
Abstract
Friction stir welding (FSW) is studied as a method of permanent bonding in special aerospace structures made of aluminum, titanium, and magnesium alloys and high-temperature steels. Experimental and industrial equipment for high-speed friction stir welding is presented. A manufacturing technology has been developed for a very hard wear-resistant welding tool of complex shape that is applicable to aviation materials.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Friction stir welding (FSW) is a relatively new method of permanent bonding. Materials are connected in the solid state by means of a rotating tool, which ensures frictional heating, plasticization, and mixing of the material in the components being joined [1].
Recently, with the appearance of new numerically controlled equipment, FSW has begun to be used in the production of spacecraft, military and civilian airplanes, and gas-turbine engines. In the aerospace industry, FSW is used in the manufacture of components from high-strength aluminum alloys, such as large satellite panels and external fuel tanks for rockets, spacecraft, and test prototypes.
CAPABILITIES OF FRICTION STIR WELDING
A benefit of FSW is the high quality of the weld joints produced. By hot deformation and mixing of metals in the solid phase, the microstructure of the weld is stronger than the basic material. Usually the tensile strength and fatigue strength of the weld seam are 90% of the values for the basic material, at the level ensured by expensive electron-beam, diffusional, and laser welding. Switching to FSW of fuel tanks reduces costs by 60% and production time by 50%, without loss of quality of the weld seam (which may even improve). That is important in the production of a broad class of special aerospace structures.
In airplane and rocket design, the capabilities of FSW have been investigated for the welding of key fuselage, tank, and panel components produced by various enterprises (NASA, Lockheed Martin, Boeing, Airbus, Wisconsin Center for Space Automation & Robotics, Oak Ridge National Laboratory, MTS Systems, etc.). Specialized FSW equipment is produced by companies such as MTS Systems Corporation, Nova-Tech Engineering, Friction Stir Link (United States), Danish Stir Welding Technology (Dan Stir, Denmark), ESAB (Sweden), Osaka East Urban Area, Osaka Cast, and Hitachi (Japan), and TWI (Britain).
Russian organizations are currently gathering experience with the friction stir welding of aluminum alloys. Laboratory research has been undertaken, for example, at Prometei Central Research Center of Structural Materials, Russian Institute of Aviation Materials, Bauman Moscow State Technical University, Krunichev State Research and Production Space Center, NPO Tekhnomash, OAO VNIIALMAZ, ZAO Sespel’, PAO UMPO, and Ufa State Aviation-Engineering University.
The main factors hindering the application of friction stir welding are as follows: the need for rigid attachment of the parts to be welded; the creation of specialized high-durability tools; the limited weldability of materials with low plasticity (or materials that lose the required properties as a result of thermoplastic deformation); and the need for expensive and cumbersome equipment.
EXPERIMENTAL METHOD
We investigate airplane and spacecraft components based on joints of different geometry and also sheets, spatial profiles, pipes, and casings. In the aerospace industry, such components include fuselage structures, tanks, panels, heat-transfer units, and instrument housings.
Materials employed include high-strength aluminum alloys, titanium alloys, and high-temperature steels. The goal of the research is to establish operating conditions for friction stir welding of aerospace components and special welding tools and equipment.
We adopt an empirical, experimental method. Effective conditions of high-speed welding are predicted on the basis of simulation of the thermal balance. To assess the quality of the weld joints, we use metallographic data, measurements of the microhardness and residual stress, and strength tests. The solutions obtained by simulation are tested and refined experimentally before practical application.
FSW TECHNOLOGY
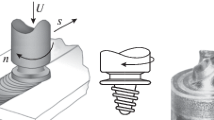
In friction stir welding, materials are joined in the solid phase, by means of a special rotating tool, which consists of a flat or shaped base (collar) and a tip in the form of a customized pin. The tool moves over the surfaces of the two solid parts to be joined (Fig. 1).

Friction stir welding.
