
Abstract
An experimental study has been carried out on the surface characteristics of hot-dip aluminized (HDA) C45 carbon steel. The coated specimens were also tested thrice by cycling heat between the ambient temperature and 700°C inside an electrical resistance furnace. Both the as-coated and the oxidized samples were analyzed by scanning electron microscopy, energy dispersive spectrometry, and elemental mapping. Microstructural features and other important characteristics (compositional changes, chemical elemental distributions, growth of the intermetallic phases, the formation of micro-voids, etc.) were investigated. Under the high temperature tested conditions, the HDA coated C45 carbon steel close-to-surface top-layer almost entirely converted to iron-aluminum intermetallics, with Fe to Al atomic ratios of 1 to 2 corresponding to the phases FeAl and FeAl2. However, the innermost intermetallic phase (FeAl) formed between the finger-like structure and the steel substrate appeared quite compact and sound (without voids, micro-crack, and internal iron oxide scale), which is a convincing sign and an experimental proof of a high chemical and mechanical stability of such type of surface coatings. The results confirm that even inexpensive carbon steel, if properly aluminized, can provide sufficient protection against excessive oxide scale formation in the air at high temperatures.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Uncoated carbon steels are prone both to wet corrosion, i.e., rusting in humid air at ambient temperatures, and iron oxides scale formation in hot air. The latter type of the high-temperature corrosion of unprotected carbon steels is well known and widely studied (see [1] and the References therein). Recently, the oxidation rate of samples of bare C45 carbon steel annealed in air at four different isothermal annealing temperatures between 760 and 1100°C has been experimentally determined, as well as the thickness of the oxide layer (dox, scale) and of the oxidized iron, dFe [2]. At 760°C, during 1–2 hours of annealing, those authors reported dox and dFe values around 30–60 µm and they also mentioned having experimental difficulties while manipulating the oxidized samples as the oxide layers were often cracking and peeling-off. To avoid these problems, different protective coatings can be utilized, including the application of special heat and oxidation resistant clad metals, glass enameling, or thermal sprayed oxide ceramics [3], however, these techniques, are all rather complex and expensive. A more general and a relatively less costly approach to the problem is hot-dip aluminizing (HDA) that is often the choice of the steel industry, especially when producing different other surface coated steel products. For example, a full range of two types of aluminized carbon steels applications for the automotive market is proposed in [4]. Thermal diffusion aluminum coatings of steels produced by HDA results in the formation of iron aluminides interlayers, over which a thin aluminum layer solidifies during cooling. As later heating of HDA coated steels in hot air can and will facilitate further inter diffusion processes between the steel substrate and different Al alloyed surface layers, it is of high practical importance to study the compositional and structural changes that may occur as a result of high-temperature exposure of the aluminum-coated parts in hot air. It is worth noting that high-temperature surface oxidation characteristics of aluminized low and medium carbon steels are very different from those of bare carbon steels in air. The oxidation corrosion resistance of aluminized carbon steels in various harsh environments at elevated temperatures to characterize the behavior of the aluminum coating were reported elsewhere [5–9] mentioning oxidation resistance of such samples. However, higher strength medium carbon steels, such as grade C45, have not been widely studied. Such materials may find important applications also as a heat-resistant structural material at temperatures of up to 700°C provided that their corrosion resistance is improved via proper surface alloying with aluminum.
Therefore, the purpose of this paper was to investigate the HDA surface areas in the depth of C45 steel specimens immediately after HDA laboratory experiments, as well as after exposing the coated samples to hot air cycling between 700°C and the ambient temperature inside a furnace. In this way, a close-to-real situation could be established experimentally in the laboratory for the HDA coated specimens simulating the environmental exposure conditions, for example, that of specific coated steel components of heat combustion engines in operation.
MATERIALS AND METHODS
Substrate and Aluminizing Bath
The type of the substrate material chosen for this study was a carbon steel type EN DIN 10083 (C45) obtained from Stalma S.A., Poland. The chemical composition of C45 is shown in Table 1. Specimens were cut from a rod with a diameter of 32 mm and a thickness of 5 mm, and a 3 mm hole was drilled for hanging during HDA. Two methods for degreasing were performed to ensure that the sample was free of contamination. First, the HCl solution was used, and then the specimens were degreased using an ultrasonic bath filled with acetone for 15 minutes. The specimens were ground using a grinding machine with SiC emery paper (grit sizes: 220, 320, 500, 800), consecutively, and then polished with a diamond paste in a stick applicator DP-stich P, 3 µm from Struers ApS®. The surface of the specimens was washed with distilled water and ethanol and then dried.
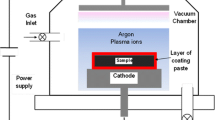
Aluminum (commercially pure) with the chemical composition given in Table 1 was melted in a graphite crucible. A salt mixture of NaCl, KCl, and CaF2 was used as a flux to protect the molten aluminum. The specimens were aluminized by hot-dipping in the aluminum melt. The aluminizing temperature was kept between 798 and 800°C. The samples were immersed in the molten bath for two different dipping times of 150 and 210 s. The process flow diagram is shown in Fig. 1.

