
Abstract
To show the effect of surface texture on transfer film growth of continuous carbon fiber-reinforced thermoplastic poly(ether ether ketone) (CCF-PEEK), tribological behaviors of untextured and laser-engraved-dimple-textured WC–Co, TiN and DLC surfaces dry-sliding against CCF-PEEK pin were studied in ambient atmosphere (pv = 0.46 MPa•m/s). Little tribo-film formed on untextured WC–Co, TiN and DLC, but continuous, relatively uniform CCF-PEEK transfer films with micron-level thickness grew from the majority of dimples along the sliding direction on textured WC–Co, TiN and DLC. A stable reduction in coefficient of friction by nearly 38.3% was achieved by textured WC–Co compared to the untextured. Texturing also yielded significant friction reduction to TiN, but almost did not lower the friction of DLC. Micro-cutting effect from the dimple texture edges probably caused considerable material removal of the counterpart CCF-PEEK pin and the repetitive friction cycles shaped the CCF-PEEK wear debris into the tribo-films. The friction reduction could be primarily attributed to the substantial mediation of tribological CCF-PEEK transfer films on the sliding interface. This study indicates that surface texture can facilitate the growth of polymeric transfer films with tribological application potentials in dry-sliding conditions.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Owing to high specific strength, high specific stiffness, relatively high thermal stability, good biocompatibility and decent resistance to chemicals, radiation and wear, semi-crystalline thermoplastic poly(ether ether ketone) (PEEK) has extensive applications in modern industries ranging from automotive, aviation, aerospace to biomedical departments [1,2,3]. To further improve mechanical and thermal properties, hard carbon fibers are frequently employed as fillers to reinforce a relatively soft PEEK matrix to create a composite (carbon fiber-reinforced PEEK, CF-PEEK) [4]. According to the length of filled carbon fibers, CF-PEEK can be divided into two categories: short carbon fiber-reinforced PEEK (SCF-PEEK) and long/continuous carbon fiber-reinforced PEEK (CCF-PEEK). The carbon fiber mass fraction for SCF-PEEK is generally lower than 35%, while this value can be over 65% for CCF-PEEK. Filled fiber content significantly affects mechanical and tribological properties of PEEK-based composites [5, 6].
Material transfer during loaded sliding between a polymer and its counterface frequently occurs resulting in the growth and formation of polymeric transfer films on the counterface, and these interfacial tribo-films remarkably influence tribological behaviors of rubbing surfaces [7]. Attributed to good ductility of thermoplastic PEEK, CF-PEEK composites could generate transfer films on frictional interfaces [8], thereby intimately impacting service life of numerous functional parts. Therefore, it is of significance to understand the growth mechanisms of CF-PEEK transfer films and the effects on friction and wear, especially in practical applications where unlubricated conditions are desirable.
For a certain CF-PEEK composite working in specific sliding conditions (i.e., load, sliding speed, temperature and atmosphere), counterface topography plays a key role in the formation of CF-PEEK transfer films. Ovaert [9] studied the effects of surface roughness (Rq) of mild steel on interfacial film growth and tribological behaviors during dry sliding against neat PEEK and CCF-PEEK composite at room temperature. The measured temperature rises by thermocouple mounted adjacent to the wear track were approximately 6 °C and 4 °C for PEEK − steel and CCF-PEEK − steel tribo-systems, respectively, negligible compared to PEEK’s glass transition temperature (> 140 °C). Compared to neat PEEK, CCF-PEEK exhibited considerably lower coefficient of friction (COF) and wear loss, which were attributed to the lubricating effect of added carbon fibers. At a relatively low Rq (0.14 μm), small patches of CCF-PEEK material transfer happened in the roughened steel surface grooves crossing nearly perpendicular to the wear track. Increasing the Rq to 0.23 μm resulted in an apparent increase in the number of the small patches. At a much higher Rq of 1 μm, formation of large-area, continuous transfer films was significant. With increasing the Rq from 0.1 μm to 0.85 − 1 μm, the CCF-PEEK − steel tribo-pair COF decreased from approximately 0.33 to about 0.21. This early study clearly indicates that the increase in steel surface roughness was favorable to friction reduction and facilitated the growth of CCF-PEEK transfer films on the steel surface. Recently, Zhang et al. [10] carried out similar studies with SCF-PEEK dry sliding against 100Cr6 steel and drew coincident conclusions in terms of variations of COF and growth degree of SCF-PEEK transfer films on the worn steel surface with steel surface roughness. Compared to above studies [9, 10] performed in low pv (Pa•m/s) and room temperature conditions, Nunez et al. [11] investigated the effect of surface roughness on SCF-PEEK material transfer at elevated pv (7 × 2.4 MPa•m/s) and temperature (60 °C) and obtained a contradictory conclusion that continuous, uniform SCF-PEEK transfer layers (approximately 0.3 μm thick) formed on the worn surface of mirror-polished grey cast iron (Rq < 0.1 μm), whereas discontinuous transfer films grew on a much rougher surface (Rq ~ 2.16 μm). Apparently, the effect of counterface surface roughness on transfer film formation of CF-PEEK composites still remains relatively controversial and thereby needs further quantitative investigations.
