
Abstract
The activity of a manufacturing enterprise is considered. The basic losses are identified; the operational efficiency of the assembly department is analyzed; measures are developed to improve the operational efficiency of the assembly shop on the basis of lean production principles; a value stream map of the future manufacturing process is created; and the economic impact of the proposed measures is assessed. Effective introduction of lean production calls for the active support of management and the systematic and coordinated development of the appropriate tools.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Lean production is a key factor today in increasing the efficiency and competitiveness of manufacturing enterprises and offers a reliable means of managing expenditures. This approach is being widely introduced, since it improves product quality, reduces production costs, improves equipment performance, increases labor productivity, shortens the production cycle, reduces losses of production time, limits the storage of parts, and reduces the percentage of substandard products [1].
There has been extensive research on lean production outside Russia [2–16]. In Russia, research on lean production, economic problems, and production management was considered in [17–30]. Economic problems and production management were also considered in [31–36].
The following topics were considered in [37]: modernization of manufacturing enterprises on the basis of lean production principles; development of tools and management methods for lean production systems; and organization of production at high-tech enterprises. This research has significantly enriched the theory and practice of manufacturing.
In the present work, we consider the transformation of production at Russian manufacturing enterprises for the example of the assembly shop, on the basis of lean production principles. Specifically, we select an assembly shop producing turbocompressors. Each day, 3–4 turbocompressors are produced.
Analysis of defect statistics for turbocompressor components indicates that most assembly defects affect the compressor disk: 22%. Research shows that the production of a compressor disk requires 69 700 s, of which only 6% creates value; production losses account for the remaining 94%.
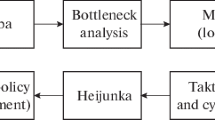
For the sake of clarity, we display this information as a value stream map for the manufacture of compressor disks today (Fig. 1).

Value stream chart of the current production process for a compressor disk.
The basic losses in the manufacture of the compressor disk include excessive machining, excessive motion, resource management, motion of materials, defects, waiting, excessive inventory, and overproduction [38]. To optimize disk production and minimize or eliminate losses, we must analyze lean production tools and, on that basis, propose specific measures. Lean production tools include the following.
1. 8D. Manufacturing quality may be improved by the 8D procedure, which is triggered by the detection of certain types of defects.
Proposal. Organization of a multidisciplinary team when defects have been detected. The quality engineer is responsible for information collection and filling out the 8D report form. Subdivisions providing the information for the report must ensure that it is reliable and is supplied in the required quantity within the required timeline. Completing the report involves eight steps: (1) detailed description of the discrepancy; (2) analysis of analogous products; (3) analysis of reasons for failure to detect the defect; (4) an plan for prompt deterrent action; (5) analysis of the causes of the defect; (6) a final action plan; (7) assessment of the effectiveness of the plan; (8) monitoring of implementation and a record of the experience.
2. Redesign of the work space. In production, it is important to organize the process effectively and to correctly design the work stations, so as to eliminate extraneous motion: walking, carrying, reaching, etc.
Proposal. Organization of all work stations required for machining of the part in a U configuration, within shop 1. On that basis, losses in transportation and storage may be decreased. In Fig. 2, we show the changes in the layout so as to minimize the losses [39].

Current machining path of compressor disk (a) and future path in shop 1 (b).
3. Visualization. In visual management, all possible visual means are used to standardize the performance of the process, so as to permit assessment of its current state.
Proposal. Introduction of visualization methods in the shop: for example, contouring, color coding, painting, traffic lights (stop, go), and graphical instructions. It is also expedient to introduce the Kanban card system, in which the preceding stage of production is notified when it must begin work. This usually involves three stages: planning; execution, and completion (Fig. 3).

Board with Kanban cards.
4. 5S. In the 5S system, the work site is rationalized and the work space is effectively organized. It is implemented in stages: sort; organize; keep in order; standardize; and maintain.
Proposal. Five stages, as follows.
