
Abstract
An algorithm for computer design (calculated determination of the composition) of a multicomponent antifriction material is proposed. First, the minimum initial set of composite characteristics is determined experimentally for a number of controlling parameters from tribological and mechanical tests. The subsequent computer-aided design of the material in the form of constructing the corresponding response surfaces in the space of states makes it possible to identify the range of variation of the controlling parameters to provide the specified operational and technological characteristics. This approach is illustrated by the computer-aided design of the material composition (feedstock) in the form of an extrudable polymer composite based on ultra-high molecular weight polyethylene (UHMWPE) for applications in additive technologies. An optimal formulation is proposed for the UHMWPE + n wt % HDPE-g-SMA + n wt % PP ternary mixture that has tribological and mechanical properties at the level of unfilled UHMWPE and, at the same time, the melt flow index required for 3D printing by the fused deposition modeling method.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
The development of extrudable polymer–polymer composites (PPCs), including those based on a matrix of ultra-high molecular weight polyethylene (UHMWPE) with high strength and wear resistance for the subsequent production of friction assembly units using 3D printing, is a very topical problem [1–6]. However, the search for the optimal composition of PPCs by the traditional methods of comparing the test results of a large number of possible compositions is a time-consuming and expensive procedure [7–9]. The solution to this problem can be found more quickly by using computer-aided design of materials, which we have previously described, in particular, in [10–13]. This modern and promising methodology is implemented in the form of algorithms for calculated determination of controlling parameters and, eventually, finding a composition (formulation) of the composite that provides the achievement of the required functional characteristics.
We showed in [6] that a 10 wt % HDPE-g-SMA + 10 wt % PP mixture is an effective plasticizer of ultra-high molecular weight polyethylene from the standpoint of preserving its tribological and mechanical parameters and providing, at the same time, the melt flowability necessary for its usability as a consumable material in additive technologies. Using grafted polyethylene compatible with UHMWPE as a compatibilizer, one can maintain the above-mentioned UHMWPE properties under conditions of formation of a spherulite supramolecular structure, while polypropylene provides the required melt flow index (MFI) of the composite.
In [6], the starting materials and methods for studying the structure and the tribological and mechanical properties of a number of double and multicomponent PPCs based on UHMWPE were described in detail. The objective of this study was to optimize the composition of the most promising UHMWPE + 10 wt % HDPE-g-SMA + 10 wt % PP ternary mixture by varying the content of each component in the range of 10–20 wt %.
This study had the goal of determining the optimal composition of the UHMWPE + 10 wt % HDPE-g-SMA + 10 wt % PP mixture that would enable the formation of a composite with the necessary tribological and mechanical characteristics by the method of 3D fused deposition modeling.
MATERIALS AND METHODS
We used UHMWPE from Ticona Company (GUR-2122) with a molecular weight of 4.5 million and the following additives as a plasticizer: (a) a milled granulate of high-density polyethylene with grafted maleic anhydride, HDPE-g-SMA (OOO Novye Polymernye Tekhnologii, Moscow, Russia); (b) a powder of PP21030 polypropylene (MFI = 3 g/10 min). Powders of the UHMWPE polymer binder and fillers were mixed in an MP/0.5*4 planetary ball mill (OOO Tekhnotsentr, Rybinsk, Russia) with their preliminary dispersing in a PSB-Hals 1335-05 ultrasonic bath (TsUO PSB-Gals, Moscow, Russia) in an ethanol medium. Bulk preforms of polymer composites were fabricated by hot pressing of powder mixtures at a pressure of 10 MPa and a temperature of 200°C in a laboratory setup based on an MS-500 hydraulic press (OOO NPK TekhMash, Russia) equipped with an unlockable ring furnace with digital temperature control (OOO ITM, Tomsk, Russia). The preforms were cooled after exposure to a pressure for 30 min without unloading at a cooling rate of ΔT = 5°C/min.
The melt flow indices (MFI, g/10 min) of polymer–polymer mixtures were measured according to GOST 11 645–73 (Russian State standard) on an IIRT-5M device (AO LOIP, St. Petersburg, Russia) with a capillary inner diameter of 2.1 mm and a temperature of 190 C and a load of 212 N; the standard duration of the experiment and the time intervals between cutoffs were 600 and 120 s, respectively.