HDA process flow diagram.
Hot Air Cyclic Exposure
Cyclic oxidation tests were performed on the samples in an electric resistance furnace. The specimens were heated from the room temperature to 700°C in air for 8 hours, and then they were kept inside a furnace which was switched off for 16 hours to allow it to return gradually to the ambient temperature. This cycle was repeated thrice.
Microstructure Characterization of Aluminized C45
Scanning Electron Microscopy Imaging and Energy Dispersive Spectrometry Microprobe Analysis
A Zeiss Evo MA10 scanning electron microscope (SEM) equipped with an energy dispersive spectrometer (EDS) and a Thermo Scientific Helios G4 PFIB CXe type of SEM combined with EDS using a lanthanum hexaboride (LaB6) emitter were utilized to analyze the structures of cross-sections. The approximate elemental composition in each of the layers: aluminum (topcoat), an intermetallic layer, and the substrate was also measured, and elemental mapping was performed to analyze the effect and dispersion of elements after exposure to high-temperature hot air.
RESULTS AND DISCUSSION
Microstructure Analysis of Aluminized Specimens
The aluminized samples always showed a layered structure, as is seen in the optical microscopic image in Fig. 2. The structure of the aluminized C45 steel specimens exhibits three distinct layers in their cross-sections, which consist of an aluminum top layer, followed by an intermetallic layer, and a steel substrate. In Fig. 2, the form of the intermetallics grown toward the substrate seems to show a tongue or a finger-like structure, which is consistent with studies done by others [10–13].

Optical microscopic image of microstructure of aluminized C45 highlighting grains of ferrite (white) and perlite (black) of the steel substrate.
Fe–Al intermetallics also appear to be found in the topcoat layer and are spread as needle-like (acicular) crystals (Figs. 3c, 3d). Voids, gaps, and cracks can also be observed, which might be results of inclusions incorporated from the molten bath and also of the inherent brittleness of the intermetallic layer (Figs. 3a, 3b). Moreover, some small broken fractions even fell out during sectioning of the aluminized sample by the saw machine. The thickness of the aluminum topcoat formed in 210 s dip time was about 70 µm, while the intermetallic layer thickness (Fe–Al) was about 105 µm. A slight change in the thickness of the Fe–Al layers for both dipping times could also be observed. Figures 4a, 4b depict the results of the EDS analysis for both dipping times as well as the approximate elementary compositions for each layer.

(a) Top of steel substrate with two distinct layers (dip time 150 s); (b) appearance of voids and cracks (dip time 210 s); (c) traces of intermetallic phases in topcoat (Al) (150 s); and (d) intermetallic structure formed at the steel substrate interface (210 s).

SEM images with three identified areas via EDS analysis.
The outcomes of EDS taken as the area analysis are identified in Fig. 4 and are summarized in Table 2. The amount of Fe present in the topcoat aluminum and in the intermetallic layers slightly increased, which is associated with a prolonged immersion time set for the specimens inside the molten bath. In the specified area no. 2 in Fig. 4 in this zone, the EDS detected molar ratios for Al and Fe fall close to the phase composition Fe2Al5, which is the intermetallic phase typically grown under such environmental conditions.
The EDS results of three different areas are given in Table 2 and reveal that a longer dipping time resulted in more iron diffused outward. As the aluminizing bath contained relatively high amounts of manganese (~0.55 wt %) as well, its distribution in the intermetallic zone was also examined. Further, an EDS spot analysis was carried out on the aluminized samples obtained for both dipping times (the positions of the EDS measurements are indicated on the cross-section SEM images in Fig. 5). The EDS results of the spot analysis are summarized in Table 3.

