
Abstract
This paper concerns the development of oil-filled, heat-resistant aromatic polyamide Phenilon C-2-based composites with high physicomechanical characteristics, an advantage that can withstand loads of up to 25 MPa and operating temperatures of up to 250°C in friction units. When producing oil-filled, Phenilon C-2-based nanocomposites with 300–320°C molding temperature, the choice of oils is limited and depends on their ability to maintain lubricating properties at high temperatures. The physicomechanical and tribological test results using different friction machines prove oil filling’s high efficiency in creating a stable lubricating film on a tribocontact and in improving the tribological properties of polymer composites. Research results helped outline the range of the most promising hybrid fillers for Phenilon C-2-based polymer composites and lubricants for oil filling, which contribute to the formation of a long-lasting lubricating film on a tribocontact. The combination of the experimental studies and a scientifically based approach to predicting the properties of polymer nanocomposites makes possible expedited development of new materials with high target characteristics. The technology of the production and use of these oil-filled polymers refers to nontraditional areas of plastic processing; however, the world statistics of production and consumption of polymeric friction and wear inhibitors shows that these materials are one of the most promising ways to reduce operating losses.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Current development trends in mechanical engineering are characterized by continuous toughening of the functional and performance parameters requirements of materials used in tribotechnics. Improving the efficiency of friction surfaces of machine parts is traditionally associated with the formation of modified surface layers or protective coatings possessing special properties: low coefficient of friction, anisotropy of mechanical properties, increased wear resistance, and ability to withstand high specific pressures. The main goal of surface engineering is the synthesis of achievements in fields implementing new materials and developing technological processes for creating surface layers with target tribological properties. These requirements can be met by the use of new composite polymer materials that are more manufacturable in the preset conditions of friction and wear of mechanical systems.
Polymers can be used as matrices for composite antifriction materials owing to their low (compared to metals) coefficient of friction, high specific strength, and resistance to the action of diverse liquid and gaseous media aggressive toward metals. One of the most promising trends in the development of polymer- and combined matrix-based composite materials for a wide range of machine parts for structural and tribotechnical purposes is the functional modification of base matrices with components of different compositions, dispersities, habits, and activities. This trend, which is traditionally developed in the leading centers specialized in the design of antifriction composites, has been especially important during the last decade owing to the development of nanomaterials science and nantechnology [1, 2].
The use of hybrid composites [3] (simultaneous introduction of several fillers performing different functions) widens significantly the opportunities for creating materials able to expedite restructuring and change of properties depending on performance loads. The surface modification of the composite components leads to change in the supramolecular structure of material and, consequently, to change in its physicomechanical, thermophysical, and tribological properties [4]. The improvement of the tribocontact surface formation mechanism as a result of developed innovative solutions for modifying the properties of polymer nanocomposites makes it possible to implement technology for the synthesis and processing of functional nanomaterials that follows the global trends in molecular design of materials with target properties.
Another concept in the development of tribotechnical materials science is the molecular-level design of compositions for smart polymer oil-filled materials possessing self-lubricating properties [5, 6].
The aim of this work is the design and synthesis of oil-filled composite multifunctional universal wear inhibitors for tribosystems able to dynamically correct its functional properties under friction, namely, to selectively plate the most worn regions of the friction surface using the friction energy that initiates the physicochemical processes of the primary and secondary restructuring of its polymer matrix.
MATERIALS AND METHODS OF STUDY
This work concerns the development of oil-filled, heat-resistant aromatic polyamide Phenilon C-2-based composites, which is a linear heterocyclic copolymer containing amide group –HNCO– linked to phenyl moieties from both sides of the main chain of a macromolecule. Thermoplastic polymers of the polyamide group are widely used as materials that are operated in moving joints [7]. However, Phenilon C-2 is distinguished by advantageous physicomechanical characteristics that can withstand loads of up to 25 MPa and working temperatures of up to 250°C in friction units. Aramid thread (Arimid 29.4 Tex) was the reinforcing filler at 5–10 wt %, with modified F4MB polytetrafluoroethylene powder (copolymer of tetrafluoroethylene with hexafluoropropylene) as the antifriction filler at 10–20 wt %.
