refined with the increase in Nb contents.
-
3)
The mechanism of Nb microalloying to improve plasticity includes three aspects: firstly, the layered structure hinders the propagation of cracks and delays the progress of fracture; secondly, a large number of fine Nb-rich precipitates hinder the growth of grains and refine the grains; thirdly, the formation of Nb-rich precipitates destroys the ordered rearrangement between adjacent Fe and Si atoms in the matrix, inhibits the ordered transformation and reduces the ordered degree of high-silicon electrical steel.
-
4)
The layered structure of high-silicon electrical steel disappears when the hot rolling temperature is increased to 1100 °C or above, and the grains are obviously coarsened, and the plasticity of warm-rolled specimens decreases obviously.
References
Komatsubara M, Sadahiro K, Kondo O, Honda A (2002) Newly developed electrical steel for high-frequency use. J Magn Magn Mater 242:212–215. https://doi.org/10.1016/S0304-8853(01)01164-7
Oda Y, Kohno M, Honda A (2008) Recent development of non-oriented electrical steel sheet for automobile electrical devices. J Magn Magn Mater 320(20):2430–2435. https://doi.org/10.1016/j.jmmm.2008.03.054
Ouyang GY, Chen X, Liang YF, Macziewski C, Cui J (2019) Review of Fe-6.5 wt%Si high silicon steel—a promising soft magnetic material for sub-kHz application. J Magn Magn Mater 481:234–250. https://doi.org/10.1016/j.jmmm.2019.02.089
Ros-Yanez T, Ruiz D, Barros J, Houbaert Y, Colas R (2007) Study of deformation and aging behaviour of iron-silicon alloys. Mater Sci Eng A 447(1–2):27–34. https://doi.org/10.1016/j.msea.2006.10.075
Yu JH, Shin JS, Bae JS, Lee ZH, Lee TD, Lee HM, Lavernia EJ (2001) The effect of heat treatments and Si contents on B2 ordering reaction in high-silicon steels. Mater Sci Eng A307(1–2):29–34. https://doi.org/10.1016/S0921-5093(00)01960-2
Viala B, Degauque J, Fagot M, Baricco M, Ferrara E, Fiorillo F (1996) Study of the brittle behaviour of annealed Fe-6.5wt% Si ribbons produced by planar flow casting. Mater Sci Eng 212(1):62–68. https://doi.org/10.1016/0921-5093(96)10188-X
Haiji H, Okada K, Hiratani T, Abe M, Ninomiya M (1996) Magnetic properties and workability of 6.5% Si steel sheet. J Magn Magn Mater 160:109–114. https://doi.org/10.1016/0304-8853(96)00128-X
Okada K, Yamaji T, Kasai K (1996) Basic investigation of CVD metahod for manufacturing 6.5% Si steel sheet. ISIJ Int 36(6):706–713. https://doi.org/10.2355/isijinternational.36.706
Li HZ, Liu HT, Liu ZY, Lu HH, Song HY, Wang GD (2014) Characterization of microstructure, texture and magnetic properties in twin-roll casting high silicon non-oriented electrical steel. Mater Charact 88:1–6. https://doi.org/10.1016/j.matchar.2013.11.014
Li HZ, Liu HT, Liu Y et al (2014) Effects of warm temper rolling on microstructure, texture and magnetic properties of strip-casting 6.5wt% Si electrical steel. J Magn Magn Mater 370:6–12. https://doi.org/10.1016/j.jmmm.2014.06.053
Wang XL, Liu ZY, Li HZ, Wang GD (2017) Microstructure evolution in warm-rolled and cold-rolled strip cast 6.5wt% Si steel thin sheet and its influence on magnetic properties. J Magn Magn Mater 433:8–16. https://doi.org/10.1016/j.jmmm.2017.02.057
Arai K, Tsuya N (1980) Ribbon-form silicon-iron alloy containing around 6.5 percent silicon. IEEE Trans Magn 16(1):126–129. https://doi.org/10.1109/TMAG.1980.1060560
Tsuya N, Arai KI (1979) Magnetostriction of ribbon-form amorphous and crystalline ferromagnetic alloys. J Appl Phys 50(B3):1658–1663. https://doi.org/10.1063/1.327229
Liang YF, Ye F, Lin JP, Wang YL, Chen GL (2010) Effect of annealing temperature on magnetic properties of cold rolled high silicon steel thin sheet. J Alloys Compd 491(1–2):268–270. https://doi.org/10.1016/j.jallcom.2009.10.118
Lin JP, Ye F, Chen GL, Wang YL, Liang YF, Jin JN, Liu Y (2007) Fabrication technology, microstructures and properties of Fe- 6.5wt.%Si alloy sheets by cold rolling. Front Sci 2:13–26
Fu HD, Zhang ZH, Pan HJ, Mo YK, Xie JX (2013) Warm/cold rolling processes for producing Fe-6.5wt% Si electrical steel with columnar grains. Int J Min Metall Mater 20(6):535–540. https://doi.org/10.1007/s12613-013-0762-z
Kim KN, Pan LM, Lin JP, Lin Z, Chen GL (2004) The effect of boron content on the processing for Fe-6.5wt% Si electrical steel sheets. J Magn Magn Mater 277(3):331–336. https://doi.org/10.1016/j.jmmm.2003.11.012
Fu HD, Zhang ZH, Wu XS, Xie JX (2013) Effects of boron on microstructure and mechanical properties of Fe-6.5wt.%Si alloy fabricated by directional solidification. Intermetallics 35:67–72. https://doi.org/10.1016/j.intermet.2012.12.005
