
Abstract
Over the years, Taguchi method for process optimisation has become very popular among the engineers. However, Taguchi method focuses on the optimisation of a single-response variable only, whereas most of the modern manufacturing processes demand for simultaneous optimisation of multiple response variables, and some of these responses are often correlated. Several methods have been proposed in literature which aims at making the Taguchi method useful for solving multi-response optimisation problems too. However, only few of these methods take into account the possible correlations that may exist among the response variables. Among these, principal component analysis (PCA)-based approaches are quite popular among the practitioners. However, we find that the PCA-based approaches suffer from some weaknesses, e.g. problem due to using signal-to-noise ratios as input data, problem due to scaling of the input data, problem due to difference in PCA results given by different software. This article aims at drawing attention of the researchers/practitioners to these problem areas of the PCA-based approaches so that appropriate research initiatives can be taken up by the researchers/practitioners to overcome those weaknesses.
Article PDF
Similar content being viewed by others
Avoid common mistakes on your manuscript.
References
Phadke MS (1989) Quality engineering using robust design. Prentice-Hall, Englewood Cliffs
Su CT, Tong LI (1997) Multi-response robust design by principal component analysis. Total Qual Manage 8:409–416
Tong LI, Wang CH (2002) Multi-response optimisation using principal component analysis and grey relational analysis. Int J Ind Eng 9:343–350
Fung CP, Kang PC (2005) Multi-response optimization in friction properties of PBT composites using Taguchi method and principal component analysis. J Mater Process Technol 170:602–610
Wu FC (2005) Optimisation of correlated multiple quality characteristics using desirability function. Qual Eng 17:119–126
Tong LI, Wang CH, Chen CH (2005) Optimisation of multiple responses using principal component analysis and technique for order preference by similarity to ideal solution. Int J Adv Manuf Technol 27:407–414
Liao HC (2006) Multi-response optimisation using weighted principal component. Int J Adv Manuf Technol 27:720–725
Sibalija TV, Majstorovic VD (2009) Multi-response optimisation of thermosonic copper wire-bonding process with correlated responses. Int J Adv Manuf Technol 42:363–371
Siddiquee AN, Khan ZA, Mallick Z (2010) Grey relational analysis coupled with principal component analysis for optimization design of the process parameters in in-feed centreless cylindrical grinding. Int J Adv Manuf Technol 46:983–992
Johnson RA, Wichern DW (1996) Applied multivariate statistical analysis, 3rd edn. Prentice-Hall, New Delhi
Derringer G, Suich R (1980) Simultaneous optimization of several response variables. J Qual Technol 12:214–219
Castillo ED, Montgomery DC, McCarville D (1996) Modified desirability functions for multiple response optimisation. J Qual Technol 28:337–345
Kim K, Lin D (2000) Simultaneous optimisation of multiple responses by maximising exponential desirability functions. J Royal Stat Soc: Series C (Applied Stat) 43:311–325
Pignatiello JJ Jr (1993) Strategies for robust multi-response quality engineering. Ind Eng Res Dev-IIE T 25:5–15
Ribeiro J, Elsayed E (1995) A case study on process optimization using the gradient loss function. Int J Prod Res 33:3233–3248
Tsui K (1999) Robust design optimisation for multiple characteristic problems. Int J Prod Res 37:433–445
Khuri AI, Conlon M (1981) Simultaneous optimisation of multiple responses represented by polynomial regression functions. Technometrics 23:363–375
Tong LI, Hsieh KL (2000) A novel means of applying artificial neural networks to optimize multi-response problem. Qual Eng 13:11–18
Hsieh KL, Tong LI (2001) Optimization of multiple quality responses involving qualitative and quantitative characteristics in IC manufacturing using neural networks. Comput Ind 46:1–12
Hsi HM, Tsai SP, Wu MC, Tzuang CK (1999) A genetic algorithm for the optimal design of microwave filters. Int J Ind Eng 6:282–288
Chiang TL, Su CT (2003) Optimization of TQFP modelling process using neuro-fuzzy-GA approach. Eur J Oper Res 147:156–164
Box GEP, Bisgaard S, Fung C (1988) An explanation and critique of Taguchi’s contributions to quality engineering. Qual Reliab Eng Int 4:123–131
Pignatiello JJ Jr, Ramberg JS (1992) Top ten triumphs and tragedies of Genichi Taguchi. Qual Eng 4:211–225
Myers RH, Khuri AI, Vining G (1992) Response surface alternatives to the Taguchi robust parameter design approach. Am Stat 46:131–139