The countermated materials are mainly steel in previous studies on tribo-film growth of PEEK and CF-PEEK composites [9,10,11,12,13,14,15,16,17], but worn steel surfaces are relatively reactivable and tend to chemically interact with ambient oxygen because of frictional mechanical–thermal coupling effect, especially in high pv dry-sliding conditions [18]. To avoid interference from tribo-oxidation as far as possible, chemically inert tungsten carbide (WC) that has been extensively used to produce cutting tools is a relatively ideal material to purely investigate polymeric material transfer during loaded sliding.
In addition, CF-PEEK composites can be used as biomaterials to make artificial joint implants, such as acetabular cups of hip joints and cartilages of knee joints [19,20,21]. Due to the presence of natural physiological fluid, engraving surface texture is a preferred strategy to reduce friction and wear of articulation interfaces [22]. Owing to remarkable wear resistance, TiN [23,24,25] and DLC [26,27,28] have been considered as surface coating/film candidates to protect metallic implants (e.g., titanium alloy femoral heads countermated with CF-PEEK acetabular cups in totally replaced hip joints) from premature wear failure. From the viewpoint of machining tribology, fabrication of surface texture [29, 30] and deposition of TiN and DLC [31,32,33] are potential surface modification options to prolong the service life of CF-PEEK composite dry-cutting tools.
Micro-scale surface texture can effectively simulate surface roughness, thus providing a controllable approach to studying material transfer during loaded sliding. Surface texture has long been widely employed to enhance tribological properties of various mechanical components (e.g., thrust bearings, journal bearings, piston rings and mechanical seals) under lubricated conditions by primarily creating an additional fluid hydrodynamic lift [34,35,36]. Compared to surface roughness, the most significant advantage for surface texture lies in its accurately controllable shape, size, orientation and distribution. However, sliding-induced material transfer of CF-PEEK composites onto well-defined textured surfaces and the effects on friction and wear behaviors have not yet been understood well. This present study is mainly focused on transfer film growth of CCF-PEEK composite dry-sliding against untextured and dimple-textured cemented carbide (WC–Co), TiN and DLC in ambient conditions and the effect on friction.
Materials and methods
Materials
WC–Co
Disks (\(\phi\) 50 × 6 mm) were made of cemented carbide containing 6 wt. % Co (WC–Co, commercial No. YG6, ~ 90 HRA). One flat surface of a WC–Co disk was mirror-polished to a surface roughness of less than 0.05 μm (Sa). The mirror-polished bottom surface was used as the counterpart surface in friction tests and as the substrate surface for coating/film deposition and for surface texture fabrication.
TiN and DLC
TiN coating was deposited on the mirror-polished WC–Co surface from a high pure Ti target (400 × 100 × 5 mm, 99.99%) by direct current magnetron sputtering (DCMS) technique. The WC–Co disk was ultrasonically cleaned in ethanol (≥ 99.7 wt. %) for 15 min before mounted in the DCMS vacuum chamber. High pure Ar gas (99.99%) was first introduced to etch the polished WC–Co surface for 10 min after the base pressure was decreased to 1 × 10–3 Pa. The deposition parameters were as follows: working pressure 0.66 Pa, bias voltage − 80 V, reactive nitrogen gas flow rate 18 cm3/min, temperature 250 °C and deposition time 120 min. A similar DCMS deposition process was employed to prepare DLC film on the mirror-polished WC–Co surface from a high pure graphite target (400 × 100 × 5 mm, 99.99%). The corresponding deposition parameters included working pressure 0.55 Pa, bias voltage − 80 V, temperature 130 °C and deposition time 120 min.
Laser confocal scanning microscope (LCSM) was used to measure surface roughness (Sa) of the as-deposited TiN and DLC in a 130 × 130 μm area, while scanning electron microscope coupled with X-ray energy-dispersive spectroscopy (EDS) was employed to characterize the surface and cross section morphologies. In addition, nano-indentation technique was utilized to measure the surface elastic modulus and hardness. Nano-indentation tests were based on the continuous stiffness measurement mode and a three-sided diamond pyramid probe (Bercovich) was used. The maximum indentation load was set at 5,000 μN, and the loading, load-maintaining and unloading durations were 10 s, 20 s and 10 s, respectively. Oliver − Pharr method was used to determine the elastic modulus and hardness based on the load − displacement curves [37].