The friction of the tool at the surface of the parts produces heat, which, together with the forces applied, ensures plastic deformation and complex flow of the plasticized metal. The pressure of the collar on the parts in the junction zone results in plastic deformation and flow of the plasticized metal, which is mixed by the shaped tip to form the weld seam. The parts are joined in extrusion conditions, with forging of the material at high deformation speeds.
WELDING PARAMETERS
The main parameters affecting the quality of the weld joint are as follows: the tool (spindle) speed n (rpm); the welding speed vw (m/min); and the depth h of tool introduction (mm), taking account of the depth readings for the pin and collar. These parameters are related, for example, to the tool’s angular velocity ω and the tool supply s (mm/turn).
The frictional parameters in the contact zone, which change in the course of heating and softening of the material, are related to the thermodeformational changes in the welding zone.
The local heat produced by the frictional force may be approximately expressed by the formula
where δ is the slip; \({{\mu }_{f}}\) is the frictional coefficient; and р is the force applied by the tool to the elementary area dA.
The heat formed in the course of friction stir welding depends directly on the normal axial force P and the spindle’s angular frequency ω. For practical purposes, the heat Q required for FSW may be calculated from the formula
where μis the frictional coefficient; R0 is the radius of the tool collar; and Rp is the radius of the tool pin.
It is evident from Eq. (1) that, if the heat required Q is known, the normal axial force P is inversely proportional to the spindle’s angular frequency ω. Hence, high axial force is required to compensate for low values of the spindle’s angular frequency. Low-speed machines are not flexible enough for the welding of complex components. Conversely, high angular frequency of the tool permits the attainment of the same energy but with less force exerted on the welded parts by the tool. At high speeds, the force on the structure is reduced, and the size and mass of the equipment required are reduced.
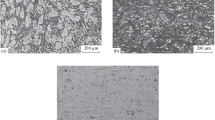
In the experiments, weld seams of aluminum alloys with no defects are obtained by high-speed welding (Figs. 2a and 2b) [2].

Macrostructure of weld seam when n = 1500 rpm and v = 250 mm/min (a) and n = 18 000 rpm and v = 2000 mm/min (b); and samples of VT6 titanium alloy (c) and 12Х18Н10Т stainless steel (d) produced by FSW in optimal conditions.
We investigate high-speed FSW for 1163 PDTV aluminum alloy in the following conditions: tool speed n = 1500–18 000 rpm; supply speed 120–1000 mm/min. The axial force is recorded by means of a Kistler dynamometer. With the prospect of expanding the application of DSW in machining, aluminum alloys (AMG-6, AD-1, etc.) are welded without effects over a broad range of welding speed (80–500 mm/min), at tool speeds of 500–1600 rpm.
Experiments to refine the FSW conditions for heat-resistant metals are conducted on sheets (thickness 2 mm) of VT6 titanium (State Standard GOST 19807–91) and 12Х18Н10Т stainless steel (State Standard GOST 5632–72). The optimal welding conditions are determined on the basis of X-ray monitoring of the weld seams in accordance with State Standard GOST 7512–82 and the standard OST 92 8828–76 (Figs. 2c and 2d).
WELDING TOOL
Together with the welding parameters, the structure of the tool’s working part largely determines the effectiveness of softening, mixing, and hardening of the material. The geometry of the tool, which consists of a pin and a collar, must not only ensure a satisfactory weld seam (by creating appropriate conditions of deformation and mass transfer) but also ensure strength and durability of the joint and the minimum force on the tool on introduction in the welding zone.
The collar deforms, compacts, and forges the material being mixed. The pin structure determines the thermoplastic conditions of heating, mixing, and extrusion of the material over the thickness of the workpieces. The rotating pin generates heat at the surfaces to be joined. It is important to use superhard tool materials with low heat conduction, high thermal stability, and high wear resistance.
