
Abstract
The article presents results of studying how an abrasive affects the wear of pressed modified wood and steel samples—counterbodies without hardening and with hardening by annealing and application of a diamond-like coating of titanium nitride. It is shown that the (linear and mass) wear rate of unreinforced steel samples is more than 20 times higher than for hardened samples; surface hardening via vacuum coating deposition is ineffective due to its intense peeling in the presence of an abrasive.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
The friction units of many machines and mechanisms in various industries and agriculture operate in abrasive, aggressive, and humid environments (sand, cement, and lime conveyors; mortar and concrete mixers; seeders; harrows; etc.). During their operation, it is difficult to prevent the friction unit from clogging with solid particles from air, water, and various working media. It is difficult and costly to eliminate the entry of such particles into the friction unit and minimize their influence on wear development. In this case, machine resources are largely determined by the performance of friction units [1, p. 203; 2]. About 75% of all technological equipment and machine failures involve increased wear of moving joints [3]. To protect them and ensure high performance, friction unit designs are changing and modern wear-resistant antifriction materials are used (polymer materials, textile laminates, wood-laminated plastics, and composite powder antifriction materials).
One of the best representatives of antifriction materials in abrasive-aggressive media is pressed modified wood. Self-lubricating plain bearings (SPB) based on pressed modified wood are capable of operating without additional externally supplied lubricant in unsealed or poorly sealed friction units [4]. Wood-based antifriction material is manufactured by pressing and impregnating it with a lubricant that accumulates in the capillary-vascular system and is released into the contact zone during friction.
In the presence of an abrasive, the wear rate of both modified wood and a steel counterbody increases significantly. One of the methods to increase wear resistance in such media is to increase the hardness of the contacting surfaces. The hardness of wood when it is produced by end-press deformation of wood inserts in the layer forming the friction surface reaches 124 MPa and cannot be significantly increased, because for a degree of pressing of ε = 57%, its density reaches 1300–1400 kg/m3 and is close to that of lignin (1540 kg/m3) [5].
The operational reliability of a sliding friction unit is determined both by the characteristics of the antifriction material and the counterbody. For pressed modified wood, the counterbody material is the steel from which the inner ring of the plain bearing is made. There are hardly any systematic studies devoted to substantiating the material of the counterbody working in a friction pair with pressed modified wood.
Objective—To study the wear features of the material of the steel counterbody in friction pair with modified pressed wood operating in the presence of an abrasive, and to evaluate the tribocoupling relief to substantiate the necessity of its bulk and surface hardening along the contact surface.
MATERIALS AND METHODS
For testing, samples were prepared with different hardness, made from the following grades: steel 3 (hardness 1.3 GPa); steel 08kp hardened by chemothermal (nitrocarburizing) treatment (CTT) and annealing (hardness 7.5 GPa); and steel 08kp with a vacuum-deposited coating of titanium nitride TiN (surface microhardness 22 GPa). TiN-coated steel has a high microhardness, is used to increase the wear resistance of friction units, and is recommended for use in nonlubricated friction units [6]. The hardness of the friction surfaces of the samples was converted to GPa according to the diagram presented in [7, p. 32, Fig. 2.8] for their comparison with the microhardness of the TiN coating.
Inserts of modified pressed wood were made by end-press deformation of cards with a radial arrangement of fibers, followed by impregnation with a lubricant in thermal contrast baths [8, 9]. The design and geometric parameters of the friction pair are identical to those of the bearing 503.
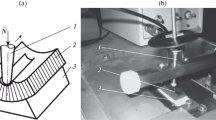
The tests were carried out in an abrasive medium with a particle size of up to 0.3 mm for 24 h of continuous operation with a pv factor of [pv] = 0.95 MPa m/s on a test bench (Fig. 1); this made it possible to simulate actual operating conditions of the SPB. During the experiment, the linear and mass wear of the inner rings of the bearings and their roughness were monitored, as well as the linear wear of the wood inserts.

Diagram of test bench. (1) bearing test sample; (2) belting; (3) shaft; (4) abrasive; (5) blades; (6) camera; (7) ball bearing; (8) coupling; (9) electric motor.
The roughness of the metal counterbodies was measured with an Olympus LEXT ols 3000 laser scanning microscope. The beam was moved parallel to the axis of rotation of the inner ring of the bearing.
Linear wear of the inner rings was measured with a UIM-21 universal measuring microscope by the projection (shadow) method.
The sample was fixed at the centers. It was installed with small tightness on a slightly conical annealed polished axis. The tolerance of its radial motion variation in the centers of the microscope did not exceed 2 μm. On the dividing attachment, the sample was divided into nine sectors: every 40° a line was drawn parallel to the axis; wear was measured every millimeter at 12 points of a line. The wear of each sample was evaluated from 108 points. Two millimeters of the sample surface were not subjected to abrasive wear and were used as the basis to subsequently calculate wear. The diameter of the base surface was additionally controlled with a micrometer before and after testing. Wear measurements were begun after focusing and fixing of the sample. The difference between the coordinates of a point on the base surface and the selected point on the friction surface yields the wear value. The linear wear of the wood inserts was monitored with an hole gauge with an indicator. Mass wear of the inner rings and wood inserts of the SPB was measured on an analytical balance.
RESULTS AND DISCUSSION
Table 1 gives the average linear wear Iav and dispersion DI of the measurement results for each of the tested materials.