LCSM-measured surface roughness (Sa) values were 20.3 ± 3.1 nm and 13.1 ± 2.7 nm for TiN and DLC, respectively, indicating that both the DCMS-deposited TiN and DLC on the mirror-polished WC–Co substrate had a relatively smooth surface. In addition to surface roughness, thickness, elastic modulus and hardness are given in Table 1. TiN possessed much higher elastic modulus and hardness than DLC. Nano-grains were uniformly distributed on the surface of TiN coating (Fig. 1a1), whereas an amorphous topographical feature was apparent for DLC film (Fig. 1b1). TiN (Fig. 1a2) and DLC (Fig. 1b2) had a close thickness of less than 0.8 μm. EDS elemental analyses were performed on TiN and DLC surfaces as reference for chemical composition analyses of rubbed areas after friction tests. As both TiN and DLC were relatively thin, the tungsten elemental signals were still strong during EDS detection and the WC–Co substrates were faintly visible.

(n1, n2) SEM topography/EDS spectrum and SEM cross section morphology of the as-deposited coating/film, respectively: n = a, TiN coating; n = b, DLC film
Dimple-shaped surface texture
Dimples were fabricated on the mirror-polished WC–Co surface using a femtosecond laser. The engraving parameters were as follows: power 10 W, pulse frequency 100 kHz and scanning number 20. The diameter and depth were about 90 μm and 100 μm, respectively, indicated by the LCSM image in Fig. 2. TiN and DLC were deposited on dimpled WC–Co surfaces to obtain dimpled TiN and dimpled DLC, respectively.

Laser-fabricated dimple-shaped surface texture on mirror-polished WC–Co surface with dimension characterization
CCF-PEEK
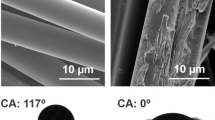
The used CCF-PEEK composite is commercially available. The PEEK matrix is reinforced by T700 continuous carbon fibers (~ \(\phi\) 8 μm) and the fiber weight percentage reaches about 66% namely. Figure 3a shows PEEK’s chemical structure. The repeating unit is an aromatic backbone molecular chain, interconnected by ketone and ether functional groups, and contains 19 carbon, 12 hydrogen and 3 oxygen atoms, indicating that carbon is the primary element of a PEEK molecule. The properties of this CCF-PEEK composite are summarized in Table 2. The CCF-PEEK was machined to cylindrical pins (\(\phi\)5 × 10 mm) and disks (\(\phi\)50 × 6 mm). The LCSM topographies of bottom surfaces of the pin and disk samples for friction tests are shown in Fig. 3(b, c), respectively. The long carbon fibers were perpendicular to the bottom surfaces of the pin (Fig. 3b), but parallel to the bottom surfaces of the disk (Fig. 3c).

a Molecular structure of PEEK; b, c LCSM topographies of CCF-PEEK pin bottom surface and CCF-PEEK disk surface, respectively; d schematic diagram of pin-on-disk model and experimental setup of dry-sliding friction test
Friction tests
Friction tests were carried out using pin-on-disk model of a commercial tribometer in air ambient atmosphere at room temperature ~ 25 °C and relative humidity ~ 65%. Figure 3d shows the specific experimental setup. The WC–Co disk was driven in a clockwise rotational motion against the stationary CCF-PEEK pin without a lubricating medium (i.e., dry-sliding friction). The CCF-PEEK pin carbon fibers were perpendicular to the disk bottom surface. The applied normal load (F) and the sliding speed (v) of the pin bottom surface center relative to the disk surface were 60 N and 150 mm/s (sliding radius 11 mm, rotation speed 130.28 rpm), respectively, corresponding to a pv value of 0.46 MPa•m/s. The total cycle number was set at 10,000 for every friction test. For comparison, friction tests were also performed with CCF-PEEK disk dry-sliding against CCF-PEEK pin in the same conditions. Table 3 lists the tribo-pairs and friction test parameters.
Prior to a friction test, the tribo-pair was cleaned by ethanol (≥ 99.7 wt. %). During the test, the friction curve was recorded in situ. After friction tests, the wear tracks of WC–Co disks were examined by LCSM and/or SEM/EDS to develop insight into the wear topographies. LCSM is able to present height difference of worn surfaces, while SEM/EDS is powerful to reveal wear topographical feature details. Synergetic observation strategy of LCSM and SEM/EDS at the same position was adopted to characterize wear topographies in this study.
Results
Coefficient of friction
Figure 4 shows the friction curves of the listed 7 tribo-pairs in Table 3. The different friction curves with the same color in a sub-figure come from independent experiments.