SEM images with identified spots via EDS analysis.
Characterization of Aluminized Samples after Exposure to Hot Cyclic Air
The samples exposed to hot air were sectioned and prepared for SEM, EDS, and elemental mapping analyses. A rather thick-coated segment of the HDA specimen surface is shown in Fig. 6a. Several observations can be drawn through the SEM images: with heating, the peak of the tongue or finger-like structure reaching toward the steel substrate became coarser (wider) rather th an needle-like. A narrow emergent layer (marked in Fig. 6b) can clearly seen between the finger-like structure and the steel substrate (a lighter grey zone). This also fills in the interstices between the finger-like areas and is free of cracks and pores. In Fig. 6, it is also seen that the original top aluminum layer was fully transformed into a Fe–Al intermetallic material. The approximate elemental chemical composiions of the material were determined by EDS at five separate spots Fig. 7a are presented in Table 4. In addition, the EDS analysis was also carried out in the lighter boundary areas marked in Fig. 7b, and the results are presented in Table 5. For this specimen, the EDS spot analysis also revealed a few Mg-silicate-like inclusions (e.g., spot no. 3 in Fig. 7a), most probably originating from the molten aluminum bath itself and encapsulated in the solidified aluminum layer.

SEM of aluminized sample after exposure to hot air: (a) cross-section and (b) emergent layer between finger-like structure and steel substrate.

(a) SEM images showing specified spots via EDS analysis, (b) specified spots in the initiated bright region marked in Fig. 6b by inside circle.
At 700°C in air, the aluminized surface zone still resists fast oxidation, i.e., oxide scale formation, which would otherwise exclude its advantageous application in such environments. As long as the top aluminum coating is in a direct contact with hot air, thermodynamically, its preferential oxidation to Al2O3 or some mixed oxides is the most favorable conversion reaction, which is also dependent on the actual local alloying or contaminating elements in the outermost layer. It is also worth mentioning here that alloying aluminum with manganese will also improve the room-temperature wet corrosion resistance properties of aluminum [14].
Based on the composition data summarized in Table 5 and the corresponding SEM image in Fig. 7b, it has been found that the emergent region initiated and developed during the high-temperature exposure period is structurally sound and free from oxides. The calculated atomic ratios revealed that this phase is likely to be FeAl, and it is most probably grown from the neighboring zones of FeAl2 – Fe2Al5 [15].
The effect of after heat-treatments of similar HDA specimens for several minutes only was studied and reported elsewhere [9], and it was found that the inner FeAl and Fe3Al layers have structures without oxidation. Although, in general, this statement might be accurate for cases when the high-temperature hot air exposure periods are relatively short, the cyclic oxidation experiments described here proved that after long periods of hot exposures at 700°C in air, a few at % oxygen in the inter-metallics zone could be detected by EDS (see Tables 4 and 5). Otherwise, the upper part of the intermetallic zone became almost fully converted to the Fe2Al5 phase (see the molar ratios in Table 4), and this latter observation of the present study coincides well with the conclusions in [9].
From the SEM-EDS mapping (Fig. 8), it is seen that some minor oxide inclusions are also formed in some portions of the aluminized surface layer. As they always contain silicon and magnesium as well, their origin might be linked to a high chemical affinity of these elements to oxygen infiltrated and diffused into the aluminized zone.