The range of lubricating materials and technical liquids used for oil filling of polyamides is wide [6] because the processing temperature of these polymers (polyamide 6, polyamide 7, polyamide 66, etc.) is not high (200–250°C). In the synthesis of oil-filled, Phenilon C-2-based nanocomposites with 300–320°C molding temperature, the choice of oils is limited by their ability to keep the lubricating properties at such high temperatures. Thus, oil filling of Phenilon C-2 is performed by impregnation of Phenilon C-2 powder with the following lubricating materials, whose working temperature mode is 270–300°C, at 5–10%: PMPS (polymethylphenylsiloxane), VGO (vacuum gasoil), bitumen, and Ts-52 (cylinder oil).
Powder was impregnated with lubricating material prewarmed to 105–120°C for 2 h. Phenilon powder with activated fillers was briquetted in a mold without heating under 500 kg/cm2 with the subsequent drying of the briquette at 200°C for 1 h, then pressed at 320°C and 500 kg/cm2 for 1 min. The final operation is cooling of the resulting specimen together with a mold to 100°C with the subsequent extrusion of a ready specimen.
The tribological test cycles of oil-filled composites were performed using different friction machines: pin—roller tests using an Amsler II 5018; ball—disk tests using a TRB-S-DE tribometer (CSM-Instruments); and pin—plane disk tests using an end-face friction machine designed in the laboratory. The tests were performed in a wide range of loads and sliding speeds. The use of different friction machines and tribocontact conditions provided the simulation of the tribocoupling processes for a wide range of friction units including those heavily loaded. For further development and practical implementation of the results, the evaluation of the tribological properties of the resulting composites depending on the type and degree of filling with impregnating lubricating material and the evaluation of physicomechanical characteristics (microhardness and elastic modulus) by nanoindentation are relevant.
RESULTS AND DISCUSSION
The pin—roller test using a II 5018 friction machine were performed without an external lubricant (a pin was made of composite material). Each specimen was tested under different fixed loads. The hardness of rollers were controlled using an AFFRIDM8-B microhardness tester. The roughness parameters of tested rollers were determined using a ZygoNewView 600 optical profilometer. A pin and a roller were installed on a test device, and a roller was rotated at the preset frequency of 189 rpm. A pin was contacted with a rotating roller perpendicular to the axis of the rotation of the roller. The applied load range was 209–1020 N. Throughout the time of testing, the friction torque at the lower shaft of the machine was continuously recorded. After test completion, pin and roller wear values were determined. In Figs. 1 and 2, the changes in the coefficient of friction (the relative measurement error was 3%) for different compositions are shown; the weight wears of the studied specimens are given in Table 1.

Dependences of the coefficient of friction μ on the time t under the change in a 209—1,020-N load and sliding speed of 0.4 m/s (II 5018) for different oil-filled, polymer matrix-based composites. (a) Phenilon C-2: (1) Phenilon C-2; fillers: (2) 5% PMPS; (3) 5% Ts-52; (4) 10% VGO; 5 5% bitumen; (b) Phenilon C-2 + 10% F4MB: (1) Phenilon C-2 + 10% F4MB; fillers: (2) 5% PMPS; (3) 5% Ts-52; (4) 5% VGO; (5) 5% bitumen.

Dependences of the coefficient of friction μ on the time t in long-time tests (9 h) under a 1.020-N load and sliding speed of 0.4 m/s for different oil-filled composites: (1) Phenilon C-2 + 10% F4MB; fillers: (2) 5% VGO; (3) 5% bitumen.
The ball—disk test of the friction interaction process of specimens was performed using a TRB-S-DE tribometer (CSM-Instruments) for the comparative evaluation of the surface wear resistances under a constant vertical load of 10 N and speed of 0.5 m/s under dry friction mode or after a single application of lubricating material. The technique consists in the indentation of a spherical specimen along the normal direction to the surface of a plane counterspecimen by a force, the rotation of a specimen with respect to the axis oriented along the normal to the counterspecimen surface, the measurement of the friction torque developed in contact of a specimen with a counterspecimen, the evaluation of the coefficient of friction, unloading specimens, and the measurement of indent sized on a counterspecimen. The tests were performed with a preset angle speed ranging 0.3–3 rad/s (60–600 rpm). The times of testing were determined as path lengths of specimens. The end-face of testing was the achievement of the path length or the achievement of the limit coefficient of friction. Throughout the time of testing, the coefficient of friction was continuously recorded (the relative measurement error was 3%). After test completion, the ball and disk (counterspecimen) wear values were determined. The disk wear can be determined by measurement of the wear mark profile zone by strip chart recording using the orientation of a specimen on a profilograph so that the specimen axis was perpendicular to the strip chart recording path. The wear mark profile was determined using a Surtronic S‑100 series profilograph. In Fig. 3, the typical dependences of the coefficient of friction on the path length for different composites are given.