a Comparison of COFs of WC–Co, TiN, DLC and CCF-PEEK during dry sliding against CCF-PEEK pin (load 60 N; sliding speed 150 mm/s; 10,000 friction cycles; ambient atmosphere); b−d effect of the presence of dimple-shaped surface texture on COFs of WC–Co, TiN and DLC, respectively. Different friction curves with the same color in a sub-figure are from independent experiments
Compared to TiN, DLC and CCF-PEEK, mirror-polished WC–Co exhibited a stable COF with marginally decreasing tendency averagely from 0.248 ± 0.008 to 0.235 ± 0.008 in the steady friction stage (Fig. 4a). The deposition of TiN coating not only slightly increased but also significantly fluctuated the COF. The COF of DLC film displayed a gradual decreasing at first and then an increasing symmetrically as the friction test proceeded, but maintained at a much lower level than that of WC–Co for the most majority of 10,000 friction cycles. The COF of CCF-PEEK disk dry-sliding against CCF-PEEK pin showed a similar variation to that of DLC, but had more friction cycles of lower values. Overall, TiN showed slightly higher friction than WC–Co, whereas depositing DLC considerably lowered the friction of WC–Co during dry sliding against CCF-PEEK.
The COF of dimpled WC–Co exhibited a similar variation to that of untextured WC–Co after the run-in stage (Fig. 4b), but was significantly lower (averagely 0.145 ± 0.012 at the end), indicating that fabrication of dimple-shaped texture led to a substantial COF reduction by nearly 38.3%. Likewise, texturing caused an effective friction reduction to TiN coating (Fig. 4c), but the COF of dimpled TiN gradually increased after about 4,000 friction cycles (still lower than the COF of untextured TiN at the end). In contrast, texturing failed to lower the friction of DLC film (Fig. 4d). Apparently, texturing was able to stably lower the friction of WC–Co in the conditions of dry-sliding friction against CCF-PEEK, while such friction-reducing effect for TiN gradually degraded as the friction test proceeded.
Wear topography
WC–Co
Figure 5a shows the overall wear topography of mirror-polished WC–Co. Figure 5a1 is the high-magnification LCSM contour of region A perpendicularly crossing the wear track edge. The profile at 61.62 μm was unable to show wear loss, indicating that the specific wear rate of WC–Co was nearly zero after dry-sliding against CCF-PEEK for 10,000 friction cycles. The SEM image in Fig. 5a2 shows that narrow and shallow furrows along the sliding direction were almost the only wear feature in the rubbed WC–Co areas, suggesting that the predominant wear mechanism of WC–Co during dry sliding against CCF-PEEK was abrasive wear.

a, b Overall wear topographies of untextured and dimple-textured WC–Co after dry-sliding against CCF-PEEK pin (load 60 N; sliding speed 150 mm/s; 10,000 friction cycles; ambient atmosphere), respectively; high-magnification images of regions A − C: (a1) LCSM contour of A, (b1) − B and (b2) − C, respectively; (a2) high-magnification topography of rubbed WC–Co; (b3 − b5) EDS spectra of spots 1 − 3 in (b2), respectively. The white dashed arrows pointing north in a, b indicate the sliding direction of CCF-PEEK pin relative to the disk surface
In comparison, stripe-like dark coverings along the sliding direction were present in the majority of dimple areas on the textured WC–Co wear track (Fig. 5b). A typical dimple area in region B is magnified in Fig. 5b1. This dimple texture was fully filled with dark substances. The thickness of the stripe-like dark covering layers extending out from this dimple texture was about 0.7 μm, indicated by the profile at 196.8 μm. Figure 5b2 is the high-magnification SEM image of region C. EDS spectra revealed that carbon element signal was weak at spot 1 (16.56 wt. %/69.31 at. %, tungsten element signal predominant, Fig. 5b3), but became comparably strong to that of tungsten at spot 2 (61.17 wt. %/81.26 at. %, Fig. 5b4) and predominant at spot 3 (78.19 wt. %/83.56 at. %, tungsten element signal almost disappearing, Fig. 5b5). Apparently, carbon was the primary element of these dark coverings, indicating that these substances chemically originated from the counterpart pin, i.e., CCF-PEEK composite, and thus these thin layers were essentially tribological CCF-PEEK transfer films.
The CCF-PEEK tribo-films in the non-textured WC–Co areas (nearby the dimple texture) were thin (~ 0.7 μm thick) so that the tungsten element signal was relatively strong at spot 2 during EDS detection (Fig. 5b4). In comparison, thick multi-layer transfer films formed inside the dimple (Fig. 5b2). Nevertheless, cracks formed surrounding the south edge of the dimple texture (Fig. 5b2), interrupting the continuity of the transfer films. Repetitive loaded dry-sliding contacts facilitated the growth of these cracks and sporadic spalling of CCF-PEEK transfer films. The boundaries between the transfer films and the WC–Co substrate (e.g., region D, Fig. 5b2) were virtually invisible, indicating that the CCF-PEEK tribo-films were rather ductile.