A. Removal of unnecessary tools from the work station. Everything in the specialist’s work station must be divided into three categories: unneeded, not urgently needed, needed.
B. Rational organization of the tools in the workplace. In consultation with the workers, the optimal place for each tool must be selected.
C. Cleaning, checking, and troubleshooting. The tasks to be performed by the worker at the beginning of the shift, when working, and at the end of the shift may be recorded in a special log.
D. Standardization of the rules. Uniform rules are developed for all work places and departments.
E. Compliance with established routines. An inspection team with members from the repair service, the production optimization service, and representatives from other shifts may be formed.
5. Single minute exchange of dies (SMED). This tool permits rapid switching between stages of the production process, so as to minimize the costs in time and money of creating and storing products.
Proposal. Creation of a standard operational chart, which would clearly distinguish between internal and external adjustments to the equipment.
In the traditional system, the sequence of operations is as follows. The operator changes the setting after producing the last item in the batch. Then the machining center is shut off, dismantled, cleaned, and the components are laid out. When the documentation and tool for the next product arrive, the tool is introduced in the machine tool, and the corresponding parameters are entered in the machining program. Then the manufacture of the next part begins.
In the lean production framework, the operator’s actions are analyzed and a standard operational chart is prepared, clearly distinguishing between internal and external adjustments to the equipment. Thus, it is specified that certain operations may be performed at the end of the previous machining cycle (tool preparation, document study) or in beginning the machining cycle for the new batch (cleaning and layout of the parts). These are regarded as external operations.
6. Total productive maintenance (TPM). This tool, based on organization of equipment management, permits more efficient maintenance.
Proposal. Installation of a stand for TPM cards with the following information: the date of the breakdown; its location; the equipment; brief description of the breakdown; and the operator’s name. Then the technical director places the card in the Pending field on the stand, on the basis of the capabilities of the maintenance teams, the seriousness of the problem, the availability of materials and spare parts, and production requirements. As long as the card remains on the stand, workers understand that a team is working to eliminate the problem. When it has been resolved, the director moves the card with the description of the breakdown to the Fault Eliminated field (Fig. 4).

Stand for cards.
After introducing such cards, faults will be eliminated in order of priority: the most critical will be addressed first. The problems encountered and their solution will be visually noted and accessible to all maintenance crews.
7. Standardized work. The best method of performing the work is standardized in terms of worker motion, safety, quality, and productivity. The approved version is described and documented on standardized forms.
Proposal. Tracking of a single worker over a shift, by means of a stop watch, so as to reduce the time lost in unnecessary motion and the search for needed tools. Then the time lost due to unnecessary worker movements may be estimated and solutions may be proposed. As a result, motions will be minimized, the work place will be more convenient, and productivity will increase.
Also, a single order will be assigned to a machine, and each shift will continue working on it until it is complete. Only then does attention turn to the next order. That removes unprocessed parts from the shop and reduces the time for order fulfillment and the number of unfulfilled orders. To decrease the number of operators, it is expedient to time the work of operators at all the work stations and to distinguish manual work by the operator from the equipment’s machine time. Then the operator’s work standard may be developed, taking into account that the operator must perform manual work while the part is being machined on the equipment.
8. Just in time (JIT). This approach to production management aims to decrease the inventory maintained at the enterprise. Specifically, all the required components and materials are sent to the required point in the required quantity at the required time.
Proposal. Introduction of the JIT system to decrease incomplete production and downtime because of late delivery of components and materials. Components must be supplied in the minimum quantity, in precise agreement with demand. That eliminates the need for large storage areas and ensures rapid and uninterrupted flow of materials.
9. Staff engagement. A project to engage employees in a process of continuous modernization, so as to improve production processes at the enterprise. If they are not prompted to work on improvements, they will not do so. For example, one project might be an idea factory. Employees may take a form from a special stand, fill it in, and drop it in a box. If the suggestion for improvement in a particular process is accepted, the employee will feel engaged in the advancement of the enterprise.