Dependences of the coefficient of friction on the indenter path length l under a 10-N load and sliding speed of 0.5 m/s (TRB-S-DE) for different oil-filled composites based on polymer matrix Phenilon C-2: (1) Phenilon C-2; fillers: (2) 10% F4MB; (3) 10% F4MB + 5% Ts-52; (4) 10% F4MB + 5% VGO; (5) 10% F4MB + 5% bitumen.
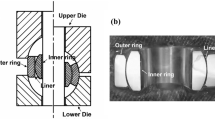
The steel ball—three pins tribological tests were performed using an end-face friction machine designed and assembled in the laboratory. A friction unit of the machine is a moving holder with three cylindrical pins of 10-mm diameter and 30-mm length made of composite material oriented vertically with axes fixed on it at an angle of 120° with respect to each other and a steel disk (counterbody) of 10.2-mm diameter fixed in a special cup. A testing device can simulate the operation of a sliding thrust bearing under different loads (0.3–10 MPa) and in a wide range of sliding speeds (0.1–10 m/s).
This friction machine design provides the control of the tribocoupling surface state, i.e., the presence, the formation kinetics, and the stability of a friction transfer film or a lubricating film in any time interval without damaging the surface. In Fig. 4, the dependences of the coefficients of friction (the relative measurement error was 4%) on the time of tribocontact for different compositions are shown.

Dependences of the coefficient of friction μ on the time t under a specific pressure of 1 MPa and sliding speed of 0.5 m/s (using an end-face friction machine) for different oil-filled composites based on polymer matrix Phenilon C-2: (1) 5% PMPS; (2) 5% Ts-52; (3) 10% VGO; (4) 10% F4MB + 5% PMPS; (5) 10% F4MB + 5% Ts-52; (6) 10% F4MB + 5% VGO.
The study of the stability of an antifriction tribopolymer film on the disk surface (after tribocoupling on an end-face friction machine) was performed by Fourier-transform IR MFTIR spectroscopy on a Nicolet 380 spectrophotometer. The metal disk surface was studied after each 1 h of tribocontact as long as a transfer film was registered on a disk.
In Fig. 5, the Fourier-transform IR MFTIR spectra of the disk surface after a tribocoupling with different composite materials using an end-face friction machine under a load at 1 MPa and sliding speed of 0.5 m/s after 2 h of tribocontact are shown. In the IR spectrum of the disk surface, which is based on a mixture of hydrocarbons of different structures, the absorption bands of 2.850–2.980, 1.420–1.480, and 1.360–1.390 cm–1 are observed, which correspond to the vibrations of C–H bonds [8]. Since the composite material is formed at 320°C, along with these bands, there are lines in the regions of 1.060–1.150 and 1.695–1.740 cm–1, which correspond to the vibrations of C–O–C, C=O, and O–H bonds. Note that, after 8 h of tribocontact, a Phenilon C-2 transfer film was almost not registered, the intensity of the band of a Phenilon C-2 + 10% F4MB film decreased significantly, and the intensity of the band of a Phenilon C-2 + 10% F4MB + 5% PMPS film almost did not change because the release of PMPS lubricant into the friction zone is continuous. Similar results were observed for oil filling with other studied lubricants.

Fourier-transform IR MFTIR spectra of a transfer film after tribocoupling recorded using an end-face friction machine for different composites: (1) Phenilon C-2 + 10% F4MB; (2) Phenilon C-2 + 10% F4MB + 5% PMPS.