TiN coating
Figure 6 shows the effect of the presence of dimple texture on the wear topography of TiN coating. According to coating color (brownish yellow, Fig. 6a, b, spalling did not happen to both untextured and textured TiN after the dry sliding against CCF-PEEK for 10,000 friction cycles. Dark coverings were accumulated at the wear track edges of untextured TiN. Figure 6a2, high-magnification SEM image of region B in Fig. 6a1, displays that these dark substances were wear debris. Figure 6a1 (high-magnification LCSM image of region (A) indicates that these dark debris were probably counterpart CCF-PEEK pin fragments that formed during the dry sliding and had been expelled out from contact areas to wear track edges. In comparison, the substantial contact areas were clear and it appears that the loaded dry sliding from the CCF-PEEK pin yielded a polishing effect to the coating.

a, b Overall wear topographies of untextured and dimple-textured TiN after dry-sliding against CCF-PEEK pin (load 60 N; sliding speed 150 mm/s; 10,000 friction cycles; ambient atmosphere), respectively; high-magnification images of regions A − D: (a1) − A, (a2) − B, (b1) − C and (b2) − D, respectively; (b3, b4) EDS spectra of spots 1 and 2 in (b2), respectively. The white dashed arrows pointing north in a, b indicate the sliding direction of CCF-PEEK pin relative to the disk surface
As with dimpled WC–Co (Fig. 5b), dark coverings were present on the dimpled TiN wear track (Fig. 6b). As indicated by Fig. 6b1 (high-magnification LCSM image of region C), the dimple was filled with dark substances and a film (3 − 5 μm thick, profile 73.85 μm) formed at the dimple along the sliding direction. Figure 6b2 shows SEM morphology of region D and EDS analyses revealed that carbon element content of the film neared a predominant level at approximately 83.9 wt. %/95.6 at. % (Fig. 6(b3, b4)), causing that tungsten, titanium and nitrogen element signals became quite weak. The analyses of wear topography clearly indicate that CCF-PEEK transfer films formed in and nearby the dimple texture areas along the sliding direction on the dimpled TiN. Similarly, cracks were propagated in the TiN-based CCF-PEEK transfer films (Fig. 6b2). Compared to the smooth, thin transfer films grown in the non-textured WC–Co areas (Fig. 6b2), the analogous CCF-PEEK tribo-films on TiN were porous and thicker.
DLC film
Similar to TiN coating (Fig. 6a), no spalling happened to DLC film after dry-sliding against CCF-PEEK for 10,000 friction cycles (Fig. 7a). Nevertheless, along the sliding direction on the wear track of dimpled DLC (Fig. 7(b, b1)), long greyish white scratches were present in the non-textured areas. The profile at 51.42 μm in Fig. 7b2 (high-magnification LCSM image of region B) revealed that the scratch was around 0.15 μm deep and more than 30 μm wide. Clearly, DLC was subjected to significant plastic deformation during dry sliding against CCF-PEEK, yielding these relatively large plowing grooves. As with dimpled WC–Co and dimpled TiN, the majority of textures on the wear track of dimpled DLC were filled with transferred CCF-PEEK and micron-level thick CCF-PEEK transfer films along the sliding direction grew from the dimples, e.g., the tribo-film with a thickness of around 1 μm characterized in Fig. 7(b3 − b6). In particular, film folding (circled region, Fig. 7b4) took place, indicating that the grown CCF-PEEK transfer films had good ductility and toughness.

a, b Overall wear topographies of untextured and dimple-textured DLC after dry-sliding against CCF-PEEK pin (load 60 N; sliding speed 150 mm/s; 10,000 friction cycles; ambient atmosphere), respectively; high-magnification images of regions A − D: (b1) − A, (b2) − B, (b3) − C and (b4) − D, respectively; (b5, b6) EDS spectra of spots 1 and 2 in (b4), respectively. The white dashed arrows pointing north in a, b indicate the sliding direction of CCF-PEEK pin relative to the disk surface
Discussion
Tribological performance of TiN and DLC
The overall COF of rotational CCF-PEEK disk dry-sliding against stationary CCF-PEEK pin (CCF-PEEK/CCF-PEEK) was lower than those of WC–Co/CCF-PEEK, TiN/CCF-PEEK and DLC/CCF-PEEK tribo-pairs (Fig. 4a). The COF was mostly less than 0.16 during the dry-sliding friction test, suggesting that continuous carbon fiber-reinforced PEEK is a self-lubricious material [38, 39]. Spalling did not happen to TiN (Fig. 6a) though the coating presented a slightly higher friction than bare WC–Co (Fig. 4a). From the viewpoint of wear resistance, TiN could protect WC–Co from premature abrasive wear while sliding against CCF-PEEK composites (Fig. 5a2). DLC exhibited a comparably low friction to CCF-PEEK (Fig. 4a) and remained nearly intact (no spalling) after dry-sliding against CCF-PEEK for more than 800 m (Fig. 7a), manifesting that DLC can be used as a low-friction and wear-resistance mating material with CCF-PEEK composites.