The tensile mechanical properties of the materials were determined on an Instron 5582 electromechanical testing machine (Great Britain) on dumbbell-shaped samples.
The volumetric wear of the samples under conditions of dry sliding friction was determined according to the ball-on-disk scheme on a CSEM CH2000 tribometer (CSEM, Switzerland) with a load of 5 N (contact pressure pmax = 31.8 MPa) and a sliding velocity of 0.3 m/s. The radius of the ball-shaped counterbody made of ShKh15 steel was 6 mm.
The surface roughness of the counterbody was 0.20–0.25 μm. The surface topography of the friction tracks was studied using an optical microscope equipped with a digital camera and an Alpha-Step IQ contact profilometer from KLA-Tencor.
Structural studies were performed on a LEO EVO 50 scanning electron microscope (Carl Zeiss, Germany) at an accelerating voltage of 20 kV on the cleaved surface of notched specimens fractured after exposure to liquid nitrogen.
RESULTS AND DISCUSSION
For developing an algorithm for optimizing the composition of extrudable polymer–polymer composites based on UHMWPE, the following requirements are formulated, taking the data obtained in [6] into account for the characteristics of PPCs, most of which are better than those for pure UHMWPE:
—the coefficient of friction should be less than 0.15;
—the volumetric wear by the ball-on-disk scheme should be less than 0.135 mm3 during testing;
—the tensile modulus should be less than 800 MPa;
—the yield strength and tensile strength should to be less than 22 MPa;
—elongation to failure should be less than 200%;
—the melt flow index MFI should be less than 1.5 g/10 min.
The introduction of polypropylene (PP) particles together with high density polyethylene grafted with maleic anhydride (HDPE-g-SMA) is a method for producing UHMWPE composites with improved technological properties and increased wear resistance against dry sliding friction (in comparison with the matrix material). The choice of such processing fillers for introducing ultra-high molecular weight PE into a nonpolar matrix is determined by the need to provide adhesion between the polymer components of the mixture and to achieve the necessary melt flow index value. The experimental data characterizing the tribological and mechanical properties of the composite in the form of a ternary mixture are given in Tables 1–7.
As can be seen from the above data, the yield strength of all compounds meets the stated requirements. For the remaining characteristics, it is proposed to use the approach described in [7–11], which allows one to determine controlling parameter values that are necessary to obtain a composite material with the required properties by calculation.
In [7–11], the composition, the physicomechanical properties of the components, and the shape and size of the filler particles are controlling parameters for obtaining the specified characteristics of the composites. Generally speaking, the number of controlling parameters can be quite large. When it comes to dispersion-filled polymer composites, the parameters of the technological process for obtaining the material and products made of it are of considerable importance and are also advisable to use as controlling parameters.
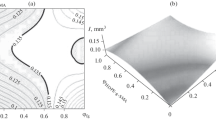
For various combinations of controlling parameters, the effective characteristics of the composite at the so-called “reference points” are determined. The method of data addition to complememt a regular array by linear interpolation with Lagrange polynomials is then used to analyze each characteristic. The obtained data are presented in the form of surfaces of the response of the effective characteristics of the composite material to controlling parameters (degree of filling, radius of reinforcing inclusions, etc.). The arrangement of the obtained dependences in the form of isolines on one field makes it possible to estimate the range of values of the controlling structural parameters that provide the achievement of all the specified characteristics.
In this study, the data obtained during tribological and mechanical tests are used as reference points (Tables 1–7).
The volume fractions of high-density polyethylene grafted with maleic anhydride (HDPE-g-SMA) and polypropylene are controlling parameters in this case are. Each controlling parameter is normalized in such a way that the lower limit of the parameter corresponds to 0 and the upper limit corresponds to 1. As a result, the dependences of the following effective characteristics are obtained as continuous functions: (i) the friction coefficient; (ii) the wear factor; (iii) the elastic modulus; (iv) the relative elongation; (v) the ultimate strength; and (vi) the melt flow index. These are used to calculate regular arrays of the values of effective characteristics for discrete values of controlling parameters, which are displayed graphically in the form of isolines or surfaces of the response (Figs. 1–6).