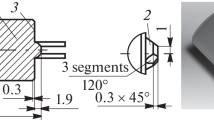
The working section of the tool is optimized by simulation of friction stir welding using COSMOS FloWORKS (SolidWorks) software. Models of the action of a solid body (the tool) on a viscoplastic medium (the material being welded) are obtained (Fig. 3a). We also obtain models of the heat transfer between the welded material, the tool, and the associated equipment and we assess the strength under the action of the axial loads and torque.

Modeling of the action of a solid body (tool) on a viscoplastic medium (a); and solid-state model and prototype of an FSW tool with a helical working section (b).
Model experiments and experimental tests show that, in production conditions, complex geometry is optimal: a combination of helical channels of round cross section, with two different values of the pitch and diameter (Fig. 3b).
The manufacture of complex tools from very hard materials is highly problematic. Electric-discharge machining is the most suitable for the production of complex FSW tools from very hard materials [2, 3]. The use of specialized CNC devices permits a process with complex kinematic motions.
In shaping by electric-discharge milling, we use electrode tools in the form of a disk (to obtain a small helical channel) and in the form of a cylindrical rod (to obtain a large helical channel and a spiral on the shaped collar base). Benefits of electric-discharge milling include simpler preproduction, universality, and high precision. With decrease in the number of steps from the drawing to the final part, the production of new tool designs may be accelerated.
Progressive tool designs with beveled, stepped, helical, and concave collars have been proposed. To eliminate the hole at the end of the process for closed seams and cylindrical parts, a device (an extraction pin) for removal of the tool from the welding zone has been designed and produced. The tool design has been approved, put into production, and patented [4].
We have conducted endurance tests of tool mockups based on various materials for the friction stir welding of titanium and iron alloys. It follows from the mean wear and working life of the tool mockups that VR25 tungsten–rhenium alloy (Technical Specifications TU 48-19-274–77) is the best for the friction stir welding of VT6 titanium and 12Х18Н10Т stainless steel. It outperforms A04 alloy (Technical Specifications TU 48-4205-90–2010), which is a counterpart of VK8 alloy, and H10F alloy (SandvikCoromant), which is a counterpart of VK20-OM alloy.
On the basis of similarity theory, we may develop dimensionless formulas permitting the use of experimental data for the welding of small samples in the design of welding processes for parts of different materials and different dimensions, by means of scale factors.
WELDING EQUIPMENT
An industrial prototype of a high-speed FSW system is shown in Fig. 4. It was designed using SolidWorks 3D modeling software, which permits the creation of functional parametric models in accordance with customer specifications, assessment of their technological expediency, and the creation of design documentation [5].

System for high-speed FSW.
We have developed manufacturing systems for equipment capable of welding the circular seams of pipes. We have also investigated the FSW of long fuselage components for airplanes and casings for aviation instruments made of AMg6 and D16T alloys. Welding equipment for large aerospace components of fuel-tank type has been designed (Fig. 5) [6, 7].

Designs for FSW equipment that may be used in the production of large aerospace components.
FSW is possible in different directions (vertical, horizontal, inclined, upward, etc.), since gravitational forces have no effect. That facilitates the welding of complex spatial structures.
This research permits increase in welding productivity with improved weld-seam performance; and increased tool life in the welding of high-temperature nickel and titanium alloys.
High-speed FSW is able to produce high-quality joints with little stress on the equipment and in the welding zone. That permits the use of ordinary metal-cutting equipment and industrial robots in FSW and also expands its potential applicability. Thus, in strategic terms, the research permits decrease in weight of aerospace components on the basis of FSW, without loss of strength or reliability; improves the energy efficiency of production; permits the replacement of imported high-tech equipment; provides the basis for industrial equipment and tools with no counterparts elsewhere in the world; and facilitates technology transfer to other branches of industry (ground transportation, shipping, airlines, pipelines, etc.).