Fu HD, Zhang ZH, Yang Q, Xie JX (2011) Morphology of the boron-rich phase along columnar grain boundary and its effect on the compression crack of Fe-6.5Si-0.05B alloy. Mater Sci Eng A 528(3):1425–1430. https://doi.org/10.1016/j.msea.2010.11.023
Yu X, Zhang ZH, Xie JX (2016) Effects of rare earth elements doping on ordered structures and ductility improvement of Fe-6.5wt%Si alloy. Mater Lett 184:294–297. https://doi.org/10.1016/j.matlet.2016.08.074
Yu X, Lin GT, Zhang ZH, Xie JX (2020) Electronic structure characteristics of Fe-6.5wt%Si alloy doped with rare earth element and its effect on mechanical properties. J Alloys Compd 843:155916. https://doi.org/10.1016/j.jallcom.2020.155916
Li HZ, Liu HT, Liu ZY, Wang GD (2015) Microstructure, texture evolution and magnetic properties of strip-casting non-oriented 6.5wt.% Si electrical steel doped with cerium. Mater Charact 103:101–106. https://doi.org/10.1016/j.matchar.2015.03.024
Yu X, Zhang ZH, Xie JX (2017) Microstructure, ordered structure and warm tensile ductility of Fe-6.5%Si alloy with various Ce content. Acta Metall Sin 53(8):927–936
Yang K, Liang YF, Ye F, Lin JP (2013) Texture evolution of Nb micro-alloyed Fe14Si2 high silicon steel during warm rolling. Acta Metall Sin 49(11):1411. https://doi.org/10.3724/SP.J.1037.2013.00492
Sumit G, Suhrit M (2020) Fracture toughness characteristics of ultrafine grained Nb-Ti stabilized microalloyed and interstitial free steels processed by advanced multiphase control rolling. Mater Charact 159:110003. https://doi.org/10.1016/j.matchar.2019.110003
Li X, Gu KJ, Kang YL, Yu H, Wang KL, Cai KK (2003) Effect of controlled rolling and cooling process parameters on structure of Nb microalloyed high carbon steel. Special Steel 24(4):9–12
Chen SJ, Li LJ, Peng ZW, Huo XD, Gao JX (2020) Strain-induced precipitation in Ti microalloyed steel by two-stage controlled rolling process. J Mater Res Technol 9(6):15759–15770. https://doi.org/10.1016/j.jmrt.2020.11.040
Lin GT, Zhao F, Yu X, Zhang ZH, Xie JX (2020) Effect of annealing on microstructure, texture and magnetic properties of Fe-6.5 wt%Si-0.03 wt%Nb alloy. J Magn Magn Mater 504:166699. https://doi.org/10.1016/j.jmmm.2020.166699
Mo YK, Zhang ZH, Pan HJ, Xie JX (2016) Improved plasticity and cold-rolling workability of Fe-6.5wt%Si alloy by warm-rolling with gradually decreasing temperature. J Mater Sci Technol 32(5):477–484
Mo YK, Zhang ZH, Xie JX, Pan HJ (2016) Effects of recrystallization on the microstructure, ordering and mechanical properties of cold-rolled high silicon electrical steel sheet. Acta Metall Sin 52(11):1363–1371
Li H, Liang YF, Ye F (2016) Evolution of microstructure and ordering in rolling process of Fe-65 mass% Si alloy. J Iron Steel Res Int 23(5):453–458. https://doi.org/10.1016/S1006-706X(16)30072-3
Shi XJ, Liang YF, Liu BB (2019) Serrated flow behavior of hot-rolled Fe-6.5wt.%Si sheet with layered structure. Metals 9(10):1023. https://doi.org/10.3390/met9101023
Yu HY, Ming KS, Wu HC, Yu YX, Bi XF (2018) Ordering suppression and excellent ductility in soft-magnetic Fe-6.5wt%Si sheet by Hf addition. J Alloys Compd 766:186–193. https://doi.org/10.1016/j.jallcom.2018.06.343
Guo JC, Yang Y, Huang YR, Misra RDK (2020) The significance of Ce on hot compression deformation and mechanical behavior of Fe–6.9wt%Si alloy: decrease of order degree and transformation of dislocations. Mater Charact 163:110220. https://doi.org/10.1016/j.matchar.2020.110220
Acknowledgements
This work was supported by National Natural Science Foundation of China (No.52090041) and China Postdoctoral Science Foundation (2019TQ0031).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
We state that the work described here has not been published before. It presents original work and is not under consideration for publication anywhere else. The publication has been agreed by all authors. It conforms to the journal’s policy of plagiarism and publication ethics. It does not include any libelous or unlawful statements. The authors declare that they have no conflict of interest.
Additional information
Handling Editor: Naiqin Zhao.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Lin, G., Zhang, Z., Zhao, F. et al. Microstructure and plasticity improvement of Nb-microalloyed high-silicon electrical steel. J Mater Sci 57, 500–516 (2022). https://doi.org/10.1007/s10853-021-06651-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-021-06651-1