The next step is to create a map of the future state of the machining process (Fig. 5), clearly showing the elimination of losses on the basis of lean production principles. In compiling this map, it is necessary to decrease as much as possible all losses associated with unproductive expenditures of time, materials, and space [40]. Therefore, at this stage the most desirable parameter values for the production process are developed. Comparing the analogous characteristics, we note that, by this means, the total duration of the process is decreased by 59 030 s—that is, by a factor of 6.5. The time used in production operations is increased to 31.9% of the total time expended, as against 6.0%. Thus, the value flow is increased by a factor of 5.3.

Value stream chart of the future production process for a compressor disk, according to lean production principles.
Most of the unproductive time is associated with storage. This component is reduced to 33.4% of the total time expended, down from 46.9%. Its share of the total unproductive time is decreased to 68.8%, from 85.4%.
Transportation time is now 420 s, rather than 4690 s and accounts for 3.9% of the total process time, rather than 7.3%. Adjustment of the machine tool requires 900 s, as against 2580 s, a 2.9-fold decrease. Monitoring takes 950 s, rather than 1900 s; thus, the time required has been cut in half.
The workpiece is transported over a distance of 30 m, as against 325 m, a 10.8-fold decrease.
An important improvement is that inventory is reduced to only 1% of its current value, while the volume of incomplete production is 8% of its current value. Likewise, the workforce is reduced from 15 to six operators (by 60%).
Illustrating these results, the current values and the future values (after applying lean production principles) in machining are compared in Table 1.
Table 1
Parameter | Unit | Current value | Future value |
|---|---|---|---|
Time to create value | s | 4150 | 3400 |
Transportation | s | 4690 | 420 |
m | 325 | 30 | |
Monitoring | s | 1900 | 950 |
Adjustment of equipment | s | 2580 | 900 |
Storage | s | 56 000 | 5000 |
Total duration | s | 69 700 | 10 670 |
Inventory | 965 | 10 | |
Spare parts | 250 | 20 | |
Number of operators | 15 | 6 |
CONCLUSIONS
(1) Implementation of lean production, in full or in part, will not in itself result in rapid improvement in economic indices or organizational efficiency. Success requires planned and consistent modernization, with the full participation of lower and middle levels of management, who understand and fulfill their responsibilities, while upper management provides guidance.
The clear economic benefits of adopting lean production will demonstrate the effectiveness of the approach and win support from key employees. The associated cost savings may be used in modernizing production processes, and in developing and introducing new technologies. Ultimately, that will improve the competitiveness of the organization and permit its stable development [41].
(2) The proposed measures permit the solution of production problems associated with long waits, unnecessary motion, walking, and transportation, defects, overproduction, and irrational use of human resources. In addition, losses in the production process will be decreased, and its efficiency will be increased.
(3) The minimization of losses shows the effectiveness and practical value of the proposed measures not only for manufacturing enterprises but for most high-tech enterprises.
REFERENCES
Prosvirina, N.V. and Tikhonov, A.I., Production process management of an industrial enterprise based on the concept of lean manufacturing, Mosk. Ekon. Zh., 2019, no. 11, pp. 80–92.
Alukal, G., Great a lean, mean machine, Qual. Prog., 2003, vol. 36, no. 4, pp. 29–35.
Womack, J. and Jones, D., Lean Thinking: Banish Waste and Create Wealth in Your Corporation, New York: Free Press, 2003.
Wader, M., Lean Tools: A Pocket Guide to Implementing Lean Practices, Madras: Prod. Qual. Publ., 2002.
Deming, W.E., Out of the Crisis, Cambridge, MA: MIT Press, 1982.
Ishikawa, K., Introduction to Quality Control, Englewood Cliffs, New Jersey: Prentice-Hall, 1989, 3rd ed.
Liker, J.K. and Meier, D., The Toyota Way Fieldbook, New York: McGraw Hill, 2005.