CONCLUSIONS
(1) Recommendations have been made regarding the friction stir welding of aluminum alloys. The welding conditions for AMg6 and 1163 PDTV alloys have been optimized on the basis of research into the macrostructure, microstructure, microhardness, and residual stress of the welded components and also strength tests.
(2) Results for the friction stir welding of VT6 titanium alloy and 12Х18Н10Т stainless steel permit identification of the best operating conditions and the design of appropriate tools and equipment so as to obtain high-quality weld joints.
(3) On the basis of model experiments, new complex superhard tools have been designed, manufactured and tested in the laboratory and in production. The new tools are characterized by high strength and produce weld seams of high quality.
(4) We have developed experimental systems for high-speed FSW. Industrial systems for the welding of three-dimensional structures (long, circular, tubular, and complex structures, castings). Sample aviation components (housings, shells, shafts) have been produced.
(5) On the basis of our recommendations and proposals, friction stir welding shortens the production cycle and reduces the production costs for aerospace components, without loss of weld strength and reliability. The mass of the welded structures is reduced. The intensification of tool production reveals new possibilities for friction stir welding, especially in the welding of materials with high melting points.
REFERENCES
Boitsov, A.G., Kachko, V.V., and Kuritsyn, D.N., High-speed welding by friction mixing of aviation materials and constructions, Metalloobrabotka, 2013, no. 56 (77–78), pp. 35–42.
Boitsov, A.G., Kuritsyn, D.N., and Denisov, L.V., Technological schemes of electroerosive processing of a complex profile tool for welding by friction mixing, Vestn. Mosk. Aviats. Tekhnol. Inst., 2014, no. 23 (95), pp. 99–110.
Boitsov, A.G., Siluyanova, M.V., and Kuritsyna, V.V., Electric-discharge milling of small airplane-engine components, Russ. Eng. Res., 2018, vol. 38, no. 7, pp. 552–556.
Lyushinskii, A.V., Baranov, A.A., Boitsov, A.G., Pleshakov, A.S., Kachko, V.V., and Kuritsyn, D.N., RF Patent 2621514, Byull. Izobret., 2017, no. 16.
Kuritsyn, D.N., Denisov, L.V., Piskarev, A.S., and Boitsov, A.G., Technologies and specific equipment for high-speed friction welding with mixing of metal structures, Tr. Gos. Nauchno-Issled. Tekhnol. Inst. Remonta Ekspl. Trakt. S-kh Mash., 2016, vol. 122, pp. 194–200.
Kuritsyn, D.N., Energy efficient assembly of permanent joints of aerospace constructions by high-speed friction stir welding, Vserossiiskaya molodezhnaya nauchno-prakticheskaya konferentsiya “Kosmodrom Vostochnyi i perspektivy razvitiya rossiiskoi kosmonavtiki,” G. Blagoveshchensk, 5–6 iyunya 2015 g., Tezisy dokladov (All-Russ. Youth Sci.-Pract. Conf. “The Vostochny Cosmodrome and Prospective Development of Russian Cosmonautics,” Blagoveshchensk, June 5–6, 2015, Abstracts of Papers), Samara: Samarsk. Gos. Aerokosm. Univ., 2015, pp. 28–30.
Kuritsyn, D.N., Technological support of friction stir welding in the production of aerospace equipment, XXI Nauchno-tekhnicheskaya konferentsiya molodykh uchenykh i spetsialistov, Tezisy dokladov (XXI Sci.-Tech. Conf. of Young Scientists and Professionals, Abstracts of Papers), Korolev: Energiya, 2017, vol. 1, pp. 112–113.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by Bernard Gilbert
About this article

Cite this article
Boitsov, A.G., Kuritsyn, D.N., Siluyanova, M.V. et al. Friction Stir Welding in the Aerospace Industry. Russ. Engin. Res. 38, 1029–1033 (2018). https://doi.org/10.3103/S1068798X18120043
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068798X18120043