Tai CY, Chen TS, Wu MC (1992) An enhanced Taguchi method for optimising SMT processes. J Electron Manuf 2:91–100
Ramakrishnan R, Karunamoorthy L (2006) Multi response optimization of wire EDM operations using robust design of experiments. Int J Adv Manuf Technol 29:105–112
Pan LK, Wang CC, Wei SL, Sher HF (2007) Optimizing multiple quality characteristics via Taguchi method-based grey analysis. J Mater Process Technol 182:107–116
Gauri SK, Pal S (2009) Multi-response optimization of correlated responses: some analysis and results. Int J Exp Des Process Optimisation 1:178–201
Montgomery DC (2001) Design and analysis of experiments, 5th edn. Wiley, Singapore
Anderson TW (1984) An introduction to multivariate statistical analysis, 2nd edn. Wiley, New York
Pal S, Gauri SK (2010) Multi-response optimization using multiple regression-based weighted signal-to-noise ratio. Qual Eng 22:336–350
Author information
Authors and Affiliations
Corresponding author
Appendix: sample calculation for implementation of WPC method
Appendix: sample calculation for implementation of WPC method
The sample calculations are given here with respect to the case study 1. The computed and scaled SN ratios for three response variables are available in Table 7. It can be observed from Table 7 that the scaled SN ratio values for the three response variables are 0.9723, 1.0000 and 0.5935, respectively, i.e. Y 11 = 0.9723, Y 12 = 1.0000 and Y 13 = 0.5935.
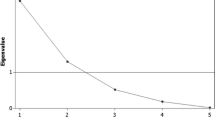
Principal component analysis (PCA) of actual SN ratios or scaled SN ratios using particular software (S1) results in the same values of eigenvalues and eigenvectors. These values are shown in Table 8. It is observed from Table 8 that the eigenvector of the first principal component is [0.146, 0.717, 0.681]. This implies that a 11 = 0.146, a 12 = 0.717, a 13 = 0.681. Therefore, the value of the first PC corresponding to first trial (Z 11) is computed as follows:
Similarly, the values of the second and third PCs corresponding to the first trial (Z 12 and Z 13) are obtained as 0.8366 and −0.0003, respectively. It can be noted from Table 8 that the proportion of variation explained by the first, second and third PCs are 0.6062, 0.3583 and 0.0335, respectively, i.e. the relative weights of the first PC (W 1), second PC (W 2) and third PC (W 3) are 0.6062, 0.3583 and 0.0335, respectively. Therefore, the MPI value corresponding to the first trial is computed as
Similarly, the MPI values corresponding to all the nine trials are computed. When the WPC method is implemented based on the actual SN ratios, the Y values are replaced by η values in the equations for the computation of principal component values. The computed MPI values based on actual SN ratios as well as scaled SN ratios for all the nine trials are shown in Table 9.
It can be observed from Table 9 that factor A was set in the first level in the first three trials, and the computed MPI values (based on scaled SN ratios) in these trials are 1.0685, 1.1706 and 0.8953. So the average MPI value at the first level of factor A is computed as
Similarly, the level averages for all the factors are estimated, and these values are shown in Table 10.
Examining the level averages, it is found that the optimal combination with respect to computed MPI values (based on scaled SN ratios) is A1B2C2D1. The expected SN ratio value of SR at this optimal solution is estimated using additive model as follows:
where μ is the overall average SN ratio value for SR, and \( {\overline{A}}_1,{\overline{B}}_2,{\overline{C}}_2 \) and \( {\overline{D}}_1 \) are average SN ratio values for SR at level 1 of factor A, level 2 of factor B, level 2 of factor C and level 1 of factor D, respectively. These values are computed separately from the actual SN ratio values of SR, corresponding to different trial s shown in Table 7. It is found that \( \begin{array}{llllll}\mu =5.56,\hfill & {\overline{A}}_1=7.26,\hfill & {\overline{B}}_2=5.71,\hfill & {\overline{C}}_2=5.68\hfill & \mathrm{and}\hfill & {\overline{D}}_1=5.55\hfill \end{array} \). This implies SR E = 7.53 ⋅ dB. Similarly, the expected values of all the response variables at the optimal solutions (derived based on scaled SN ratios and actual SN ratios) are estimated.
Rights and permissions
About this article
Cite this article
Gauri, S.K., Pal, S. The principal component analysis (PCA)-based approaches for multi-response optimization: some areas of concerns. Int J Adv Manuf Technol 70, 1875–1887 (2014). https://doi.org/10.1007/s00170-013-5389-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-013-5389-8