EDS elemental mapping of heat cycled HDA coated specimen: (a) overlay of all detected elements, (b) Fe, (c) Al, (d) O, and (e) Mn.
After a longer service life, as it was possible to observe during the presented here three-cycle hot air experiments, the top-coating aluminum will diffuse inwards and form further intermetallic compounds with iron. This Fe–Al intermetallic zone should withstand the occurrence of extensive further surface oxidation.
CONCLUSIONS
This experimental study of HDA of C45 medium carbon steel, followed by heating cycles, provides information on critical structural changes accompanying cyclic exposures of the aluminum-coated samples to hot air.
(1) The in-depth structure of the intermetallic region toward the steel substrate appears to be tongue or finger-like before heat cycling, and the constituting phases were consistent with the observations of other studies.
(2) No major changes in thickness were observed when aluminizing at around 800°C at different dipping times (2.5 and 3.5 min), indicating that dipping time has little influence on the thickness of the aluminized surface in this time interval for the studied system.
(3) The EDS spot and elemental mapping analyses performed on the cross-section of the heat cycled samples in hot air showed the formation of voids (micropores) and incorporation of a few atomic percent of oxygen, almost reaching down to the interface between the transformed intermetallic zone and the steel base.
(4) The FeAl phase that is initiated after longer high-temperature exposure time between the finger-like structure and the steel substrate showed higher resistance to hot corrosion compared to the outer intermetallic zones where cracks and voids could also be detected.
(5) Relatively rough mechanical manipulations (high degree bending, forceful cutting, and sawing) of the HDA coated specimens often triggered the formation of cracks in the intermetallics layer regardless of heat exposure due to this zone higher hardness and lower ductility compared to those of the steel substrate.
It was also observed that the hot-dipping technique could influence the experimental results, the actual condition (homogeneity, purity, viscosity) of the melts (flux, aluminum), as well as the immediate prior surface features (cleanliness, wetting properties) of the steel substrate bringing to immersion. So, further studies are planned to explore the effects also of such engineering parameters and improving the operational success of the aluminized medium carbon steel products in cyclic heating in air.
REFERENCES
Khanna, A.S., High Temperature Oxidation, Amsterdam: Elsevier, 2012, 2nd ed.
Zorc, M., Nagode, A., Burja, J., Kosec, B., et al., Surface decarburization of the hypo-eutectoid carbon steel C45 during annealing in steady air at temperatures T > AC1, Metals, 2018, vol. 8, no. 6, p. 425.
Bai, M., Kazi, H., Zhang, X., Liu, J., et al., Robust hydrophobic surfaces from suspension HVOF thermal sprayed rare-earth oxide ceramics coatings, Sci. Rep., 2018, vol. 8, no. 1, p. 1.
Aluminized type I and type II carbon steel applications. https://www.aksteel.com/our products/carbon/.
Yousaf, M., Iqbal, J., and Ajmal, M., Variables affecting growth and morphology of the intermetallic layer (Fe2Al5), Mater. Charact., 2011, vol. 62, no. 5, p. 517.
Zamin, M., Role of Mn in the corrosion behavior of Al–Mn alloys, Corrosion, 1981, vol. 37, no. 11, p. 627.
Wang, D., Phase evolution of an aluminized steel by oxidation treatment, Appl. Surf. Sci., 2008, vol. 254, no. 10, p. 3026.
Kobayashi, S. and Yakou, T., Control of intermetallic compound layers at interface between steel and aluminum by diffusion-treatment, Mater. Sci. Eng., A, 2002, vol. 338, nos. 1–2, p. 44.
Cheng, W.J. and Wang, C.J., Growth of intermetallic layer in the aluminide mild steel during hot-dipping, Surf. Coat. Technol., 2009, vol. 204, nos. 6–7, p. 824.
Hwang, S.H., Song, J.H., and Kim, Y.S., Effects of carbon content of carbon steel on its dissolution into a molten aluminum alloy, Mater. Sci. Eng., A, 2005, vol. 390, nos. 1–2, p. 437.
Zamanzade, M., Barnoush, A., and Motz, H., A review on the properties of iron aluminide intermetallics, Crystals, 2016, vol. 6, no. 1, p. 10.
Tortorelli, P.F. and Natesan, K., Critical factors affecting the high-temperature corrosion performance of iron aluminides, Mater. Sci. Eng., A, 1998, vol. 258, nos. 1–2, p. 115.
Mohsenifar, S.H.A.A. and Aboutalebi, M.R., Effect of high temperature oxidation on the corrosion behavior of aluminized low carbon steel in molten aluminum, Iran. J. Mater. Sci. Eng., 2015, vol. 12, no. 3, p. 88.
Wang, C.J., Lee, J.W., and Twu, T.H., Corrosion behaviors of low carbon steel, SUS310 and Fe–Mn–Al alloy with hot-dipped aluminum coatings in NaCl-induced hot corrosion, Surf. Coat. Technol., 2003, vols. 163–164, p. 37.
Wang, C.J. and Chen, S.M., The high-temperature oxidation behavior of hot-dipping Al–Si coating on low carbon steel, Surf. Coat. Technol., 2006, vol. 200, nos. 22–23, p. 6601.
ACKNOWLEDGMENTS
The authors acknowledge the kind contribution of Dr. Tibor Kulcsár for performing the spectro-scopic analysis. Also, they express their gratitude and appreciation to all those who contributed to the experiments: Mrs. Anikó Márkus, Mr. Árpád Kovács, Mr. Tibor Ferenczi, and Mr. Gábor Lassú.
Funding
The reported here research was carried out as part of the EFOP-3.6.1-16-2016-00011 “Younger and Renewing University—Innovative Knowledge City—institutional development of the University of Miskolc aiming at intelligent specialization” project implemented in the framework of the Szechenyi 2020 program. The realization of this project is supported by the European Union, co-financed by the European Social Fund.
Author information
Authors and Affiliations
Corresponding author
About this article

Cite this article
Hawkar J. Muhammed, Benke, M., Koncz-Horváth, D. et al. Characterization of Hot-Dip Aluminized C45 Carbon Steel before and after Cyclic Heating in Air. Surf. Engin. Appl.Electrochem. 57, 431–438 (2021). https://doi.org/10.3103/S1068375521040116
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068375521040116