The dependence of the coefficient of friction, f, of the UHMWPE composite on the content of fillers in the form of (a) isolines and (b) the response surface.

The dependence of volumetric wear I of the UHMWPE composite on the content of fillers in the form of (a) isolines and (b) the response surface.

The dependence of Young’s modulus E (MPa) of the UHMWPE composite on the content of fillers in the form of (a) isolines and (b) the response surface.

The dependence of the relative elongation at break, ε, of the UHMWPE composite on the content of fillers in the form of (a) isolines and (b) the response surface.

The dependence of tensile strength σu of the UHMWPE composite on the content of fillers in the form of (a) isolines and (b) the response surface.

The dependence of melt flow index MFI of the UHMWPE composite on the content of fillers in the form of (a) isolines and (b) the response surface.
The one-sided limits shown in the graphs in the form of isolines make it possible to identify the boundaries of the range of controlling parameters that provide the specified effective characteristics (Figs. 1–6).
It should be noted that not all limits can be active, i.e., determining the limit of the range of desired values of the controlling parameters. Thus, the remoteness of the small region in the field of variation of controlling parameters, which is shown in Fig. 3, in no way affects the limits of the sought range of acceptable values. To find controlling parameters that give the required values of effective characteristics the obtained graphs should be superimposed on each other (Fig. 7). As can be seen, the additional restriction imposed on the elastic modulus does not change the region boundaries obtained taking the restrictions imposed on the values of other controlling parameters into account. The region of controlling parameter values, which is highlighted in Fig. 7, provides that all effective characteristics of the composite correspond to the specified restrictions.

The range of controlling parameters that provide the compliance of tribological and mechanical characteristics of the material to specified restrictions.
It follows from Tables 8 and 9 that the proposed composition of the polymer–polymer composite based on UHMWPE fully meets the requirements specified for the tribological and mechanical characteristics and melt flowability.
On the basis of these data, the UHMWPE + 15 wt % HDPE-g-SMA + 15 wt % PP composite (Tables 8 and 9) was chosen for a study.
In the above example, the ranges of the required parameter values are specified in the form of one-sided limits (no less or no more limits). In a more general case, such restrictions can be defined in the form of permissible maximum and minimum values or in the form of average values with permissible deviations from them. Bands that limit the ranges of controlling parameters will then be obtained in the illustrations in the form of isolines and their intersection will determine the sought range of values, with which the requirements for several effective characteristics are fulfilled simultaneously.
The situation can be allowed in which the restrictions are one-sided for one part of the controlling parameters and specified as ranges of values for the other part. The general scheme for obtaining the region of the sought values of controlling parameters will not change in this case.
It can be noted that the problem stated in this study of choosing the optimal composition of the UHMWPE composite with plasticizing fillers is to achieve mutually opposite goals. On the one hand, unfilled UHMWPE has good mechanical and tribological properties, which is determined, first of all, by a homogeneous supramolecular (spherulite) structure (Fig. 9a). Therefore, the introduction of plasticizing additives (especially polypropylene, which is incompatible with UHMWPE) noticeably worsens the structure, which should be accompanied by a decrease in the tribological and mechanical parameters. This fact can be clearly seen in the SEM photographs given in Fig. 9, in which the structure of the composite becomes looser and more heterogeneous with an increase in the content of HDPE-g-SMA. Further, one more feature should be noted. The introduction of a compatibilizer in the form of grafted HDPE is effective at a low content of HDPE-g-SMA (see Fig. 9b, in which the PP particles are aligned with the polymer matrix). On the other hand, an increase in the fraction of HDPE-g-SMA up to 20 wt % substantially suppresses the uniform formation of spherulites (Figs. 9c–d). This is accompanied, according to Table 6, by a decrease in the elongation at breaking (first of all, when the PP content is approximately 20 wt %).

SEM photographs of the supramolecular structure of the UHMWPE + n wt % HDPE-g-SMA + 20 wt % PP polymer–polymer composites: (a) UHMWPE, (b) UHMWPE + 10% HDPE-g-SMA + 20% PP, (c) UHMWPE + 15% HDPE-g-SMA + 20% PP, and (d) UHMWPE + 20% HDPE-g-SMA + 20% PP.