It was found that for samples of steel 3 and 08kp, hardened by nitrocarburizing and annealing, the dispersion of the linear wear values I is small (DI = 4.87 × 10–5) The DI value shows deviation from the average linear wear. For samples made of 08kp steel with the titanium nitride coating, the dispersion is three orders of magnitude higher compared to 08kp steel hardened by CTT (DI = 3.41 × 10–2) The high dispersion value for samples made of 08kp steel with the TiN coating is explained by the irregular separation of the titanium nitride coating from the surface and wear of the unhardened substrate material in these places.
Table 1 shows that Iav decreases with increasing hardness of the samples. The result is consistent with abrasive wear studies for metallic materials [10, p. 35]. In the case of 08kp steel with the TiN coating, despite its high microhardness comparable to the hardness of the abrasive, the wear value is higher than that of 08kp steel hardened by nitrocarburizing and annealing. Observation of the state of the friction surfaces of TiN-coated samples indicates its separation after several hours of operation. Deterioration of the coating on the friction track may be associated with a local pressure site generated by the abrasive particle.
The roughness parameters (Ra, Rz) were calculated using three-dimensional computer relief models of the friction surfaces of the SPB inner rings. The results are summarized in Table 2.
It was established that during the tests, the roughness parameters of all metal samples increased by two to four times compared to the initial values. This confirms the abrasive wear of the friction surfaces. The smallest change in the roughness parameters is observed for samples made of 08kp steel hardened by nitrocarburizing and annealing.
Monitoring of the parameters of wood inserts (mass, inner diameter) was done after studies on wear resistance showed that the smallest weight change is observed for wood inserts operating in the friction pair with 08kp steel (CTT). This is due to their low wear and less intense release of lubricant into the contact zone. The release of lubricant intensifies with increasing temperature during friction. The studied sample also exhibits the smallest increase in the inner diameter and, hence, in the gap between the liner and the inner ring (Table 3).
Comparative analysis of the mass and linear wear rates of metal counterbodies and the linear wear rates of SPB wood inserts (Table 4) indicates the high wear resistance of the friction pair of modified wood–08kp steel hardened by nitrocarburizing and hardening.
The obtained linear wear rate values allow us to attribute the modified wood during operation under abrasive wear conditions to wear resistance classes 5–6 depending on the counterbody material.
CONCLUSIONS
The research showed a significant decrease in the wear rate of the materials of a sliding friction pair, modified pressed wood–steel bulk-hardened by annealing, in unsealed friction units in the presence of an abrasive, which made it possible to substantiate the choice of counterbody material and hardening method.
REFERENCES
Tenenbaum, M.M., Types, processes, and mechanisms of abrasive wear, in Dolgovechnost’ trushchikhsya detalei mashin (Service Life of Rubbing Machine Parts), Garkunov, D.N., Ed., Moscow: Mashinostroenie, 1990, no. 5.
Khrushchov, M.M. and Babichev, M.A., Abrazivnoe iznashivanie (Abrasive Wear), Moscow: Mashinostroenie, 1976.
Bogdanovich, P.N. and Prushak, V.Ya., Trenie i iznos v mashinakh: uchebnik dlya vuzov (Friction and Wear in Machines: Manual for Higher Education Institutions), Minsk: Vysshaya Shkola, 1999.
Belyi, V.A., Vrublevskaya, V.I., and Kupchinov, B.I., Drevesno-polimernye konstruktsionnye materially i izdeliya (Wood-Polymeric Construction Materials and Products), Minsk: Nauka i Tekhnika, 1980.
Nevzorova, A.B., Makeyeu, V.V., Vrublevskii, V.B., and Kren’, A.P., Analysis of hardness pf modified wood by dynamic indentation, Derevoobrab. Prom-st., 2009, no. 3, pp. 27–29.
Gryaznov, B.T., et al., Methods of determination and improvement of adhesion of wear-resistant coatings, J. Frict. Wear, 1998, vol. 19, no. 4, pp. 34–41.
Susin, A.A., Khimiko-termicheskoe upravlenie vysokonapryazhennykh detalei (Chemical-Thermal Hardening of Highly Stressed Parts), Minsk: Belaruskaya Navuka, 1999.
Vrublevskaya, V.I., Nevzorova, A.B., and Vrublevskii, V.B., Iznosostoikie samosmazyvayushchiesya antifriktsionnye materialy i uzly treniya iz nikh (Wear-Resistant Self-Lubricating Antifriction Materials and Friction Units), Gomel, 2000.
Vrublevskaya, V.I., Nevzorova, A.B., Makeyeu V.V., and Vrublevskii, V.B., BY Patent 11223, Byull. Izobret., 2008, no. 5 (64), p. 117.
Tkachev, V.N., Rabotosposobnost’ detalei mashin v usloviyakh abrazivnogo iznashivaniya (Performance of Machine Parts in Conditions of Abrasive Wear), Moscow: Mashinostroenie, 1995.
Author information
Authors and Affiliations
Corresponding author
About this article

Cite this article
Makeyeu, V.V., Vrublevskaya, V.I. Abrasive Wear of a Steel Counterbody in Frictional Contact with Pressed Modified Wood. J. Frict. Wear 40, 511–514 (2019). https://doi.org/10.3103/S1068366619060163
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068366619060163