The physicomechanical characteristics of the studied materials were determined using a NanoTest 600 complex. Based on the nanoindentation data, three characteristics were calculated, namely, the elastic modulus; the material hardness to elastic modulus ratio H/E, which is known as the index of plasticity of material; and the H3/E2 ratio, which is a qualitative comparative characteristic of the resistance to plastic deformation. The studies showed that there is no direct dependence between the H and E values, i.e., the increase in the material hardness did not always lead to the increase in its elastic modulus.
The results of the test performed using different friction machines confirmed the high efficiency of oil filling for the creation of a stable lubricating film on a tribocontact and the improvement of tribological characteristics of polymer composites.
Oil filling of structural polymer Phenilon C-2 with the studied oils at 5–7% leads to a decrease in the coefficients of friction from 0.45–0.5 to 0.35–0.4 (Fig. 1a), which is insufficient for an antifriction material. The strength characteristics change insignificantly (Table 2). The increase in the oil concentration to 10–15% decreases the coefficient of friction to 0.22–0.25, while decreasing significantly the strength and the elastic modulus (Table 2).
Oil filling of the Phenilon C-2 + 10% F4MB composition with 5–7% oils decreases the coefficient of friction to 0.15–0.18 (Fig. 1b) while the strength characteristics almost do not change (Table 3). In addition, on a metal disk, a stable lubricating film is registered until 10–12 h of tribocoupling compared to 4 h for the initial composition (Fig. 5).
All the oil-filled compositions can create an oriented lubricating film on the tribocontact surfaces; the coefficient of friction reaches the value typical for this load and is maintained for a the long time (Fig. 2). For the Phenilon C-2 + 10% F4MB + 5% Aramid-T + 5% VGO compositions under all the tribocontact modes (using the three friction machines), high wear characteristics and low coefficient of friction were registered.
Previously, the process of oil filling of Phenilon-based polymer composites by saturation of ready composites at 200°C for 2–2.5 h with PMPS and PFPE (perfluoropolyether) oils was studied [9, 10]. Using a similar technique, close tribological characteristics were registered using a II 5018 friction machine; however, further increase in the time of testing to 10 h led to the sharp increase in the coefficient of friction.
Based on the physical sense of the H/E and H3/E2 values (to increase the index of plasticity and the deformation resistance, the elastic modulus should be minimized under high hardness), it can be concluded that the best parameters are shown by composites oil filled with VGO: Phenilon C-2 + 10% F4MB + 5% VGO and Phenilon C-2 + 10% F4MB + 5% Aramid-T + 5% VGO. The introduction of reinforcing Aramid-T fibers improves the mechanical and wear characteristics of the composite while the coefficient of friction remains almost unchanged. In the case of oil filling with a PMPS lubricant (Phenilon C-2 + 10% F4MB + 5% PMPS), the index of plasticity increases noticeably; however, the coefficient of friction remains very high.
CONCLUSIONS
The research results helped outline the range of the most promising hybrid fillers for Phenilon C-2-based polymer composites and lubricants for oil filling that contribute to the formation of a long-lasting lubricating film on a tribocontact. Among the studied compositions, the best results were shown by the Phenilon C-2 + 10% F4MB + 5% Aramid-T + 5% VGO composition.
Development principles were established and qualitative parameters were worked out for the physicochemical properties of polymers providing their long-term operation in highly important mechanisms under critical values of thermal and mechanical impacts. This makes it possible to fully substitute structural alloys because oil-filled composites also show better technological aspects such as lower weight, high chemical resistance, easy molding, and impermeability to aggressive media.
Owing to the development of a lubricating film on the tribocontact surface, the best protection for contact surfaces from an adhesive (caused by friction surface passivation through creating a protective solid lubricant layer) and corrosive–mechanical (creating a potential barrier for the penetration of corrosive media into the surface layer) wear is provided. These materials are characterized by low sensitivity in terms of dependence of the physicochemical properties on the temperature, humidity, and ambient air dustiness difference. The use of oil-filled composite in nonsealed friction units does not lead to splashing of lubricating material and its penetration into the environment. Polymer oil-filled composites, owing to their prolonged charge activity, are considered promising materials in terms of their environmental safety. All this causes their higher practicability.