Dry-sliding friction-reducing effect of surface texture
Dimple-textured WC–Co and TiN displayed an effective friction reduction compared to the untextured (Fig. 4b, c). Particularly, texturing endowed a stable COF reduction by nearly 38.3% to WC–Co in the conditions of dry sliding. Under fluid lubrication, the friction- and wear-reducing mechanisms of surface texture have been fully recognized and widely applied in various industry apartments [34,35,36]. Nevertheless, the friction- and wear-reducing effects and mechanisms under dry friction still remain relatively controversial. The present study unambiguously demonstrates that surface texture is able to substantially decrease friction in the conditions of lack of fluid lubricants and suggests that texturing can be an effective surface modification approach to governing friction and wear of the counterfaces of PEEK and CF-PEEK composites, such as dry-cutting tools and artificial joints.
Effect of transfer film on friction
The presence of continuous transfer films of CCF-PEEK yielded substantial CCF-PEEK-to-CCF-PEEK contact areas on the wear tracks of dimpled WC–Co, TiN and DLC. Due to lack of CCF-PEEK transfer film, CCF-PEEK-to-CCF-PEEK contact almost did not happen on the friction interfaces of WC–Co/CCF-PEEK, TiN/CCF-PEEK and DLC/CCF-PEEK tribo-pairs. As the overall COF of CCF-PEEK/CCF-PEEK tribo-pair was significantly lower than those of WC–Co/CCF-PEEK and TiN/CCF-PEEK (Fig. 4a), it can be reasonably assumed that CCF-PEEK was more lubricious than WC–Co and TiN. Therefore, the substantial CCF-PEEK-to-CCF-PEEK contacts should be primarily responsible for the impressive friction reduction that dimpled WC–Co and dimpled TiN obtained. It is material properties that dictate tribological behaviors in the same operation conditions. Since DLC exhibited a comparable COF to CCF-PEEK during dry sliding against CCF-PEEK (Fig. 4a), the mediation of CCF-PEEK transfer films almost did not lower the friction of dimpled DLC (Fig. 4d).
Transfer film growth facilitated by surface texture
Little CCF-PEEK transfer film formed in the substantial contact areas of the untextured WC–Co (Fig. 5a), TiN (Fig. 6a) and DLC (Fig. 7a). In comparison, continuous CCF-PEEK tribo-films with micron-level thickness grew from the dimples along the sliding direction on the textured WC–Co (Fig. 5(b, b1)), TiN (Fig. 6(b, b1)) and DLC (Fig. 7(b, b1)). This distinct contrast clearly indicates that dimple-shaped surface texture can be used to facilitate the growth and formation of continuous transfer films of CCF-PEEK composites in the conditions of dry-sliding friction.
Thermoplastic PEEK could be subjected to plastic deformation, softening and flow in the conditions of strong mechanical–thermal coupling effect [40, 41]. Lack of CCF-PEEK transfer film in the substantial contact areas clearly indicates that the interfacial mechanical–thermal coupling strength in the current friction test condition (pv = 0.46 MPa•m/s, room temperature, 10,000 friction cycles) was unable to induce the growth and formation of CCF-PEEK tribo-films on smooth WC–Co (Fig. 5a), TiN (Fig. 6a) and DLC (Fig. 7a) without surface texture. The friction test condition in the present study cannot produce adequate friction heat to arise the interfacial temperature to approximate the glass transition temperature of PEEK (> 140 °C) [9]. Therefore, it is not the friction heat that dominated the formation of CCF-PEEK transfer films on the dimple-textured WC–Co, TiN and DLC.
It is worth noting that the laser-engraved dimples with a diameter of about 90 μm possessed a relatively regular and large edge (Fig. 2). It can be thereby deduced that the dimple texture edges could produce a micro-cutting effect during the loaded dry sliding resulting in considerable material removal of the rubbed bottom surface of the CCF-PEEK pin. Subsequently, repetitive mechanical compaction re-shaped the ductile CCF-PEEK chips that dropped off from the pin and eventually led to the formation of the continuous, relatively uniform and thin CCF-PEEK tribo-films along the sliding direction. Thus, the growth and formation of polymeric transfer films can be effectively and efficiently tailored by means of tuning orientation, sharpness, length and radius of curvature of surface texture edges by changing process parameters of laser fabrication. Therefore, growth position, size (surface area/coverage rate and thickness) and distribution density of lubricious transfer films are tunable and designable for specific interfacial applications.
Conclusions
With an emphasis on the growth and formation of thermoplastic composite CCF-PEEK transfer films, effects of the presence of laser-engraved dimple-shaped surface texture on tribological properties of WC–Co, TiN and DLC surfaces during dry sliding against CCF-PEEK pin were studied. Based on the analyses of the obtained friction curves and wear topographies, the following conclusions can be drawn:
-
(1)
As a coating/film deposited on WC–Co surface for dry-sliding against CCF-PEEK, TiN exhibited slightly higher friction than WC–Co, while DLC can effectively reduce the friction.