Optical photographs of the friction surface of the UHMWPE + n wt % HDPE-g-SMA + n wt % PP composites after tribological tests for 1 h.
However, such composites should have, in addition to high-level mechanical characteristics, wear resistance at the level of unfilled UHMWPE. Microphotographs of the surfaces of friction tracks of all studied PPCs are given below. Their comparison with the data of tribotechnical tests described above, as well as the results of searching for composites with an optimal composition, make it possible to draw the following conclusions.
First of all, with the used scheme of tribotechnical tests (ball-on-disk), all composites are characterized by a comparable level of volumetric wear at 0.10–0.16 mm3, while this value for pure UHMWPE is 0.136 mm3.
However, minimal wear is typical for mixtures with the minimum PP content (10 wt %), such as the UHMWPE + 15% HDPE-g-SMA + 10% PP (Fig. 9b) and UHMWPE + 20% HDPE-g-SMA + 10% PP (Fig. 9c) composite, or mixtures with the maximum PP content (20 wt %), such as the UHMWPE + 20% HDPE-g-SMA + 20% PP composite (Fig. 9i). This group also includes the intermediate (defined above as “optimal”) UHMWPE + 15% HDPE-g-SMA + 15% PP composition (Fig. 9e).
Three-component mixtures are considered in this study; however, a sequential increase in the content of one of the two plasticizing components with a fixed amount of the second one is not accompanied by a uniform change in the wear rate. Moreover, the maximum and minimum values of this parameter differ by a factor of no more than two, while the volumetric wear for unfilled UHMWPE is in the middle of the range (0.136 mm3). At the same time, conditionally dividing the composites into three groups (at a fixed PP content) we analyze the topography of the wear surface.
With the contents of PP/HDPE-g-SMA fillers at a ratio of 10/10 wt %, the friction surface practically does not differ from that for pure UHMWPE (Fig. 9a). A further increase in the proportion of HDPE-g-SMA leads to its heterogeneity; it seems that this plasticizing component is smeared over the surface of the tribological contact, forming small folds (Figs. 9b–9c) that suppress the presence of microgrooves and scratches characteristic of pure UHMWPE.
With the PP content at the level of 15 wt %, the friction surface of the samples becomes pronouncedly heterogeneous, especially when using the PE-g-SMA filler at contents of 10 and 20 wt % (see Figs. 9d and 9f, respectively). The composite with the contents of PP/HDPE-g-SMA at a ratio of 15/15 wt %, on the friction surface of which no heterogeneous structural formations in the form of islands (most likely, consisting of PE-g-SMA) are observed, is somewhat different. By analogy with the above-described data (with the PE-g-SMA content at the level of 15 wt % or higher), microgrooves that are oriented in the sliding direction are observed on the friction surface to a lesser extent.
The largest changes in the topography of the friction surface with variation of the HDPE-g-SMA content are observed for mixtures containing 20 wt % PP (Figs. 9g–9i). By tradition, the friction surface contains longitudinal microgrooves (with an almost minimum wear value of 0.126 mm3) at a minimum amount of HDPE-g-SMA (10 wt %). An increase in the content of HDPE-g-SMA to 15 wt % is accompanied by the formation of a folded relief (Fig. 9h) similar to the surface relief of the UHMWPE + 15% HDPE-g-SMA + 10% PP composite (Fig. 9b), but with a much smaller characteristic scale of the folds. At the maximum content of both plasticizing fillers (a total content of 40 wt %, Fig. 9i), the friction surface is most densely covered with a layer of plasticizing fillers. However, the structure of such a layer cannot be considered homogeneous, since it contains a significant number of pores. However, this composite showed a minimum wear value (0.101 mm3). It should additionally be noted that the friction surface of these PPCs does not contain microgrooves or any waviness that is distinguishable at this magnification scale.
According to the analysis, including the data given in Table 2, as well as the surface topography given in Fig. 9, we can conclude that the composites, on whose friction surface a folded structure is not formed and whose topography is more uniform under the used scheme and conditions of tribological loading, exhibit greater wear resistance. The presence of longitudinal microgrooves on the sliding surface should indicate the predominance of the fatigue component in the nature of the wear of the polymer–polymer composite material (with a lower content of HDPE-g-SMA in the mixture). With an increase in the HDPE-g-SMA content, a less homogeneous supramolecular structure forms (see Fig. 8), which leads to the formation (accumulation) of a layer of worn material on the friction surface under conditions of high contact pressure (see, for example, Fig. 9f).