Hence, the combination of experimental studies and a scientifically based approach to predicting the properties of polymer nanocomposites makes it possible to expedite development of new materials with high target properties. The technology of manufacturing and using oil-filled polymers refers to nontraditional areas of plastic processing; however, the world statistics of production and consumption of polymer friction and wear inhibitors shows that these materials are one of the most promising ways to reduce operating losses.
REFERENCES
Twist, C.P., Seyam, A.M., Chen, C., Kim, M.-G., Weberski M.P., Jr., Ren, N., Marks, T., Chung, Y.W., and Wang, Q.J., Molecularly-engineered lubricants: synthesis, activation, and tribological characterization of silver complexes as lubricant additives, Adv. Eng. Mater., 2012, vol. 14, pp. 101–105.
Chang, L. and Friedrich, K., Enhancement effect of nanoparticles on the sliding wear of short fiber-reinforced polymer composites: a critical discussion of wear mechanisms, Tribol. Int., 2010, vol. 43, no. 12, pp. 2355–2364.
Kuznetsov, V.A., Hybrid composite materials based on chemical fibers and filaments with an organic matrix, Itogi Nauki Tekh., Ser.: Khim. Tekhnol. Vysokomol. Soedin., 1986, no. 21, pp. 199–249.
Kolesnikov, V.I., Ivanochkin, P.G., Myasnikova, N.A., Danilchenko, S.A., and Myasnikov, Ph.V., The influence of surface nanostructures on the formation mechanism of the anti-friction layer at tribocontact, Int. Conf. on Physics and Mechanics of New Materials and Their Applications, New York: Nova Science, 2017, pp. 121–131.
Derlugyan, P.D., Shcherbakov, I.N., Ivanov, V.V., Loginov, V.T., Trofimov, G.E., and Derlugyan, F.P., Khimicheskoe nanokonstruirovanie kompozitsionnykh materialov i pokrytii s antifriktsionnymi svoistvami: monografiya (Chemical Nanodesign of Composites and Coatings with Antifriction Properties: Monograph), Rostov-on-Don: Yuzhno-Ross. Gos. Politekh. Univ., 2011.
Derlugyan, P.D. and Levintsev, V.A., Production of self-lubricating composite maslyanit-GM by chemical design, Izv. Sev.-Kavk. Nauchn. Tsentra Vyssh. Shk., Tekh. Nauki, 2014, no. 2, pp. 9–15.
Polimery v uzlakh treniya mahsin i mekhanizmov. Spravochnik (Polymers in Friction Knots of Machines and Mechanisms), Chichinadze, A.V., Ed., Moscow: Mashinostroenie, 1980.
Lazarev, A.N., Mirgorodskii, A.P., and Ignat’ev, I.K., Kolebatel’nye spektry slozhnykh oksidov (Oscillatory Spectra of Complex Oxides), Moscow: Nauka, 1989.
Ivanochkin, P.G., Novikov, E.S., and Danilchenko, S.A., Estimation of tribological and physical-mechanical properties of oil-filled nanocomposites, Trudy mezhdunarodnoi nauchno-tekhnicheskoi konferentsii “Novye materialy i tekhnologii v mashinostroenii” (Proc. Int. Sci.-Tech. Conf. “New Materials and Technologies in Machine Engineering”), Bryansk: Bryansk. Gos. Inzh.-Tekhnol. Univ., 2017, no. 26, pp. 29–34.
Ivanochkin, P.G., Danilchenko, S.A., Novikov, E.S., and Manturov, D.S., Study of physical, mechanical and tribological properties of nanocomposites based on oil-filled polymers, 2017 Int. Conf. on “Physics and Mechanics of New Materials and Their Applications” (PHENMA 2017), Jabalpur, India, October 14–16, 2017, Abstracts of Papers, Chennai: Indian Inst. Inf. Technol., Des. Manuf., 2017, p. 90.
ACKNOWLEDGMENTS
This work was supported by the Russian Science Foundation, project no. 14-29-00116.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by E. Petrova
About this article

Cite this article
Kolesnikov, V.I., Myasnikova, N.A., Myasnikov, P.V. et al. Tribological and Physicomechanical Properties of Oil-Filled, Phenilon-Based Composites. J. Frict. Wear 39, 365–370 (2018). https://doi.org/10.3103/S1068366618050082
Received:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068366618050082