Liker, J.K., Toyota Way: 14 Management Principles from the World’s Greatest Manufacturer, New York: McGraw-Hill, 2004.
George, M.L., Lean Six Sigma for Service: How to Use Lean Speed and Six Sigma Quality to Improve Services and Transactions, New York: McGraw-Hill, 2003.
Ohno, T., Toyota Production System on Audio Tape: Beyond Large Scale Production, Portland: Productivity Press, 1988.
Ruffa, S.A., Going Lean: How the Best Companies Apply Lean Manufacturing Principles to Shatter Uncertainty, Drive Innovation, and Maximize Profits, New York: AMACOM, 2008.
Shingo, S., A Revolution in Manufacturing: The SMED System, Boca Raton, FL: Routledge, 1985.
Shingo, S., Study of Toyota Production System from Industrial Engineering Viewpoint, Tokyo: Japan Manage. Assoc., 1981.
Hobbs, D.P., LEAN Manufacturing Implementation: A Complete Execution Manual for Any Size Manufacturer, Boca Raton, FL: J. Ross, 2003.
Alcaraz, J.L.G., Macias, A.M., Luevano, D.J.P., and Fernandez, J.B., Main benefits obtained from a successful JIT implementation, Int. J. Adv. Manuf. Technol., 2016, vol. 86, no. 9, pp. 2711–2722.
Sivaram, M., Lydia, E.L., and Pustokhina, I.V., An optimal least square support vector machine based earnings prediction of blockchain financial products, IEEE Access, 2020, vol. 8, pp. 120321–120330.
Adler, Yu.P. and Shper, V.L., Frugality is not a luxury, but a mean of survival, Deming Association. http://deming.ru/Statyi/BerNeRosk.htm. Cited November 5, 2020.
Belyaeva, I.I., Results of lean manufacturing application in Russian companies. http://www.equipnet.ru/ management/articles/articles_906.html. Cited November 18, 2020.
Berezovskii, E.E., The practice of lean manufacturing in the organization of the production process at the industrial enterprises of Russia, Nauchn. Zh. Kuban. Gos. Agrar. Univ., 2013, no. 91 (7), pp. 1–18.
Grachev, A.N. and Lapidus, V.A., Lean manufacturing: from foreign experience to the development of a national standard, Sertifikatsiya, 2014, no. 4, pp. 8–11.
Davydova, N.S. and Letskii, V.P., Formirovanie proizvodstvennoi sistemy promyshlennogo predpriyatiya: teoreticheskie i prakticheskie aspekty: monografiya (Development of the Production System of an Industrial Enterprise: Theoretical and Practical Aspects. Monograph), Izhevsk: Udmurt. Gos. Univ., 2016
Zinchenko, S.P., Implementation of the concept of production systems in Russia: typical obstacles and challenges, Upr. Proizvod., 2013, no. 1, pp. 11–16. http://narfu.ru/university/library/Альманах/Альманах %20Управление%20производством.pdf. Cited October 15, 2020.
Indeikina, A.A., Russian experience in implementation of the “lean manufacturing” concept, Master’s J., 2015, no. 1, pp. 337–341.
Klochkov, Yu.P., Organizational mechanisms for the implementation of lean production at an industrial enterprise, Teor. Prakt. Obshch. Razvit., 2012, no. 5, pp. 267–272.
Kozhabaeva, N.M., Analysis of methods for implementation of the principles of lean production: implementation algorithm according to James Womack, Ross. Preprinimatel’stvo, 2011, vol. 8, no. 2 (190), pp. 62–68.
Kondrat’ev, E.V. and Milovanov, M.G., The main obstacle for the implementation of the lean manufacturing system at Russian enterprises, Menedzhment Ross. Za Rubezhom, 2014, no. 5, pp. 49–56.