-
(2)
Texturing effectively reduced the friction of WC–Co and TiN in the conditions of dry sliding against CCF-PEEK. A stable COF reduction by approximately 38.3% was obtained by dimple-textured WC–Co compared to untextured WC–Co.
-
(3)
Little CCF-PEEK transfer film formed on untextured WC–Co, TiN and DLC, but continuous CCF-PEEK transfer films with micron-level thickness grew from the dimples along the sliding direction on textured WC–Co, TiN and DLC. Micro-cutting effect of the dimple edges probably resulted in considerable material removal of the CCF-PEEK pin and subsequent repetitive mechanical compaction shaped the CCF-PEEK tribo-films. The substantial mediation of continuous CCF-PEEK transfer films could be mainly responsible for the low friction of the textured surfaces. Laser surface texture has controllable shape, size, orientation and distribution, thus texturing can be utilized to facilitate the growth of CCF-PEEK transfer films for tribological applications.
References
Nunez EE, Gheisari R, Polycarpou AA (2019) Tribology review of blended bulk polymers and their coatings for high-load bearing applications. Tribol Int 129:92–111
Padhan M, Marathe U, Bijwe J (2020) Tribology of poly(etherketone) composites based on nano-particles of solid lubricants. Compos Pt. B-Eng 201:108323
Oladapo BI, Zahedi SA, Ismail SO, Omigbodun FT (2021) 3D printing of PEEK and its composite to increase biointerfaces as a biomedical material − A review. Colloid Surface B 203:111726
Yao S-S, Jin F-L, Rhee KY, Hui D, Park S-J (2018) Recent advances in carbon-fiber-reinforced thermoplastic composites: a review. Compos Pt B-Eng 142:241–250
Yao C, Qi Z, Chen W, Zhang C (2021) Experimental study on CF/PEEK thermoplastic fastener: Effects of fastener matrix crystallinity and fibre content on the strength of single-lap joint. Compos. Pt. B-Eng. 213:108737
Souza JCM, Correia MST, Oliveira MN, Silva FS, Henriques B, Novaes de Oliveira AP, Gomes JR (2020) PEEK-matrix composites containing different content of natural silica fibers or particulate lithium−zirconium silicate glass fillers: coefficient of friction and wear volume measurements. Biotribol 24:100147
Bahadur S (2000) The development of transfer layers and their role in polymer tribology. Wear 245:92–99
Ruckdäschel H, Sandler JKW, Altstädt V (2008) Chapter 8 − On the friction and wear of carbon nanofiber–reinforced PEEK–based polymer composites. In Tribology and Interface Engineering Series, Elsevier 55: 149–208
Ovaert TC, Cheng HS (1991) Counterface topographical effects on the wear of polyetheretherketone and a polyetheretherketone-carbon fiber composite. Wear 150:275–287
Zhang G, Wetzel B, Jim B, Oesterle W (2015) Impact of counterface topography on the formation mechanisms of nanostructured tribofilm of PEEK hybrid nanocomposites. Tribol Int 83:156–165
Nunez EE, Polycarpou AA (2015) The effect of surface roughness on the transfer of polymer films under unlubricated testing conditions. Wear 326–327:74–83
Ovaert TC, Cheng HS (1991) The unlubricated sliding wear behavior of polyetheretherketone against smooth mild-steel counterfaces. J Tribol 113:150–157
Feng X, Lu Z, Zhang R (1999) Analysis of electron spectroscopy for chemical analysis of the transferred film formed during sliding wear for carbon fibre reinforced polyetheretherketone and its composites. J Mater Sci 34:3513–3524
Ramachandra S, Ovaert TC (1997) The effect of controlled surface topographical features on the unlubricated transfer and wear of PEEK. Wear 206:94–99
Laux KA, Schwartz CJ (2013) Influence of linear reciprocating and multi-directional sliding on PEEK wear performance and transfer film formation. Wear 301:727–734
Lin L, Pei X-Q, Bennewitz R, Schlarb AK (2018) Friction and wear of PEEK in continuous sliding and unidirectional scratch tests. Tribol Int 122:108–113
Placette MD, Roy S, White D, Sundararajan S, Schwartz CJ (2019) The effect of surface roughness orientation on PEEK (polyetheretherketone) transfer film volume in multi-directional and linear sliding. Wear 426–427:1345–1353
Guo L, Pei X, Zhao F, Zhang L, Li G, Zhang G (2020) Tribofilm growth at sliding interfaces of PEEK composites and steel at low velocities. Tribol. Int. 151:106456
Kurtz SM, Devine JN (2007) PEEK biomaterials in trauma, orthopedic, and spinal implants. Biomater 28:4845–4869
Sonntag R, Reinders J, Kretzer JP (2012) What’s next? Alternative materials for articulation in total joint replacement. Acta Biomater 8:2434–2441