The only exception is the UHMWPE + 20% HDPE-g-SMA + 20% PP composite with the highest content of filler, whose wear resistance turned out to be at the maximum level. In our opinion, this is explained by the formation of a continuous layer of worn material on the friction surface that plays the role of a damper of the normal and tangential contact loads created by a steel counterbody. In accordance with the above, it should be noted that polypropylene incompatible with UHMWPE in the UHMWPE composites does not lead to a decrease in the wear resistance and even makes it possible to increase it in some cases.
CONCLUSIONS
The proposed and implemented algorithm of computer-aided design allows one to determine the formulation of multicomponent polymer composites with desired properties on the basis of a limited amount of experimental data. The method is clear and eliminates the obviously unreal combinations of the required effective characteristics.
An experimental verification of the calculated composition of the antifriction composite with the required characteristics in the form of the UHMWPE + 15 wt % HDPE-g-SMA + 15 wt % PP polymer–polymer mixture showed its applicability for layer-by-layer extrusion printing of friction assembly parts.
REFERENCES
Borges, R.A., Choudhury, D., and Zou, M., 3D printed PCU/UHMWPE polymeric blend for artificial knee meniscus, Tribol. Int., 2018, vol. 122, pp. 1–7.
Panin, S.V., Kornienko, L.A., Alexenko, V.O., Buslovich, D.G., and Dontsov, Yu.V., Extrudable polymer-polymer composites based on ultra-high molecular weight polyethylene, AIP Conf. Proc., 2017, vol. 1915, art. ID 020005.
Panin, S.V., Kornienko, L.A., Alexenko, V.O., Ivanova, L.R., Shil’ko, S.V., and Pleskachevsky, Yu.M., Extrudable composites based on UHMWPE: prospects of application in additive technologies, Nanosci. Technol., 2017, vol. 8, no. 2, pp. 85–94.
Ramli, M.S., Wahab, M.S., Ahmad, M., and Bala, A.S., FDM preparation of bio-compatible UHMWPE polymer for artificial implant, ARPN J. Eng. Appl. Sci., 2016, vol. 11, no. 8, pp. 5473–5480.
Mohamad Helmi Bin Md Ansari and Mohd Halim Irwan Bin Ibrahim, Thermal characteristic of waste- derived hydroxyapatite (HA) reinforced ultra high molecular weight polyethylene (UHMWPE) composites for fused deposition modeling (FDM) process, IOP Conf. Ser.: Mater. Sci. Eng., 2017, vol. 165, art. ID 012014.
Panin, S.V., Buslovich, D.G., Kornienko, L.A., Alexenko, V.O., Dontsov, Yu.V., and Shil’ko, S.V., Structure, as well as the tribological and mechanical properties, of extrudable polymer-polymeric UHMWPE composites for 3D printing, J. Frict. Wear, 2019, vol. 40, no. 2, pp. 107–115.
Arzamastseva, S.V., Effective use of mathematical modeling to solve the optimization problems of composite materials, Plast. Massy, 2011, no. 56, pp. 36–40.
Bahadur R., Characterization, modeling, and optimization of polymer composite pin fins, PhD Thesis, College Park, MD: Univ. of Maryland, 2011.
Gaidadin, A.N., Efremova, S.A., and Nistratov, A.V., Metody optimizatsii v tekhnologicheskoi praktike (Optimization Methods in Technological Practice), Volgograd: Volgograd. Gos. Tekh. Univ., 2008.
Anokhina, N.Yu., Matolygina, N.Yu., Lyukshin, B.A., and Lyukshin, P.A., Computer modeling of filled polymeric composition with particular deformation-durable properties, Mekh. Kompoz. Mater. Konstr., 2009, vol. 15, no. 4, pp. 600–609.
Bochkareva, S.A., Grishaeva, N.Yu., Lyukshin, B.A., Lyukshin, P.A., Matolygina, N.Yu., and Panov, I.L., Obtaining of specified effective mechanical, thermal, and electrical characteristics of composite filled with dispersive materials, Inorg. Mater.: Appl. Res., 2017, vol. 8, no. 5, pp. 651–661.
Shil’ko, S.V., Pleskachevskii, Yu.M., Panin, S.V., and Lyukshin, B.A., Computer modeling of polymer composites for technical and medical purposes, Mekh. Mash., Mekh. Mater., 2012, nos. 3–4 (20–21), pp. 149–157.
Lyukshin, B.A., Shil’ko, S.V., Panin, S.V., et al., Dispersno-napolnennye polimernye kompozity tekhnicheskogo i meditsinskogo naznacheniya (Disperse-Filled Polymeric Composites of Technical and Medical Purpose), Novosibirsk: Nauka, 2017.
Funding
This work was conducted according to Plan of Fundamental Research of State Academies of Sciences for 2013–2020 and supported by grant no. NSh-5875.2018.8 from the President of Russian Federation for State support of leading scientific schools of the Russian Federation. The work was also supported by the Russian Foundation for Basic Research and Belarus Republic Foundation for Basic Research within joint projects no. 19-38-90 106 and no. 18‑58-00037 (T18R-286).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by O. Kadkin
About this article

Cite this article
Panin, S.V., Bochkareva, S.A., Buslovich, D.G. et al. Computer-Aided Design of the Composition of Extrudable Polymer–Polymer UHMWPE Composites with Specified Antifriction and Mechanical Properties. J. Frict. Wear 40, 501–510 (2019). https://doi.org/10.3103/S1068366619060199
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068366619060199