Kononova, V.Yu., Modernization of production systems at Russian enterprises, in Modernizatsiya ekonomiki i obshchestvennoe razvitie (Economic Modernization and Social Development), Yasin, E.G., Ed., Moscow: Vyssh. Shk. Ekon., 2007.
Lapshin, V.S., Fedos’kina, L.A., Lyamanova, E.A., et al., Osnovy berezhlivogo proizvodstva: uchebnoe posobie (Fundamentals of Lean Production: Manual), Saransk: Mordovsk. Gos. Univ., 2011.
Lapidus, V.A., Osnovy vseobshchego menedzhmenta kachestva TQM: Metodicheskoe posobie k uchebnomu kursu TQM-1 (Fundamentals of Total Quality Management (TQM): Manual on TQM-1 Course), Nizhny Novgorod: Prioritet, 2007.
Turovets O. G. and Rodionova V. N., Conception of implementation of principles of lean production, Production Organizer, 2014, vol. 3 (62). pp. 12–18.
Chaika, N.K., The agreement granting the use of exclusive rights as a tool to recover creation costs, IOP Conf. Ser.: Mater. Sci. Eng., 2019, vol. 537, no. 4. https://iopscience.iop.org/article/10.1088/1757-899X/537/4/042 058/pdf. Cited December 15, 2020.
Chursin, A.A., Grosheva, P.Yu., and Yudin, A.V., Fundamentals of the economic growth of engineering enterprises in the face of challenges of the XXI century, IOP Conf. Ser.: Mater. Sci. Eng., 2020, vol. 862, no. 4. https://iopscience.iop.org/article/10.1088/1757-899X/ 862/4/042049/pdf. Cited November 20, 2020.
Feshina, S.S., Konovalova, O.V., and Sinyavsky, N.G., Industry 4.0: transition to new economic reality: studies in systems, Decision Control, 2019, vol. 169, pp. 111–120.
Kraev, V.M., Tikhonov, A.I., and Novikov, S.V., Economic conversion in the aviation industry, Russ. Eng. Res., 2018, vol. 38, no. 4, pp. 330–333.
Vasilev, V.L., Gapsalamov, A.R., and Akhmetshin, E.M., Digitalization peculiarities of organizations: a case study, Entrepreneurship Sustainability, 2020, vol. 7, no. 4, pp. 3173–3190.
Zelentsova, L.S., Shalamova, N.G., and Vorontsova, Yu.V., A mechanism for preventively assessing the competitiveness of high-tech products in conditions of digital transformations, in Industry Competitiveness: Digitalization, Management, and Integration, Lecture Notes Networks Syst., vol. 115, Cham: Springer-Verlag, 2020, pp. 159–167.
Prosvirina, N.V., Development and implementation of the principles of effective production management based on the concept of lean manufacturing at aircraft engine enterprises, Vestn. Mosk. Aviats. Inst., 2017, vol. 24, no. 2, pp. 223–232.
Prosvirina, N.V. and Tikhonov, A.I., Improving the efficiency of forms of organization of production in the aircraft engine-building enterprises, RISK: Resur., Inf., Snabzh., Konkurentsiya, 2017, no. 4, pp. 166–170.
Panina, F.Yu. and Fedos’kina, L.A., Lean value stream mapping: a practical approach, Sist. Upr., 2011, no. 4 (13), pp. 19–25.
Value Stream Map, Business Integration. https:// www.bi2bi.info/news/kpsc-karta-potoka-sozdaniya-cennosti/. Cited December 10, 2020.
Ovchinnikov, A.A., Ovchinnikov, S.A., Faller, K.P., and Emanakov, I.V., Effective implementation of lean manufacturing, Metody Menedzhmenta Kachestva, 2016, no. 9, pp. 12–15.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by B. Gilbert
About this article

Cite this article
Prosvirina, N.V., Tikhonov, A.I. & Okagbue, H.I. Lean Production Principles in Production Management. Russ. Engin. Res. 41, 1263–1268 (2021). https://doi.org/10.3103/S1068798X21120352
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068798X21120352