Koh Y-G, Park K-M, Lee J-A, Nam J-H, Lee H-Y, Kang K-T (2019) Total knee arthroplasty application of polyetheretherketone and carbon-fiber-reinforced polyetheretherketone: a review. Mater Sci Eng C 100:70–81
Allen Q, Raeymaekers B (2020) Surface texturing of prosthetic hip implant bearing surfaces: a review. J Tribol 143
Cho SM, Park J-W, Han H-S, Seok H-K, Moon M-W, Kim YC (2013) Multifunctional composite coating as a wear-resistant layer for the bearing in total hip joint replacement. ACS Appl Mater Inter 5:395–403
Li L, Li Q, Zhao M, Dong L, Wu J, Li D (2019) Effects of Zn and Ag ratio on cell adhesion and antibacterial properties of Zn/Ag coimplanted TiN. ACS Biomater Sci Eng 5:3303–3310
Herbster M, Döring J, Nohava J, Lohmann CH, Halle T, Bertrand J (2020) Retrieval study of commercially available knee implant coatings TiN, TiNbN and ZrN on TiAl6V4 and CoCr28Mo6. J Mech Behav Biomed Mater 112:104034
Escudeiro A, Wimmer MA, Polcar T, Cavaleiro A (2015) Tribological behavior of uncoated and DLC-coated CoCr and Ti-alloys in contact with UHMWPE and PEEK counterbodies. Tribol Int 89:97–104
Liao TT, Deng QY, Li SS, Li X, Ji L, Wang Q, Huang N (2017) Evaluation of the size-dependent cytotoxicity of DLC (diamondlike carbon) wear debris in arthroplasty applications. ACS Biomater Sci Eng 3:530–539
Wang S, Liao Z, Lu J, Feng P, Liu W (2016) The biotribological behaviour of an artificial cervical disc model with ball-on-socket contact type under different material configurations. Tribol Lett 65:8
Ranjan P, Hiremath SS (2019) Role of textured tool in improving machining performance: a review. J Manuf Process 43:47–73
Machado AR, da Silva LRR, de Souza FCR, Davis R, Pereira LC, Sales WF, Ezugwu EO (2021) State of the art of tool texturing in machining. J Mater Process Tech 293:117096
Du J, Zhang H, Geng Y, Ming W, He W, Ma J, Liu K (2019) A review on machining of carbon fiber reinforced ceramic matrix composites. Ceram Int 45:18155–18166
Bobzin K (2017) High-performance coatings for cutting tools. CIRP J Manuf Sci Tech 18:1–9
Geier N, Davim JP, Szalay T (2019) Advanced cutting tools and technologies for drilling carbon fibre reinforced polymer (CFRP) composites: a review. Compos Pt. A-Appl Sci Manuf 125:105552
Gropper D, Wang L, Harvey TJ (2016) Hydrodynamic lubrication of textured surfaces: a review of modeling techniques and key findings. Tribol Int 94:509–529
Mao B, Siddaiah A, Liao Y, Menezes PL (2020) Laser surface texturing and related techniques for enhancing tribological performance of engineering materials: a review. J Manuf Process 53:153–173
Hutchings I, Shipway P, (2017) Chapter 7 - Surface engineering. In Tribology (2nd edition), Hutchings, I., Shipway, P., Eds. Butterworth-Heinemann: ;pp 237–281
Oliver WC, Pharr GM (1992) An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J Mater Res 7:1564–1583
Lin L, Schlarb AK (2019) Recycled carbon fibers as reinforcements for hybrid PEEK composites with excellent friction and wear performance. Wear 432–433, 202928
Lin L, Ecke N, Huang M, Pei X-Q, Schlarb AK (2019) Impact of nanosilica on the friction and wear of a PEEK/CF composite coating manufactured by fused deposition modeling (FDM). Compos Pt. B-Eng 177:107428
Barba D, Arias A, Garcia-Gonzalez D (2020) Temperature and strain rate dependences on hardening and softening behaviours in semi-crystalline polymers: Application to PEEK. Int J Solids Struct 182–183:205–217
Lei M, Hamel CM, Chen K, Zhao Z, Lu H, Yu K, Qi HJ (2021) Thermomechanical behaviors of polyether ether ketone (PEEK) with stretch-induced anisotropy. J Mech Phy Solids 148:104271
Acknowledgements
This study was funded by National Key Research and Development Project of China (grant number 2018YFB2002201); the China Postdoctoral Science Foundation (grant numbers BX20190048, 2021M693724); and the National Natural Science Foundation of China (grant numbers 52005061, 51771037).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Handling Editor: Jaime Grunlan.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Cao, H., Dong, X., Qu, D. et al. Transfer film growth of continuous carbon fiber reinforced thermoplastic poly(ether ether ketone) facilitated by surface texture during dry sliding. J Mater Sci 57, 383–397 (2022). https://doi.org/10.1007/s10853-021-06595-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-021-06595-6